1. Introduction
Modern chemical industries and supply chains currently face numerous challenges that threaten their continued success in an increasingly complex environment. The pressure on modern companies to go clean and sustainable to compete in an ever-changing economy is enormous. Circularity of production systems is important for sustainability and sustainable systems to obtain minimal resource use and maximal reuse of energy and materials. Cyclic production systems are the goal of industrial ecology and the circular economy. The issue is being tackled on many fronts, from increasing the energy consumption of present technologies, to redesigning and challenging the conventional approaches on multiple levels along the supply chains [
1].
Modern complex systems that require a holistic approach rather than a linear one are best viewed through the lens of systems thinking, which enables a better understanding of the system and offers more effective solutions [
2]. As a group of interconnected parts (process units and flows) that together form a whole, every single chemical industrial process represents a system. The same is true for a factory with an organizational hierarchy and specified goals. In systemic structures, decisions are often derived from these complex hierarchies and can be better managed with systems thinking tools [
3]. Various newly developed technologies and techniques are expected to improve the currently unsustainable state of industrial systems [
4]. It is vital to adopt more sustainable technologies in supply chains [
5], to interconnect different industrial processes, and directly use secondary raw materials, byproducts and waste as inputs, especially in the production of bulk chemicals.
One of these bulk chemicals is formalin, which is a 37% aqueous solution of formaldehyde and ranks in the top 50 chemicals produced worldwide [
6]. It is a key platform chemical and an important precursor for a variety of products and value-added chemicals, such as the production of resins, disinfectants, adhesives, coatings and many other products for various industries [
7], while it also offers potential applications in the future energy sector [
8]. Most of the formalin is currently produced by methanol oxidation [
8], while methanol is typically produced from natural gas producing syngas, converting syngas to crude methanol and purifying methanol [
9]. Most of the methanol, which is highly-energy intensive [
10], is used in the production of formaldehyde [
9]. Contrary to current practice, methanol and formalin production processes could be operated sustainably regarding materials and energy [
11].
In this work, the main goal is to obtain a formalin production process with minimum energy requirements. A formalin production process was first simulated; heat integration (HI) was then applied to reduce utility consumption by a combination of pinch analysis (PA) and mathematical programming (MP) [
12], where a sequential three-step approach was used. The first two steps were optimization steps to achieve minimum utility cost with the least number of heat exchange units. Based on these two steps, the heat exchanger network (HEN) of the process was designed. The economic and environmental impacts of implementing HI within the process were further evaluated. Both capital and operating cost were calculated, while environmental footprints were calculated based on life cycle analysis (LCA). By applying process systems engineering (PSE) techniques, a more sustainable formalin production process was designed.
Few studies have dealt with the applications of PSE to the formalin production process. Kovač Kralj [
13] used the PA method to perform total site HI between production processes of solvent, methanol and formalin. However, in this study, capital cost and environmental impacts were not assessed. Qi and Li [
14] used the PA method to analyze an existing HEN for a simulated methanol-to-formaldehyde production process, where savings in hot and cold utility consumption were achieved. Studies also analyzed how HI affects utility consumption and subsequently the economic and environmental impacts of methanol production process. Kijevčanin et al. [
15] used PA to reduce utility consumption and achieve a viable trade-off between capital and utility cost. Chen et al. [
16] developed a simultaneous HI approach based on linear programming formulations and applied it to a methanol production process. Maréchal et al. [
17] modified the methanol process by applying simulation models and a new synthesis strategy. Improvements in overall energy balance and conversion were achieved; however HEN was not designed in detail.
Several investigations have also been undertaken on the economic and environmental analysis of various systems, such as diffusion of electric vehicles [
18], wastewater management [
19], bioenergy systems [
20], biogas supply networks [
21], company supply networks [
22] and many others. Based on the literature review, it was found that no studies had dealt with systematic analysis of cost, energy and emissions of the formalin production process, even though formaldehyde is among the top chemicals produced in the United States by quantity [
23] and is among the basic organic chemicals. Analysis had not been performed for either the classical process via methane steam reforming (MSR) or for the more sustainable process, such as formalin produced by captured CO
2 and renewable hydrogen, produced by biomass gasification and the like.
In this work a comprehensive technical, economic and environmental footprint analysis of the formalin production process via MSR is performed. The process is first simulated using Aspen HYSYS software, where energy consumption requirements are analyzed. Moreover, HI was applied to improve energy efficiency and to enhance energy savings in formalin industries. Additionally, economic evaluation and environmental footprint analysis were carried out for both non-integrated and heat-integrated processes. The conclusions of this work will serve as a basis for technical, economic and environmental assessment of more sustainable formaldehyde production and production processes that use formaldehyde as a raw material.
2. Methodology
Reduction of energy consumption, and consequently the cost of and emissions from the formalin production process by the most common method MSR are analyzed by a sequential HI approach. In this section, a general description of the formalin production process via MSR is first presented. The methodology for HI, and economic and environmental footprint analysis are then described. Energy use, operating and capital cost and environmental footprints were evaluated for both the non-integrated (simulated) and heat-integrated process.
Simulation of MSR to methanol and further to formalin was carried out using Aspen HYSYS software [
24]. Based on the simulation, a sequential three-step approach was used to obtain HEN design and a proposed heat-integrated process flowsheet by combined PA/MP.
Economic evaluation was carried out by calculating operating cost and capital cost based on the factors method [
25]. Environmental footprint analysis was performed using OpenLCA software [
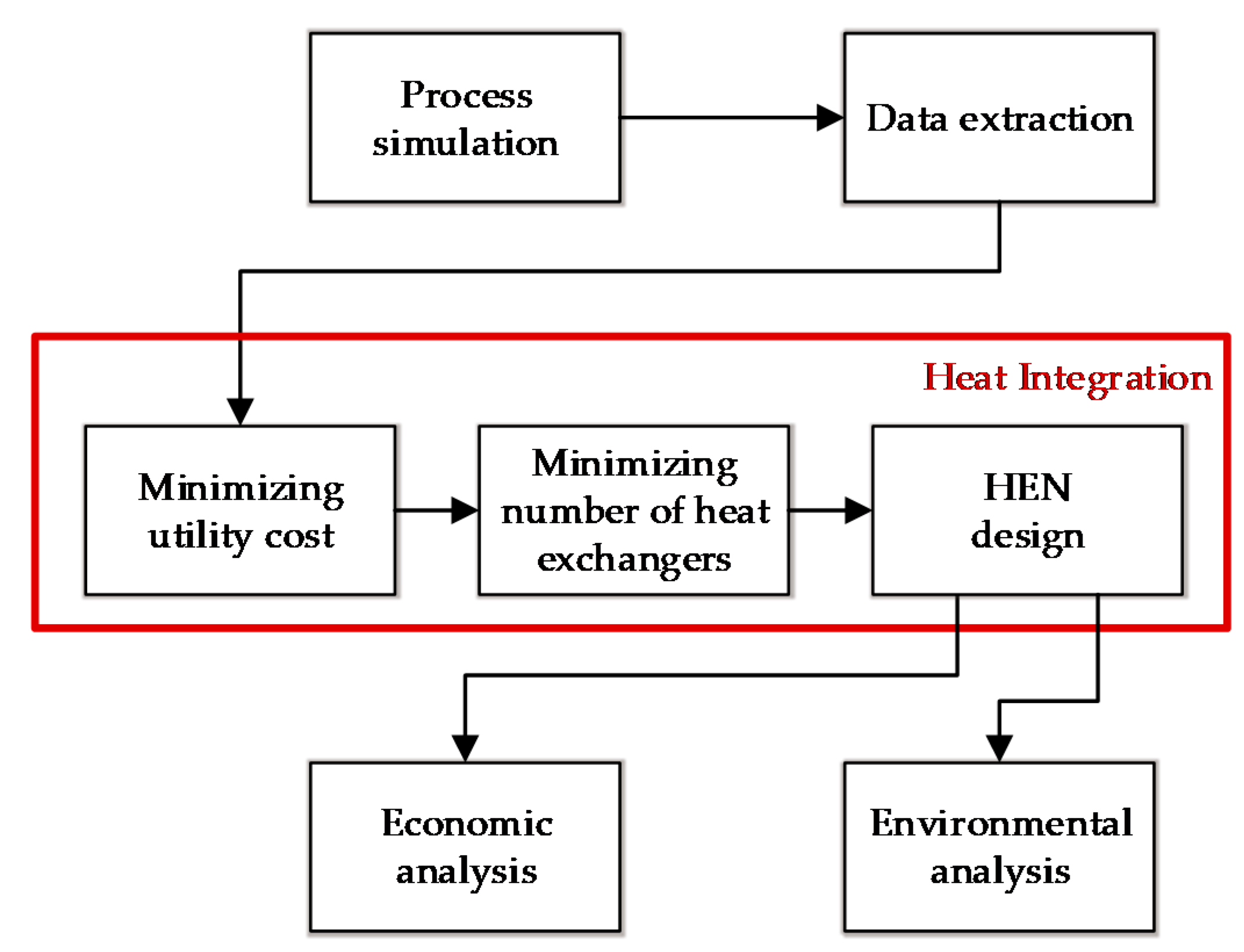
26], where various environmental footprints (greenhouse gas (GHG), nitrogen, phosphorus, ecological and energy footprints) and human toxicity potential were evaluated. A flowchart showing the framework of applied methodology is shown in
Figure 1.
2.1. Formalin Production via Methane Steam Reforming
Formalin is a 37 wt % aqueous solution of formaldehyde and is the most common formaldehyde product [
27]. Most formaldehyde is produced by subsequent processes of methane steam reforming (MSR), synthesis of methanol and synthesis of formaldehyde from methanol and air.
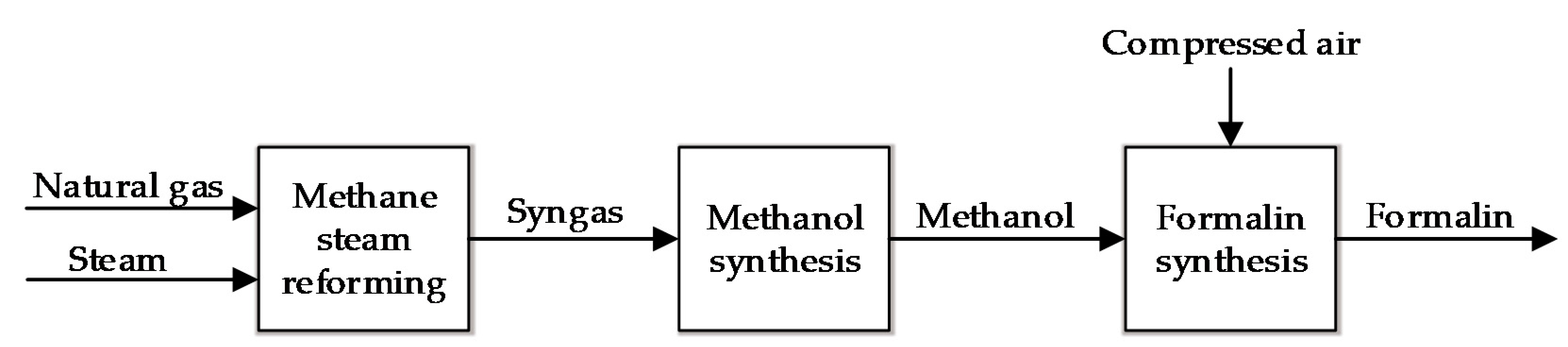
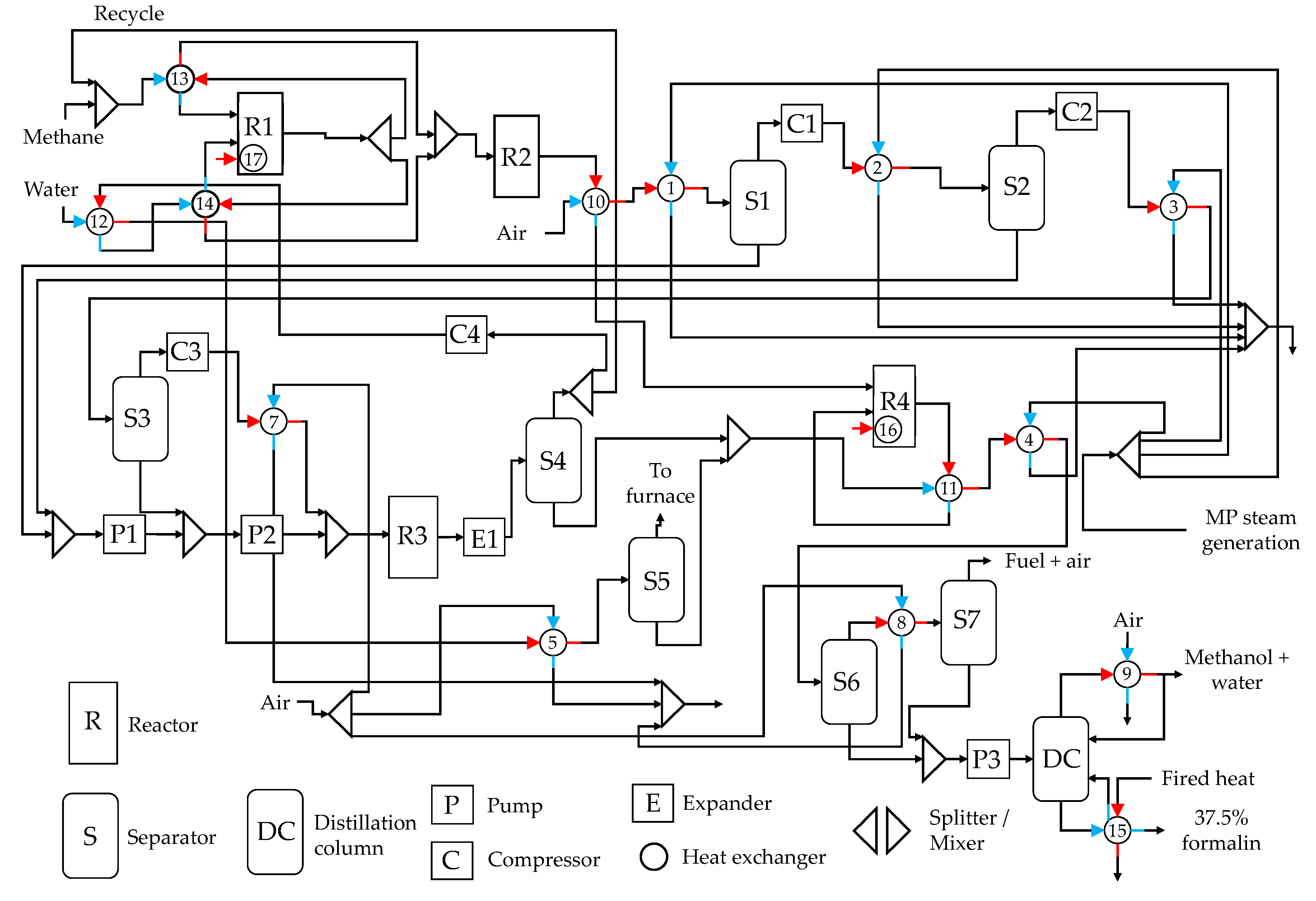
Figure 2 shows a simplified block diagram of the formalin production process via MSR. The flowsheet is composed of three different production parts: (i) MSR, (ii) methanol synthesis and (iii) formalin synthesis. Formalin is obtained as the desired product, along with an aqueous mixture of methanol as a byproduct.
MSR is one of the most common processes for syngas production, from which a variety of bulk chemicals are produced, like hydrogen, ammonia, methanol and many others. The reactions occurring during the MSR process are shown in Equations (1) and (2). Equation (1) stands for methane reforming, which is an endothermic reaction, where CH
4 reacts with high-temperature steam under pressure to syngas, consisting of CO and H
2. Equation (2) represents the water gas shift (WGS) reaction to enhance H
2 production efficiency.
Moreover, methanol is produced from syngas, based on equilibrium reactions of oxocarbons and hydrogen:
In the last part of the process, formalin is produced from methanol and air, where the overall process is a combination of partial oxidation and dehydrogenation reactions [
28]:
2.2. Energy Consumption Reduction
Heat integration (HI) was performed in three steps: (i) minimizing utility cost; (ii) minimizing the number of heat exchange units and (iii) heat exchanger network (HEN) design. The general algebraic modeling system (GAMS) [
29] was used for minimizing utility cost and for minimizing the number of heat exchange units.
Stream data was first extracted from Aspen HYSYS simulation. Then, in the first step of HI, utility cost was minimized with a linear programming (LP) model by using an expanded transshipment model [
30]. The objective function for the model is shown in Equation (7):
where
QHU and
QCU are the consumption of hot and cold utilities, and
and
are the cost coefficients of hot and cold utilities.
In the second step, the number of heat exchange units was minimized. The transshipment model was expanded to include binary variables representing connections between the hot and cold streams. This was solved using a mixed-integer linear programming (MILP) model, which is called the MILP expanded transshipment model [
30]. Heat duty values for specific utilities as obtained from the first step were fixed in the model. A set of binary variables
and a set of equations connecting the variables to the streams were added to the model. The objective in the second step was to minimize the sum of binary variables, as shown in Equation (8):
where
are the available connections between hot and cold streams exchanging heat. The minimum number of heat exchange units and a table displaying the amount of heat exchanged between streams were obtained as results. GAMS was also used for the second step.
In the third step, HEN was obtained based on the results from the second step and heuristics, and a flowsheet of the production process based on HI was proposed. A minimum temperature approach (∆
Tmin) and the
cp inequality rule [
25] were considered for each individual match for designing HEN. For HEN design, parallel arrangement was prioritized over a series arrangement [
31]. Finally, the heat exchangers were arranged in such a way as to minimize the total heat exchanger area. The heat exchanger area calculation is shown in Equation (9):
where
Q is the heat transferred between streams,
U is the heat transfer coefficient and ∆
Tln is the logarithmic mean temperature difference. As a result of the HEN design, total utility consumption, exchanged heat and total heat exchanger area were obtained.
2.3. Economic and Environmental Footprint Analysis
For economic evaluation, both capital and operating costs were calculated. For capital cost estimation, the factors method [
32] was used. The base factor for capital cost is the delivered (purchased) cost of process equipment, calculated for each piece of equipment depending on its material and size. Equipment cost is further adjusted for inflation using the chemical engineering plant cost index (CEPCI) [
32]. Operating costs were calculated on a yearly basis and comprise costs for the following: raw materials, utilities, labor, maintenance, quality assurance and depreciation cost, which depend on the total depreciable capital investment.
Environmental footprint analysis was performed using the cradle-to-gate approach and was based on the production of 1 kg of formalin. Selected environmental footprints were evaluated using OpenLCA software [
26], such as GHG, nitrogen, phosphorus, ecological and energy footprints and human toxicity potential.
5. Results and Discussion
Sequential three-step HI was performed for the energy-intensive formalin production process to reduce energy use, cost and emissions.
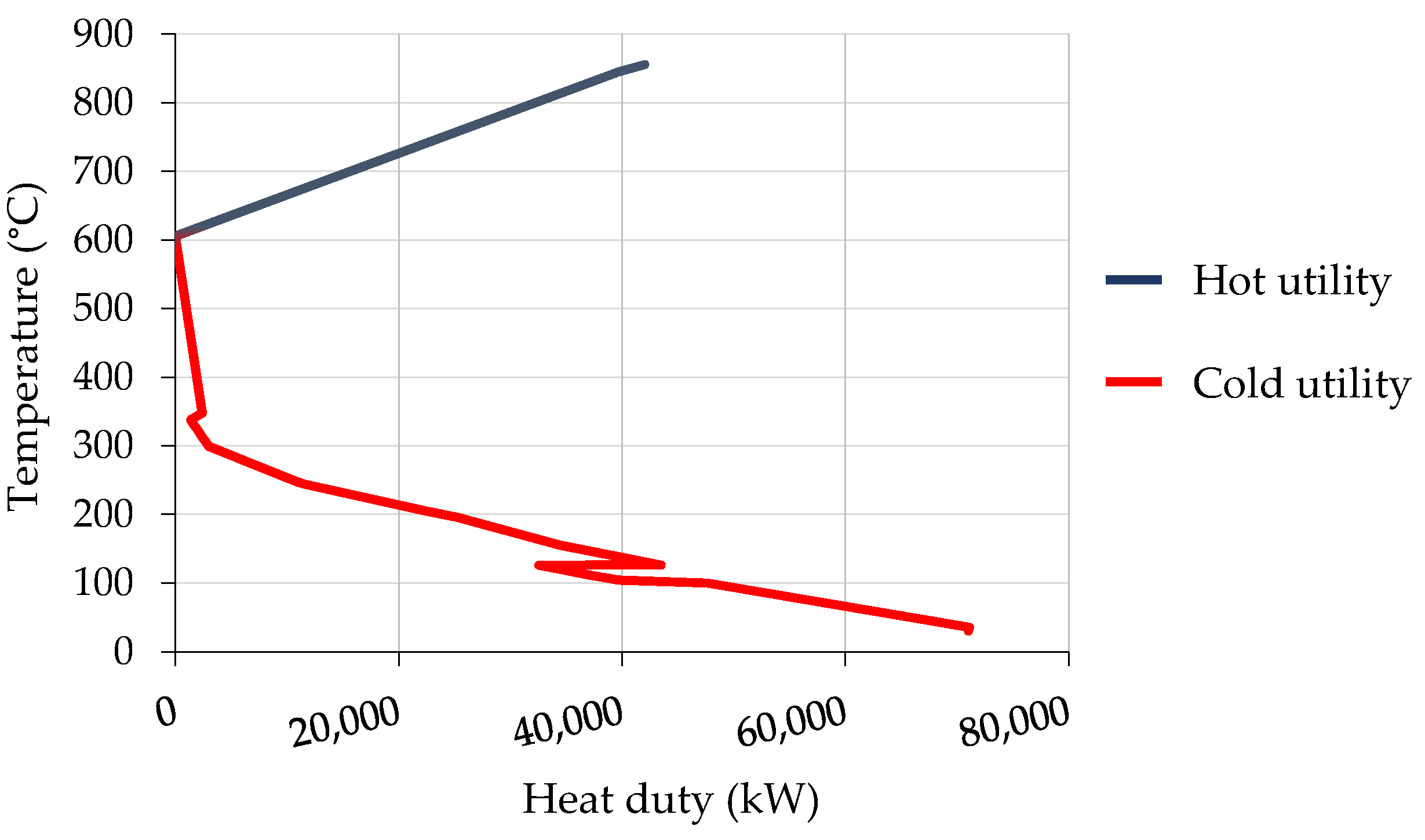
In the first step, an expanded transshipment model was used to obtain a minimum utility consumption of 183.0 MW, of which 91.8 MW was for heating and 91.2 MW for cooling (targets are 42.0 and 68.3 MW, as shown from GCC in
Figure 4). Fired heat was assumed to be used for heating, and MP steam and air for cooling. MP steam was also generated to cool the fired heater fuel to 150 °C. In this way, 37.7 MW of MP steam was generated, as shown in
Table 4. By performing HI, hot utility consumption was reduced from 151.7 to 91.8 MW, while cold utility consumption was reduced from 151.2 to 91.3 MW (see also
Table 1), representing a 39.5% reduction in hot and 39.6% reduction in cold utility consumption.
In the second step, the values for utility consumption were fixed as obtained from the first step. The MILP expanded transshipment model was used to obtain the minimum number of heat exchange units, which was 17. A table displaying the amount of heat exchanged between the streams was also obtained.
In the third step, HEN was obtained using the data from the second step and heuristics. Heat exchange matches were arranged according to ∆
Tmin of 10 °C and the
cp inequality rule, as described in
Section 2.2.
Table 4 shows heat exchange matches, where each column represents one heat exchange match. Cumulative utility consumption, total exchanged heat, and total heat exchange area are also presented in
Table 4, where utility consumption amounts to 183.1 MW, and 59.9 MW of heat was exchanged. A similar value was obtained in the first step of the sequential HEN design method. The slight difference in the value was attributed to changing certain matches due to constraints. The calculated total heat exchange area of the HEN was 43,522.2 m
2, reduced from 45,045 m
2 before HI. The total number of heat exchangers in the HEN was 17, as also obtained in the second step where it was minimized. Therefore, this number of heat exchangers represents the minimum number of units.
The data from
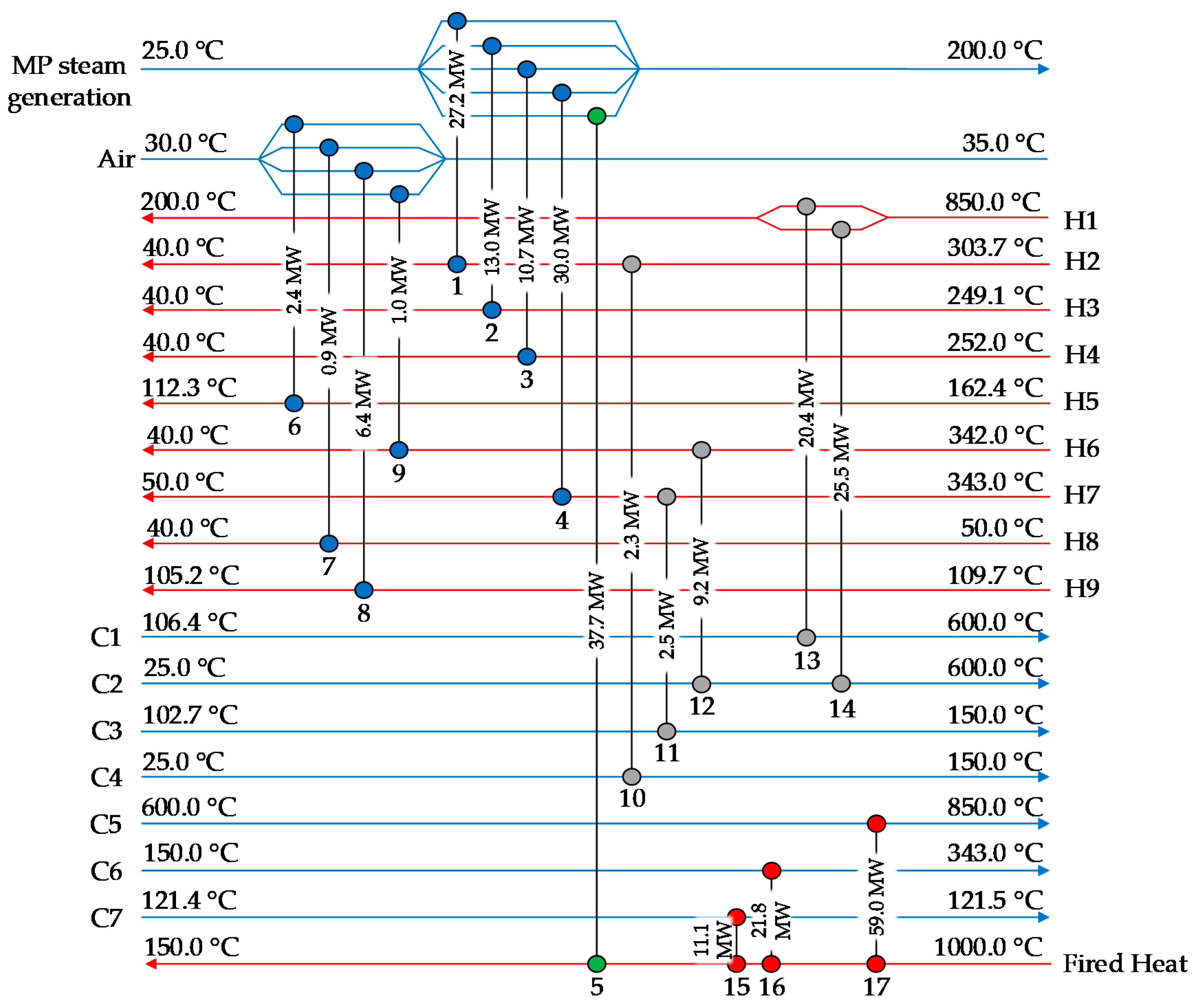
Table 4 was used for a schematic design of HEN, which is shown in
Figure 5. After HI, nine coolers (marked in blue), three heaters (marked in red), five process-to-process heat exchangers (indicated with grey) and one utility-to-utility heat exchanger (indicated with green) were suggested. Cold process streams C1, C2, C3 and C4 were heated completely by exchanging heat with the hot streams and did not require hot utilities. Heat exchangers 13 and 14 together accounted for 76.6% of the heat duty reduction (45.9 MW out of 59.9 MW, see also
Table 4). As described in the Methodology section, the utility streams for air and MP steam generation were split for the heat exchangers to be connected in parallel. Heat exchangers utilizing fired heat were connected in series, which was done because of temperature difference constraints.
Figure 6 shows the proposed heat integrated formalin production process. The proposed formalin production process flowsheet was obtained by combining the flowsheet before HI (
Figure 3) with the HEN shown in the grid diagram in
Figure 5. The numbered heat exchange units in
Table 4, and in the grid diagram in
Figure 5 matched those in the proposed formalin production process flowsheet in
Figure 6.
Cost analysis was performed before and after HI. A notable reduction in equipment cost was achieved, from 32.3 × 10
6 EUR before HI, to 28.8 × 10
6 EUR after HI. Part of the reduced cost was due to reduced heat exchange area, and to some fired heater units being replaced by less costly shell-and-tube heat exchangers. The heat exchange area was reduced from 45,045 to 43,522 m
2 (by 3.4%). In total, the purchased cost of all heat exchange units was reduced by 29.5% after HI. These reduced equipment costs had a direct effect on other investment costs, as described in the Methodology section. Purchased equipment cost was reduced by 10.9%, and subsequently, total capital investment was reduced from 141.3 × 10
6 EUR to 125.8 × 10
6 EUR (also by 10.9%). All cost reductions are shown in
Table 5.
Operating cost also decreased after HI. The most significant decrease was achieved in the utility cost, where revenue was obtained rather than decreased cost. This was attributed to the significant amounts of MP steam being generated. Steam was generated and sold in both integrated and non-integrated designs, and owing to the decrease in heating costs of fired heat after HI, these revenues increased from 8.8 × 10
6 to 29.4 × 10
6 EUR. The revenues were large enough to offset other cost such as depreciation and maintenance cost, and as a result, total annual costs were turned from a loss to a profit after HI. Changes in utility revenue and total annual cost can also be seen in
Table 5.
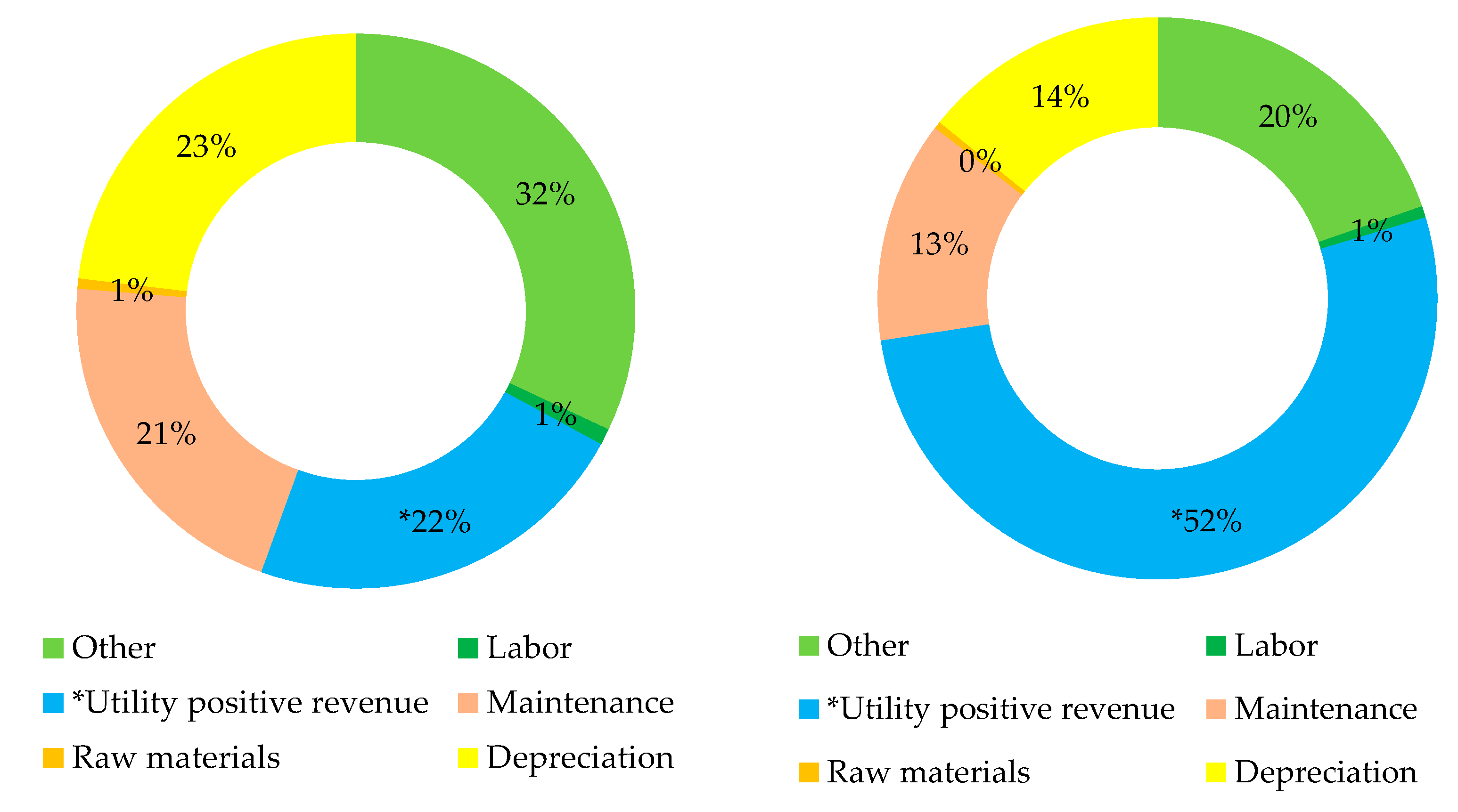
The pie charts shown in
Figure 7 indicate the contributions of various categories to the total annual cost of the process before and after HI, including utility revenues. The increase in utility revenues is shown as the most notable change, where the increase after HI caused utility revenues to exceed the total annual cost.
Among annual costs, other costs form the largest contribution (32%). They were followed by depreciation cost (23%) and maintenance cost (21%), while labor and raw material cost contributed only a small percentage of the annual cost (around 1%). After HI, equipment and capital costs were reduced, and thus a notable reduction in these categories was obtained (see
Figure 7, right, vs.
Figure 7, left).
Total annual costs represented in the pie charts amount to 30.1 × 10
6 EUR/y before HI (
Figure 7, left) and 26.9 × 10
6 EUR/y after HI (
Figure 7, right). If utility revenues were not considered, other costs amounted to 41% of total annual costs, and the remaining costs largely comprised depreciation and maintenance costs. The distribution of these categories remained the same before and after HI.
Environmental evaluation of the process was finally performed before and after HI. The data for footprint and human toxicity potential analysis are as shown in
Table 3. The footprint and human toxicity potential values per kg of formalin before and after HI are shown in
Figure 8. After HI, all six evaluated environmental categories were reduced. Reductions in the evaluated environmental footprints are shown in
Table 6, where the highest reduction percentage was obtained for GHG and ecological footprints.
Figure 9 displays contributions to the GHG footprint in both the non-integrated and integrated designs. After HI, the GHG footprint was reduced because of the reduced inputs of fired heat and boiler feed water used to generate steam. The footprint values for electricity (used for compressors, pumps and air coolers) and natural gas remained the same before and after HI. Electricity contributed the most to the energy footprint, while natural gas contributes the most to human toxicity potential. The column labeled “Other*” reflected the contribution of gaseous outputs to the GHG footprint during the production process.
6. Conclusions
The formalin production process was first simulated and included three production parts, MSR, methanol synthesis and formaldehyde synthesis. Based on the simulated design, HI using PA/MP was performed. With 53 m3/h of methane, 35 m3/h of steam and 75 m3/h of air as raw materials, 39.5 t/h of 37.5% formalin and 2.4 t/h of aqueous methanol mixture were obtained.
The process, as shown in
Figure 3, consumed 151.7 MW of hot utilities and 151.2 MW of cold utilities. After performing HI, consumption of both hot and cold utilities was reduced by 59.9 MW (by about 39.5%), and total utility consumption was reduced by 119.9 MW. The total heat exchange area was also reduced, from 45,045 to 43,522 m
2 (by 1523 m
2 or 3.4%). The total number of heat exchangers was 17 in both the non heat-integrated and heat-integrated designs.
Economic analysis of the process before and after HI showed that total capital investment cost was reduced by 15.4 × 106 EUR or 10.9%. With reduced utility consumption after HI, utility revenues increased by 20.7 × 106 EUR/y, turning a total annual cost into positive revenue.
Analysis of environmental footprints showed that selected footprint categories were reduced by 7–22% owing to reduced utility consumption. All the analyzed environmental categories showed that reductions in consumption of a boiler feed water and fired heat contributed the most to reducing environmental burden.
In future work, different, more sustainable formalin production routes, sourced from renewables and waste (such as from biomass or waste CO2 from larger point sources) will be synthesized and compared to the conventional process of MSR. Additionally, for each technology, sustainability evaluation (economic, environmental and social assessment) will be performed. As in the case of formalin, simulations will be performed for urea production from renewable and waste sources and technical, economic and environmental evaluation will be carried out. The final aim was to synthesize and comprehensively evaluate different routes for more sustainable melamine etherified resin (MER) fiber production.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}