
Wearable and Flexible Humidity Sensor Integrated to Disposable Diapers for Wetness Monitoring and Urinary Incontinence

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals and Materials
2.2. Ink Formulation for Inkjet Printing
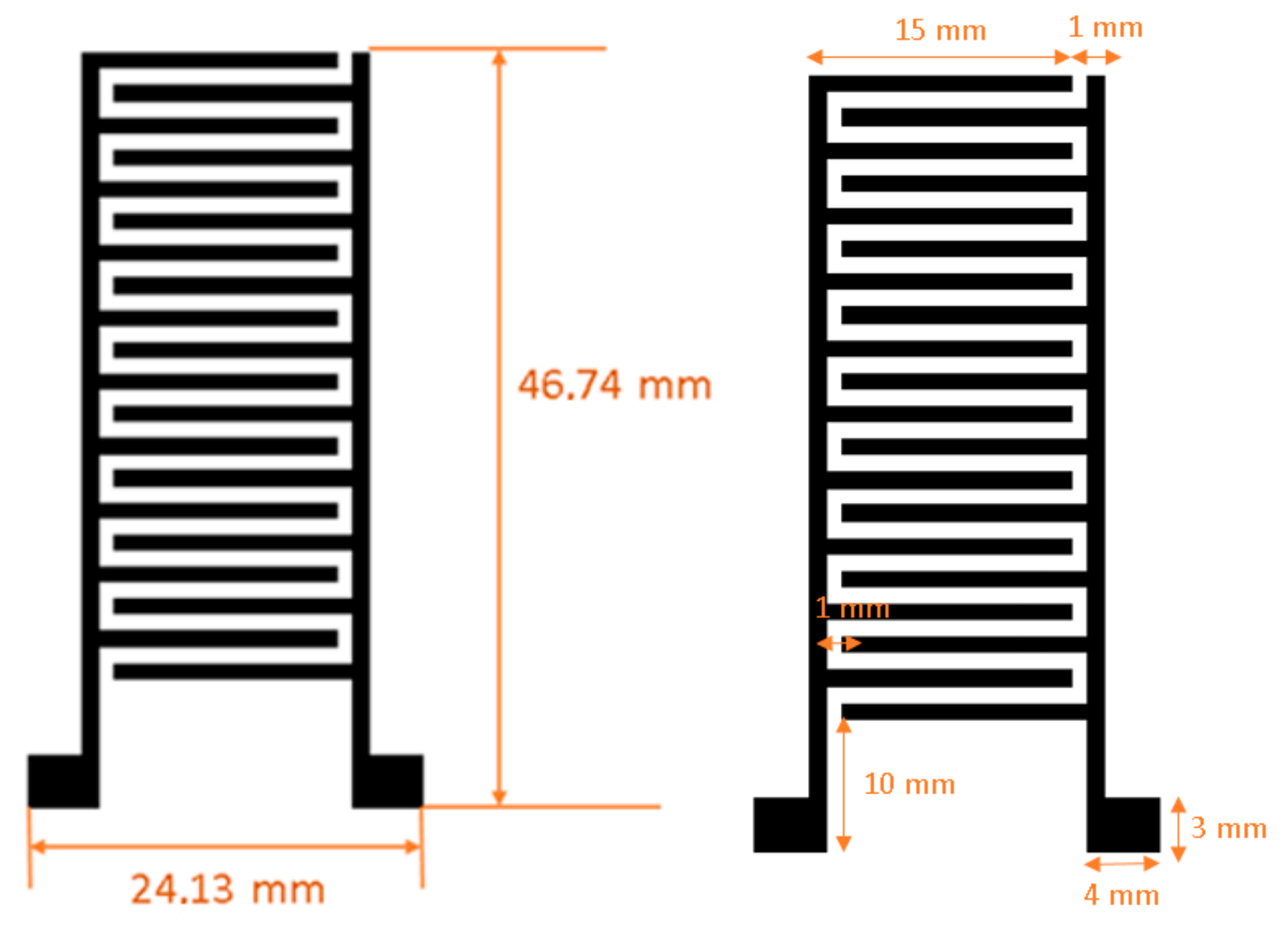
2.3. Humidity Sensor Design and Fabrication
2.4. Measurement of the Humidity Sensor Behavior
3. Results
3.1. Conductive Polymer Ink (PEDOT:PSS) Characterization
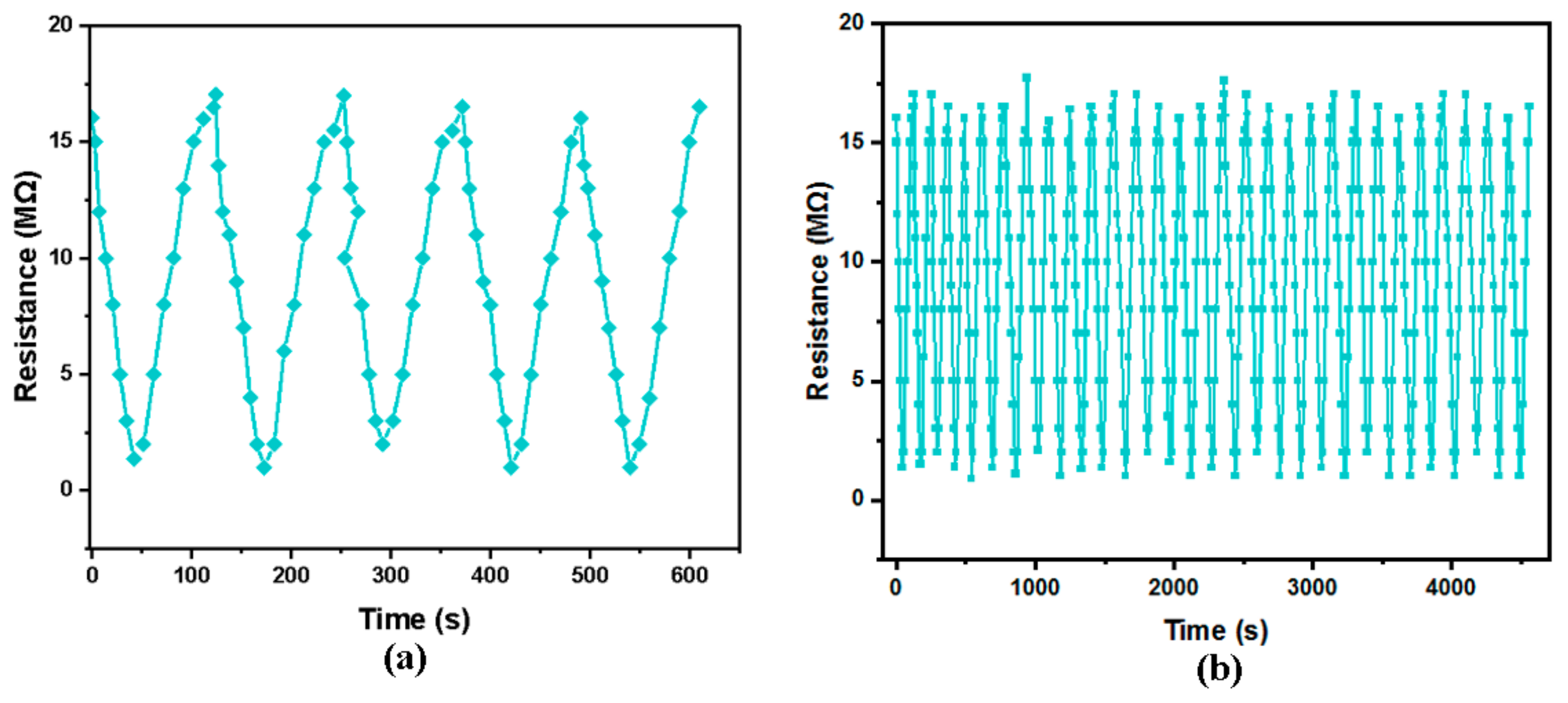
3.2. Humidity Sensor Characterization
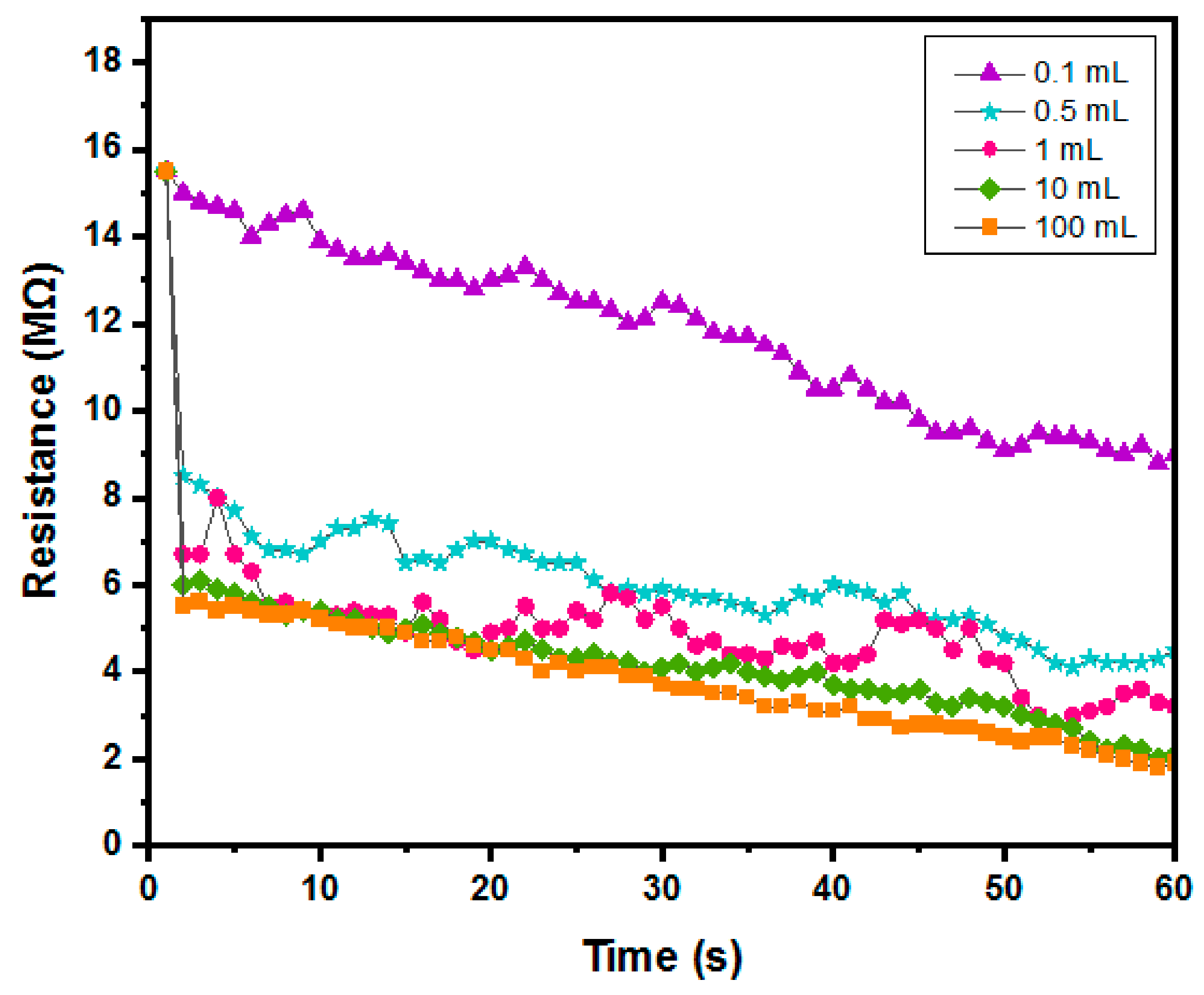
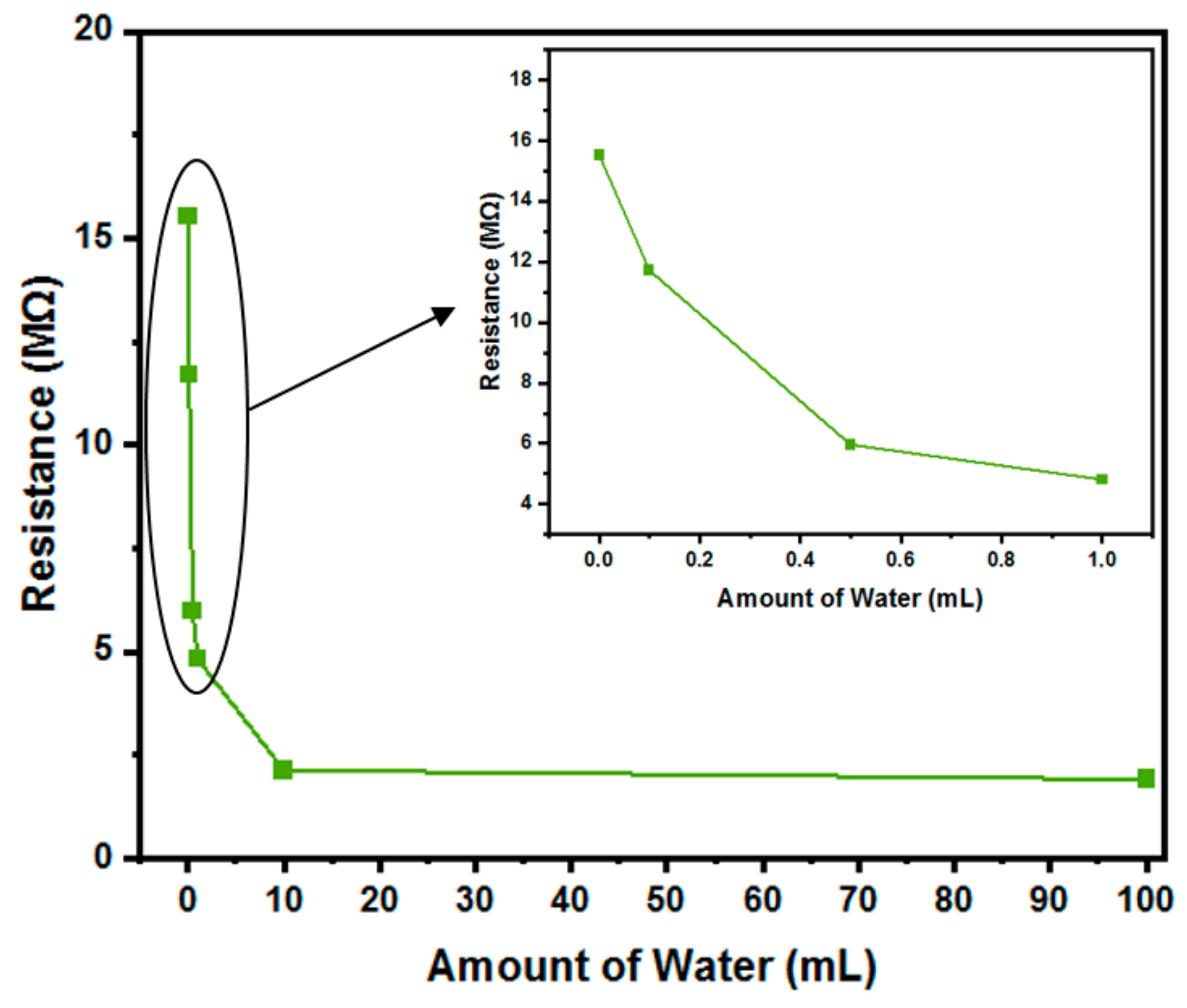
3.3. Application of the Humidity Sensor to Disposable Diapers for Urinary Incontinence
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cho, J.H.; Choi, J.Y.; Kim, N.H.; Lim, Y.; Ohn, J.H.; Kim, E.S.; Ryu, J.; Kim, J.; Kim, Y.; Kim, S.W.; et al. A smart diaper system using bluetooth and smartphones to automatically detect urination and volume of voiding: Prospective observational pilot study in an acute care hospital. J. Med. Internet Res. 2021, 23, e29979. [Google Scholar] [CrossRef] [PubMed]
- Ueda, T.; Tamaki, M.; Kageyama, S.; Yoshimura, N.; Yoshida, O. Urinary incontinence among community-dwelling people aged 40 years or older in Japan: Prevalence, risk factors, knowledge and self-perception. Int. J. Urol. 2000, 7, 95–103. [Google Scholar] [CrossRef] [PubMed]
- Aoki, Y.; Brown, H.W.; Brubaker, L.; Cornu, J.N.; Daly, J.O.; Cartwright, R. Urinary incontinence in women. Nat. Rev. Dis. Prim. 2017, 3, 17042. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karakaya, İ.Ç.; Yenişehir, S.; Karakaya, M.G. Nursing Home Residents’ Level of Knowledge About Urinary Incontinence. Ann. Geriatr. Med. Res. 2019, 23, 20–26. [Google Scholar] [CrossRef] [Green Version]
- Jerez-Roig, J.; Santos, M.M.; Souza, D.L.B.; Amaral, F.L.J.S.; Lima, K.C. Prevalence of Urinary Incontinence and Associated Factors in Nursing Home Residents. Neurourol. Urodyn. 2016, 107, 102–107. [Google Scholar] [CrossRef]
- Milsom, I.; Gyhagen, M. The prevalence of urinary incontinence. Climacteric 2019, 22, 217–222. [Google Scholar] [CrossRef] [Green Version]
- Skotnes, L.H.; Omli, R.; Romild, U.; Hellzèn, O.; Kuhry, E. Urinary incontinence in Norwegian nursing home residents. Open J. Nurs. 2012, 2, 116–122. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Park, J.H.; Ahn, H.; Lee, S.; Yoo, H.J.; Yoo, J.; Won, C.W. Risk factors of geriatric syndromes in Korean population. Ann. Geriatr. Med. Res. 2017, 21, 123–130. [Google Scholar] [CrossRef] [Green Version]
- Johnson, T.M.; Ouslander, J.G.; Uman, G.C.; Schnelle, J.F. Urinary incontinence treatment preferences in Long-Term Care. J. Am. Geriatr. Soc. 2001, 49, 710–718. [Google Scholar] [CrossRef]
- Research and Markets. Diaper Market: Global Industry Trends, Share, Size, Growth, Opportunity and Forecast 2021–2026. 2021. Available online: https://www.researchandmarkets.com/reports/5311866/diaper-market-global-industry-trends-share#src-pos-7 (accessed on 3 March 2022).
- Research and Markets. Global Adult Diaper Market 2020–2024. 2020. Available online: https://www.researchandmarkets.com/reports/5062057/global-adult-diaper-market-2020-2024#src-pos-14 (accessed on 3 March 2022).
- Gray, M. Optimal management of incontinence-associated dermatitis in the elderly. Am. J. Clin. Dermatol. 2010, 11, 201–210. [Google Scholar] [CrossRef]
- Ajmeri, J.R.; Ajmeri, C.J. Developments in the use of nonwovens for disposable hygiene products. In Advances in Technical Nonwovens; Woodhead Publishing: Sawston, UK, 2016; ISBN 9780081005750. [Google Scholar]
- Das, D. Composite nonwovens in absorbent hygiene products. In Composite Non-Woven Materials: Structure, Properties and Applications; Woodhead Publishing Limited: Sawston, UK, 2014; pp. 74–88. ISBN 9780857097705. [Google Scholar]
- EDANA. 2021. Available online: https://www.edana.org/ (accessed on 3 March 2022).
- Khan, T. A noninvasive smart wearable for diaper moister quantification and notification. Int. J. Electr. Comput. Eng. 2019, 9, 2848–2862. [Google Scholar] [CrossRef] [Green Version]
- Marc, M.E.; Ignacio, G.; Raul, F.G. A smart textile system to detect urine leakage. IEEE Sens. J. 2021, 21, 26234–26242. [Google Scholar] [CrossRef]
- Stoppa, M.; Chiolerio, A. Wearable electronics and smart textiles: A critical review. Sensors 2014, 14, 11957–11992. [Google Scholar] [CrossRef] [Green Version]
- Gaspar, C.; Olkkonen, J.; Passoja, S.; Smolander, M. Paper as active layer in inkjet-printed capacitive humidity sensors. Sensors 2017, 17, 1464. [Google Scholar] [CrossRef] [Green Version]
- Kutzner, C.; Lucklum, R.; Torah, R.; Beeby, S.; Tudor, J. Novel screen printed humidity sensor on textiles for smart textile applications. In Proceedings of the 2013 Transducers & Eurosensors XXVII: The 17th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS & EUROSENSORS XXVII), Barcelona, Spain, 16–20 June 2013; IEEE: New York, NY, USA, 2013; pp. 282–285. [Google Scholar] [CrossRef]
- Zhang, X.; Maddipatla, D.; Bose, A.K.; Hajian, S.; Narakathu, B.B.; Williams, J.D.; Mitchell, M.F.; Atashbar, M.Z. Printed carbon nanotubes-based flexible resistive humidity sensor. IEEE Sens. J. 2020, 20, 12592–12601. [Google Scholar] [CrossRef]
- Seekaew, Y.; Lokavee, S.; Phokharatkul, D.; Wisitsoraat, A. Low-cost and flexible printed graphene—PEDOT: PSS gas sensor for ammonia detection. Org. Electron. 2014, 15, 2971–2981. [Google Scholar] [CrossRef]
- Aziz, S.; Chang, D.E.U.I.; Doh, Y.H.O.I.; Kang, C.U.N.G.; Choi, K.H. Humidity Sensor Based on PEDOT: PSS and Zinc Stannate Nano-composite. J. Electron. Mater. 2015, 44, 3992–3999. [Google Scholar] [CrossRef]
- Hassan, G.; Sajid, M.; Choi, C. Highly Sensitive and Full Range Detectable Humidity Sensor using PEDOT: PSS, Methyl Red and Graphene Oxide Materials. Sci. Rep. 2019, 9, 15227. [Google Scholar] [CrossRef] [Green Version]
- Park, J.; Kang, T.; Kim, B.; Lee, H.; Choi, H.H.; Yook, J. Real-time Humidity Sensor Based on Microwave Resonator Coupled with PEDOT: PSS Conducting Polymer Film. Sci. Rep. 2018, 8, 439. [Google Scholar] [CrossRef] [Green Version]
- Barmpakos, D.; Tsamis, C.; Kaltsas, G. Multi-parameter paper sensor fabricated by inkjet-printed silver nanoparticle ink and PEDOT: PSS. Microelectron. Eng. 2020, 225, 111266. [Google Scholar] [CrossRef]
- Tekcin, M.; Kuzubasoglu, B.A.; Sayar, E.; Yalcin, M.K.; Bahadir, S.K. Performance Analysis of Wearable and Flexible Humidity Sensor Integrated to Face Mask for Respiration Monitoring. In Proceedings of the 2021 IEEE 3rd Eurasia Conference on IOT, Communication and Engineering (ECICE), Yunlin, Taiwan, 29–31 October 2021; pp. 663–666. [Google Scholar]
- Stauffer, C.E. The Measurement of Surface Tension by the Pendant Drop Technique. J. Phys. Chem. 1965, 69, 1933–1938. [Google Scholar] [CrossRef]
- Marmur, A. Soft contact: Measurement and interpretation of contact angles. Soft Matter 2006, 2, 12–17. [Google Scholar] [CrossRef]
- Najeeb, M.A.; Ahmad, Z.; Shakoor, R.A. Organic Thin-Film Capacitive and Resistive Humidity Sensors: A Focus Review. Adv. Mater. Interfaces 2018, 5, 1800969. [Google Scholar] [CrossRef]
- Mecnika, V.; Hoerr, M.; Jockehoefel, S.; Gries, T.; Krievins, I.; Schwarz-Pfeiffer, A. Preliminary study on textile humidity sensors. In Proceedings of the Smart SysTech 2015, European Conference on Smart Objects, Systems and Technologies, Aachen, Germany, 16–17 July 2015; pp. 1–9. [Google Scholar]
- Su, P.G.; Wang, C.S. Novel flexible resistive-type humidity sensor. Sens. Actuators B Chem. 2007, 123, 1071–1076. [Google Scholar] [CrossRef]
- Cummins, G.; Desmulliez, M.P.Y.; Marc, P.; Desmulliez, Y. Inkjet printing of conductive materials: A review. Circuit World 2012, 38, 193–213. [Google Scholar] [CrossRef]
- Bracco, G.; Holst, B. Surface Science Techniques; Springer: Berlin, Germany, 2013; Volume 51, ISBN 9783642342431. [Google Scholar]
- Rittersma, Z.M. Recent achievements in miniaturised humidity sensors—A review of transduction techniques. Sens. Actuators A Phys. 2002, 96, 196–210. [Google Scholar] [CrossRef]
- Choi, K.H.; Sajid, M.; Aziz, S.; Yang, B.S. Wide range high speed relative humidity sensor based on PEDOT:PSS-PVA composite on an IDT printed on piezoelectric substrate. Sens. Actuators A Phys. 2015, 228, 40–49. [Google Scholar] [CrossRef]
- Gao, M.; Li, L.; Song, Y. Inkjet printing wearable electronic devices. J. Mater. Chem. C 2017, 5, 2971–2993. [Google Scholar] [CrossRef]
- Kuzubasoglu, B.A.; Sayar, E.; Bahadir, S.K. Inkjet-printed CNT/PEDOT: PSS temperature sensor on a textile substrate for wearable intelligent systems. IEEE Sens. J. 2021, 21, 13090–13097. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tekcin, M.; Sayar, E.; Yalcin, M.K.; Bahadir, S.K. Wearable and Flexible Humidity Sensor Integrated to Disposable Diapers for Wetness Monitoring and Urinary Incontinence. Electronics 2022, 11, 1025. https://doi.org/10.3390/electronics11071025
Tekcin M, Sayar E, Yalcin MK, Bahadir SK. Wearable and Flexible Humidity Sensor Integrated to Disposable Diapers for Wetness Monitoring and Urinary Incontinence. Electronics. 2022; 11(7):1025. https://doi.org/10.3390/electronics11071025
Chicago/Turabian StyleTekcin, Meltem, Ersin Sayar, Mehmet Kursat Yalcin, and Senem Kursun Bahadir. 2022. "Wearable and Flexible Humidity Sensor Integrated to Disposable Diapers for Wetness Monitoring and Urinary Incontinence" Electronics 11, no. 7: 1025. https://doi.org/10.3390/electronics11071025
APA StyleTekcin, M., Sayar, E., Yalcin, M. K., & Bahadir, S. K. (2022). Wearable and Flexible Humidity Sensor Integrated to Disposable Diapers for Wetness Monitoring and Urinary Incontinence. Electronics, 11(7), 1025. https://doi.org/10.3390/electronics11071025