


Development of a Handheld Optical Fusion Splicer with a Wing Sleeve Optical Connector


Abstract
:1. Introduction
2. Fusion Slicing of Optical Connectors
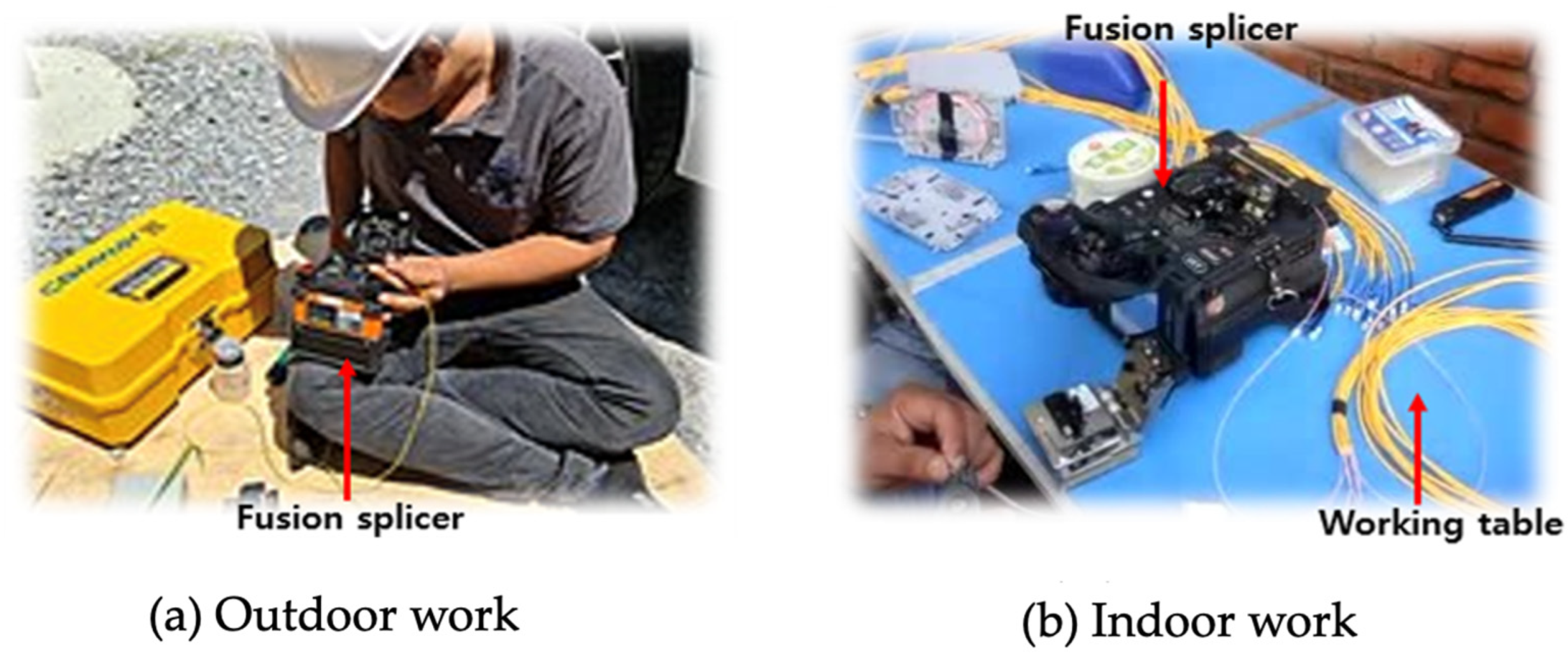
2.1. Difficulties in Fusion Splicing
2.2. Related Works
3. Design of Optical Connector and Fusion Splicer
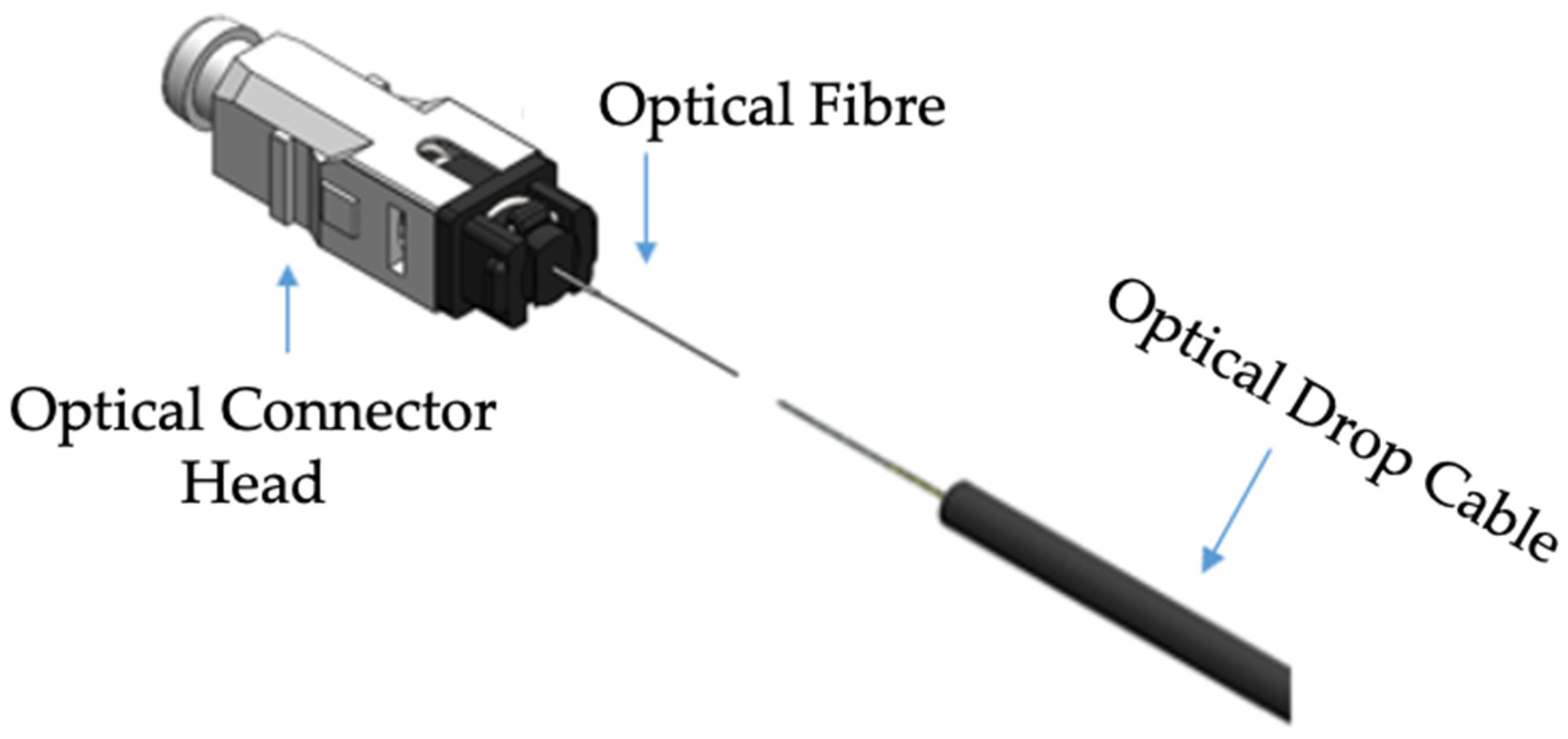
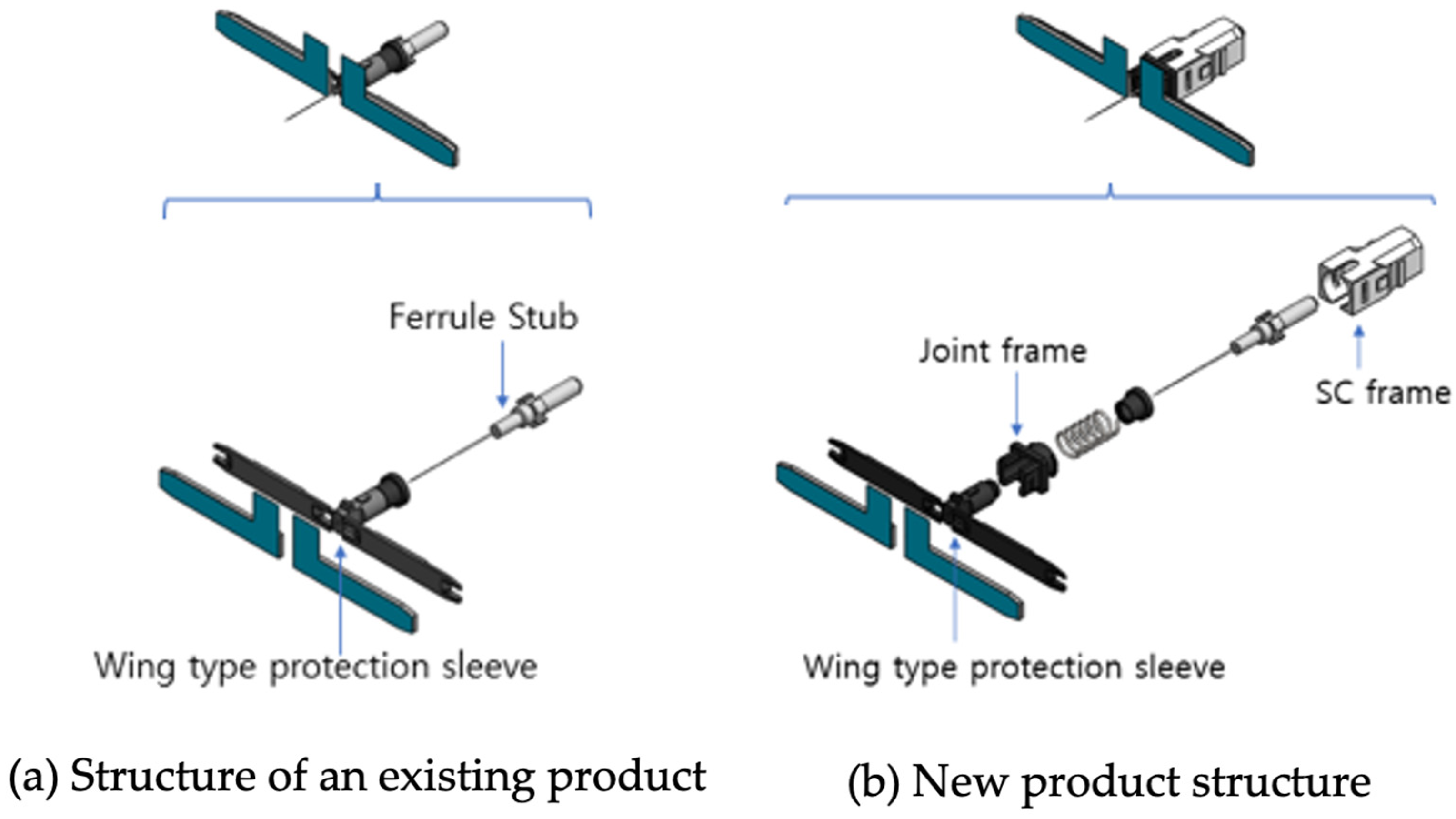
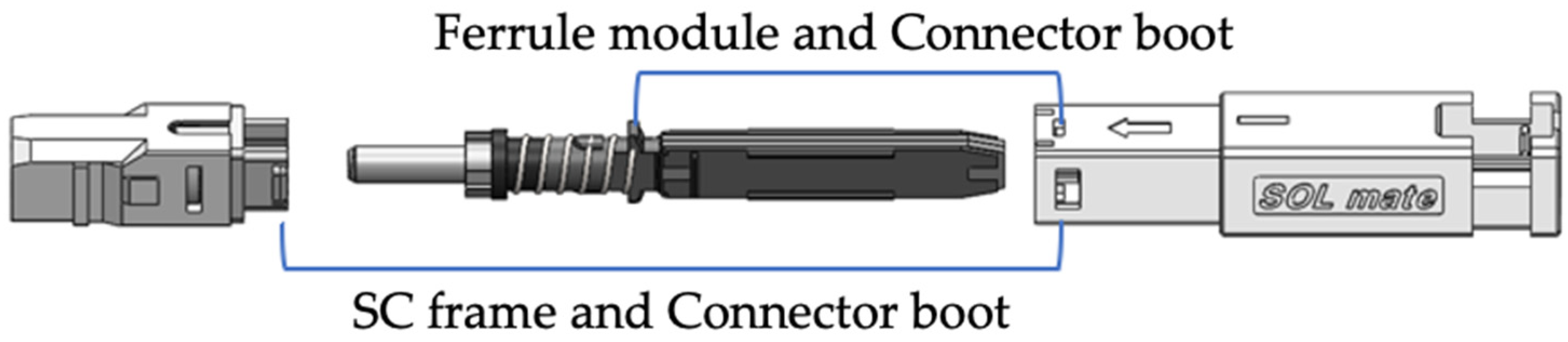
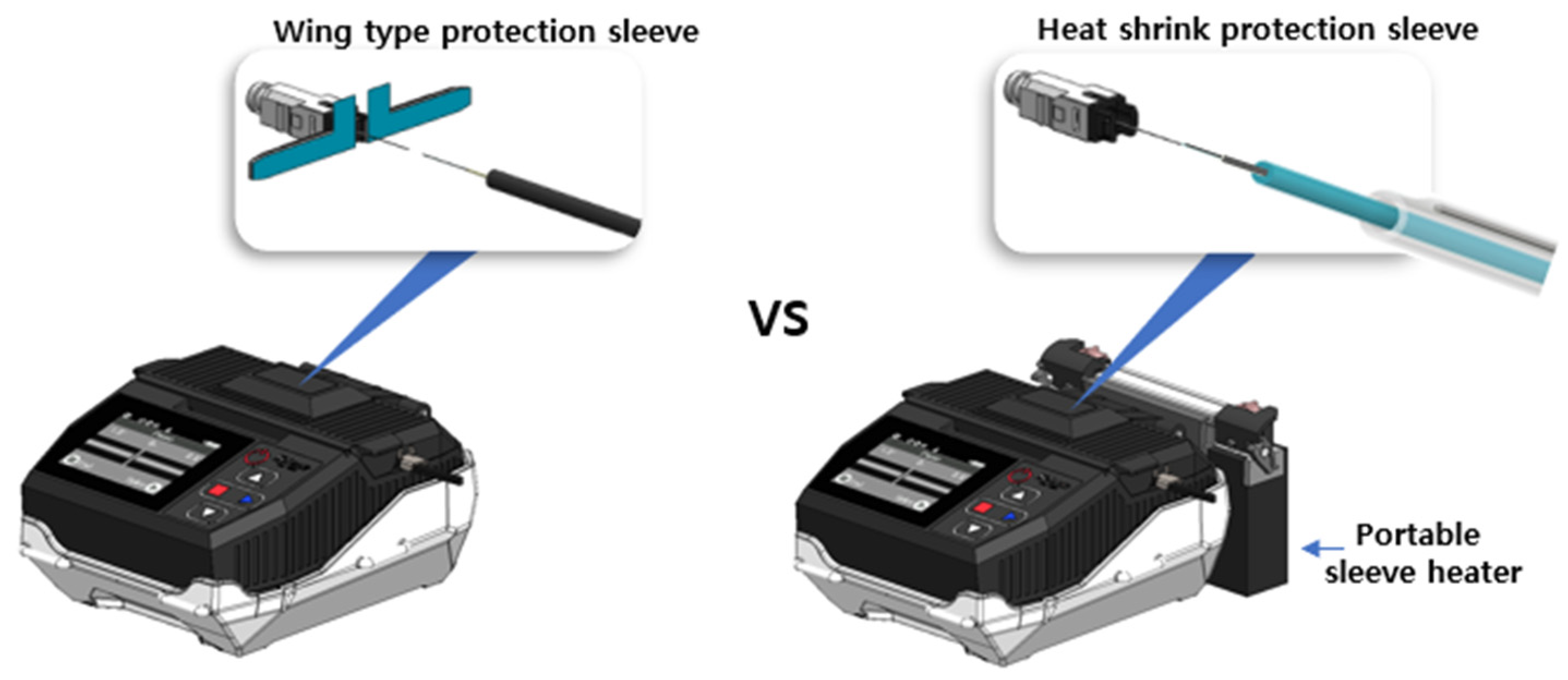
3.1. Design of Optical Connector Dedicated to Field Assembly
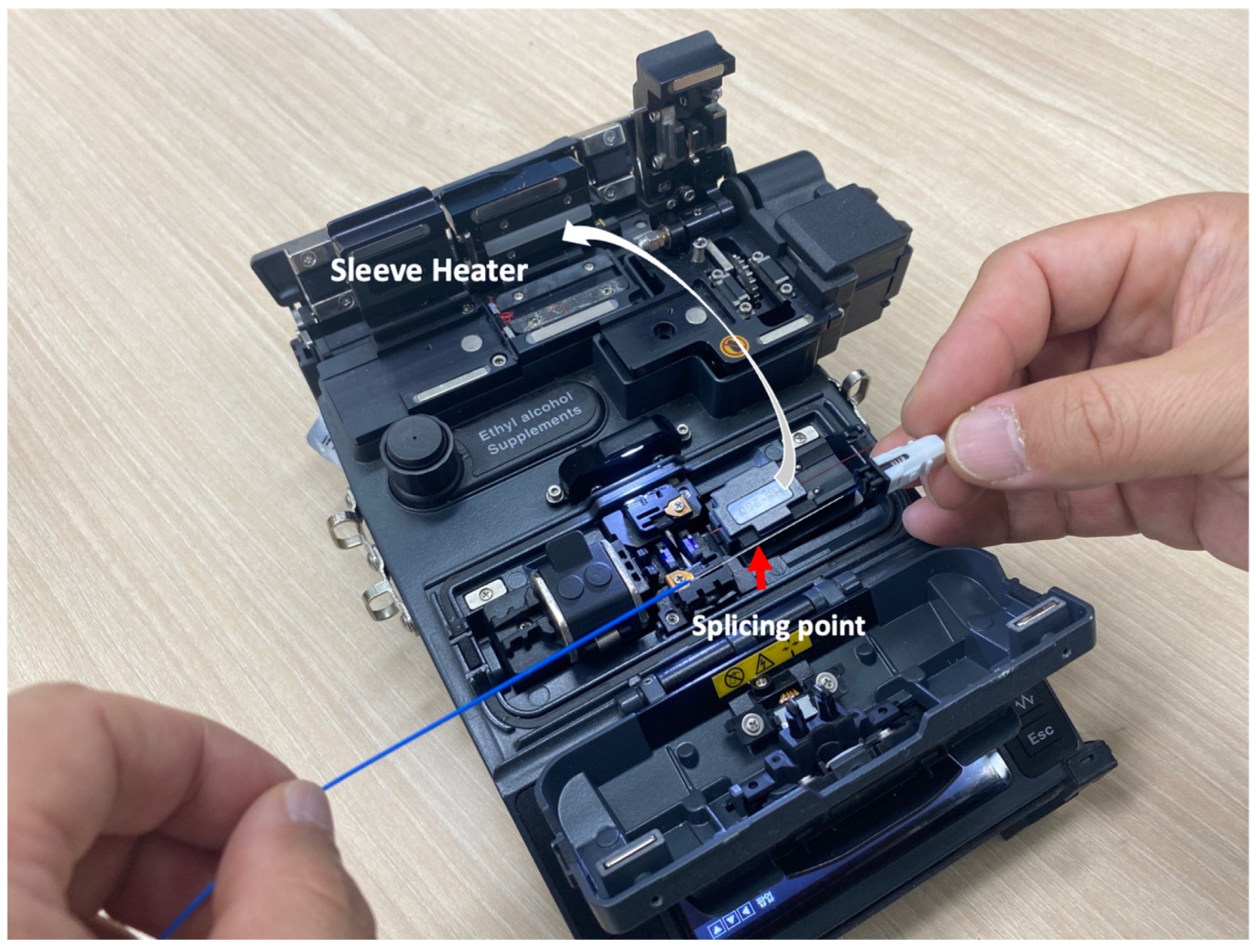
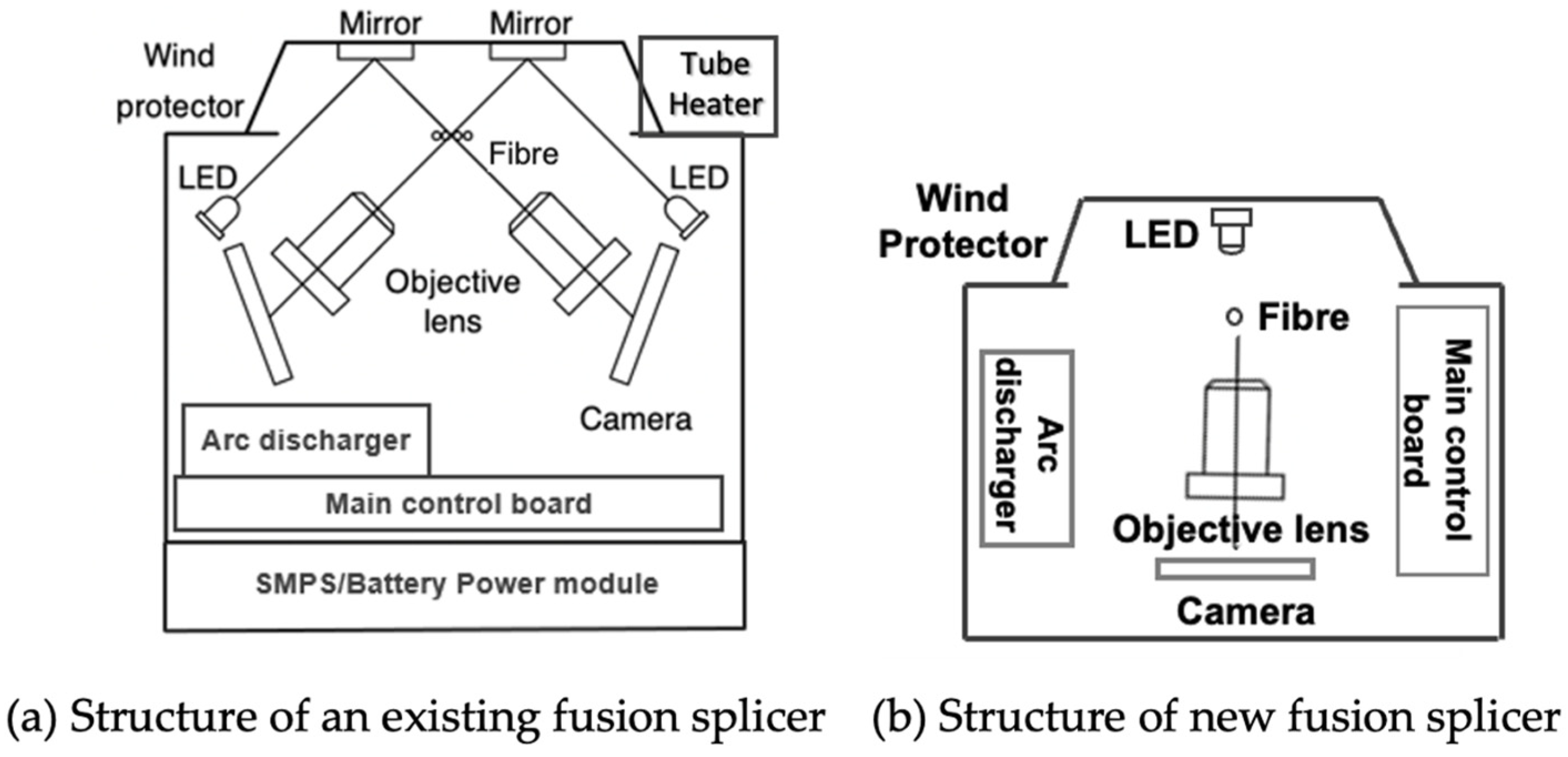
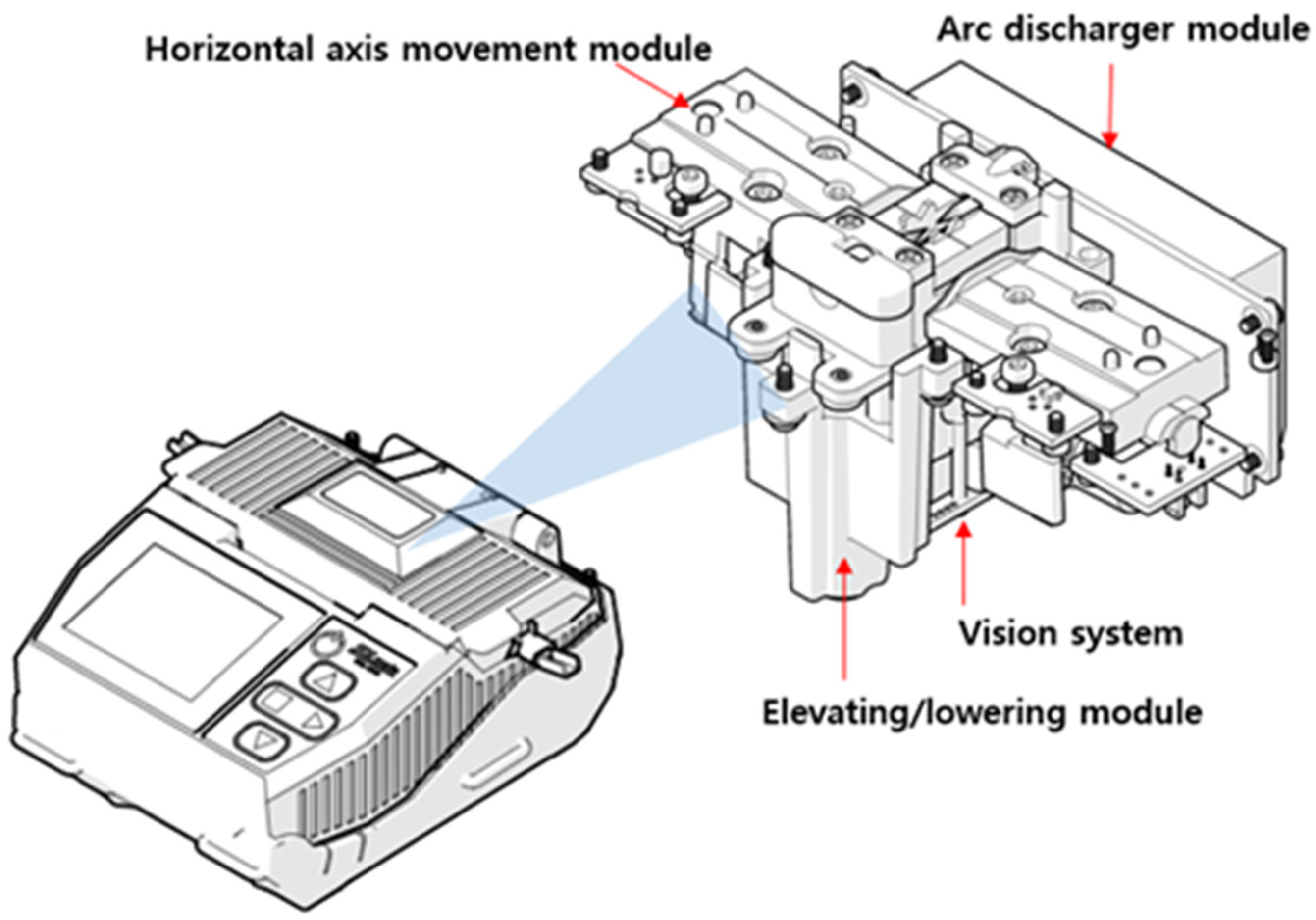
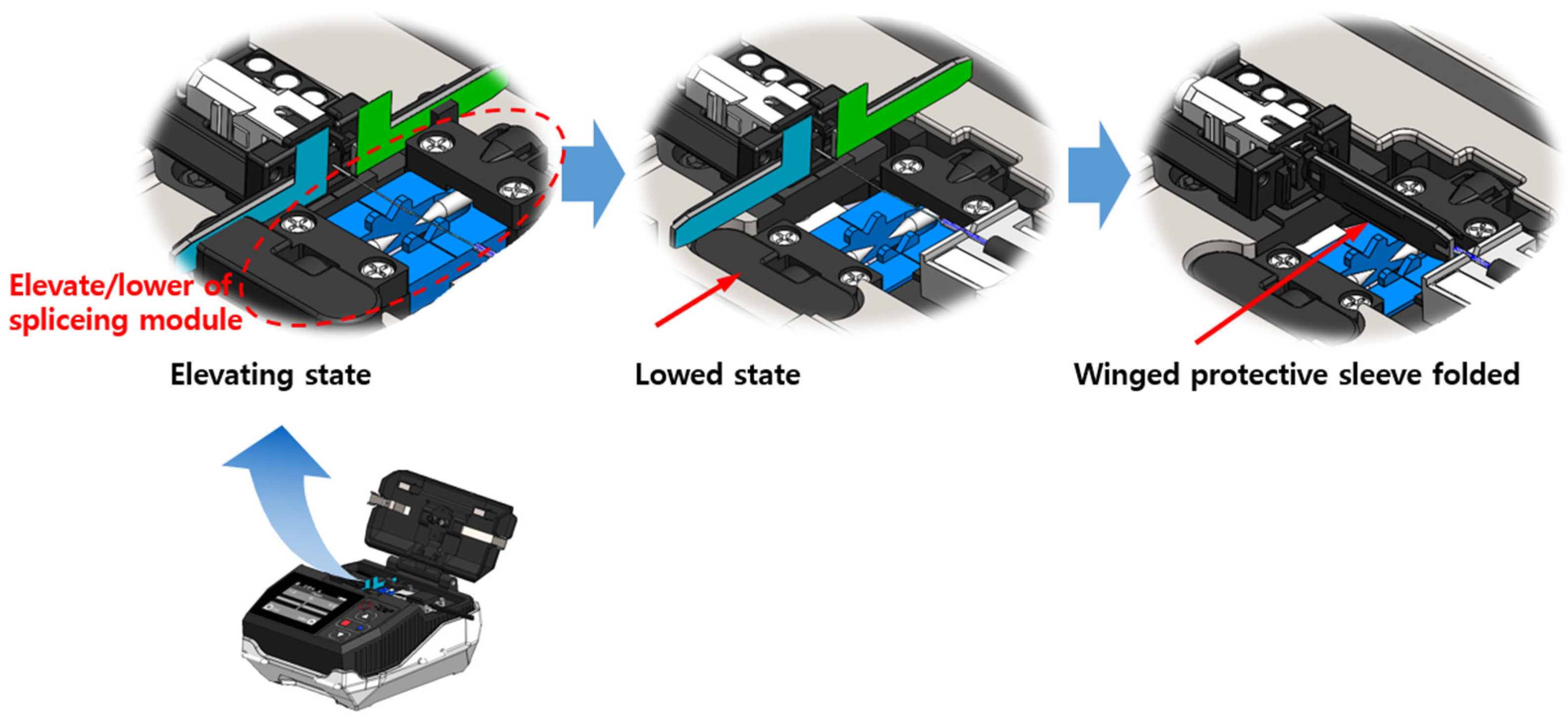
3.2. Design of a Fusion Splicer for Field Assembly of Optical Connectors
4. Performance Test Experiments
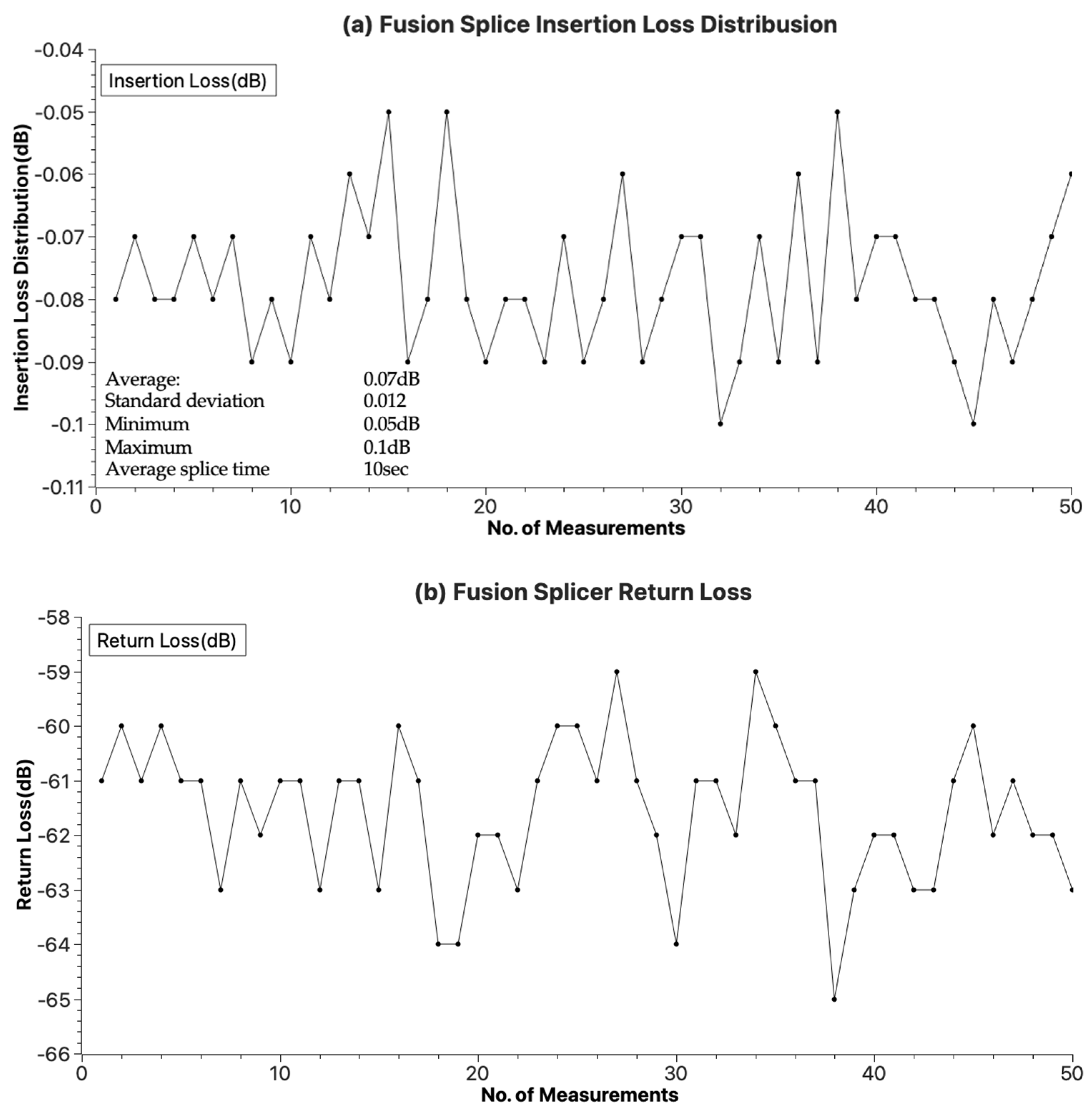
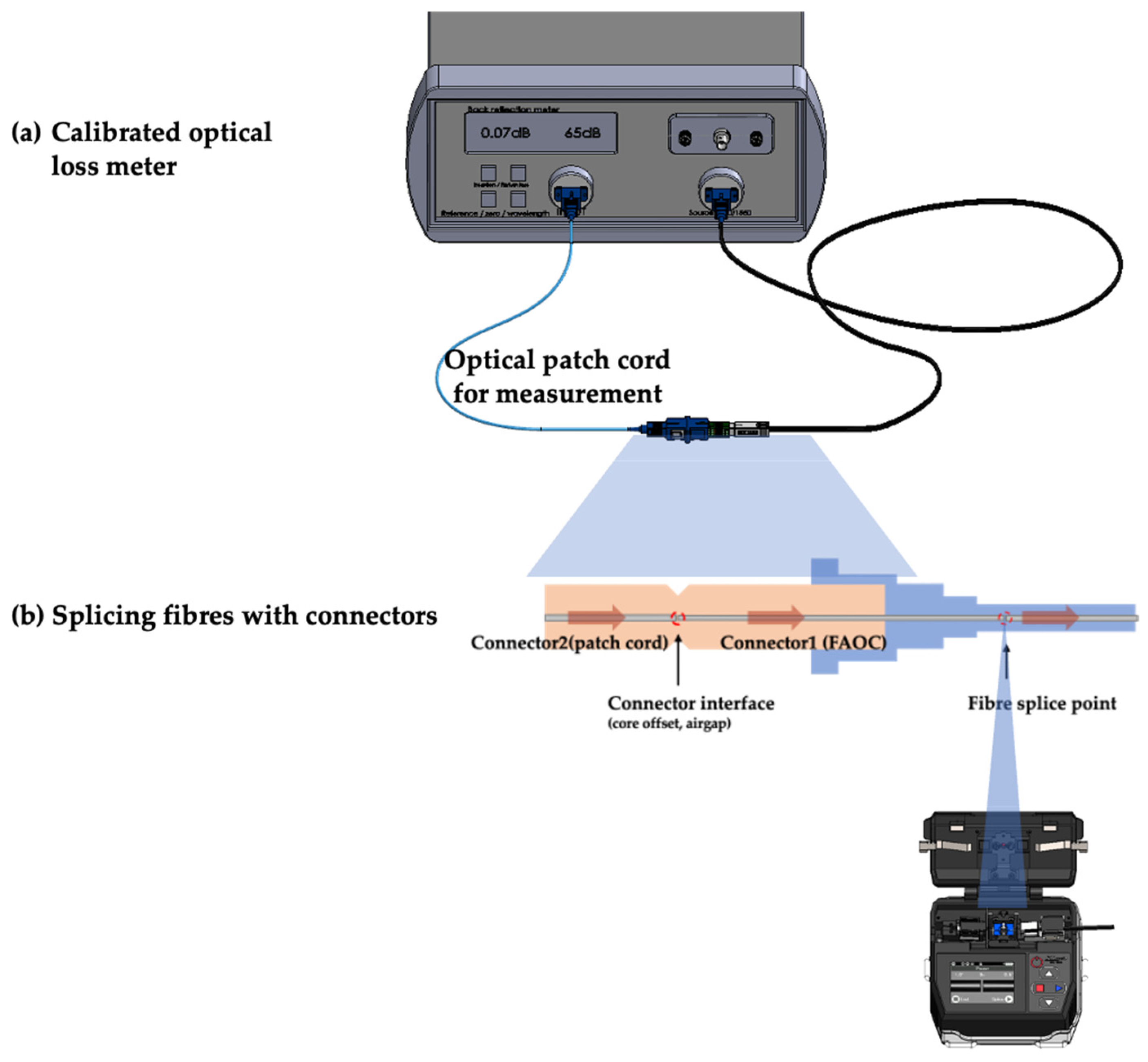
4.1. Fusion Splicer Performance
4.1.1. Experimental Procedure
4.1.2. Result of the Experiment
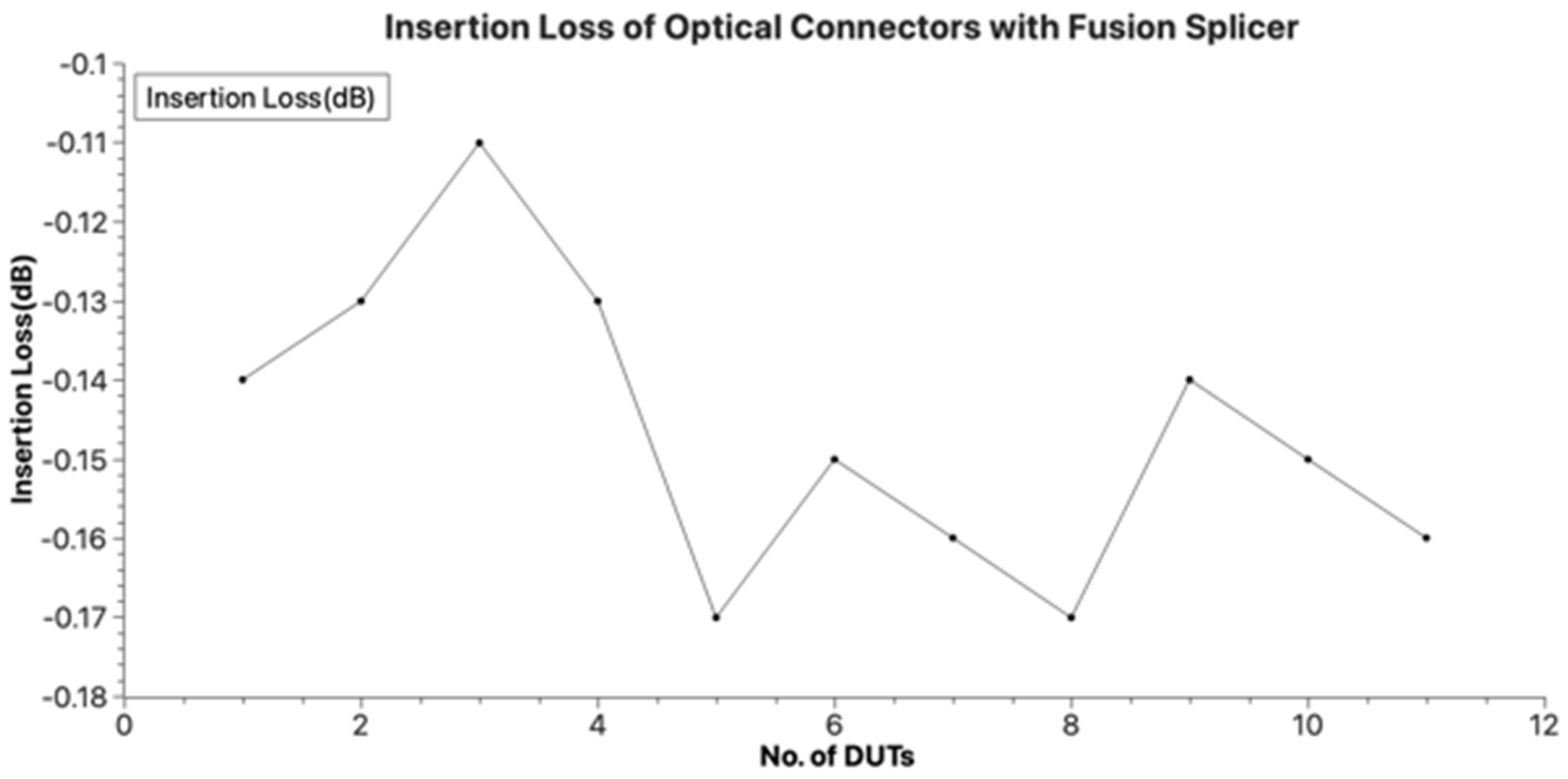
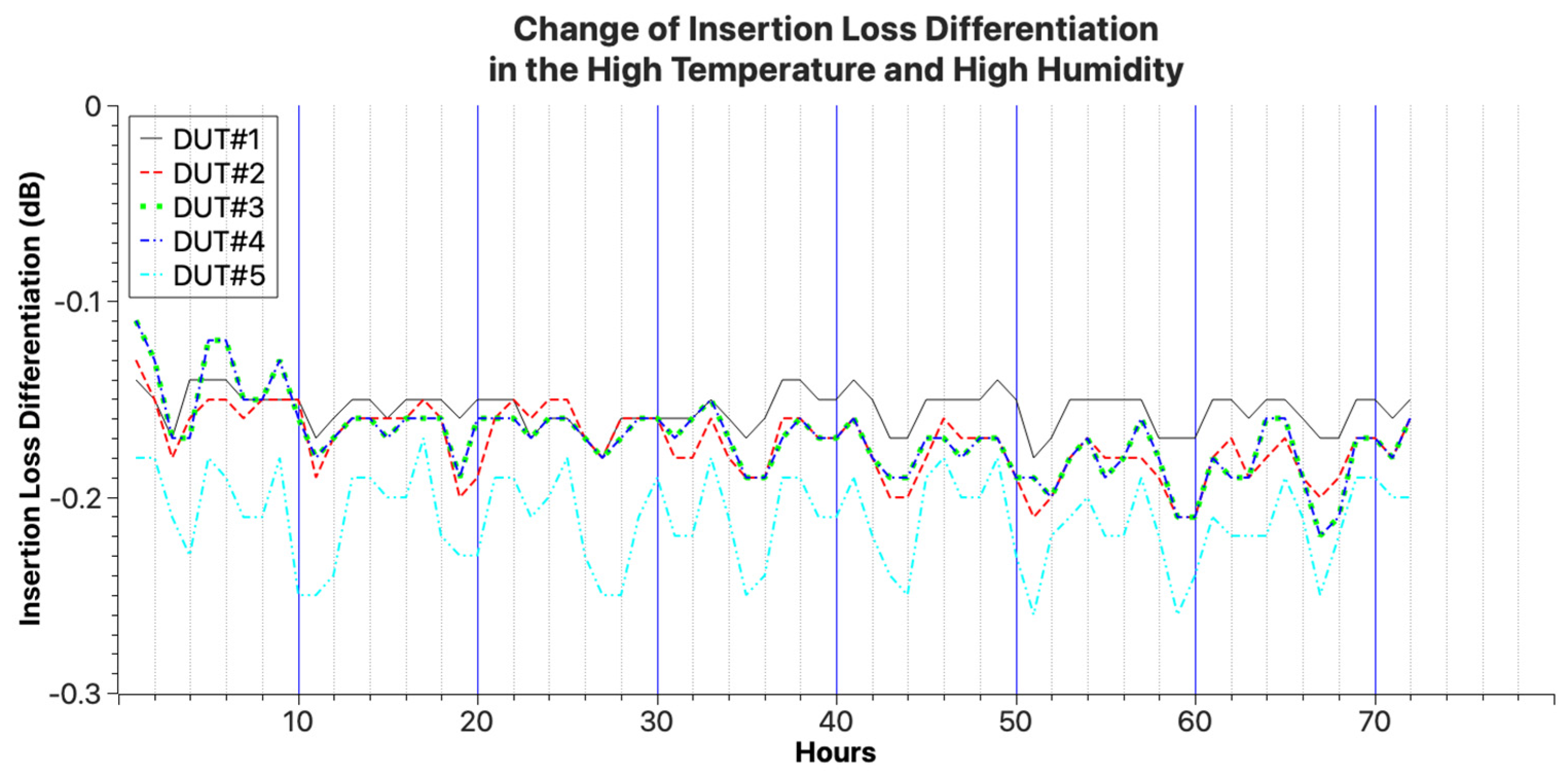
4.2. Optical Connector Performance Test
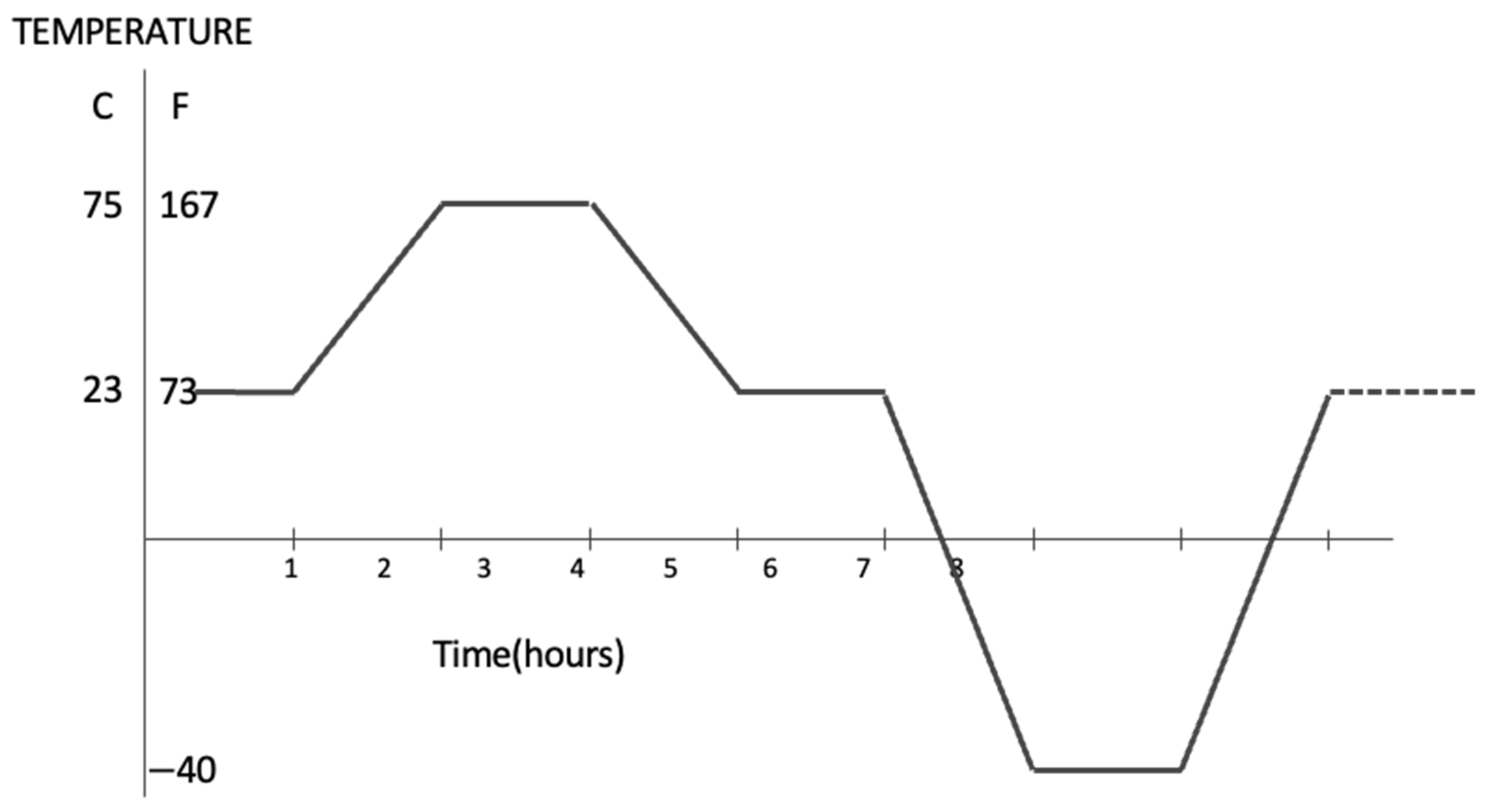
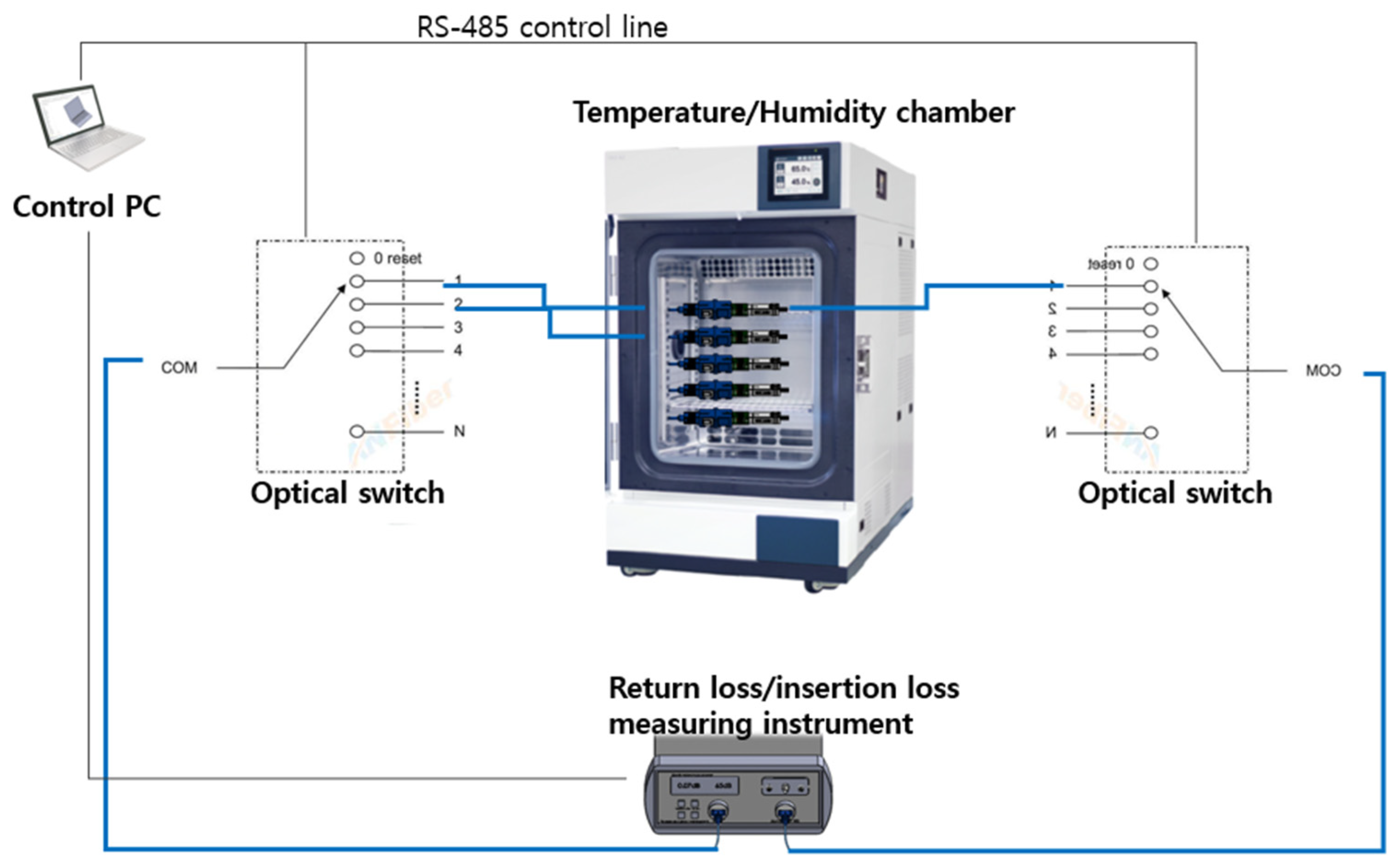
4.2.1. Experimental Procedure
4.2.2. Results of the Experiment
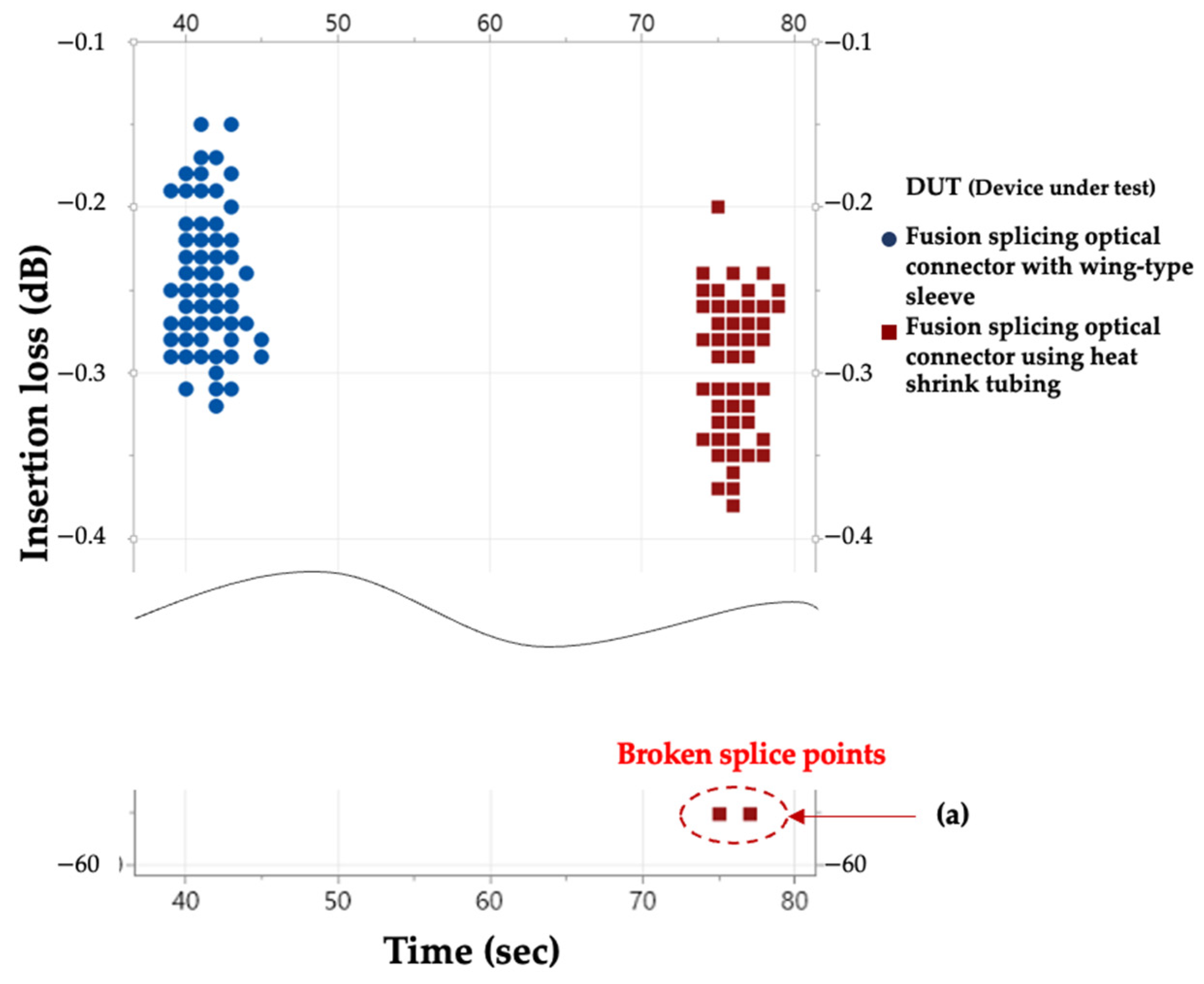
4.3. Assembly Effectiveness Test
4.3.1. Experimental Procedure
4.3.2. Results of the Experiment
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Edwin, C. Optical Fiber Communications Principles and Practice; ED-Tech Press: London, UK, 2020. [Google Scholar]
- Hernandez, J.A.; Sanchez, R.; Martin, I.; Larrabeiti, D. Meeting the Traffic Requirements of Residential Users in the Next Decade with Current FTTH Standards: How Much? How Long? IEEE Commun. Mag. 2019, 3, 120–125. [Google Scholar] [CrossRef]
- Gupta, H.; Gupta, P.; Kumar, P.; Gupta, A.K.; Kumar, P.M. Passive Optical Networks: Review and Road Ahead. In Proceedings of the TENCON 2018—2018 IEEE Region 10 Conference, Jeju, Republic of Korea, 28–31 October 2018. [Google Scholar] [CrossRef]
- Takai, H.; Osamu, Y. Optical fiber cable and wiring techniques for fiber to the home (FTTH). Opt. Fiber Technol. 2009, 15, 380–387. [Google Scholar] [CrossRef]
- Lee, H.J.; Park, B.C. Field Assembly Optical Connector Configured to Prevent Optical Fiber Bending. Patent Application No. US17/299,776. Available online: https://patents.google.com/patent/US20220019026A1/en (accessed on 9 November 2023).
- Wang, H.; Li, X.; Jin, L.; Hu, G. Evaluation of splicing quality in few-mode optical fibers. Opt. Commun. 2022, 507, 127596. [Google Scholar] [CrossRef]
- Hu, L.; Yuan, C. Analysis of Splice Loss of Single-Mode Optical Fiber in the High Altitude Environment. Coatings 2021, 11, 876. [Google Scholar] [CrossRef]
- Noriyuki, K. Optical Fiber Fusion Splice System. Patent Application No. US14/178,483. Available online: https://patents.google.com/patent/US20140157830A1/en (accessed on 9 November 2023).
- Mahmoud, A. Design and Implementation of a Fiber to the Home FTTH Access Network based on GPON. Int. J. Comput. Appl. 2014, 92, 30–42. [Google Scholar]
- Veng, T.; Edvold, B. Method for Measuring Optical Fiber Strain Applied to Determine Strain in Fusion Splice Protectors. IEEE Photonics Technol. Lett. 2013, 25, 1517–1519. [Google Scholar] [CrossRef]
- Iwashita, Y.; Tan, S.; Takizawa, K.; Kawanishi, N. Field-Installable Fusion Splice Connector. In Proceedings of the OFC/NFOEC 2008, San Diego, CA, USA, 24–28 February 2008; pp. 1–5. [Google Scholar] [CrossRef]
- Soni, S.; Nagpure, S.; Shaikh, A.; Nandwalkar, J.R.; Pete, D.J. Improvement in Performance of OFC & Fusion Splice Loss. In Proceedings of the 2020 6th International Conference on Advanced Computing and Communication Systems (ICACCS), Coimbatore, India, 6–7 March 2020; pp. 851–855. [Google Scholar] [CrossRef]
- UCL Swift Americas. “Termination of a Splice-on Connectors Using the Swift KF4A Fusion Splicer”, Educational Video, 2:58. Available online: https://youtu.be/8VrG3YEm0yA (accessed on 9 November 2023).
- Iwashita, Y.; Saito, S.; Takashima, T. Development of a sophisticated sub-micro fusion splicer for FTTP applications. In Proceedings of the 2006 Optical Fiber Communication Conference and the National Fiber Optic Engineers Conference, Anaheim, CA, USA, 5–10 March 2006. [Google Scholar] [CrossRef]
- Fusion Crocodile Splice on Connectors, Diamond the Fiber Meeting, Last Modified December 2022. Available online: https://www.diamond-fo.com/products/product-single/fusion-crocodile-soc/ (accessed on 2 March 2023).
- Chen, D.Z.; Zimmel, S.; Lu, Y.; Gronvall, E. A new factory splice-on fiber optic connector with high performance and reliability by machine automation. In Proceedings of the 2016 Optical Fiber Communications Conference and Exhibition (OFC), Anaheim, CA, USA, 20–22 March 2016. [Google Scholar]
- Sugita, E.; Nagase, R.; Kanayama, K.; Shintaku, T. SC-type single-mode optical fiber connectors. J. Light. Technol. 1989, 7, 1689–1696. [Google Scholar] [CrossRef]
- Tsukamoto, M.; Konda; Hoshino, Y.; Okada, N. Development of novel cicada-resistant optical drop cable. In Proceedings of the 2010 Conference on Optical Fiber Communication (OFC/NFOEC), Collocated National Fiber Optic Engineers Conference, San Diego, CA, USA, 30 June 2010. [Google Scholar] [CrossRef]
- Cho, M.P.; Lin, H.S.; Yong, Y.T.; Phua, Y.N.; Yong, T.K.; Rahman, F.A. Characterisation of continuous arc discharge system as a fusion heat source for fused fiber components. In Proceedings of the 4th Annual IEEE International Conference on Cyber Technology in Automation, Control and Intelligent, Hong Kong, China, 4–7 June 2014. [Google Scholar] [CrossRef]
- Thompson, J. Writing Instrument. Patent Application No. EP87305912A. Available online: https://patents.google.com/patent/EP0252694A1/en (accessed on 9 November 2023).
- RM3 SERIES BACK REFLECTION METER User’s Manual, Rev 002; JDS Uniphase: Nepean, ON, Canada, 2010.
- Information and Communication Construction Design Criteria; Korea Information & Communication Industry Institute (KICI): Seoul, Republic of Korea, 2018; Available online: https://www.kica.or.kr/file/download/3b353349-3204-4a79-911f-bce21397df32 (accessed on 9 November 2023).
- Telcordia GR-326-CORE; Generic Requirements for Single-Mode Optical Connectors and Jumper Assemblies. Available online: https://telecom-info.njdepot.ericsson.net/site-cgi/ido/docs.cgi?ID=SEARCH&DOCUMENT=GR-326 (accessed on 9 November 2023).























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Products | Size (W × D × H) (mm) | Heating Tube Necessary | Cable Movement Necessary | Weight (g) | Price (USD) (Estimates) |
|---|---|---|---|---|---|
| DVP-740 | 142 × 122 × 138 | O | O | 1950 | USD 150 |
| YD-AI | 381 × 332.7 × 309.9 | O | O | 8280 | USD 2300 |
| CETI-6481B | 154 × 120 × 130 | O | O | 1800 | USD 3000 |
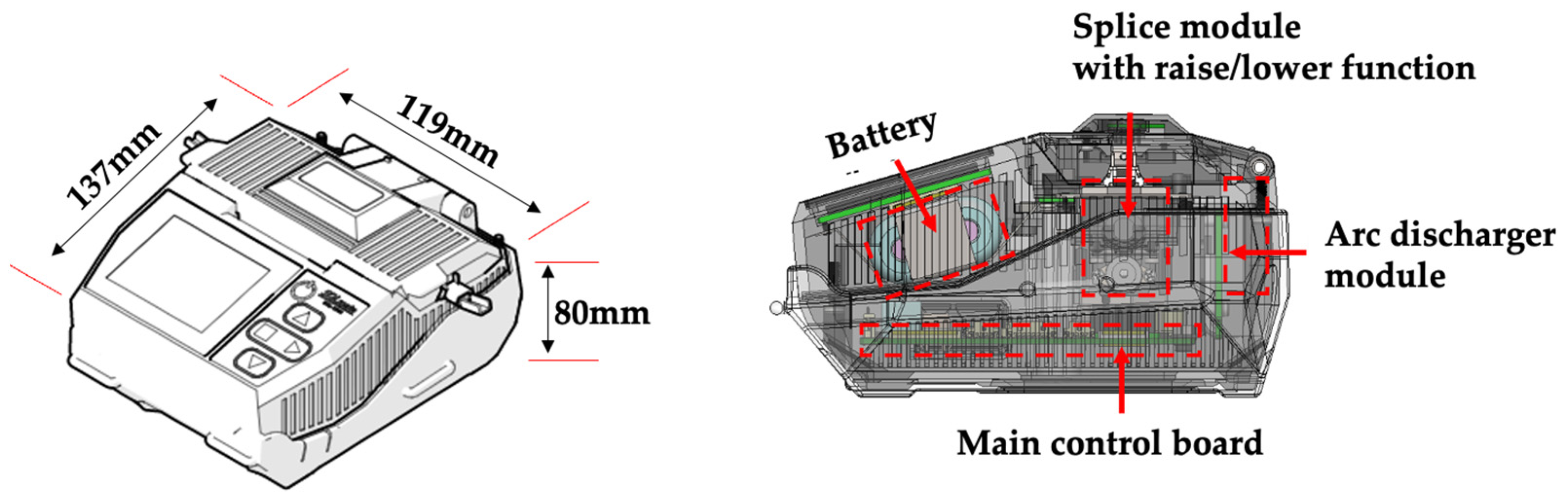
| Ours | 119 × 137 × 80 | X | X | 680 | USD 500 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, B.-c.; Seo, S. Development of a Handheld Optical Fusion Splicer with a Wing Sleeve Optical Connector. Electronics 2023, 12, 4629. https://doi.org/10.3390/electronics12224629
Park B-c, Seo S. Development of a Handheld Optical Fusion Splicer with a Wing Sleeve Optical Connector. Electronics. 2023; 12(22):4629. https://doi.org/10.3390/electronics12224629
Chicago/Turabian StylePark, Byung-chul, and Sukhyun Seo. 2023. "Development of a Handheld Optical Fusion Splicer with a Wing Sleeve Optical Connector" Electronics 12, no. 22: 4629. https://doi.org/10.3390/electronics12224629
APA StylePark, B. -c., & Seo, S. (2023). Development of a Handheld Optical Fusion Splicer with a Wing Sleeve Optical Connector. Electronics, 12(22), 4629. https://doi.org/10.3390/electronics12224629