


A Comparative Study of Deep-Learning Autoencoders (DLAEs) for Vibration Anomaly Detection in Manufacturing Equipment



Abstract
:1. Introduction
2. Materials and Methods
2.1. Convolutional Neural Networks
2.2. Gated Recurrent Units
2.3. Long-Short Term Memory
2.4. Recurrent Neural Networks
2.5. Autoencoders
2.6. Proposed Methodology
2.6.1. Deep-Learning Model Architecture
2.6.2. Data Pre-Processing
- Data cleaning and formatting: the raw data are loaded into Pandas DataFrames, where missing values are handled, and columns are correctly labeled. Time data are converted into a standardized format for analysis.
- Data visualization: graphs are plotted to visualize the vibration data over time, aiding in understanding its patterns and identifying potential anomalies.
- Data standardization: Techniques like min/max normalization standardize vibration data. It ensures that all features have a similar scale and distribution.
- Segmentation: the data are segmented into smaller intervals, and outliers are removed by calculating each segment’s mean and standard deviation.
- Sequence generation: data sequences are created to train the DLAE model. Each sequence represents a window of observations over time.
2.6.3. Training and Testing
3. Experiment, Data Acquisition, Management, and Visualization
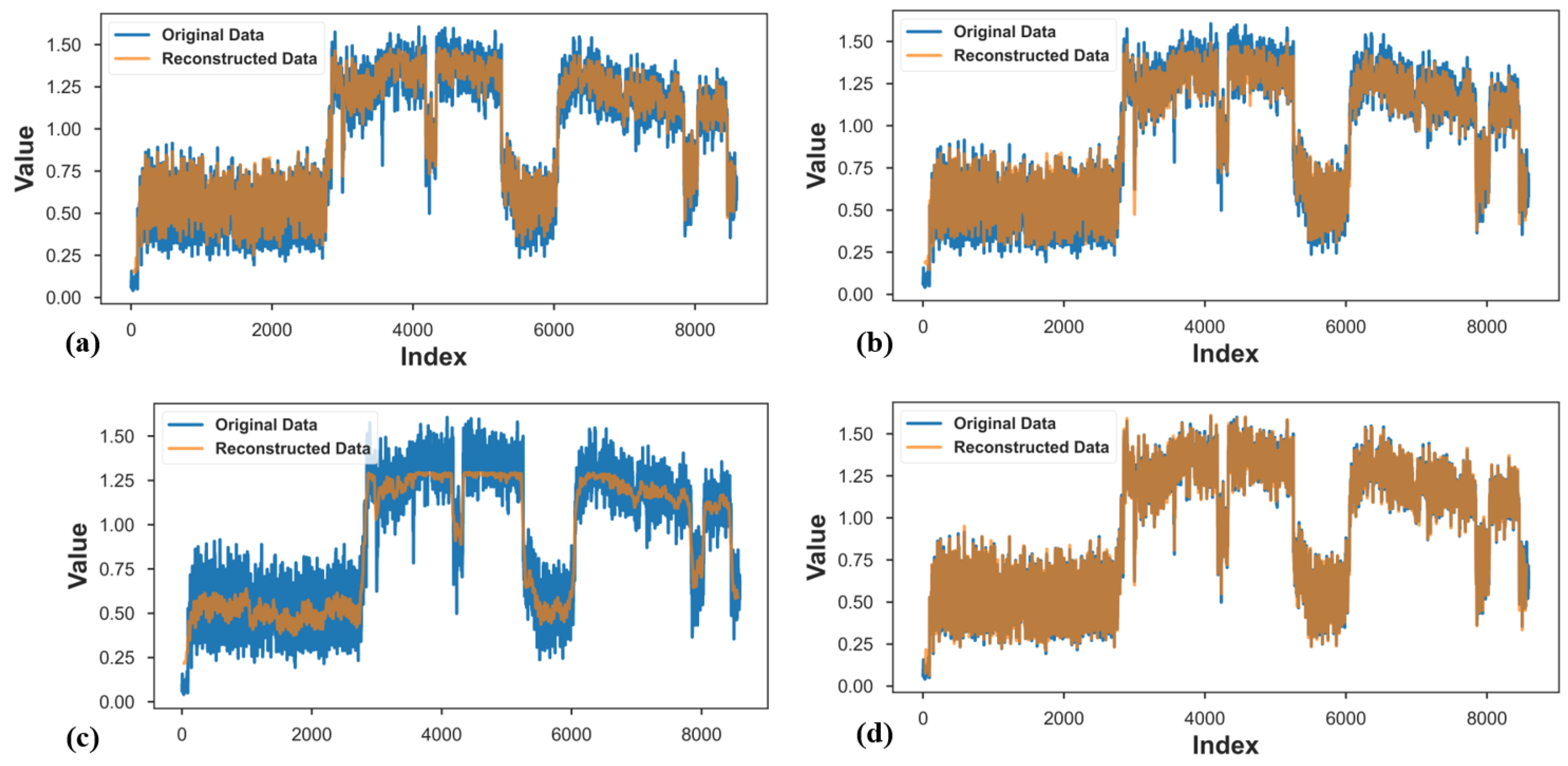
4. Result and Discussion
- MSE: The CNN model has the lowest MSE, followed closely by the GRU model. The LSTM and RNN models exhibit slightly higher MSE values than GRU and LSTM.
- MAE: Similar to MSE, the CNN model achieves the lowest MAE, indicating better performance in terms of average absolute error. Again, the GRU model closely follows the CNN model regarding performance. The LSTM and RNN models have higher MAE values than GRU and CNN.
- RMSE: The CNN model also demonstrates the lowest RMSE, signifying superior performance regarding the root mean squared error. Once more, the GRU model closely trails the CNN model in performance. The RNN and LSTM models exhibit higher RMSE values than GRU and CNN.
5. Limitations and Open Issues
6. Conclusions and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AD | Anomaly detection |
| ACE | Adhesive coating equipment |
| CNN | Convolutional Neural Networks |
| CSV | Comma separated values |
| DLAE | Deep learning autoencoder |
| GRU | Gated recurrent units |
| LSTM | Long Short-Term Memory |
| MAE | Mean absolute error |
| METL | Mechanisms engineering test loop |
| MSE | Mean square error |
| SGD | Stochastic gradient descent |
| RET | Reconstruction Error Threshold |
| RMSE | Root mean square error |
| RNN | Recurrent Neural Network |
| SR | Speed reducer |
| VFA | Variational fuzzy autoencoders |
References
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory: Review. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef] [PubMed]
- Çınar, Z.M.; Abdussalam Nuhu, A.; Zeeshan, Q.; Korhan, O.; Asmael, M.; Safaei, B. Machine Learning in Predictive Maintenance towards Sustainable Smart Manufacturing in Industry 4.0. Sustainability 2020, 12, 8211. [Google Scholar] [CrossRef]
- Molęda, M.; Małysiak-Mrozek, B.; Ding, W.; Sunderam, V.; Mrozek, D. From Corrective to Predictive Maintenance—A Review of Maintenance Approaches for the Power Industry. Sensors 2023, 23, 5970. [Google Scholar] [CrossRef] [PubMed]
- Achouch, M.; Dimitrova, M.; Ziane, K.; Sattarpanah Karganroudi, S.; Dhouib, R.; Ibrahim, H.; Adda, M. On Predictive Maintenance in Industry 4.0: Overview, Models, and Challenges. Appl. Sci. 2022, 12, 8081. [Google Scholar] [CrossRef]
- Gorla, C.; Davoli, P.; Rosa, F.; Longoni, C.; Chiozzi, F.; Samarani, A. Theoretical and Experimental Analysis of a Cycloidal Speed Reducer. ASME J. Mech. Des. 2008, 130, 112604. [Google Scholar] [CrossRef]
- Hermes, G.; Simone, C.; Giovanni, L. A Practical Approach to the Selection of the Motor-Reducer Unit in Electric Drive Systems. Mech. Based Des. Struct. Mach. 2011, 39, 303–319. [Google Scholar] [CrossRef]
- Giberti, H.; Cinquemani, S.; Legnani, G. Effects of transmission mechanical characteristics on the choice of a motor-reducer. Mechatronics 2010, 20, 604–610. [Google Scholar] [CrossRef]
- Teng, W.; Ding, X.; Tang, S.; Xu, J.; Shi, B.; Liu, Y. Vibration Analysis for Fault Detection of Wind Turbine Drivetrains—A Comprehensive Investigation. Sensors 2021, 21, 1686. [Google Scholar] [CrossRef] [PubMed]
- Kafeel, A.; Aziz, S.; Awais, M.; Khan, M.A.; Afaq, K.; Idris, S.A.; Alshazly, H.; Mostafa, S.M. An Expert System for Rotating Machine Fault Detection Using Vibration Signal Analysis. Sensors 2021, 21, 7587. [Google Scholar] [CrossRef] [PubMed]
- Tiboni, M.; Remino, C.; Bussola, R.; Amici, C. A Review on Vibration-Based Condition Monitoring of Rotating Machinery. Appl. Sci. 2022, 12, 972. [Google Scholar] [CrossRef]
- Cui, L.; Zhao, X.; Liu, D.; Wang, H. A spectral coherence cyclic periodic index optimization gram for bearing fault diagnosis. Measurement 2024, 224, 113898. [Google Scholar] [CrossRef]
- Du, W.; Yang, L.; Wang, H.; Gong, X.; Zhang, L.; Li, C.; Ji, L. LN-MRSCAE: A novel deep-learning-based denoising method for mechanical vibration signals. J. Vib. Control 2024, 30, 459–471. [Google Scholar] [CrossRef]
- Guishuai, F.; Qiang, L.; Tengfei, W.; David, P.C.; Kaiwen, L. Frequency Spectra Analysis of Vertical Stress in Ballasted Track Foundations: Influence of Train Configuration and Subgrade Depth. Transp. Geotech. 2024, 44, 101167. [Google Scholar] [CrossRef]
- Akpudo, U.E.; Jang-Wook, H. A Multi-Domain Diagnostics Approach for Solenoid Pumps Based on Discriminative Features. IEEE Access 2020, 8, 175020–175034. [Google Scholar] [CrossRef]
- Li, H.; Wang, D. Multilevel feature fusion of multi-domain vibration signals for bearing fault diagnosis. SIViP 2024, 18, 99–108. [Google Scholar] [CrossRef]
- Zeng, Y.; Zhang, J.; Zhong, Y.; Deng, L.; Wang, M. STNet: A Time-Frequency Analysis-Based Intrusion Detection Network for Distributed Optical Fiber Acoustic Sensing Systems. Sensors 2024, 24, 1570. [Google Scholar] [CrossRef]
- Li, E.; Jian, J.; Yang, F.; Ma, Z.; Hao, Y.; Chang, H. Characterization of Sensitivity of Time Domain MEMS Accelerometer. Micromachines 2024, 15, 227. [Google Scholar] [CrossRef]
- Pang, B.; Liu, Q.; Sun, Z.; Xu, Z.; Hao, Z. Time-frequency supervised contrastive learning via pseudo-labeling: An unsupervised domain adaptation network for rolling bearing fault diagnosis under time-varying speeds. Adv. Eng. Inform. 2024, 59, 102304. [Google Scholar] [CrossRef]
- Mafla-Yépez, C.; Castejon, C.; Rubio, H.; Morales, C. A Vibration Analysis for the Evaluation of Fuel Rail Pressure and Mass Air Flow Sensors on a Diesel Engine: Strategies for Predictive Maintenance. Sensors 2024, 24, 1551. [Google Scholar] [CrossRef]
- Meng, F.; Shi, Z.; Song, Y. A Novel Fault Diagnosis Strategy for Diaphragm Pumps Based on Signal Demodulation and PCA-ResNet. Sensors 2024, 24, 1578. [Google Scholar] [CrossRef]
- Shayan, G.; Hosseinzadeh, S.A.A. A novel unsupervised deep-learning approach for vibration-based damage diagnosis using a multi-head self-attention LSTM autoencoder. Measurement 2024, 229, 114410. [Google Scholar] [CrossRef]
- Fei, J.; Qin, L.; Zhaoqian, W.; Yicong, K.; Shaohui, Z.; Jinglun, L. A zero-cost unsupervised transfer method based on non-vibration signals fusion for ball screw fault diagnosis. Knowl.-Based Syst. 2024, 288, 111475. [Google Scholar] [CrossRef]
- Mao, W.; Wang, Y.; Feng, K.; Kou, L.; Zhang, Y. SWDAE: A New Degradation State Evaluation Method for Metro Wheels With Interpretable Health Indicator Construction Based on Unsupervised deep-learning. IEEE Trans. Instrum. Meas. 2024, 73, 3507313. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, L.; Li, J.; Niu, H. Health Management of Bearings Using Adaptive Parametric VMD and Flying Squirrel Search Algorithms to Optimize SVM. Processes 2024, 12, 433. [Google Scholar] [CrossRef]
- Seo, M.-K.; Yun, W.-Y. Gearbox Condition Monitoring and Diagnosis of Unlabeled Vibration Signals Using a Supervised Learning Classifier. Machines 2024, 12, 127. [Google Scholar] [CrossRef]
- Łuczak, D. Machine Fault Diagnosis through Vibration Analysis: Continuous Wavelet Transform with Complex Morlet Wavelet and Time–Frequency RGB Image Recognition via Convolutional Neural Network. Electronics 2024, 13, 452. [Google Scholar] [CrossRef]
- Zhang, Q.; Song, C.; Yuan, Y. Fault Diagnosis of Vehicle Gearboxes Based on Adaptive Wavelet Threshold and LT-PCA-NGO-SVM. Appl. Sci. 2024, 14, 1212. [Google Scholar] [CrossRef]
- Zhang, X.; He, W.; Cui, Q.; Bai, T.; Li, B.; Li, J.; Li, X. WavLoadNet: Dynamic Load Identification for Aeronautical Structures Based on Convolution Neural Network and Wavelet Transform. Appl. Sci. 2024, 14, 1928. [Google Scholar] [CrossRef]
- Akpudo, U.E.; Hur, J.-W. A Wavelet-Based Diagnostic Framework for CRD Engine Injection Systems under Emulsified Fuel Conditions. Electronics 2021, 10, 2922. [Google Scholar] [CrossRef]
- Okwuosa, C.N.; Hur, J.-W. An Intelligent Hybrid Feature Selection Approach for SCIM Inter-Turn Fault Classification at Minor Load Conditions Using Supervised Learning. IEEE Access 2023, 11, 89907–89920. [Google Scholar] [CrossRef]
- Qin, Y.-F.; Fu, X.; Li, X.-K.; Li, H.-J. ADAMS Simulation and HHT Feature Extraction Method for Bearing Faults of Coal Shearer. Processes 2024, 12, 164. [Google Scholar] [CrossRef]
- Zhenhua, N.; Fuquan, L.; Jun, L.; Hong, H.; Yizhou, L.; Hongwei, M. Baseline-free structural damage detection using PCA- Hilbert transform with limited sensors. J. Sound Vib. 2024, 568, 117966. [Google Scholar] [CrossRef]
- Song, Y.; Hyun, S.; Cheong, Y.-G. Analysis of Autoencoders for Network Intrusion Detection. Sensors 2021, 21, 4294. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Guo, W. Auto-Encoders in deep-learning—A Review with New Perspectives. Mathematics 2023, 11, 1777. [Google Scholar] [CrossRef]
- Karim, A.M.; Kaya, H.; Güzel, M.S.; Tolun, M.R.; Çelebi, F.V.; Mishra, A. A Novel Framework Using Deep Auto-Encoders Based Linear Model for Data Classification. Sensors 2020, 20, 6378. [Google Scholar] [CrossRef] [PubMed]
- Rosafalco, L.; Manzoni, A.; Mariani, S.; Corigliano, A. An Autoencoder-Based deep-learning Approach for Load Identification in Structural Dynamics. Sensors 2021, 21, 4207. [Google Scholar] [CrossRef] [PubMed]
- Pisa, I.; Morell, A.; Vicario, J.L.; Vilanova, R. Denoising Autoencoders and LSTM-Based Artificial Neural Networks Data Processing for Its Application to Internal Model Control in Industrial Environments—The Wastewater Treatment Plant Control Case. Sensors 2020, 20, 3743. [Google Scholar] [CrossRef] [PubMed]
- Miranda-González, A.A.; Rosales-Silva, A.J.; Mújica-Vargas, D.; Escamilla-Ambrosio, P.J.; Gallegos-Funes, F.J.; Vianney-Kinani, J.M.; Velázquez-Lozada, E.; Pérez-Hernández, L.M.; Lozano-Vázquez, L.V. Denoising Vanilla Autoencoder for RGB and GS Images with Gaussian Noise. Entropy 2023, 25, 1467. [Google Scholar] [CrossRef] [PubMed]
- Junges, R.; Lomazzi, L.; Miele, L.; Giglio, M.; Cadini, F. Mitigating the Impact of Temperature Variations on Ultrasonic Guided Wave-Based Structural Health Monitoring through Variational Autoencoders. Sensors 2024, 24, 1494. [Google Scholar] [CrossRef]
- La Grassa, R.; Re, C.; Cremonese, G.; Gallo, I. Hyperspectral Data Compression Using Fully Convolutional Autoencoder. Remote Sens. 2022, 14, 2472. [Google Scholar] [CrossRef]
- Cong, X.; Shicheng, Z.; Yuanlin, H.; Xiaolong, G.; Xingfang, M.; Tong, Z.; Jianbing, J. Robust optimization of geo-energy production using data-driven deep recurrent auto-encoder and fully-connected neural network proxy. Expert Syst. Appl. 2024, 242, 122797. [Google Scholar] [CrossRef]
- Saminathan, K.; Mulka, S.T.R.; Damodharan, S.; Maheswar, R.; Lorincz, J. An Artificial Neural Network Autoencoder for Insider Cyber Security Threat Detection. Future Internet 2023, 15, 373. [Google Scholar] [CrossRef]
- Alsaade, F.W.; Al-Adhaileh, M.H. Cyber Attack Detection for Self-Driving Vehicle Networks Using Deep Autoencoder Algorithms. Sensors 2023, 23, 4086. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Ogunfunmi, T. An Overview of Variational Autoencoders for Source Separation, Finance, and Bio-Signal Applications. Entropy 2022, 24, 55. [Google Scholar] [CrossRef] [PubMed]
- Albahli, S.; Nazir, T.; Mehmood, A.; Irtaza, A.; Alkhalifah, A.; Albattah, W. AEI-DNET: A Novel DenseNet Model with an Autoencoder for the Stock Market Predictions Using Stock Technical Indicators. Electronics 2022, 11, 611. [Google Scholar] [CrossRef]
- Bampoula, X.; Siaterlis, G.; Nikolakis, N.; Alexopoulos, K. A deep-learning Model for Predictive Maintenance in Cyber-Physical Production Systems Using LSTM Autoencoders. Sensors 2021, 21, 972. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, D.; Matos, L.M.; Moreira, G.; Pilastri, A.; Cortez, P. Isolation Forests and Deep Autoencoders for Industrial Screw Tightening AD. Computers 2022, 11, 54. [Google Scholar] [CrossRef]
- Kaupp, L.; Humm, B.; Nazemi, K.; Simons, S. Autoencoder-Ensemble-Based Unsupervised Selection of Production-Relevant Variables for Context-Aware Fault Diagnosis. Sensors 2022, 22, 8259. [Google Scholar] [CrossRef]
- Mehta, D.; Klarmann, N. Autoencoder-Based Visual Anomaly Localization for Manufacturing Quality Control. Mach. Learn. Knowl. Extr. 2024, 6, 1–17. [Google Scholar] [CrossRef]
- García-Ordás, M.T.; Benítez-Andrades, J.A.; García-Rodríguez, I.; Benavides, C.; Alaiz-Moretón, H. Detecting Respiratory Pathologies Using Convolutional Neural Networks and Variational Autoencoders for Unbalancing Data. Sensors 2020, 20, 1214. [Google Scholar] [CrossRef]
- Xu, W.; He, J.; Li, W.; He, Y.; Wan, H.; Qin, W.; Chen, Z. Long-Short-Term-Memory-Based Deep Stacked Sequence-to-Sequence Autoencoder for Health Prediction of Industrial Workers in Closed Environments Based on Wearable Devices. Sensors 2023, 23, 7874. [Google Scholar] [CrossRef]
- Kang, J.; Kim, C.-S.; Kang, J.W.; Gwak, J. AD of the Brake Operating Unit on Metro Vehicles Using a One-Class LSTM Autoencoder. Appl. Sci. 2021, 11, 9290. [Google Scholar] [CrossRef]
- Bono, F.M.; Radicioni, L.; Cinquemani, S.; Bombaci, G. A Comparison of deep-learning Algorithms for AD in Discrete Mechanical Systems. Appl. Sci. 2023, 13, 5683. [Google Scholar] [CrossRef]
- Wei, J. A Machine Vision AD System to Industry 4.0 Based on Variational Fuzzy Autoencoder. Comput. Intell. Neurosci. 2022, 2022, 1945507. [Google Scholar] [CrossRef] [PubMed]
- Akins, A.; Kultgen, D.; Heifetz, A. AD in Liquid Sodium Cold Trap Operation with Multisensory Data Fusion Using Long Short-Term Memory Autoencoder. Energies 2023, 16, 4965. [Google Scholar] [CrossRef]
- Rollo, F.; Bachechi, C.; Po, L. AD and Repairing for Improving Air Quality Monitoring. Sensors 2023, 23, 640. [Google Scholar] [CrossRef] [PubMed]
- Marco, P.; Giuseppe, D.-P.; Massimo, E. Real-time AD on time series of industrial furnaces: A comparison of autoencoder architectures. Eng. Appl. Artif. Intell. 2023, 124, 106597. [Google Scholar] [CrossRef]
- Patra, K.; Sethi, R.N.; Behera, D.K. AD in rotating machinery using autoencoders based on bidirectional LSTM and GRU neural networks. Turk. J. Electr. Eng. Comput. Sci. 2022, 30, 30. [Google Scholar] [CrossRef]
- Mikel, C.; Isaac, T.; Angel, C.; Enrique, O. Multi-head CNN–RNN for multi-time series AD: An industrial case study. Neurocomputing 2019, 363, 246–260. [Google Scholar] [CrossRef]
- Khan, S.W.; Hafeez, Q.; Khalid, M.I.; Alroobaea, R.; Hussain, S.; Iqbal, J.; Almotiri, J.; Ullah, S.S. AD in Traffic Surveillance Videos Using deep-learning. Sensors 2022, 22, 6563. [Google Scholar] [CrossRef]
- Do, J.S.; Kareem, A.B.; Hur, J.-W. LSTM-Autoencoder for Vibration AD in Vertical Carousel Storage and Retrieval System (VCSRS). Sensors 2023, 23, 1009. [Google Scholar] [CrossRef]
- Esmaeili, F.; Cassie, E.; Nguyen, H.P.T.; Plank, N.O.V.; Unsworth, C.P.; Wang, A. AD for Sensor Signals Utilizing Deep Learning Autoencoder-Based Neural Networks. Bioengineering 2023, 10, 405. [Google Scholar] [CrossRef] [PubMed]
- Ajani, T.S.; Imoize, A.L.; Atayero, A.A. An Overview of Machine Learning within Embedded and Mobile Devices–Optimizations and Applications. Sensors 2021, 21, 4412. [Google Scholar] [CrossRef]
- Linardatos, P.; Papastefanopoulos, V.; Kotsiantis, S. Explainable AI: A Review of Machine Learning Interpretability Methods. Entropy 2021, 23, 18. [Google Scholar] [CrossRef] [PubMed]
- Taye, M.M. Understanding of Machine Learning with Deep Learning: Architectures, Workflow, Applications and Future Directions. Computers 2023, 12, 91. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Parameters | Values |
|---|---|---|
| LSTM, GRU | Units (Encoder) | 512, 256, 128, 64, 32 |
| Units (Decoder) | 32, 64, 128, 256, 512 | |
| Activation function | tanh | |
| Dropout rate | 0.1 | |
| Batch Size | 512, 128 | |
| Epoch | 50 | |
| Validation Split | 0.1 | |
| CNN | Units (Encoder) | 128, 64, 32 |
| Pooling (Encoder) | 2 × 2 Max Pooling | |
| Units (Decoder) | 32, 64, 128 | |
| Pooling (Decoder) | 2 × 2 UpSampling | |
| Activation function | ReLU | |
| Dropout rate | 0.1 | |
| Batch Size | 128 | |
| Epoch | 50 | |
| Validation Split | 0.1 | |
| Kernel Size | 3 | |
| RNN | Units (Encoder) | 128, 64, 32 |
| Units (Decoder) | 32, 64, 128 | |
| Activation function | tanh | |
| Dropout rate | 0.1 | |
| Batch Size | 128 | |
| Epoch | 50 | |
| Validation Split | 0.1 |
| Model | MSE (%) | MAE (%) | RMSE (%) | RET * |
|---|---|---|---|---|
| LSTM | 0.2841 | 0.4130 | 0.5539 | 0.0562 |
| GRU | 0.2676 | 0.4186 | 0.5076 | 0.0539 |
| RNN | 0.2983 | 0.4661 | 0.5982 | 0.1806 |
| CNN | 0.2643 | 0.4115 | 0.5037 | 0.0201 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Kareem, A.B.; Hur, J.-W. A Comparative Study of Deep-Learning Autoencoders (DLAEs) for Vibration Anomaly Detection in Manufacturing Equipment. Electronics 2024, 13, 1700. https://doi.org/10.3390/electronics13091700
Lee S, Kareem AB, Hur J-W. A Comparative Study of Deep-Learning Autoencoders (DLAEs) for Vibration Anomaly Detection in Manufacturing Equipment. Electronics. 2024; 13(9):1700. https://doi.org/10.3390/electronics13091700
Chicago/Turabian StyleLee, Seonwoo, Akeem Bayo Kareem, and Jang-Wook Hur. 2024. "A Comparative Study of Deep-Learning Autoencoders (DLAEs) for Vibration Anomaly Detection in Manufacturing Equipment" Electronics 13, no. 9: 1700. https://doi.org/10.3390/electronics13091700
APA StyleLee, S., Kareem, A. B., & Hur, J. -W. (2024). A Comparative Study of Deep-Learning Autoencoders (DLAEs) for Vibration Anomaly Detection in Manufacturing Equipment. Electronics, 13(9), 1700. https://doi.org/10.3390/electronics13091700