Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique


Abstract
:1. Introduction
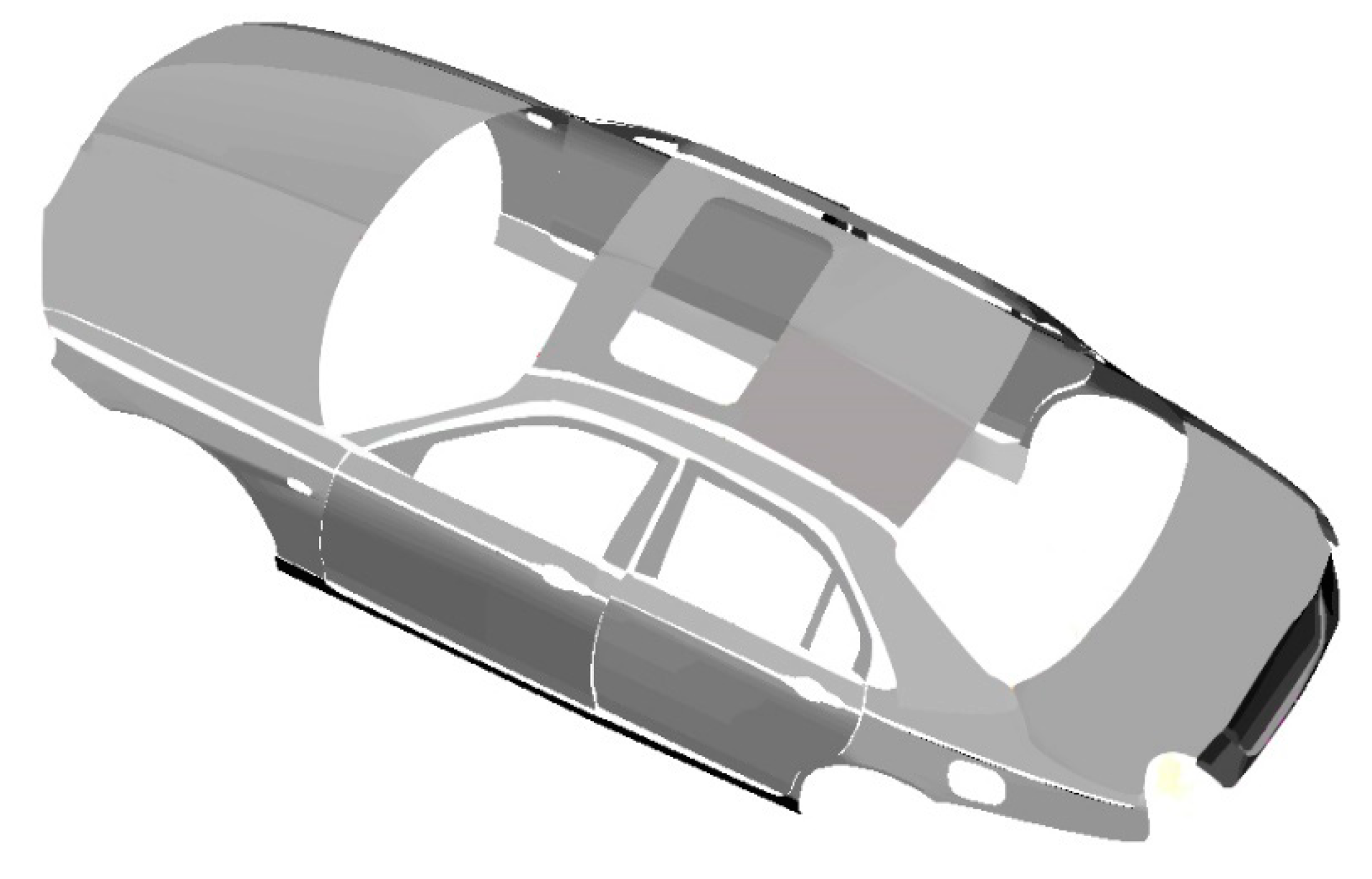
2. Spray Workpiece Surface Modeling
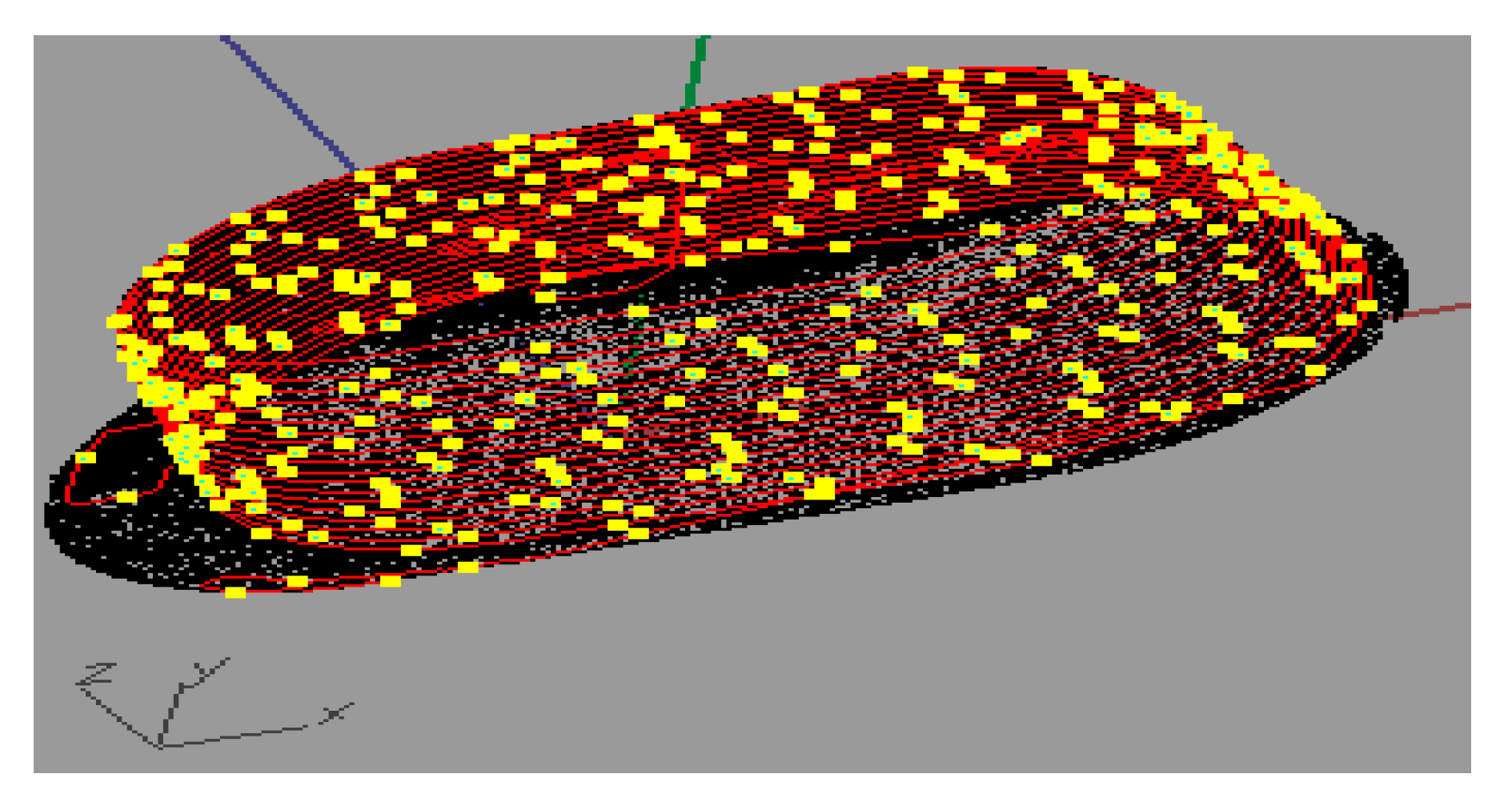
2.1. Data Acquisition and Processing of Point Cloud Slice of Spraying Workpiece
2.1.1. Data Streamlining
- (a)
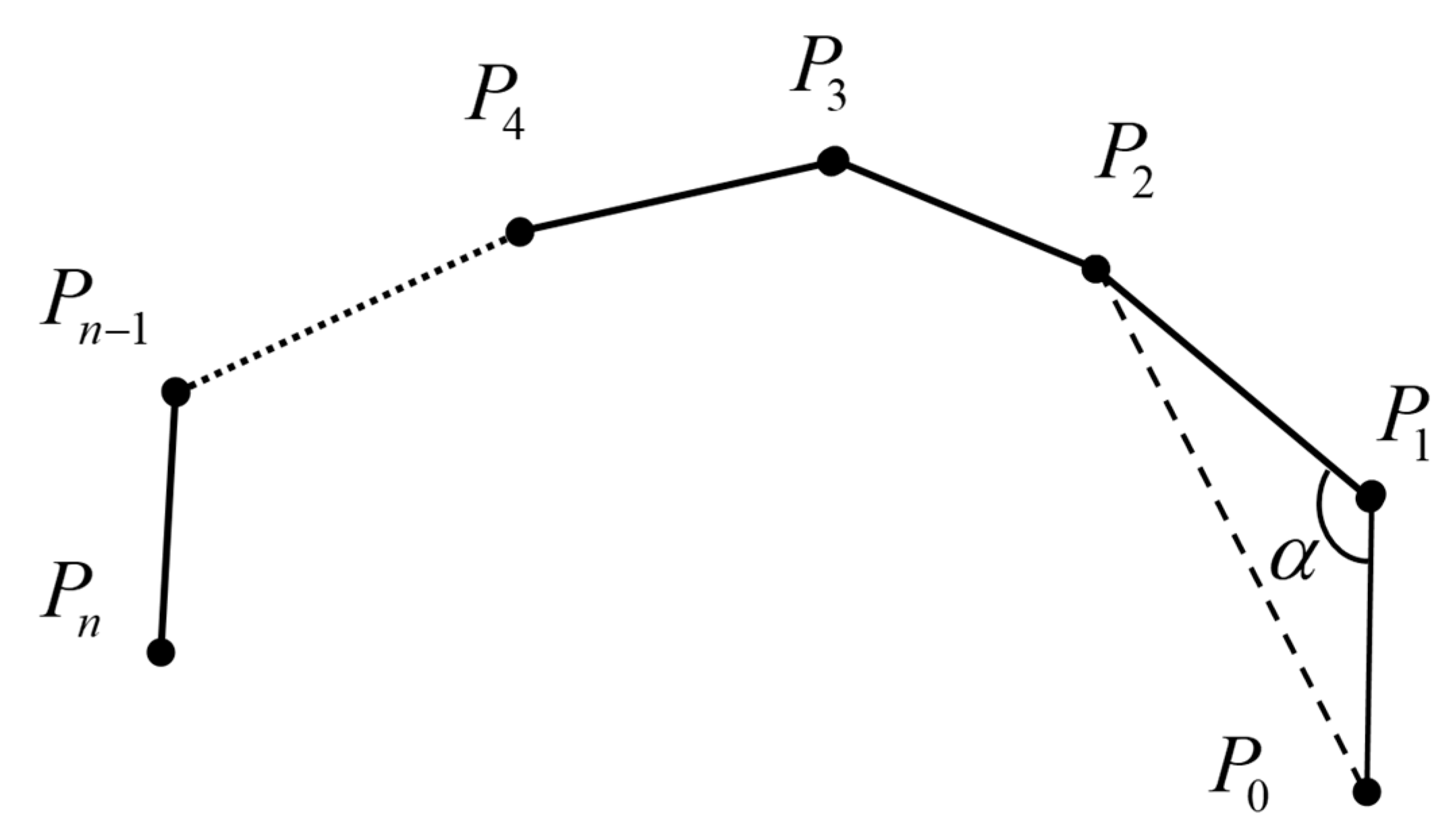
- Set the angle threshold as . Calculate the corresponding cosine value. As and are generally obtuse, so .
- (b)
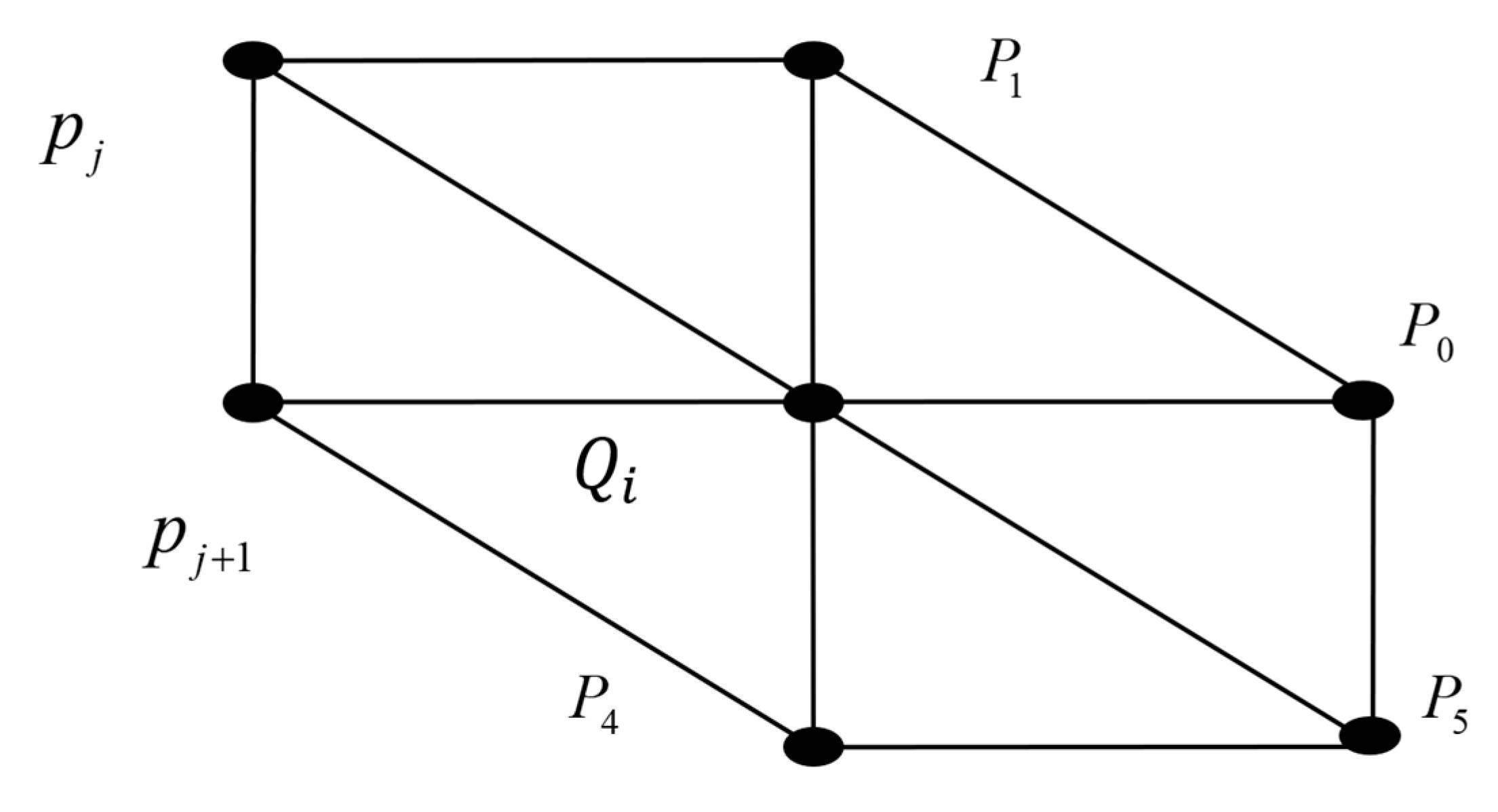
- Calculate the cosine of the angle of the adjacent three points in the cross section data:
- (c)
- If , then delete the center point , that is , . If , let .
- (d)
- If satisfies the termination condition, end the loop. Otherwise, turn to (b) to continue calculation.
2.1.2. Discrete Curvature Estimation
- (a)
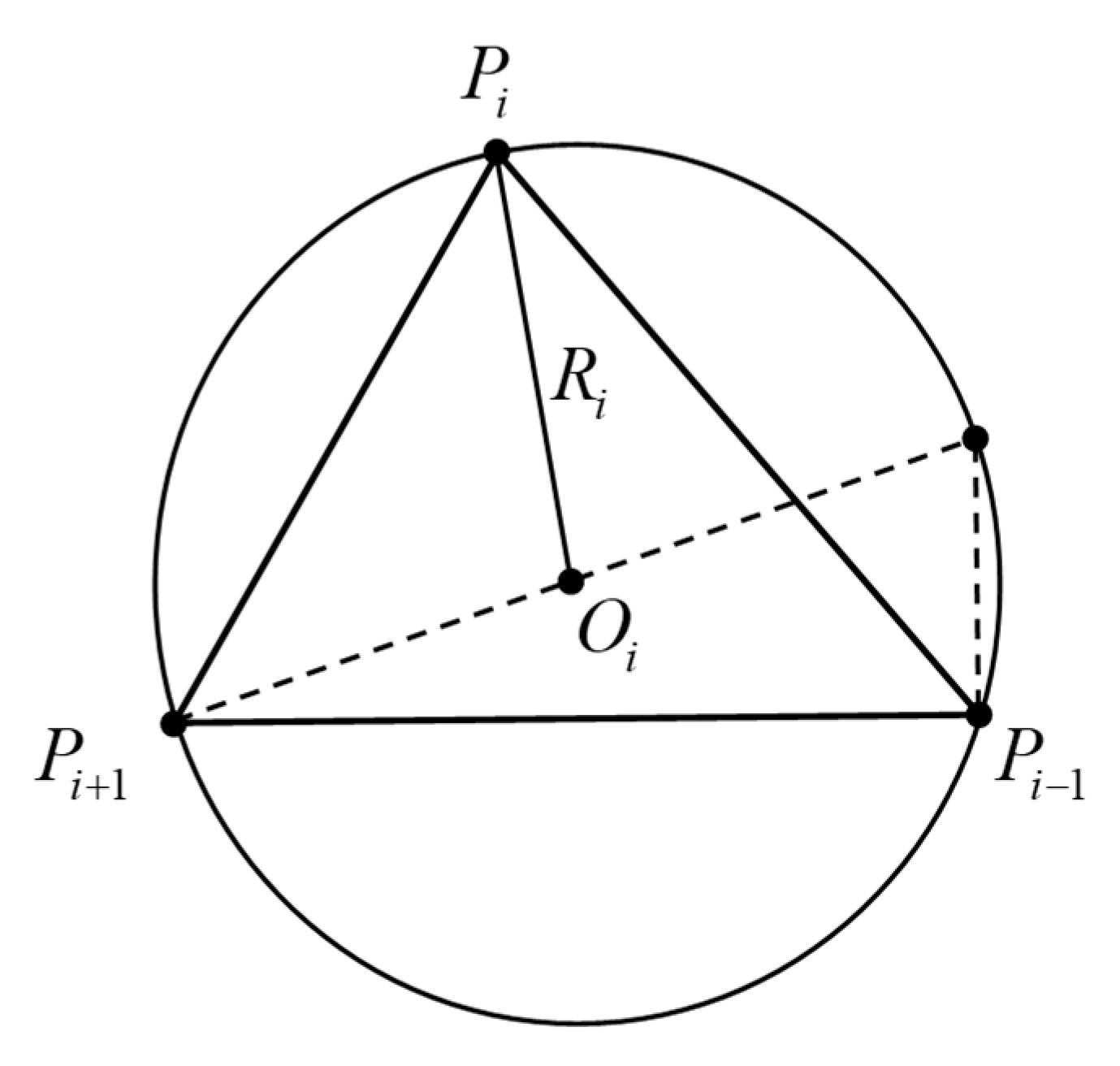
- Curvature estimation of the center point
- (b)
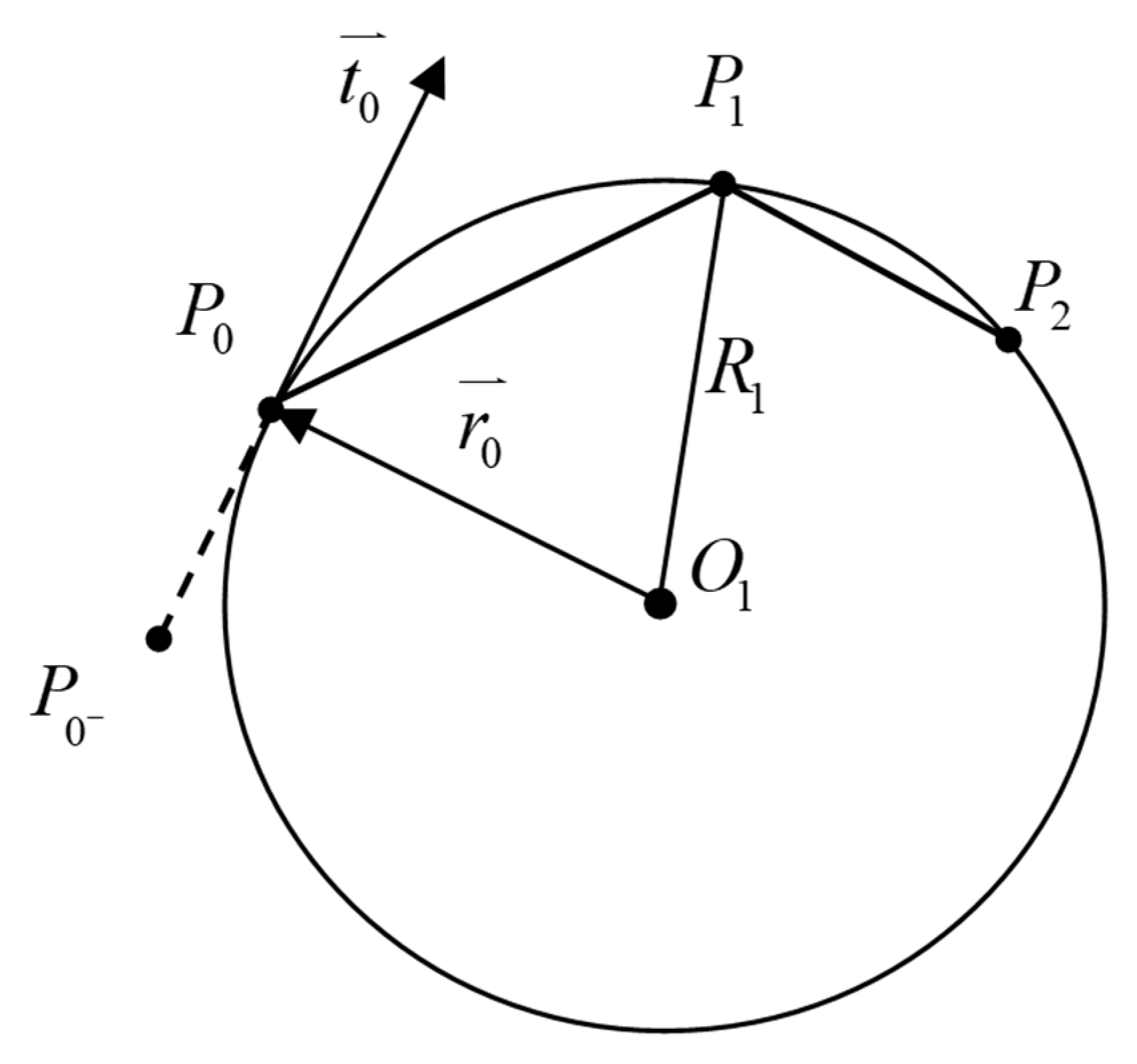
- The curvature estimation of endpoints and
2.1.3. Cross-section Data Segmentation Based on Feature Points
2.2. Experiment on Surface Modeling of Spraying Workpiece
- Input and output of point cloud data. For *.txt file format, we use C++ input and output stream function to achieve read and storage of arbitrary point cloud data.
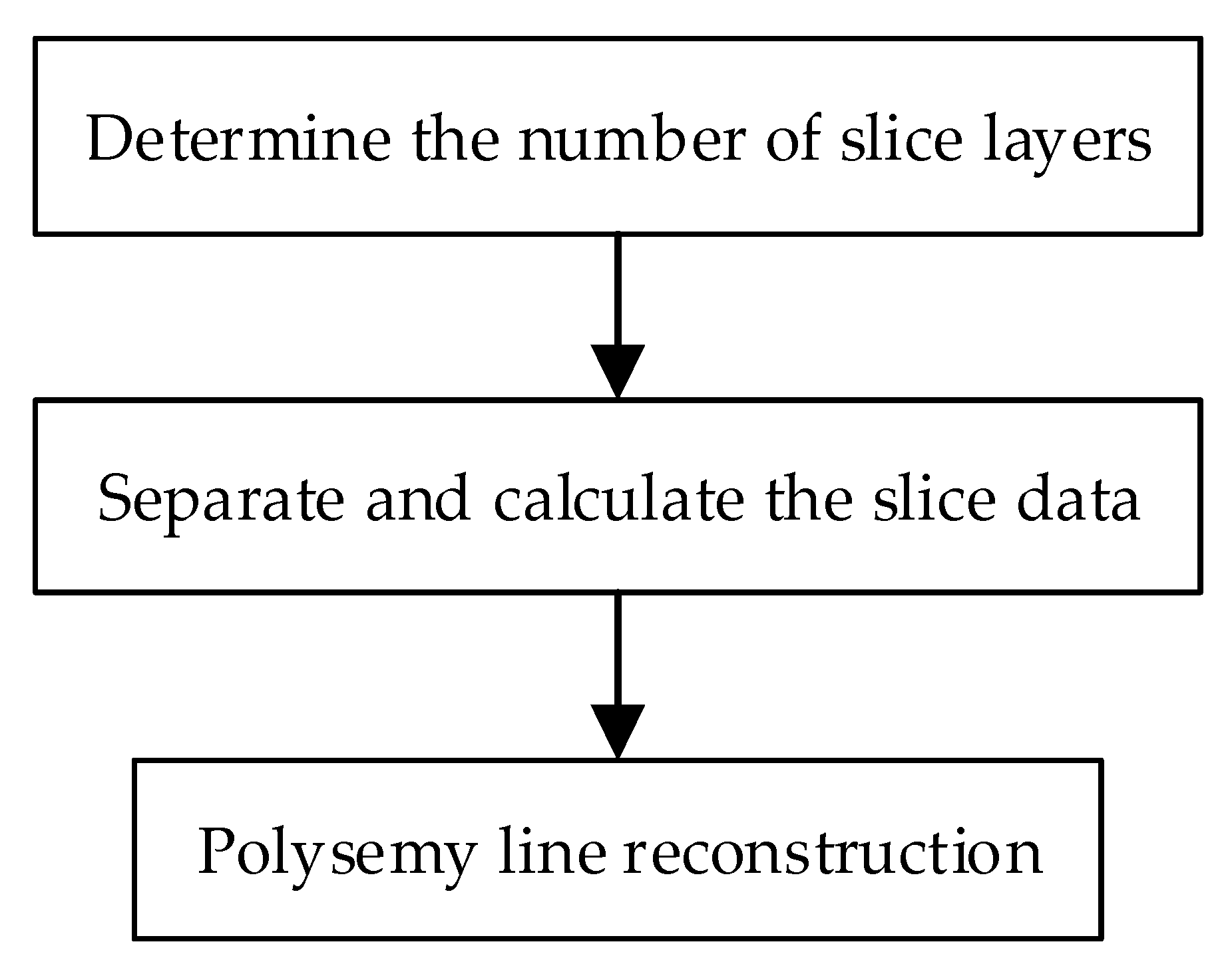
- Data acquisition of point cloud patches. Include patch thickness calculation, patching direction definition, plane and point cloud intersection, polyline construction and other functions, which can achieve the slicing of the point cloud model. Polyline construction includes patch data sorting and polyline orientation adjustment.
- Cross-section data preprocessing. Include cross-section data streamlining, discrete curvature estimation, cross-section data segmentation and other functions.
2.2.1. Delete Outlier Data
2.2.2. Data Interpolation
2.2.3. Data smooth
2.2.4. Data Streamlining
3. Spatial Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique
3.1. Mathematical Model of the Position and Orientation of End Effector
3.2. Spatial Trajectory Acquisition of Spray Painting Robots
3.2.1. Setting the Number of Sampling Points
3.2.2. Estimating the Normal Vector of Sampling Points
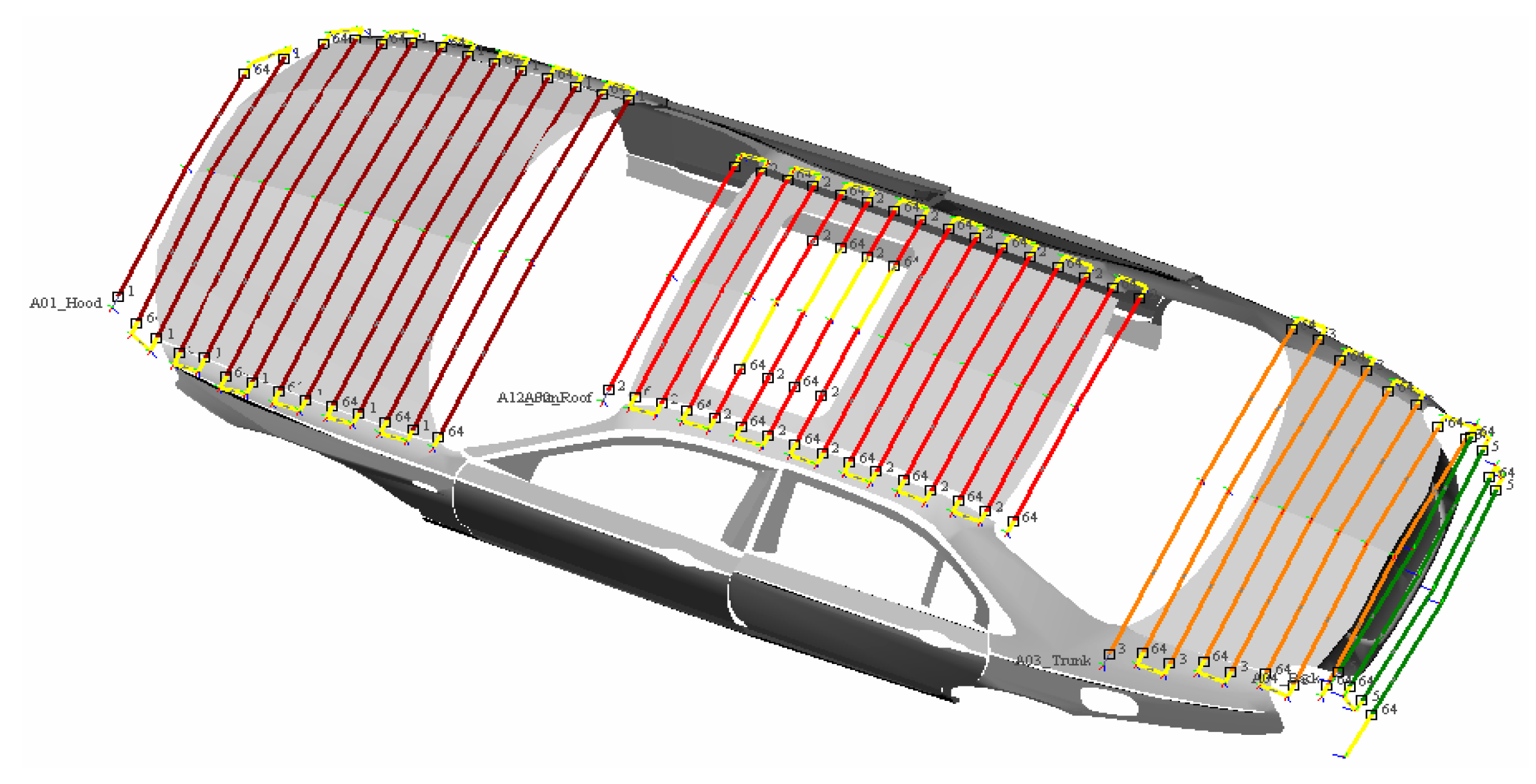
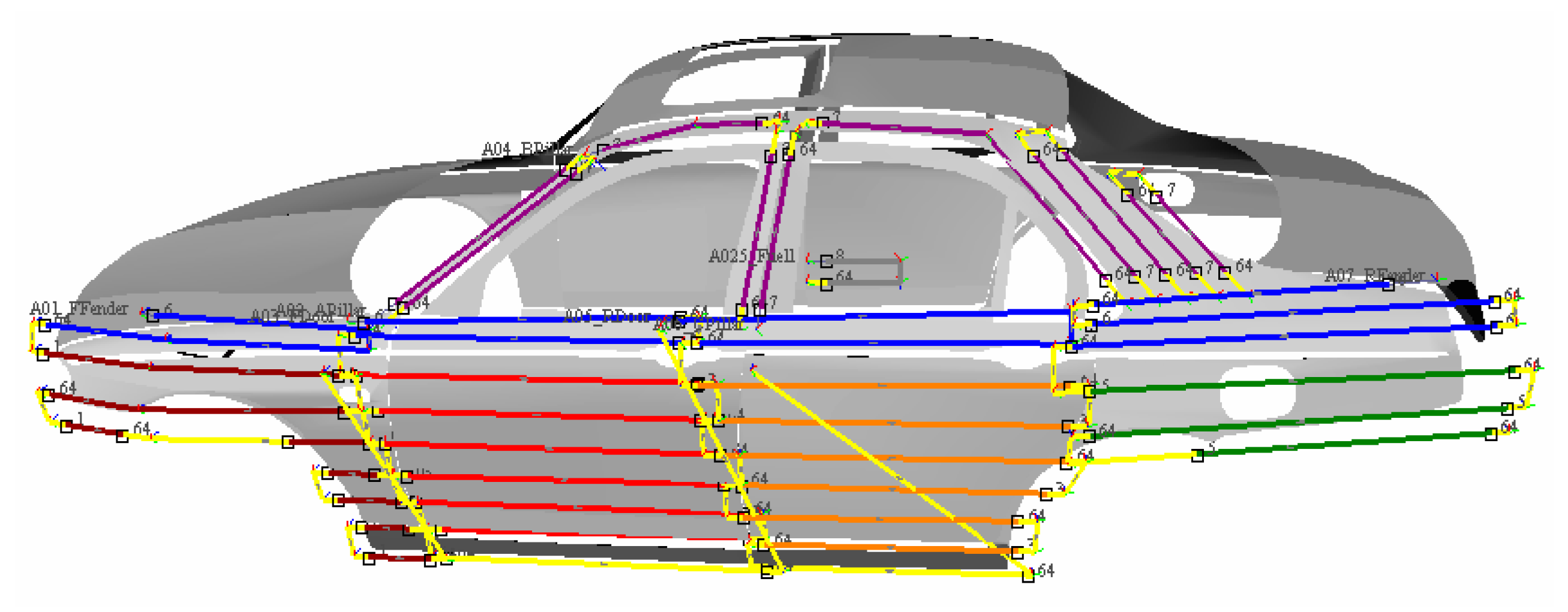
3.2.3. Generating Spatial Trajectory
4. Droplet Trajectory Model for Electrostatic Spray Painting
5. Spraying Experiment
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Akafuah, N.; Poozesh, S.; Salaimeh, A.; Patrick, G.; Lawler, K.; Saito, K. Evolution of the Automotive Body Coating Process—A Review. Coatings 2016, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Cantelli, L.; Bonaccorso, F.; Longo, D.; Melita, C.D.; Schillaci, G.; Muscato, G. A Small Versatile Electrical Robot for Autonomous Spraying in Agriculture. AgriEngineering 2019, 1, 391–402. [Google Scholar] [CrossRef] [Green Version]
- Oberti, R.; Marchi, M.; Tirelli, P.; Calcante, A.; Iriti, M.; Tona, E.; Hocevar, M.; Baur, J.; Pfaff, J.; Schütz, C.; et al. Selective spraying of grapevines for disease control using a modular agricultural robot. Biosyst. Eng. 2016, 146, 203–215. [Google Scholar] [CrossRef]
- Rosario, O.I.; Aguilar, C.H.; Orea, A.C.; Dominguez-Pacheco, A. Interactive system for painting artworks by regions using a robot. Robot. Auton. Syst. 2019, 121, 103263. [Google Scholar] [CrossRef]
- Scalera, L.; Seriani, S.; Gasparetto, A.; Gallina, P. Non-Photorealistic Rendering Techniques for Artistic Robotic Painting. Robotics 2019, 8, 10. [Google Scholar] [CrossRef] [Green Version]
- Karimov, A.I.; Kopets, E.E.; Rybin, V.G.; Leonov, S.V.; Voroshilova, A.; Butusov, D. Advanced tone rendition technique for a painting robot. Robot. Auton. Syst. 2019, 115, 17–27. [Google Scholar] [CrossRef]
- Qiao, X.; Chen, D.; Zhang, S.; He, W. Spraying robot and its application in industry. Mod. Coat. Paint. 2016, 19, 53–55. [Google Scholar]
- Qi, H. Discussion on spray robot modeling and teaching. Sci. Technol. Econ. Guide 2015, 26, 224–225. [Google Scholar]
- Jianmei, W. Analysis of common defects of automobile paint film. Mod. Paint Coat. 2017, 20, 42–44. [Google Scholar]
- Cai, Z.; Liang, H.; Quan, S.; Deng, S.; Zeng, C.; Zhang, F. Computer-Aided Robot Trajectory Auto-generation Strategy in Thermal Spraying. J. Therm. Spray Technol. 2015, 24, 1235–1245. [Google Scholar] [CrossRef]
- Peng, Z.; Jun, G.; Yong, Z.; Cuiming, L. Optimizing Trajectory of Painting Robot’s Spray Gun for Large Curvature Surface. Mech. Sci. Technol. 2015, 34, 1670–1674. [Google Scholar]
- Andulkar, M.V.; Chiddarwar, S.S.; Marathe, A.S. Novel integrated offline trajectory generation approach for robot assisted spray painting operation. J. Manuf. Syst. 2015, 37, 201–216. [Google Scholar] [CrossRef]
- Gasparetto, A. Automatic path and trajectory planning for robotic spray painting. In Proceedings of the 7th German Conference on Robotics, Munich, Germany, 21–22 May 2012; pp. 211–216. [Google Scholar]
- Ke, Z.; Haizhi, J.; Penghui, Z. Analysis and prevention and control measures of common paint film defects of robot spraying in truck cab. Mod. Coat. Coat. 2017, 20, 31–33. [Google Scholar]
- Chen, W.; Tang, Y.; Zhao, Q. A novel trajectory planning scheme for spray painting robot with Bézier curves. In Proceedings of the 28th Chinese Control and Decision Conference, Yinchuan, China, 28–30 May 2016; pp. 6746–6750. [Google Scholar]
- Chen, W.; Liu, J.; Tang, Y.; Huan, J.; Liu, H. Trajectory Optimization of Spray Painting Robot for Complex Curved Surface Based on Exponential Mean Bézier Method. Math. Probl. Eng. 2017, 2017, 4259869. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Tang, Y. Automated Tool Trajectory Planning for Spray Painting Robot of Free-Form Surfaces. Lect. Notes Electr. Eng. 2016, 375, 791–800. [Google Scholar] [CrossRef]
- Chen, W.; Wang, X.; Liu, H.; Tang, Y.; Liu, J. Optimized Combination of Spray Painting Trajectory on 3D Entities. Electronics 2019, 8, 74. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Liu, J.; Tang, Y.; Ge, H. Automatic Spray Trajectory Optimization on Bézier Surface. Electronics 2019, 8, 168. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Liu, H.; Tang, Y.; Liu, J. Trajectory Optimization of Electrostatic Spray Painting Robots on Curved Surface. Coatings 2017, 7, 155. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Landsnes, O.A.; Chen, H.; Sudarshan, M.V.; Fuhlbrigge, T.A.; Rege, M.A. Automatic trajectory generation for robotic painting application. In Proceedings of the 41st International Symposium on Robotics and 2010 6th German Conference on Robotics, Berlin, Germany, 7–9 June 2010; pp. 1–6. [Google Scholar]
- From, P.J.; Gunnar, J.; Gravdahl, J.T. Optimal Paint Gun Orientation in Spray Paint Applications—Experimental Results. IEEE Trans. Autom. Sci. Eng. 2010, 8, 438–442. [Google Scholar] [CrossRef]
- Moe, S.; Gravdahl, J.T.; Pettersen, K.Y. Set-Based Control for Autonomous Spray Painting. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1785–1796. [Google Scholar] [CrossRef]
- Vempati, A.S.; Khurana, H.; Kabelka, V.; Flueckiger, S.; Siegwart, R.; Beardsley, P. A Virtual Reality Interface for an Autonomous Spray Painting UAV. IEEE Robot. Autom. Lett. 2019, 4, 2870–2877. [Google Scholar] [CrossRef]
- Manfredi, L.; Assaf, T.; Mintchev, S.; Marrazza, S.; Capantini, L.; Orofino, S.; Ascari, L.; Grillner, S.; Wallén, P.; Ekeberg, O.; et al. A bioinspired autonomous swimming robot as a tool for studying goal-directed locomotion. Boil. Cybern. 2013, 107, 513–527. [Google Scholar] [CrossRef] [PubMed]
- Ijspeert, A. Biorobotics: Using robots to emulate and investigate agile locomotion. Science 2014, 346, 196–203. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Romano, D.; Bloemberg, J.; Tannous, M.; Stefanini, C. Impact of Aging and Cognitive Mechanisms on High-Speed Motor Activation Patterns: Evidence from an Orthoptera-Robot Interaction. IEEE Trans. Med Robot. Bionics 2020, 2, 292–296. [Google Scholar] [CrossRef]
- Romano, D.; Donati, E.; Benelli, G.; Stefanini, C. A review on animal–robot interaction: from bio-hybrid organisms to mixed societies. Boil. Cybern. 2018, 113, 201–225. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Lu, Z.; Huang, L. An approach to 3D shape blending using point cloud slicing. In Proceedings of the 2009 IEEE 10th International Conference on Computer-Aided Industrial Design & Conceptual Design, Wenzhou, China, 26–29 November 2009; pp. 919–922. [Google Scholar]
- Feng, H.; Long, Q.; Pan, H. Point cloud model splice treatment for spraying. Mech. Des. Manuf. 2016, 40, 257–260. [Google Scholar]
- Zhou, Y.; Sun, Y. Uncertainty analysis of radius measurement based on 3d laser scanning. Instrum. Stand. Metrol. 2017, 37–39. [Google Scholar] [CrossRef]
- Renzhong, L.; Man, Y.; Yangyang, L.; Huanhuan, Z. A uniform simplification algorithm for scattered point clouds. Acta Opt. Sin. 2017, 37, 97–105. [Google Scholar] [CrossRef]
- Hui, C.; Shi-Wei, M.; Nuechter, A. Three-dimensional reconstruction method of asynchronous point cloud based on laser scanning and SFM. Chin. J. Sci. Instrum. 2016, 37, 1148–1157. [Google Scholar]
- Zhongtao, P.; Guihua, X. Point cloud multi-normal vector neighborhood feature registration algorithm. Photonics Laser 2015, 26, 780–787. [Google Scholar]
- Shu-chen, Z.; Wei, M.; Gingbo, Z.; Chunling, L. Research progress of electrostatic spraying coating thickness distribution model. Surf. Technol. 2019, 48, 291–297. [Google Scholar]
- Houzhen, W.; Shuai, Z.; Pei, Z.; Longpeng, Z. Application of electrostatic spraying technology in painting line of tower crane structural parts. Constr. Mach. Technol. Manag. 2017, 30, 49–51. [Google Scholar]
- Bao-Jun, Y.; Jun-Qiang, H. Efficiency, safety and protection of electrostatic spraying gun. Mod. Coat. Coat. 2015, 18, 41–43. [Google Scholar]
- Yuyang, T.; Dean, Z.; Jie, M.; Anbang, J. Analysis and simulation of spraying effect of electrostatic spraying robot. Inf. Technol. 2016, 40–44. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
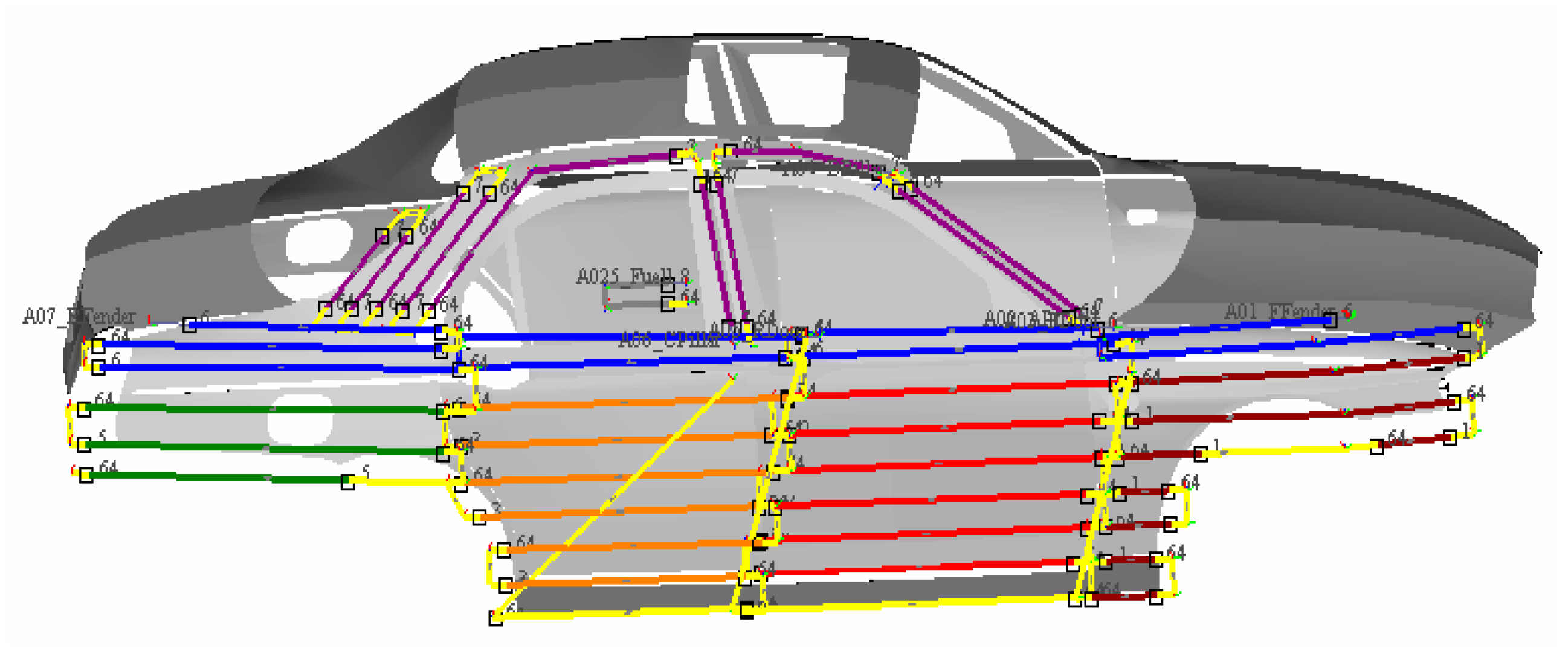
| Trajectory | Operating Parameters of Spray Trajectory on the Roof and Tail Parts of the Tested Automobile | |||||
|---|---|---|---|---|---|---|
| NO. | Color | Del (L/min) | AM (KRPM) | SA1 (L/min) | SA2 (L/min) | HV (KV) |
| 1 |  | 290 | 40 | 250 | 180 | 60 |
| 2 |  | 240 | 40 | 250 | 180 | 60 |
| 3 |  | 300 | 40 | 250 | 220 | 60 |
| 4 |  | 200 | 40 | 250 | 180 | 60 |
| 6 |  | 280 | 40 | 250 | 180 | 60 |
| 7 |  | 0 | 40 | 280 | 180 | 60 |
| Trajectory | Operating Parameters of Spray Trajectory on the Left of the Tested Automobile | |||||
|---|---|---|---|---|---|---|
| NO. | Color | Del (L/min) | AM (KRPM) | SA1 (L/min) | SA2 (L/min) | HV (KV) |
| 1 | | 340 | 40 | 250 | 180 | 60 |
| 2 | | 100 | 40 | 250 | 180 | 60 |
| 3 | | 310 | 40 | 250 | 180 | 60 |
| 4 | | 230 | 40 | 250 | 180 | 60 |
| 5 |  | 315 | 40 | 250 | 180 | 60 |
| 6 | | 285 | 40 | 250 | 180 | 60 |
| 7 |  | 285 | 40 | 250 | 180 | 60 |
| 8 | | 0 | 40 | 280 | 180 | 60 |
| Trajectory | Operating Parameters of Spray Trajectory on the Right of the Tested Automobile | |||||
|---|---|---|---|---|---|---|
| NO. | Color | Del (L/min) | AM (KRPM) | SA1 (L/min) | SA2 (L/min) | HV (KV) |
| 1 | | 340 | 40 | 250 | 180 | 60 |
| 2 | | 100 | 40 | 250 | 180 | 60 |
| 3 | | 310 | 40 | 250 | 180 | 60 |
| 4 | | 230 | 40 | 250 | 180 | 60 |
| 5 | | 315 | 40 | 250 | 180 | 60 |
| 6 | | 285 | 40 | 250 | 180 | 60 |
| 7 | | 285 | 40 | 250 | 180 | 60 |
| 8 | | 0 | 40 | 280 | 180 | 60 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.; Li, X.; Ge, H.; Wang, L.; Zhang, Y. Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique. Electronics 2020, 9, 908. https://doi.org/10.3390/electronics9060908
Chen W, Li X, Ge H, Wang L, Zhang Y. Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique. Electronics. 2020; 9(6):908. https://doi.org/10.3390/electronics9060908
Chicago/Turabian StyleChen, Wei, Xu Li, Huilin Ge, Lei Wang, and Yuhang Zhang. 2020. "Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique" Electronics 9, no. 6: 908. https://doi.org/10.3390/electronics9060908
APA StyleChen, W., Li, X., Ge, H., Wang, L., & Zhang, Y. (2020). Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique. Electronics, 9(6), 908. https://doi.org/10.3390/electronics9060908