Model-Based Flow Rate Control with Online Model Parameters Identification in Automatic Pouring Machine


Abstract
:1. Introduction
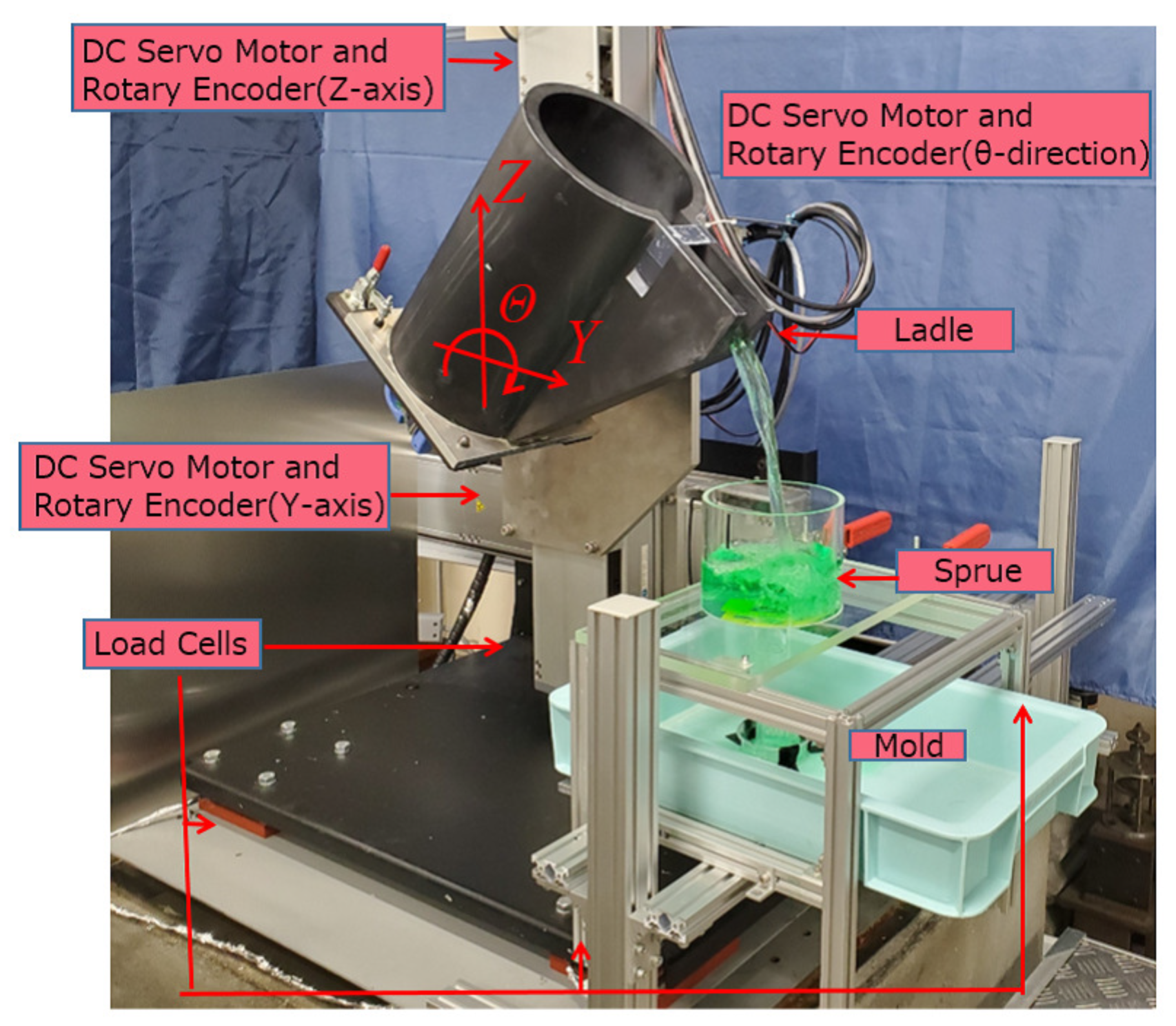
2. Automatic Pouring Machine
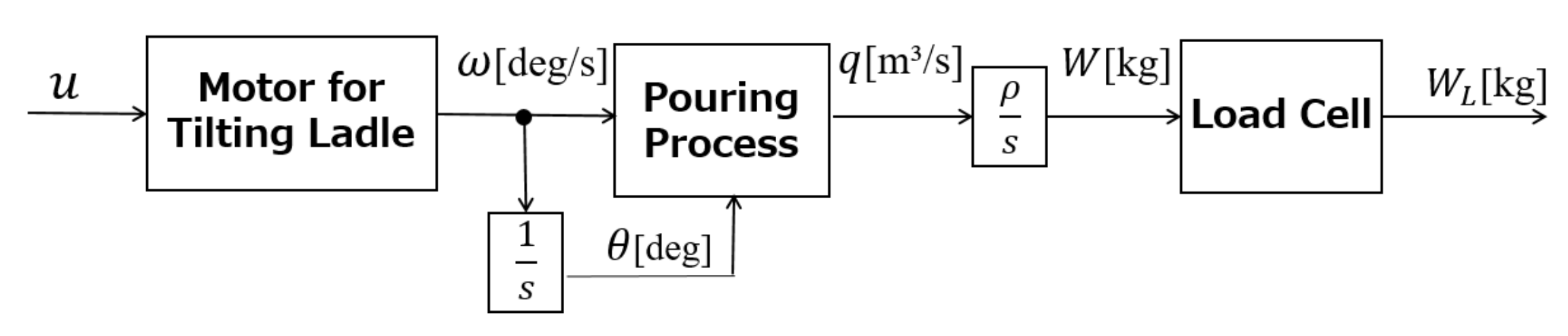
3. Mathematical Model of Pouring Process
3.1. Motor Model
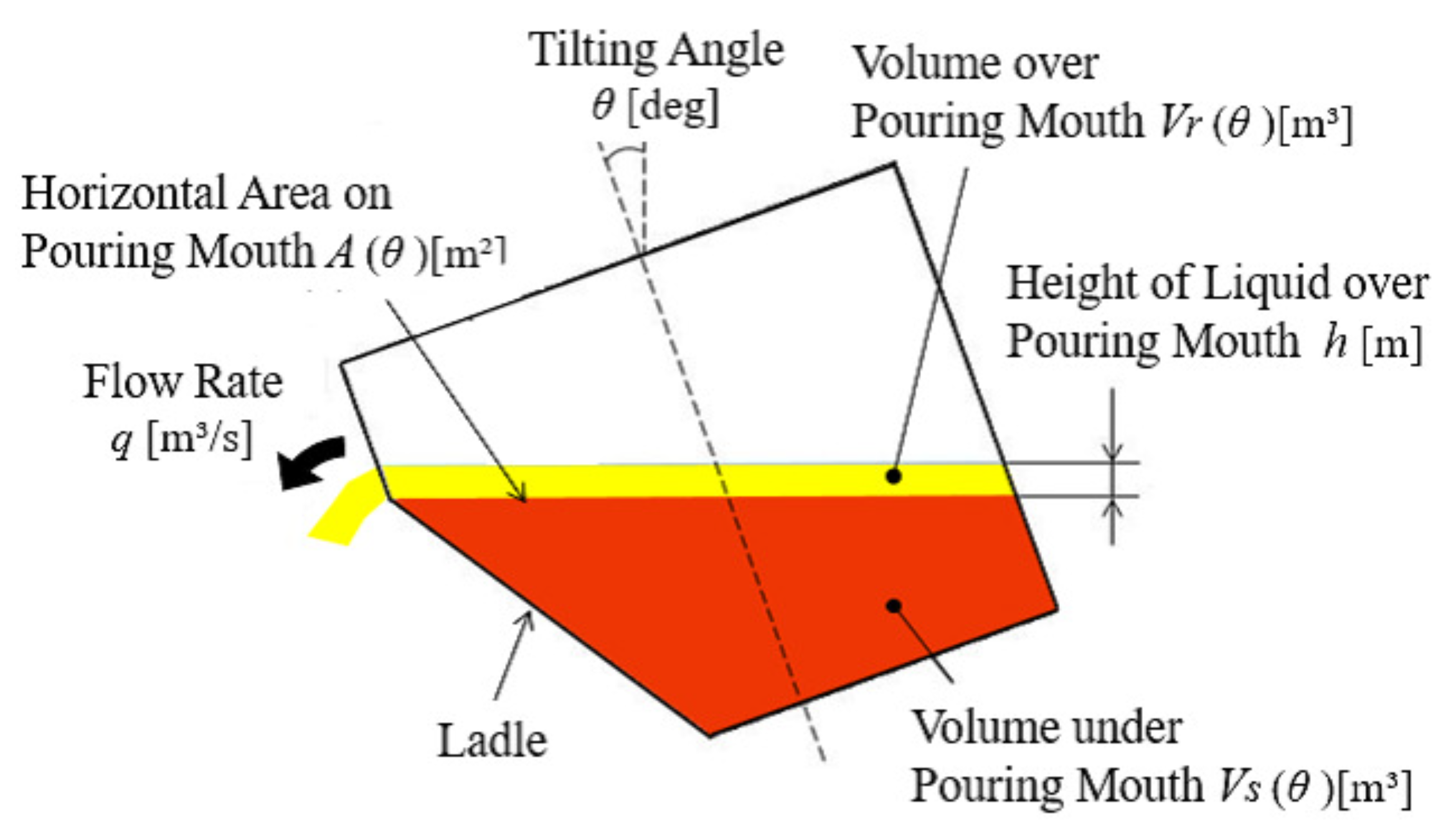
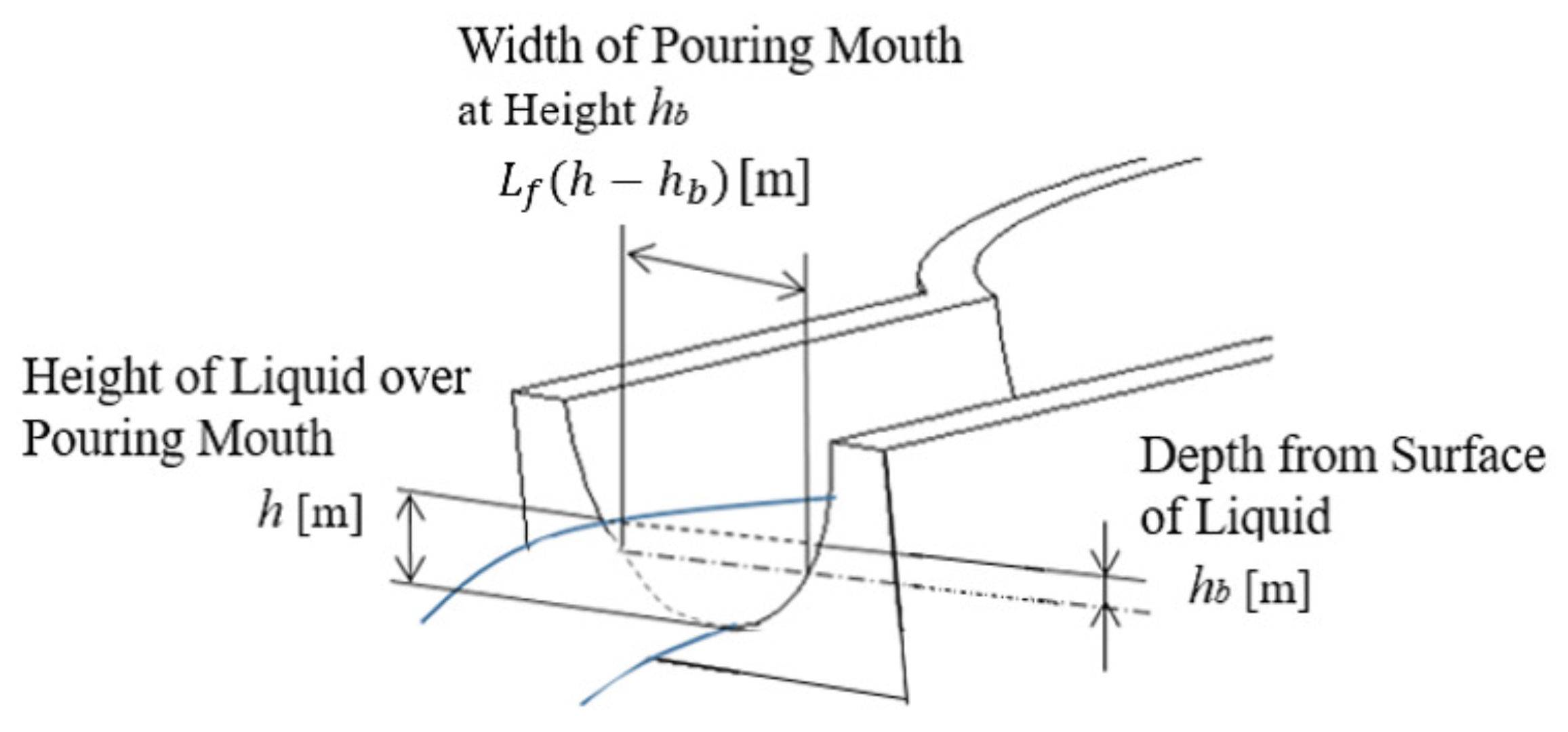
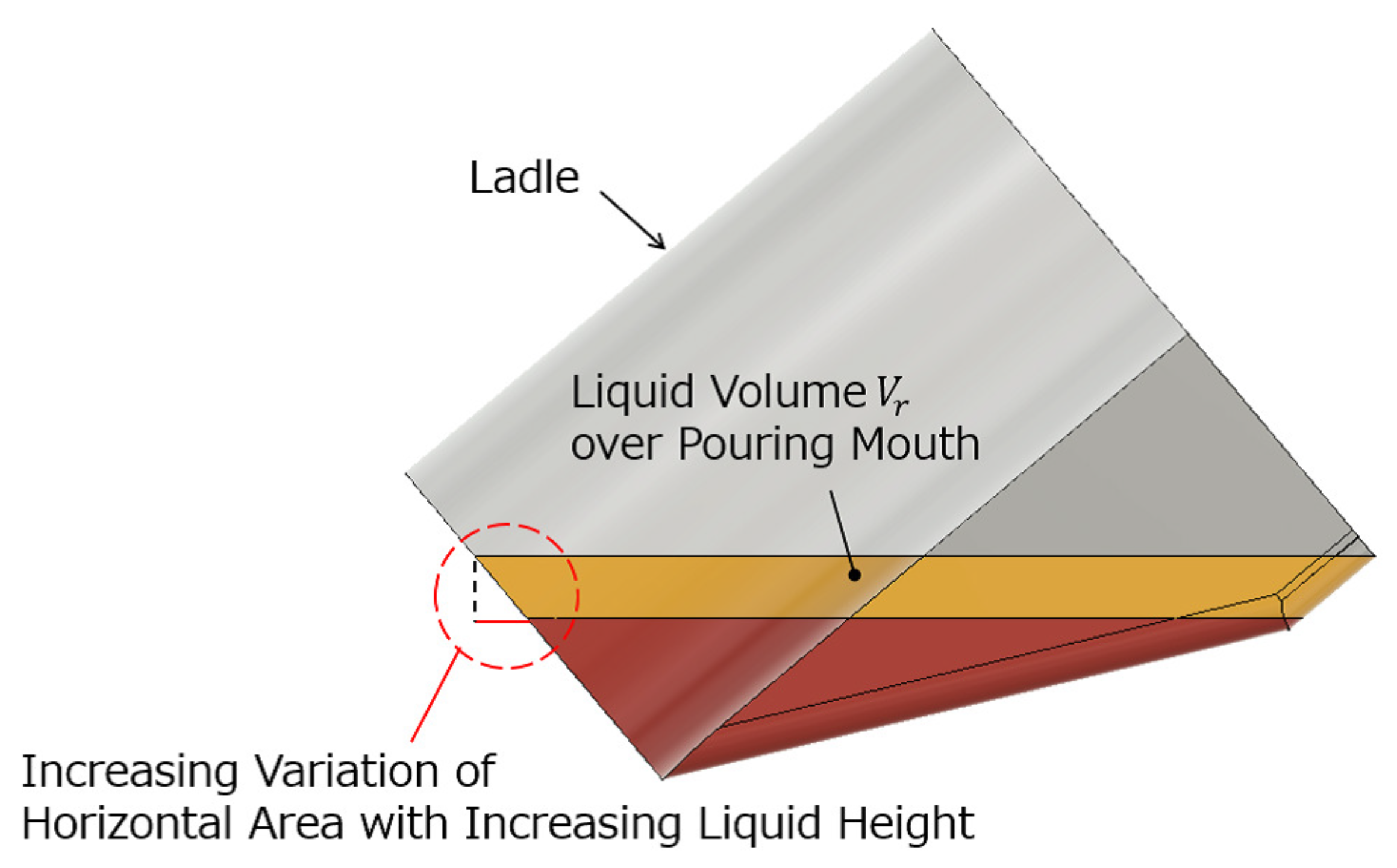
3.2. Pouring Process Model
3.3. Load Cell Model
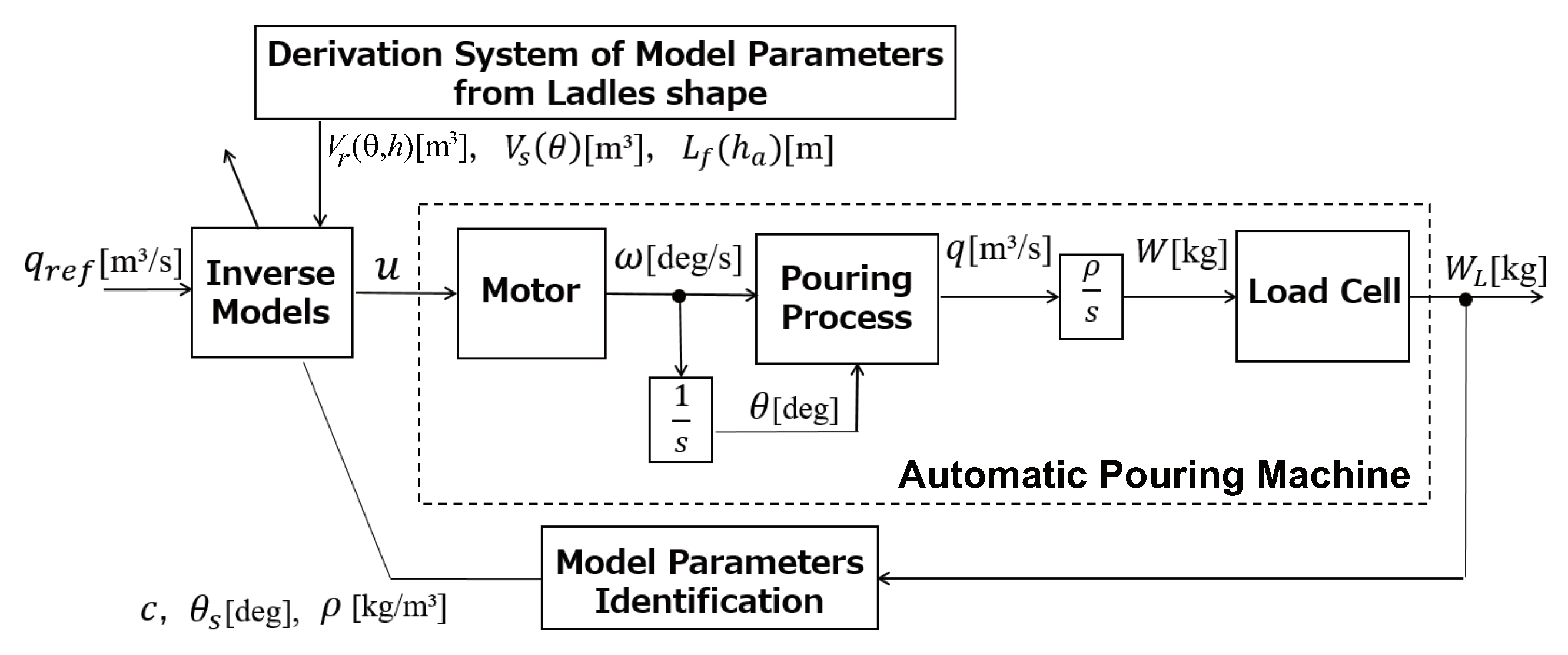
4. Pouring Flow Rate Control System
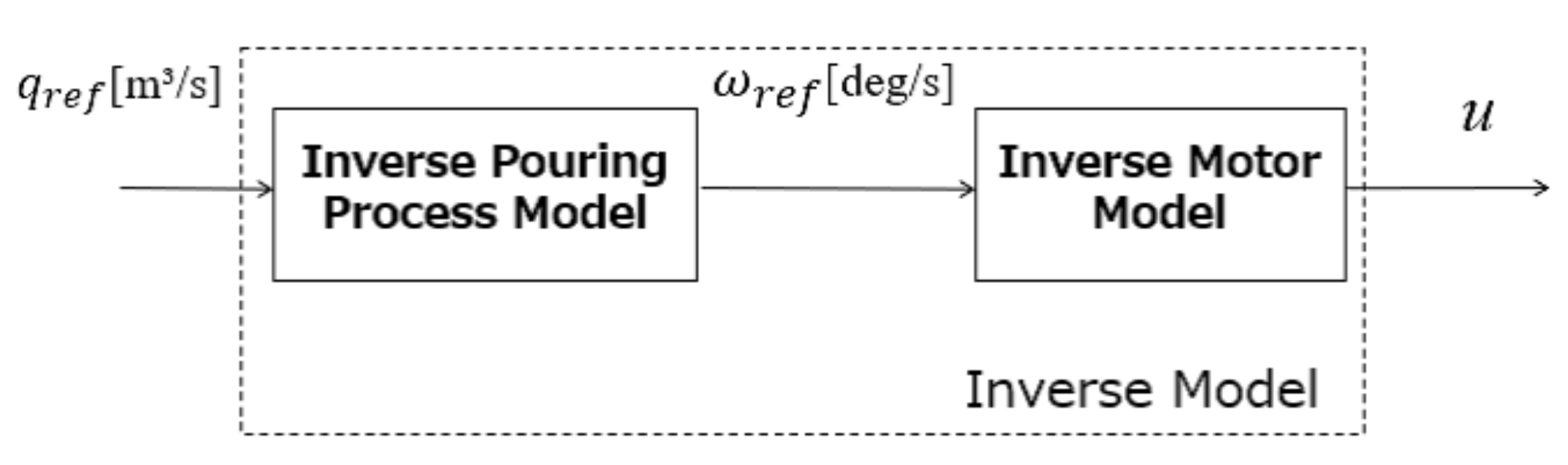
4.1. Feedforward Control Using Inverse Dynamics of Pouring Process and Motor
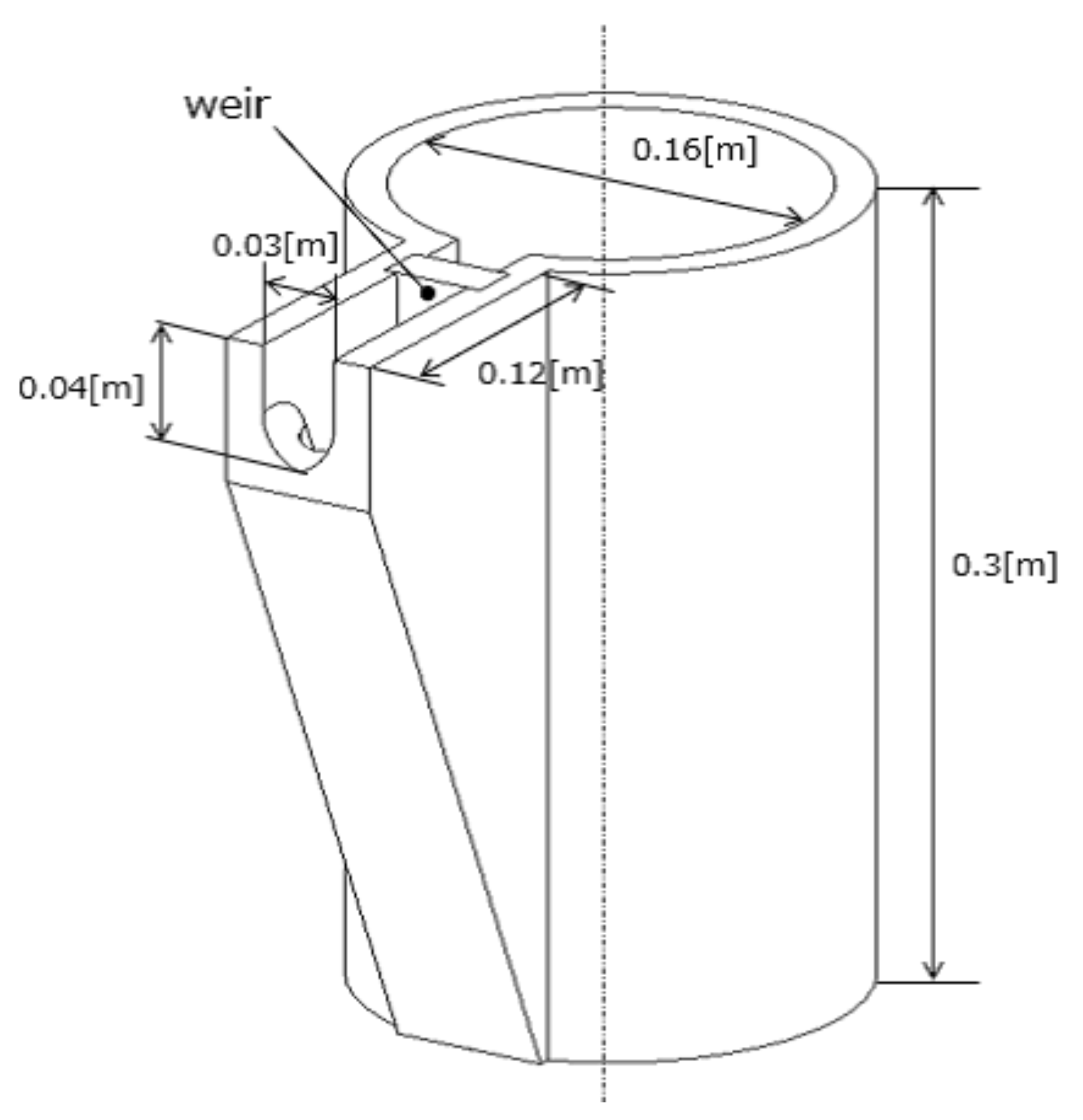
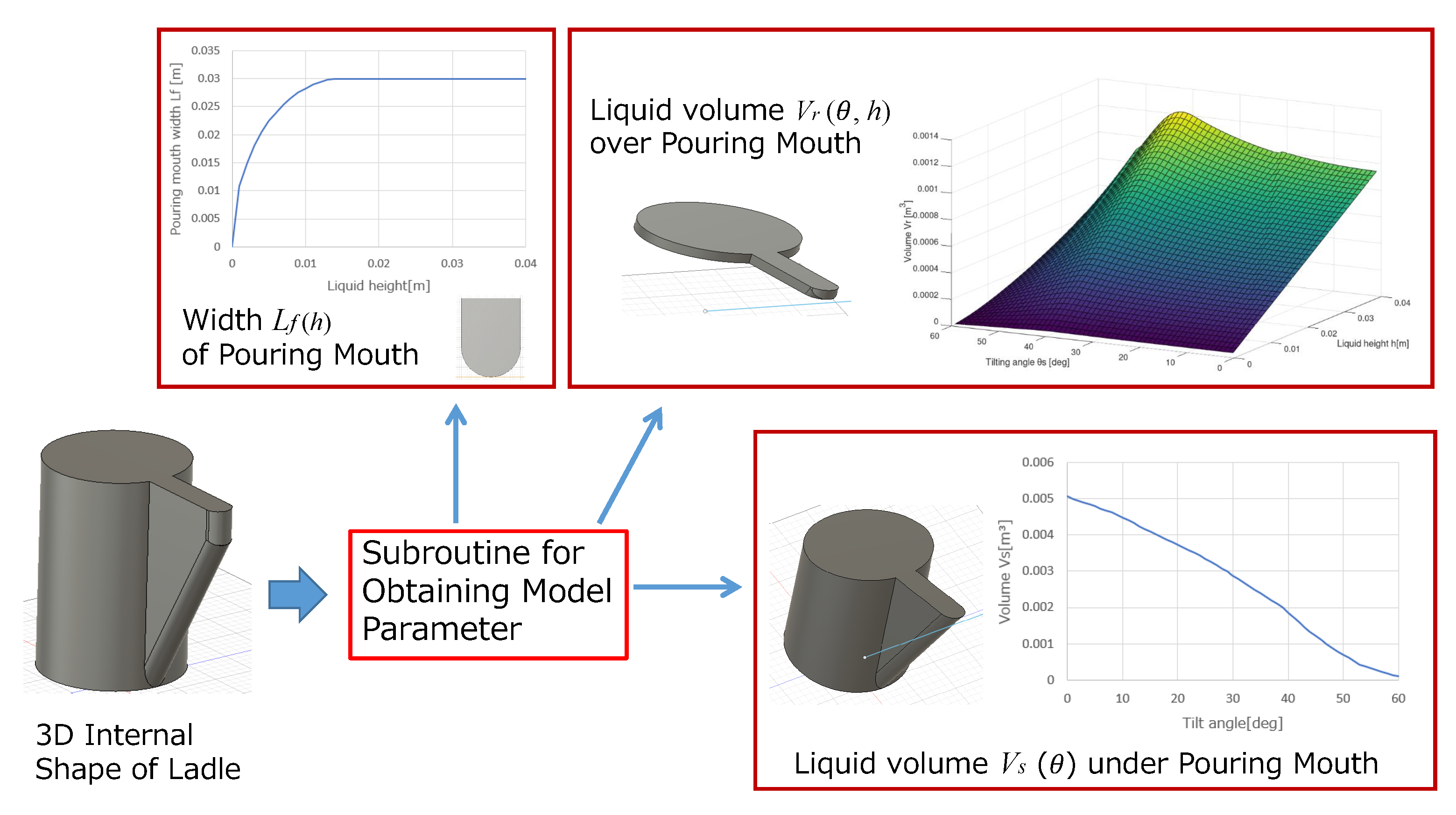
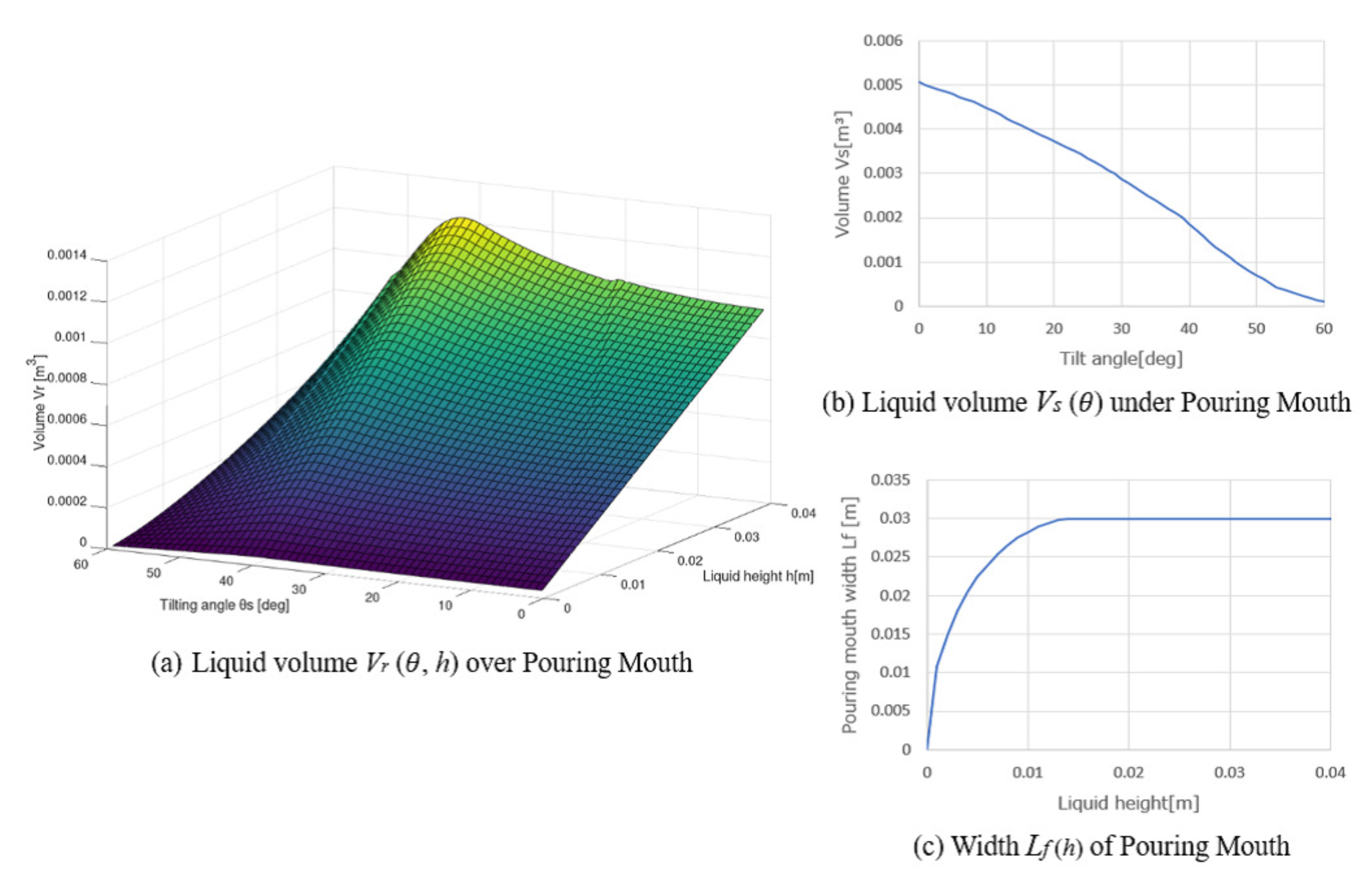
4.2. Derivation System of Model Parameters from Ladle Shape
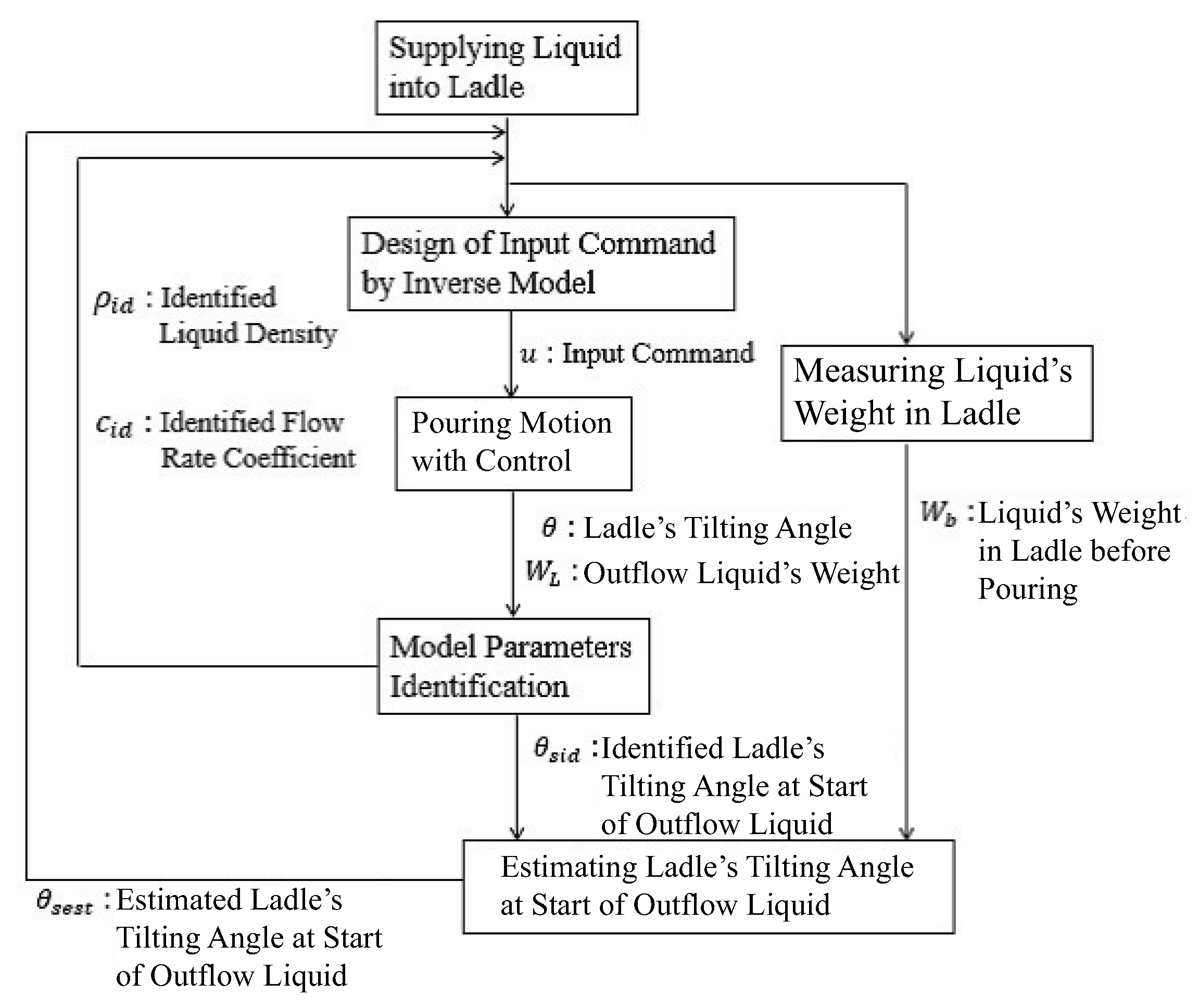
4.3. Online Model Parameters Identification
4.4. Updating Controller’s Parameters
4.5. Reference Function of Model Parameters Using a Look-Up Table for Fast Model Parameters Identification
5. Experimental Verification
6. Conclusions
- 1.
- In the pouring process model, the liquid volume over the pouring mouth was represented precisely for realizing the high-precision pouring in the ladle’s large tilting angle.
- 2.
- The model parameters for the ladle shape were derived systematically from the 3D-computer aided design (CAD) data through the subroutine.
- 3.
- The golden section method identified the ladle’s tilting angle at the start of the outflow liquid for quickly completing the model parameters identification. Similarly, the Gauss–Newton method identified the liquid density and the flow rate coefficient. Moreover, the look-up table was used in the reference function of the model parameters.
- 4.
- In the experiments using the tilting-ladle-type automatic pouring machine, the ladle’s water was poured precisely by updating the controller’s parameters after the proposed online model parameters identification.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| CAE | Computer-Aided Engineering |
| DC | Direct Current |
| 3D-CAD | Three-Dimensional Computer-Aided Design system |
References
- Li, T.; Cao, Z.; Jin, J.; Zhang, Z. Control of Solidified Structure of Cast Metal by Imposing Electromagnetic Field. Mater. Trans. 2001, 42, 281–285. [Google Scholar] [CrossRef] [Green Version]
- Kubo, N.; Ishi, T.; Kubota, J.; Ikagawa, T. Numerical Simulation of Molten Steel Flow under a Magnetic Field with Argon Gas Bubbling in a Continuous Casting Mold. ISIJ Int. 2004, 44, 556–564. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Res. Int. 2018, 89. [Google Scholar] [CrossRef]
- Vinarcik, E.J. High Integrity Die Casting Processes; John Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- Karna, S.K.; Sahai, R. An Overview on Taguchi Method. Int. J. Eng. Math. Sci. IJEMS 2012, 1, 11–18. [Google Scholar]
- Syrcos, G.P. Die Casting Process Optimization Using Taguchi Methods. J. Mater. Process. Technol. 2003, 135, 68–74. [Google Scholar] [CrossRef]
- Apparao, K.C.; Birru, A.K. Optimization of Die Casting Process Based on Taguchi Approach. Mater. Today Proc. 2017, 4, 1852–1859. [Google Scholar] [CrossRef]
- Hussainy, S.F. Influence of Sand Molding Process Parameters on Product Quality of Al-Si Allay Casting—An ANOVA Approach. Int. J. Adv. Res. Sci. Eng. 2015, 4, 1751–1760. [Google Scholar]
- Lindsay, W. Automatic Pouring and Metal Distribution System. Foundry Trade J. 1983, 154, 151–176. [Google Scholar]
- Terashima, K. Problems of Casting Facilities. J. Jpn. Foundry Eng. Soc. 2001, 73, 39–40. (In Japanese) [Google Scholar]
- Lerner, Y.S. Ironing Out the Pouring Options. Mod. Cast. Mod. Cast. 2003, 93, 44. [Google Scholar]
- Noda, Y.; Nishida, T. Precision Analysis of Automatic Pouring Machines for the Casting Industry. Int. J. Autom. Technol. 2008, 2, 241–246. [Google Scholar] [CrossRef]
- Paranjape, S.; Chaubal, P.D. Automatic Pouring Systems Boosts Output at Mahindra Hinoday Ind. Metalworld 2010, 6, 24–27. [Google Scholar]
- Dubodelov, V.I.; Pogorsky, V.K.; Goryuk, M.S. Magnetodynamic Mixer-Batcher for Overheating and Pouring of Cast Iron. Key Eng. Mater. 2010, 457, 481–486. [Google Scholar] [CrossRef]
- Terashima, K.; Yano, K. Sloshing Analysis and Suppression Control of Tilting-type Automatic Pouring Machine. Control. Eng. Pract. 2001, 9, 607–620. [Google Scholar] [CrossRef]
- Ito, A.; Tasaki, R.; Suzuki, M.; Terashima, K. Analysis and Control of Pouring Ladle with Weir for Sloshing and Volume-Moving Vibration in Pouring Cut-Off Process. Int. J. Autom. Technol. 2017, 11, 645–656. [Google Scholar] [CrossRef]
- Yano, K.; Terashima, K. Supervisory Control of Automatic Pouring Machine. Control Eng. Pract. 2010, 9, 230–241. [Google Scholar] [CrossRef]
- Terashima, K.; Yano, K.; Sugimoto, Y. Modeling and Robust Control of Liquid Level in a Sprue Cup for Batch-type Casting Pouring Processes. In Proceedings of the IASTED International Conference on Intelligent Systems and Control, Salzburg, Austria, 25–27 June 2003; pp. 33–38. [Google Scholar]
- Terashima, K.; Yano, K.; Kaneko, M. Predictive Control of Flow Quantity and Sloshing-Suppression During Back-tilting of a Ladle for Batch-type Casting Pouring Processes. In Proceedings of the 13th IFAC Symposium on System Identification, Rotterdam, The Netherlands, 27–29 August 2003; pp. 507–512. [Google Scholar]
- Noda, Y.; Terashima, K. Modeling and Feedforward Flow Rate Control of Automatic Pouring System with Real Ladle. J. Robot. Mechatron. 2007, 19, 205–211. [Google Scholar] [CrossRef]
- Li, L.; Wang, C.; Wu, H. Research on Kinematics and Pouring Law of a Mobile Heavy Load Pouring Robot. Math. Probl. Eng. 2018. [Google Scholar] [CrossRef]
- Sueki, Y.; Noda, Y. Operational Assistance System with Direct Manipulation of Flow Rate and Falling Position of Outflow Liquid in Tilting-ladle-type Pouring Machine. In Proceedings of the 73rd World Foundry Congress, Cracow, Poland, 23–27 September 2018; pp. 325–326. [Google Scholar]
- Noda, Y.; Sueki, Y. Implementation and Experimental Verification of Flow Rate Control Based on Differential Flatness in a Tilting-Ladle-Type Automatic Pouring Machine. Appl. Sci. 2019, 9, 1978. [Google Scholar] [CrossRef] [Green Version]
- Ito, A.; Oetinger, P.; Tasaki, R.; Sawodny, O.; Terashima, K. Visual Nonlinear Feedback Control of Liquid Level in Mold Sprue Cup by Cascude System with Flow Rate Control for Tilting-Ladle-Type Automatic Pouring System. Mater. Sci. Forum 2018, 925, 483–490. [Google Scholar] [CrossRef]
- Tsuji, T.; Noda, Y. High-precision Pouring Control Using Online Model Parameters Identification in Automatic Pouring Robot with Cylindrical Ladle. In Proceedings of the 2014 IEEE International Conference on Systems, Man, and Cybernetics, San Diego, CA, USA, 5–8 October 2014; pp. 2593–2598. [Google Scholar]
- Nelder, J.A.; Mead, R. A Simplex Method for Function Minimization. Comput. J. 1965, 7, 308–313. [Google Scholar] [CrossRef]
- Koshel, R.J. Enhancement of the Downhill Simplex Method of Optimization. In Proceedings of the International Optical Design Conference, Tucson, AZ, USA, 3–5 June 2002. [Google Scholar]
- Stakhov, A.P. The golden section in the measurement theory. Comput. Math. Appl. 1989, 17, 613–638. [Google Scholar] [CrossRef] [Green Version]
- Kiefer, J. The sequential Minimax Search for a Maximum. Proc. Am. Math. Soc. 1953, 4, 502–506. [Google Scholar] [CrossRef]
- Wedderburn, R.W.M. Quasi-Likelihood Functions, Generalized Linear Models, and the Gauss-Newton Method. Biometrika 1974, 61, 439–447. [Google Scholar]
- Diehl, M.; Messerer, F. Local Convergence of Generalized Gauss-Newton and Sequential Convex Programming. In Proceedings of the IEEE 58th Conference on Decision and Control, Nice, France, 11–13 December 2019; pp. 3942–3947. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Pouring | Target Weight [kg] | Mean Absolute Error, [kg] | Mean Absolute Error, [kg] |
|---|---|---|---|
| 1-1 | 0.80 | 0.1347 | 0.0527 |
| 1-2 | 1.00 | 0.1553 | 0.0397 |
| 1-3 | 1.20 | 0.0523 | 0.0420 |
| 2-4 | 1.40 | 0.0640 | 0.0386 |
| 2-5 | 1.60 | 0.0498 | 0.0490 |
| Number of Pouring | Parameter Used in Experiment | Identified Parameters | Processing Time in Proposed Approach [s] | Processing Time in Conventional Approach (Downhill Simplex Method) [s] | ||||
|---|---|---|---|---|---|---|---|---|
| c | c | |||||||
| 1-1 | 10.0 | 1000 | 0.80 | 13.3 | 999.8 | 0.76 | 2.69 | 55.38 |
| 1-2 | 17.3 | 999.8 | 0.76 | 21.0 | 996.9 | 0.77 | 2.59 | 50.18 |
| 1-3 | 31.5 | 996.9 | 0.77 | 31.0 | 995.1 | 0.76 | 2.38 | 60.54 |
| 2-4 | 19.7 | 995.1 | 0.76 | 20.7 | 993.8 | 0.74 | 3.01 | 79.57 |
| 2-5 | 34.9 | 993.8 | 0.74 | 35.2 | 991.1 | 0.72 | 3.65 | 78.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kabasawa, N.; Noda, Y. Model-Based Flow Rate Control with Online Model Parameters Identification in Automatic Pouring Machine. Robotics 2021, 10, 39. https://doi.org/10.3390/robotics10010039
Kabasawa N, Noda Y. Model-Based Flow Rate Control with Online Model Parameters Identification in Automatic Pouring Machine. Robotics. 2021; 10(1):39. https://doi.org/10.3390/robotics10010039
Chicago/Turabian StyleKabasawa, Nobutoshi, and Yoshiyuki Noda. 2021. "Model-Based Flow Rate Control with Online Model Parameters Identification in Automatic Pouring Machine" Robotics 10, no. 1: 39. https://doi.org/10.3390/robotics10010039
APA StyleKabasawa, N., & Noda, Y. (2021). Model-Based Flow Rate Control with Online Model Parameters Identification in Automatic Pouring Machine. Robotics, 10(1), 39. https://doi.org/10.3390/robotics10010039