
Design and Testing of Brushless DC Motor Components of A6 Steel Additively Manufactured by Selective Laser Sintering
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
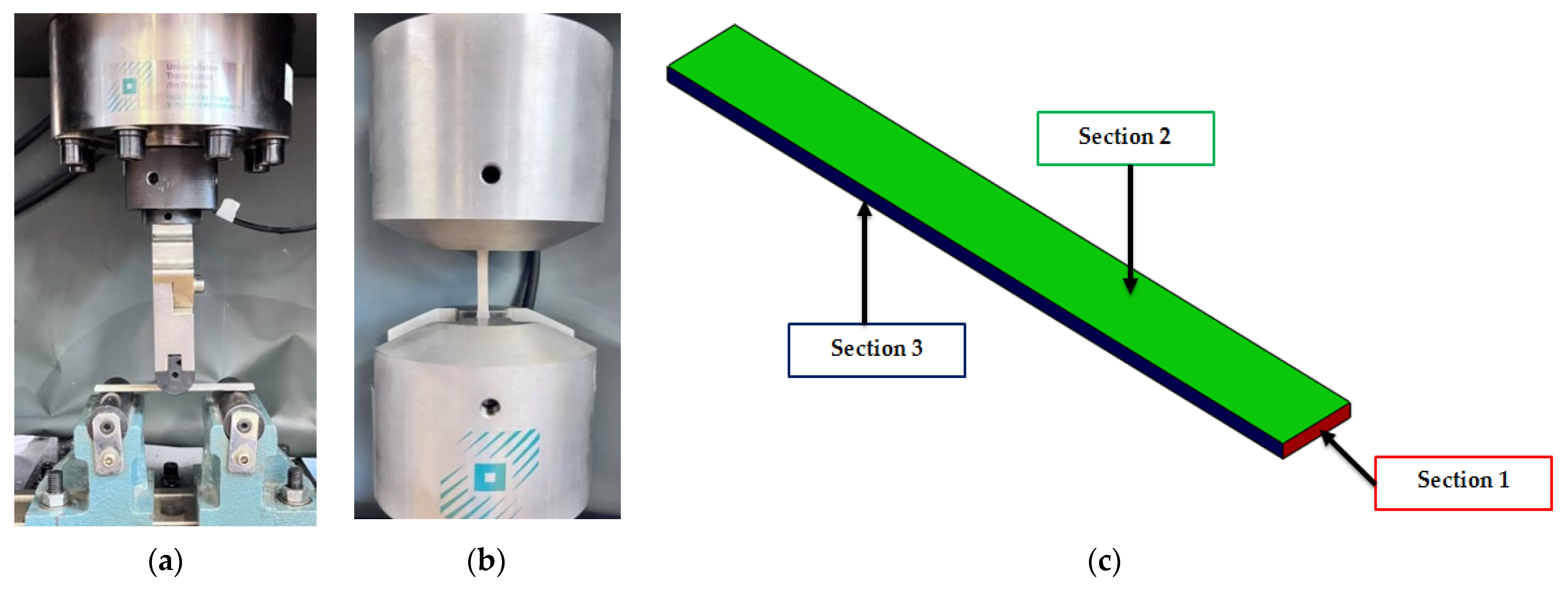
2.1. Design of Specimens Used in Mechanical Tests
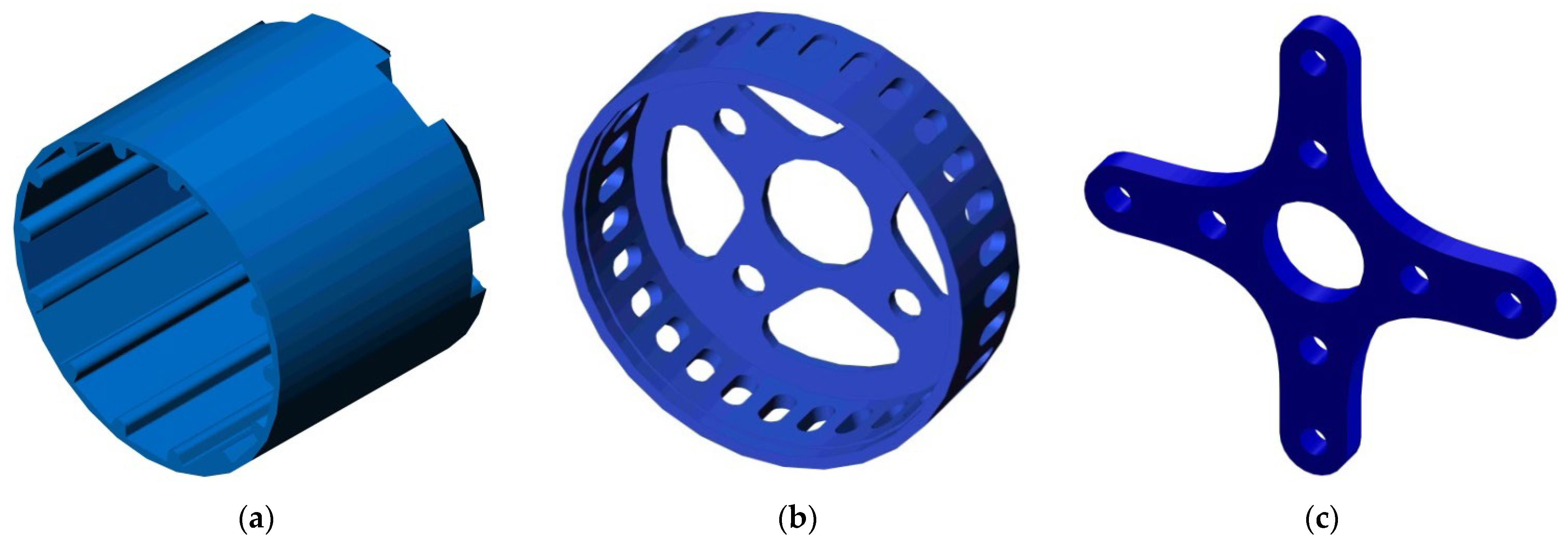
2.2. Component Design for BLDC Motor Model
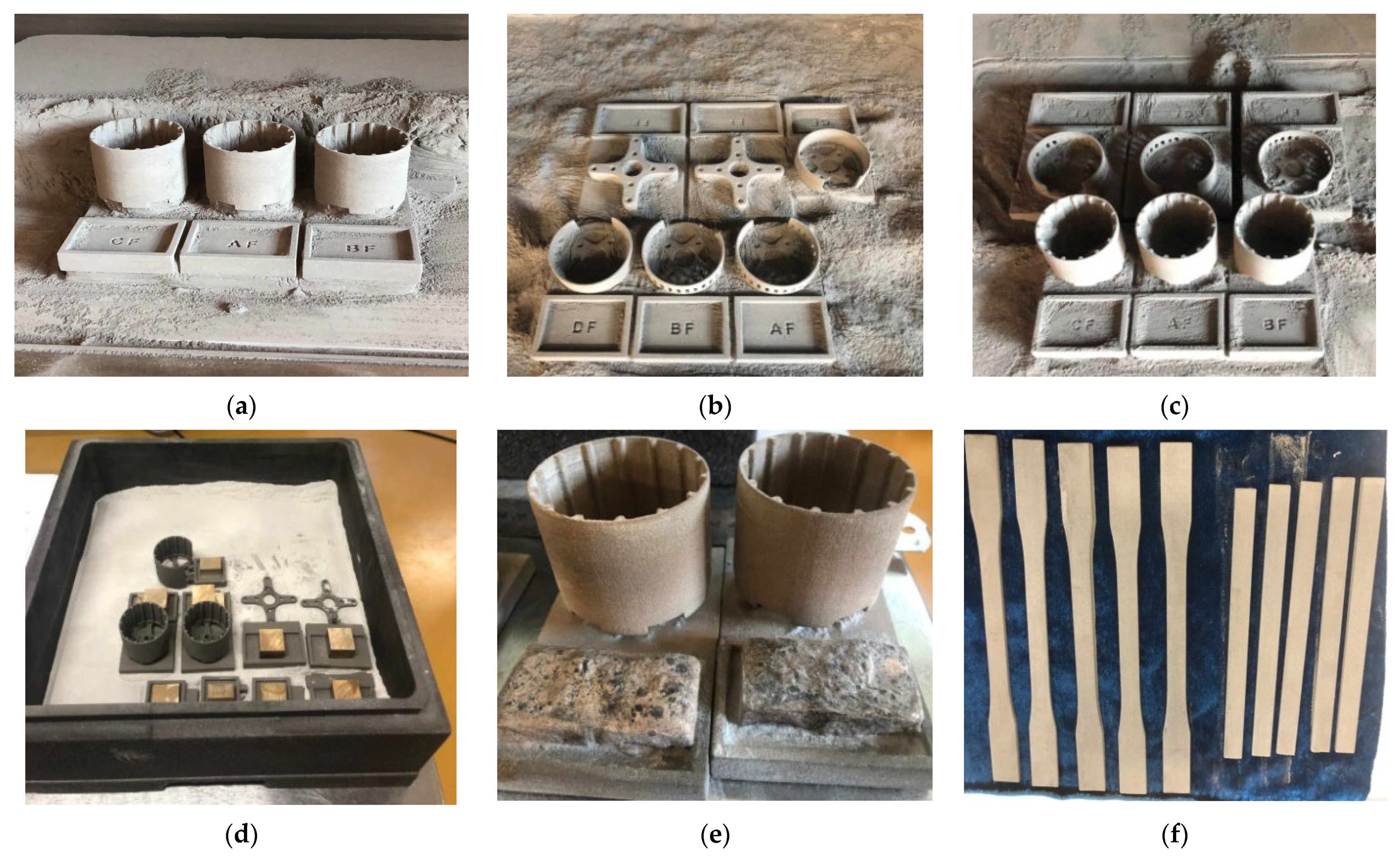
2.3. SLS Manufacturing of BLDC Motor Specimens and Components
2.4. Test Conditions and Microscopic Analysis of Specimens
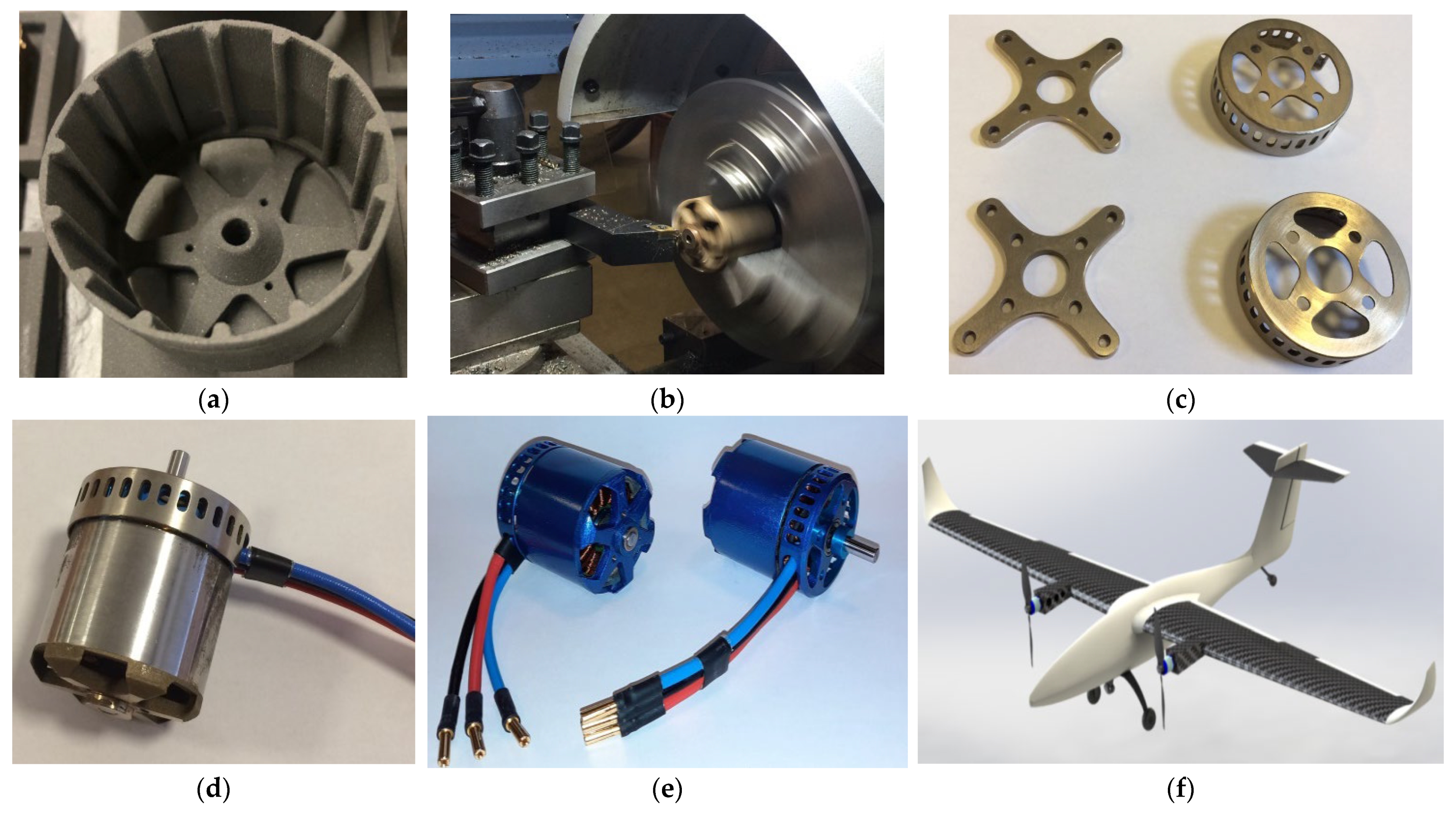
2.5. Assembling BLDC Motor Components
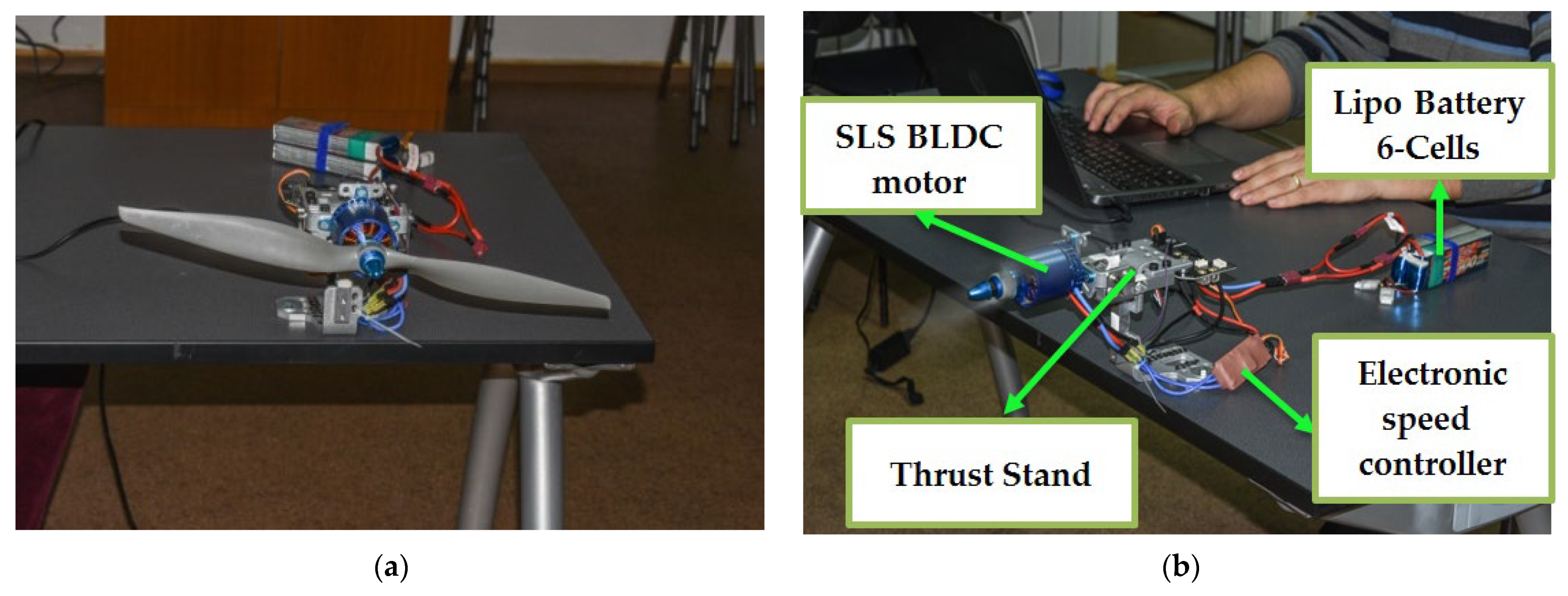
2.6. BLDC Motor Performance Testing
3. Results and Discussion
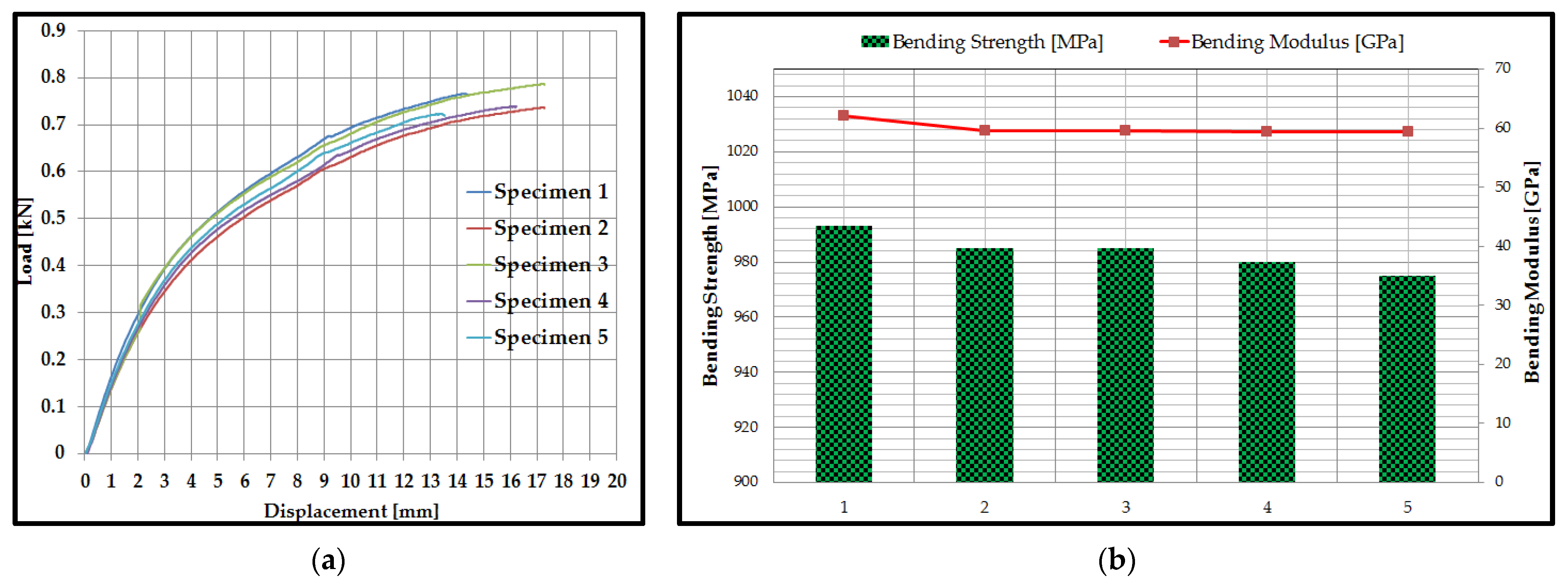
3.1. Three-Point Bending Testing of Specimens Manufactured by the SLS Process
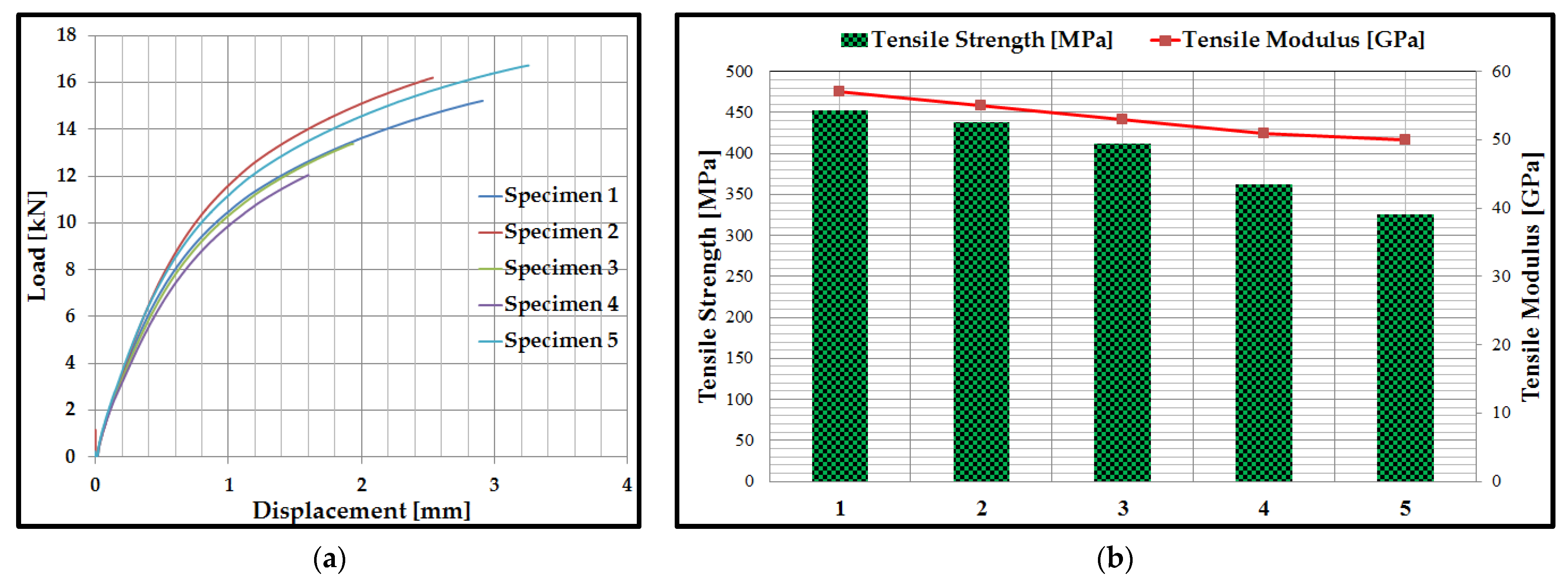
3.2. Tensile Behavior of Specimens Manufactured by the SLS Process
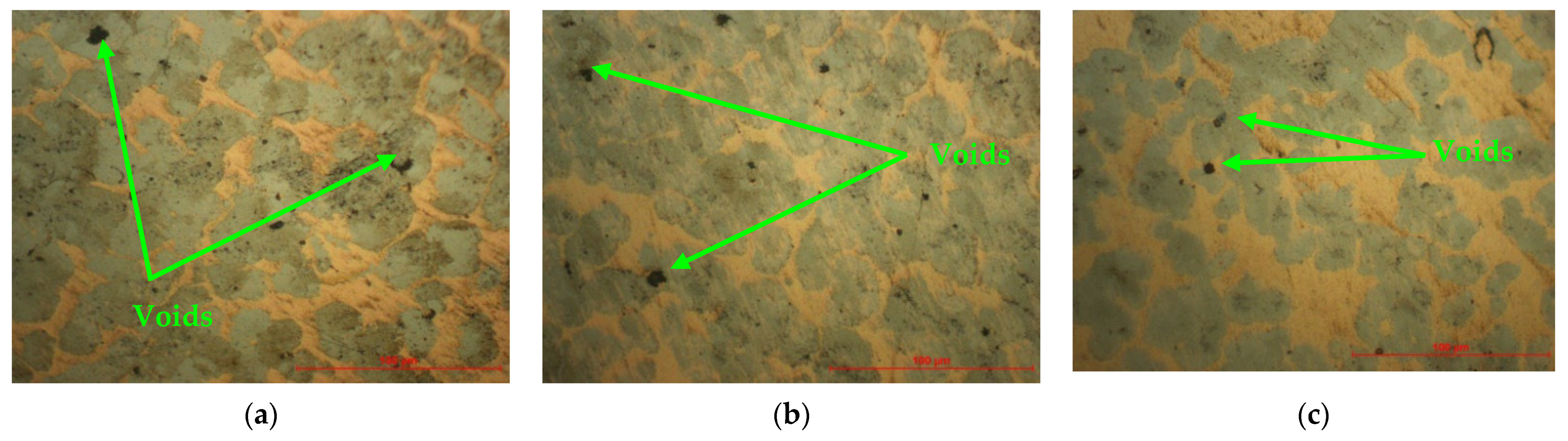
3.3. Microscopic Analysis of Specimens
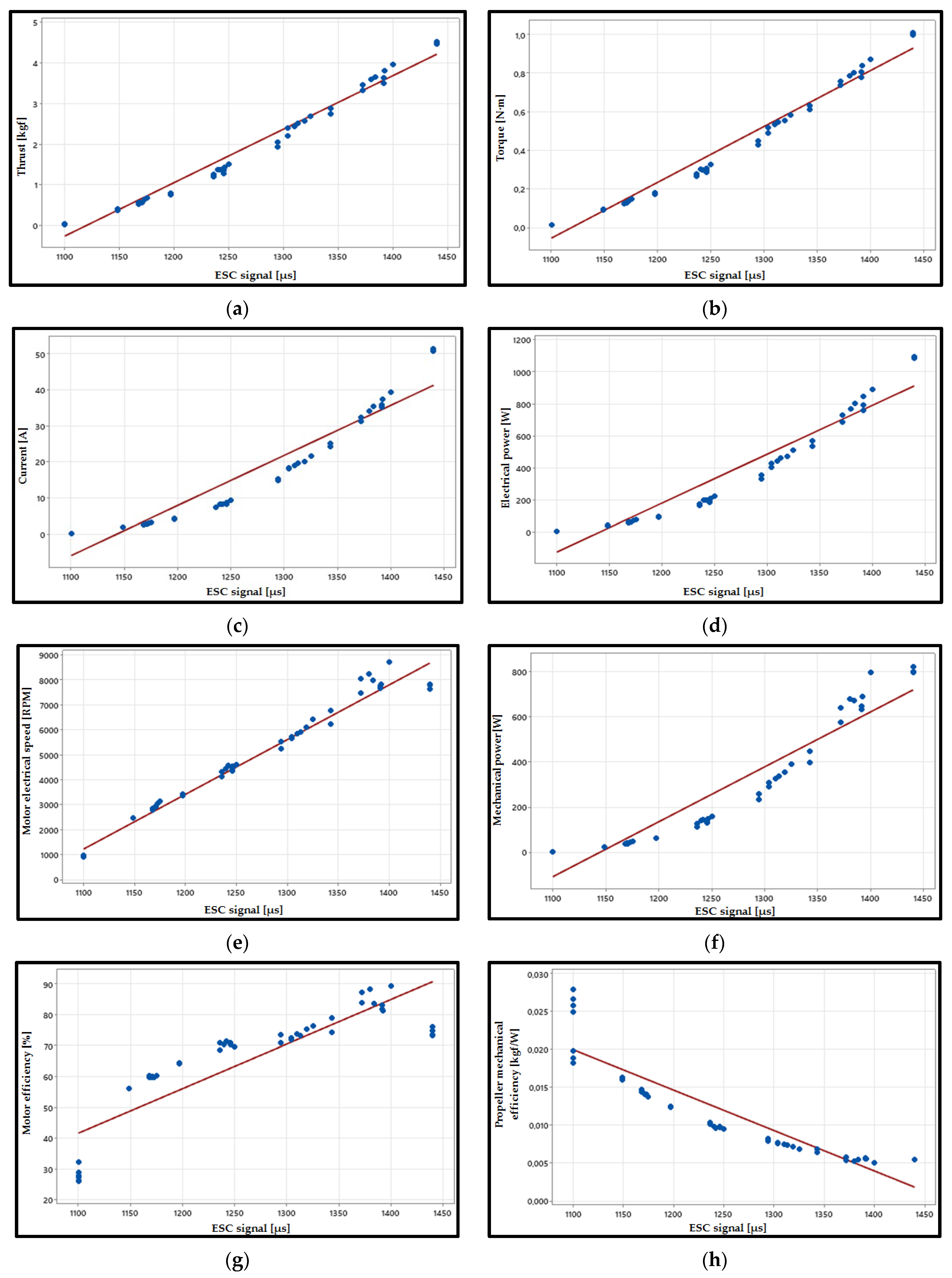
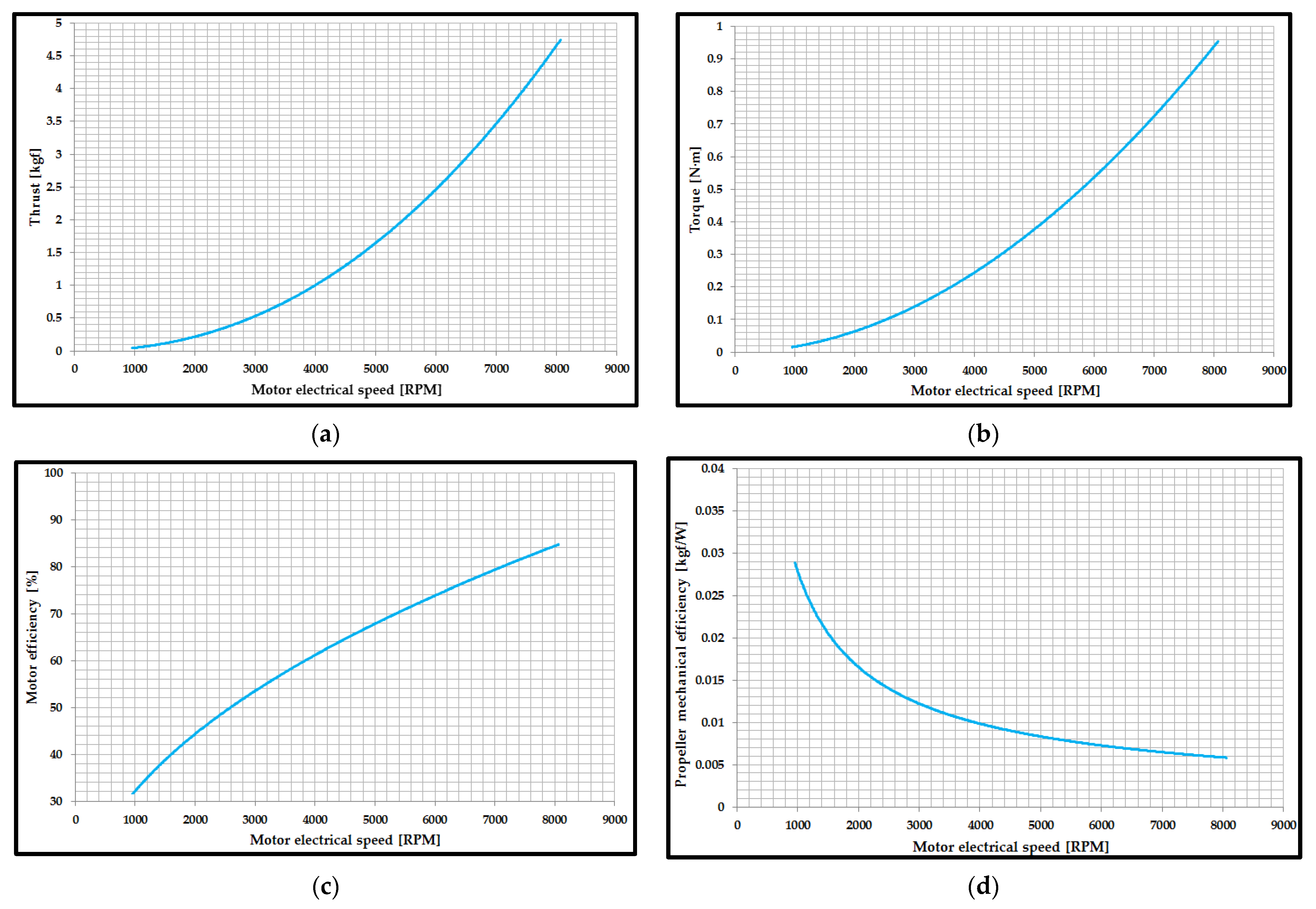
3.4. BLDC Motor Performance Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xia, C.L. Permanent Magnet Brushless DC Motor Drives and Controls; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Krishnan, R. Permanent Magnet Synchronous and Brushless DC Motor Drives; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Carev, V.; Roháč, J.; Šipoš, M.; Schmirler, M. A Multilayer Brushless DC Motor for Heavy Lift Drones. Energies 2021, 14, 2504. [Google Scholar] [CrossRef]
- Hubik, V.; Sveda, M.; Singule, V. On the Development of BLDC Motor Control Run-Up Algorithms for Aerospace Application. In Proceedings of the 13th Power Electronics and Motion Control Conference (EPE-PEMC2008), Poznan, Poland, 1–3 September 2008; pp. 1620–1624. [Google Scholar]
- Guoyuan, Q. Energy cycle of brushless DC motor chaotic system. Appl. Math. Model. 2017, 51, 686–697. [Google Scholar]
- V. Medeiros, R.L.; G. S. Ramos, J.G.; Nascimento, T.P.; C. Lima Filho, A.; Brito, A.V. A Novel Approach for Brushless DC Motors Characterization in Drones Based on Chaos. Drones 2018, 2, 14. [Google Scholar] [CrossRef] [Green Version]
- Knypiński, Ł.; Kuroczycki, S.; Márquez, F.P.G. Minimization of Torque Ripple in the Brushless DC Motor Using Constrained Cuckoo Search Algorithm. Electronics 2021, 10, 2299. [Google Scholar] [CrossRef]
- Jin, C.-S.; Kim, C.-M.; Kim, I.-J.; Jang, I. Proposed Commutation Method for Performance Improvement of Brushless DC Motor. Energies 2021, 14, 6023. [Google Scholar] [CrossRef]
- Azab, M. Comparative Study of BLDC Motor Drives with Different Approaches: FCS-Model Predictive Control and Hysteresis Current Control. World Electr. Veh. J. 2022, 13, 112. [Google Scholar] [CrossRef]
- Jo, S.-T.; Shin, H.-S.; Lee, Y.-G.; Lee, J.-H.; Choi, J.-Y. Optimal Design of a BLDC Motor Considering Three-Dimensional Structures Using the Response Surface Methodology. Energies 2022, 15, 461. [Google Scholar] [CrossRef]
- Lee, H.-Y.; Yoon, S.-Y.; Kwon, S.-O.; Shin, J.-Y.; Park, S.-H.; Lim, M.-S. A Study on a Slotless Brushless DC Motor with Toroidal Winding. Processes 2021, 9, 1881. [Google Scholar] [CrossRef]
- Sato, M.; Nirei, M.; Yamanaka, Y.; Suzuki, T.; Bu, Y.; Mizuno, T. Increasing the efficiency of a drone motor by arranging magnetic sheets to winding. Energy Rep. 2020, 6, 439–446. [Google Scholar] [CrossRef]
- Hu, J.; Lanzon, A. An innovative tri-rotor drone and associated distributed aerial drone swarm control. Robot. Auton. Syst. 2018, 103, 162–174. [Google Scholar] [CrossRef] [Green Version]
- Biczyski, M.; Sehab, R.; Whidborne, J.F.; Krebs, G.; Luk, P. Multirotor Sizing Methodology with Flight Time Estimation. J. Adv. Transp. 2020, 2020, 9689604. [Google Scholar] [CrossRef]
- Zhang, B.; Song, Z.; Zhao, F.; Liu, C. Overview of Propulsion Systems for Unmanned Aerial Vehicles. Energies 2022, 15, 455. [Google Scholar] [CrossRef]
- Boukoberine, M.N.; Zhou, Z.; Benbouzid, M. A critical review on unmanned aerial vehicles power supply and energy management: Solutions, strategies, and prospects. Appl. Energy 2019, 255, 113823. [Google Scholar] [CrossRef]
- Khan, S.; Grigorie, T.L.; Botez, R.M.; Mamou, M.; Mébarki, Y. Fuzzy Logic-Based Control for a Morphing Wing Tip Actuation System: Design, Numerical Simulation, and Wind Tunnel Experimental Testing. Biomimetics 2019, 4, 65. [Google Scholar] [CrossRef] [Green Version]
- Rea, F.; Amoroso, F.; Pecora, R.; Moens, F. Exploitation of a Multifunctional Twistable Wing Trailing-Edge for Performance Improvement of a Turboprop 90-Seats Regional Aircraft. Aerospace 2018, 5, 122. [Google Scholar] [CrossRef] [Green Version]
- Pascariu, I.S.; Zaharia, S.M. Design and testing of an unmanned aerial vehicle manufactured by fused deposition modeling. J. Aerosp. Eng. 2020, 33, 06020002. [Google Scholar] [CrossRef]
- Azarov, A.; Antonov, F.; Golubev, M.; Khaziev, A.; Ushanov, S. Composite 3-D Printing for the Small Size Unmanned Aerial Vehicle Structure. Compos. Part B Eng. 2019, 169, 157–163. [Google Scholar] [CrossRef]
- Skawiński, I.; Goetzendorf-Grabowski, T. FDM 3D printing method utility assessment in small RC aircraft design. Aircr. Eng. Aerosp. Technol. 2019, 91, 865–872. [Google Scholar] [CrossRef]
- Childerhouse, T.; Jackson, M. Near Net Shape Manufacture of Titanium Alloy Components from Powder and Wire: A Review of State-of-the-Art Process Routes. Metals 2019, 9, 689. [Google Scholar] [CrossRef] [Green Version]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Rupal, B.S.; Anwer, N.; Secanell, M.; Qureshi, A.J. Geometric tolerance and manufacturing assemblability estimation of metal additive manufacturing (AM) processes. Mater. Des. 2020, 194, 108842. [Google Scholar] [CrossRef]
- Auriemma, G.; Tommasino, C.; Falcone, G.; Esposito, T.; Sardo, C.; Aquino, R.P. Additive Manufacturing Strategies for Personalized Drug Delivery Systems and Medical Devices: Fused Filament Fabrication and Semi Solid Extrusion. Molecules 2022, 27, 2784. [Google Scholar] [CrossRef] [PubMed]
- Weisman, J.A.; Jammalamadaka, U.; Tappa, K.; Mills, D.K. Doped halloysite nanotubes for use in the 3D printing of medical devices. Bioengineering 2017, 4, 96. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Z.; Yang, Y. Application of 3D Printing in Implantable Medical Devices. BioMed Res. Int. 2021, 2021, 6653967. [Google Scholar] [CrossRef]
- Naseer, M.U.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassõlkin, A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. [Google Scholar] [CrossRef]
- Szabó, L.; Fodor, D. The Key Role of 3D Printing Technologies in the Further Development of Electrical Machines. Machines 2022, 10, 330. [Google Scholar] [CrossRef]
- Zhang, Z.-Y.; Jhong, K.J.; Cheng, C.-W.; Huang, P.-W.; Tsai, M.-C.; Lee, W.-H. Metal 3D printing of synchronous reluctance motor. In Proceedings of the 2016 IEEE International Conference on Industrial Technology (ICIT), Taipei, Taiwan, 14–17 March 2016; Institute of Electrical and Electronics Engineers (IEEE): Taipei, Taiwan, 2016; pp. 1125–1128. [Google Scholar]
- Stakhiv, H.; Solomchak, O.; Stepien, M.; Lasek, P. Analysis and experimental investigation of 3D printed electric motor with permanent magnets. In Proceedings of the XI International Conference on Electrical Power Drive Systems (ICEPDS), Saint Petersburg, Russia, 4–7 October 2020; pp. 1–5. [Google Scholar]
- Bari, K.; Bollenbach, L. Spiderweb Cellular Structures Manufactured via Additive Layer Manufacturing for Aerospace Application. J. Compos. Sci. 2022, 6, 133. [Google Scholar] [CrossRef]
- Garibaldi, M. Laser Additive Manufacturing of Soft Magnetic Cores for Rotating Electrical Machinery: Materials Development and Part Design. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2018. [Google Scholar]
- Silbernagel, C. Investigation of the Design, Manufacture and Testing of Additively Manufactured Coils for Electric Motor Applications. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2019. [Google Scholar]
- Metsä-Kortelainen, S.; Lindroos, T.; Savolainen, M.; Jokinen, A.; Revuelta, A.; Pasanen, A.; Ruusuvuori, K.; Pippuri, J. Manufacturing of topology optimized soft magnetic core through 3D printing. In Proceedings of the NAFEMS Exploring the Design Freedom of Additive Manufacturing through Simulation, Helsinki, Finland, 22–23 November 2016. [Google Scholar]
- Lancea, C.; Stamate, V.M.; Chicoş, L.A.; Zaharia, S.M.; Pop, A.M.; Pascariu, I.S.; Buican, G.R. Design and additive manufacturing of brushless electric motor components. In Proceedings of the MATEC Web Conference, Sibiu, Romania, 2–4 June 2021. [Google Scholar]
- ASTM E290-14; Standard Test Methods for Bend Testing of Material for Ductility. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM E8/E8M-16ae1; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- Kumar, S.; Kruth, J.P. Effect of bronze infiltration into laser sintered metallic parts. Mater. Des. 2007, 28, 400–407. [Google Scholar] [CrossRef]
- Jeon, G.; Ha, D.; Park, Y.; Jeong, C. Three-Point Bending Properties of Hybrid Multi-Materials Using Adhesive Bonding Dependent on Strength Difference between Steel and Aluminum. Materials 2022, 15, 3328. [Google Scholar] [CrossRef]
- Sánchez, M.; Cicero, S.; Arroyo, B.; Álvarez, J.A. Coupling Finite Element Analysis and the Theory of Critical Distances to Estimate Critical Loads in Al6060-T66 Tubular Beams Containing Notches. Metals 2020, 10, 1395. [Google Scholar] [CrossRef]
- Acanfora, V.; Zarrelli, M.; Riccio, A. Experimental and numerical assessment of the impact behaviour of a composite sandwich panel with a polymeric honeycomb core. Int. J. Impact Eng. 2022, 171, 104392. [Google Scholar] [CrossRef]
- 3D Systems LaserForm™ A6 Tool Steel Powder for Rapid Tooling and Rapid Manufacturing. Available online: http://www.lookpolymers.com/pdf/3D-Systems-LaserForm-A6-Tool-Steel-Powder-for-Rapid-Tooling-and-Rapid-Manufacturing.pdf (accessed on 3 August 2022).
- RCbemchmark. Thrust Stand and Dynamometer. Available online: https://cdn.rcbenchmark.com/landing_pages/Manuals/Series%201585%20Datasheet.pdf (accessed on 20 July 2022).
- Kasha, A.; Obadimu, S.O.; Kourousis, K.I. Flexural characteristics of material extrusion steel 316L: Influence of manufacturing parameters. Addit. Manuf. Lett. 2022, 3, 100087. [Google Scholar] [CrossRef]
- Carminati, M.; Quarto, M.; D’Urso, G.; Giardini, C.; Maccarini, G. Mechanical Characterization of AISI 316L Samples Printed Using Material Extrusion. Appl. Sci. 2022, 12, 1433. [Google Scholar] [CrossRef]
- Alhassan, E.A.; Olasehinde, D.A.; Musonda, A.; Odeniyi, O.M. Tensile and Flexural Behaviour of Steel Materials Used in the Construction of Crop Processing Machines; IOP Conference Sereies Earth and Environmental Science; IOP Publishing: Lagos, Nigeria, 2020. [Google Scholar]
- Charif, A.; Mourad, S.M.; Khan, M.I. Flexural Behavior of Beams Reinforced with Steel Bars Exceeding the Nominal Yield Strength. Lat. Am. J. Solids Struct. 2016, 13, 945–963. [Google Scholar] [CrossRef] [Green Version]
- Kedziora, S.; Decker, T.; Museyibov, E.; Morbach, J.; Hohmann, S.; Huwer, A.; Wahl, M. Strength Properties of 316L and 17-4 PH Stainless Steel Produced with Additive Manufacturing. Materials 2022, 15, 6278. [Google Scholar] [CrossRef]
- Li, Z.; Kuai, Z.; Bai, P.; Nie, Y.; Fu, G.; Liu, W.; Yang, S. Microstructure and Tensile Properties of AlSi10Mg Alloy Manufactured by Multi-Laser Beam Selective Laser Melting (SLM). Metals 2019, 9, 1337. [Google Scholar] [CrossRef] [Green Version]
- A 6/A 6M–07; Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes, and Sheet Piling. ASTM International: West Conshohocken, PA, USA, 2007.
- Paik, J.; Branner, K.; Choo, J.; Czujko, J.; Fujikubo, M.; Gordo, J.M.; Parmentier, G.; Iaccarino, R.; O’Neil, S.; Pasqualino, I.; et al. Committee III. 1 Ultimate Strength. In 17th International Ship and Offshore Structures Congress (ISSC2009); Jang, C., Hong, S., Eds.; University of Seoul: Seoul, Korea, 2009; pp. 375–475. [Google Scholar]
- Brennan, M.; Keist, J.; Palmer, T. Defects in Metal Additive Manufacturing Processes. Addit. Manuf. Processes 2020, 24, 277–286. [Google Scholar]
- Castellano, A.; Mazzarisi, M.; Campanelli, S.L.; Angelastro, A.; Fraddosio, A.; Piccioni, M.D. Ultrasonic Characterization of Components Manufactured by Direct Laser Metal Deposition. Materials 2020, 13, 2658. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Pérez Gordillo, A.M.; Villegas Santos, J.S.; Lopez Mejia, O.D.; Suárez Collazos, L.J.; Escobar, J.A. Numerical and Experimental Estimation of the Efficiency of a Quadcopter Rotor Operating at Hover. Energies 2019, 12, 261. [Google Scholar]
- Callender, M.N. UAS propeller/rotor sound pressure level reduction through leading edge modification. J. Appl. Mech. Eng. 2017, 6, 254. [Google Scholar]
- Brushless Outrunner Motor PROPDRIVE 5060. Available online: https://hobbyking.com/en_us/propdrive-v2-5060-270kv-brushless-outrunner-motor.html?___store=en_us (accessed on 22 December 2022).
- Brushless Motor Mitoot SS Series A4130. Available online: https://www.amazon.co.uk/brushless-Brushless-Aircraft-Multi-copter-Outrunner/dp/B09Z82X26P?th=1 (accessed on 22 December 2022).
- Brushless Outrunner Motor Turnigy Aerodrive SK3. Available online: https://hobbyking.com/en_us/turnigy-aerodrive-sk3-5055-320kv-brushless-outrunner-motor.html (accessed on 22 December 2022).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length L [mm] | Width w [mm] | Thickness t [mm] |
|---|---|---|
| 130 | 19 | 3.2 |
| Overall Length [mm] | Distance between Grips [mm] | Gauge Length [mm] | Width of Grip Section [mm] | Width [mm] | Thickness [mm] | Radius of Fillet [mm] |
|---|---|---|---|---|---|---|
| 165 | 115 | 57 | 19 | 13 | 3.2 | 76 |
| Process Parameter | Unit | Value |
|---|---|---|
| Fill laser power | W | 15 |
| Outline laser power | W | 5 |
| Layer thickness | μm | 100 |
| Scanning speed | m/s | 5 |
| Laser beam diameter | μm | 60 |
| Preheating temperature | °C | 120 |
| Component | Unit | Value |
|---|---|---|
| Rotor diameter | mm | 49.8 |
| Stator diameter | mm | 40.5 |
| Number of poles stator | - | 12 |
| Number of magnets rotor | - | 14 |
| Neodymium magnet dimensions | mm | 30 × 7.5 × 2.5 |
| Length motor | mm | 66 |
| Shaft Diameter | mm | 6.2 |
| Weight | g | 417 |
| Mean (m) | Standard Deviation (s) | Coefficient of Variation (CV)% | |
|---|---|---|---|
| Bending strength [MPa] | 983.6 | 6.6 | 0.6 |
| Bending modulus [GPa] | 59.9 | 1.1 | 1.8 |
| Mean (m) | Standard Deviation (s) | Coefficient of Variation (CV)% | |
|---|---|---|---|
| Tensile strength [MPa] | 398.6 | 53.1 | 13.3 |
| Tensile modulus [GPa] | 53.2 | 2.8 | 5.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaharia, S.-M.; Pop, M.A.; Buican, G.R.; Chicos, L.-A.; Stamate, V.M.; Pascariu, I.S.; Lancea, C. Design and Testing of Brushless DC Motor Components of A6 Steel Additively Manufactured by Selective Laser Sintering. Aerospace 2023, 10, 60. https://doi.org/10.3390/aerospace10010060
Zaharia S-M, Pop MA, Buican GR, Chicos L-A, Stamate VM, Pascariu IS, Lancea C. Design and Testing of Brushless DC Motor Components of A6 Steel Additively Manufactured by Selective Laser Sintering. Aerospace. 2023; 10(1):60. https://doi.org/10.3390/aerospace10010060
Chicago/Turabian StyleZaharia, Sebastian-Marian, Mihai Alin Pop, George Razvan Buican, Lucia-Antoneta Chicos, Valentin Marian Stamate, Ionut Stelian Pascariu, and Camil Lancea. 2023. "Design and Testing of Brushless DC Motor Components of A6 Steel Additively Manufactured by Selective Laser Sintering" Aerospace 10, no. 1: 60. https://doi.org/10.3390/aerospace10010060
APA StyleZaharia, S. -M., Pop, M. A., Buican, G. R., Chicos, L. -A., Stamate, V. M., Pascariu, I. S., & Lancea, C. (2023). Design and Testing of Brushless DC Motor Components of A6 Steel Additively Manufactured by Selective Laser Sintering. Aerospace, 10(1), 60. https://doi.org/10.3390/aerospace10010060