



Wrinkle Detection in Carbon Fiber-Reinforced Polymers Using Linear Phase FIR-Filtered Ultrasonic Array Data

Abstract
:1. Introduction
2. Testing Sample and Experimental Setup
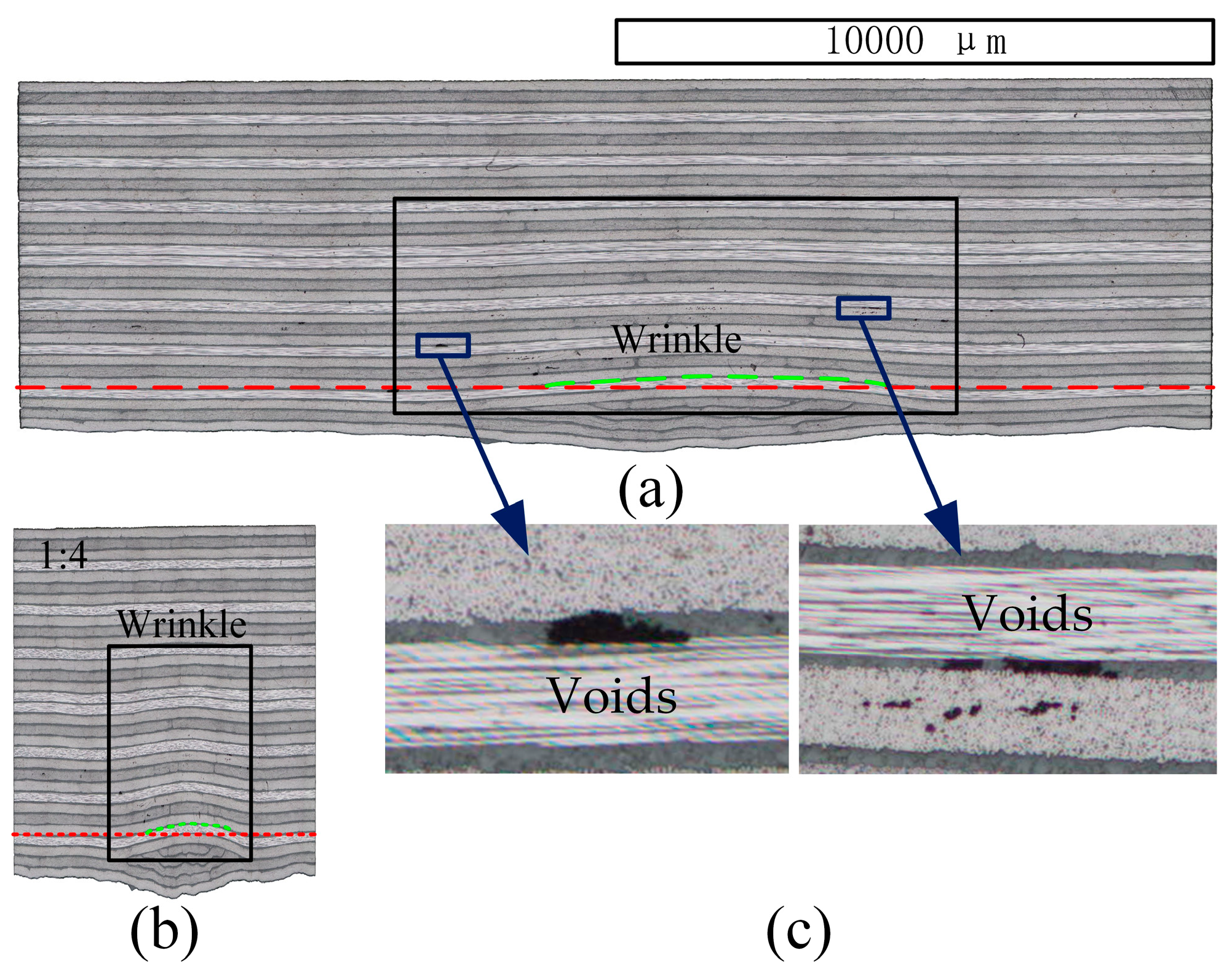
2.1. Testing Samples
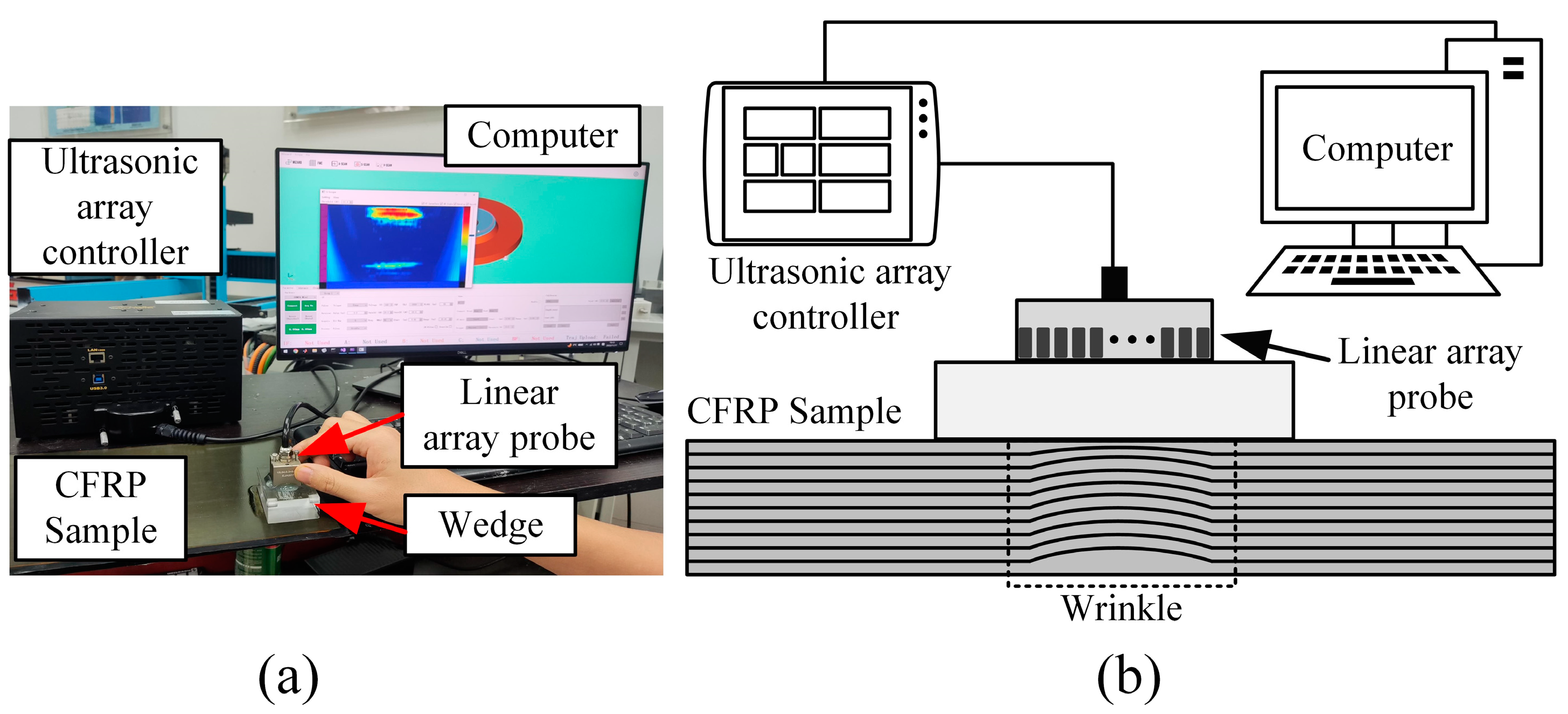
2.2. Experimental Setup
3. Methods
3.1. Total Focusing Method
3.2. Phase Extraction
3.3. Time-Frequency Analysis
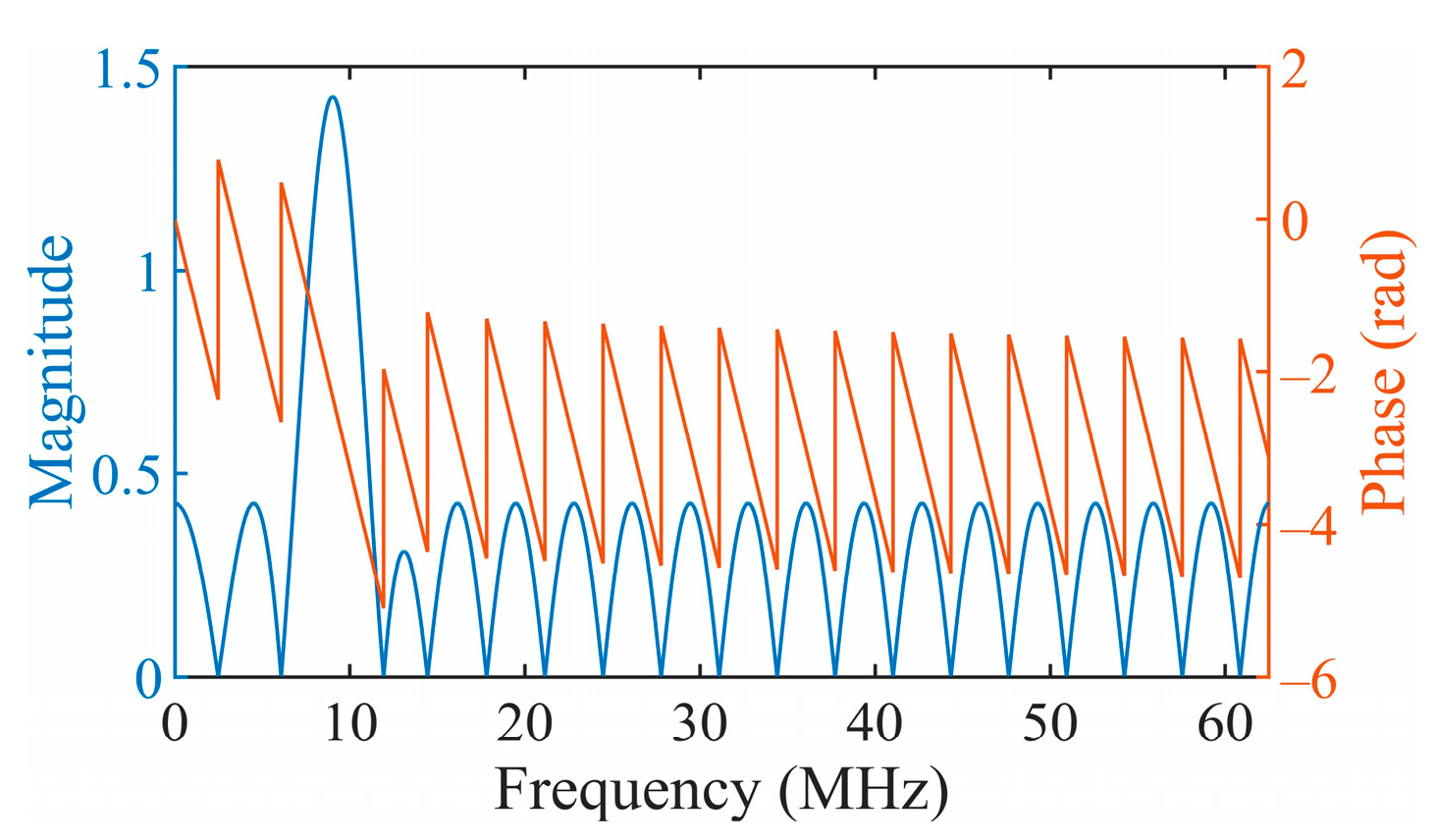
3.4. FIR Filter Design
4. Results and Discussion
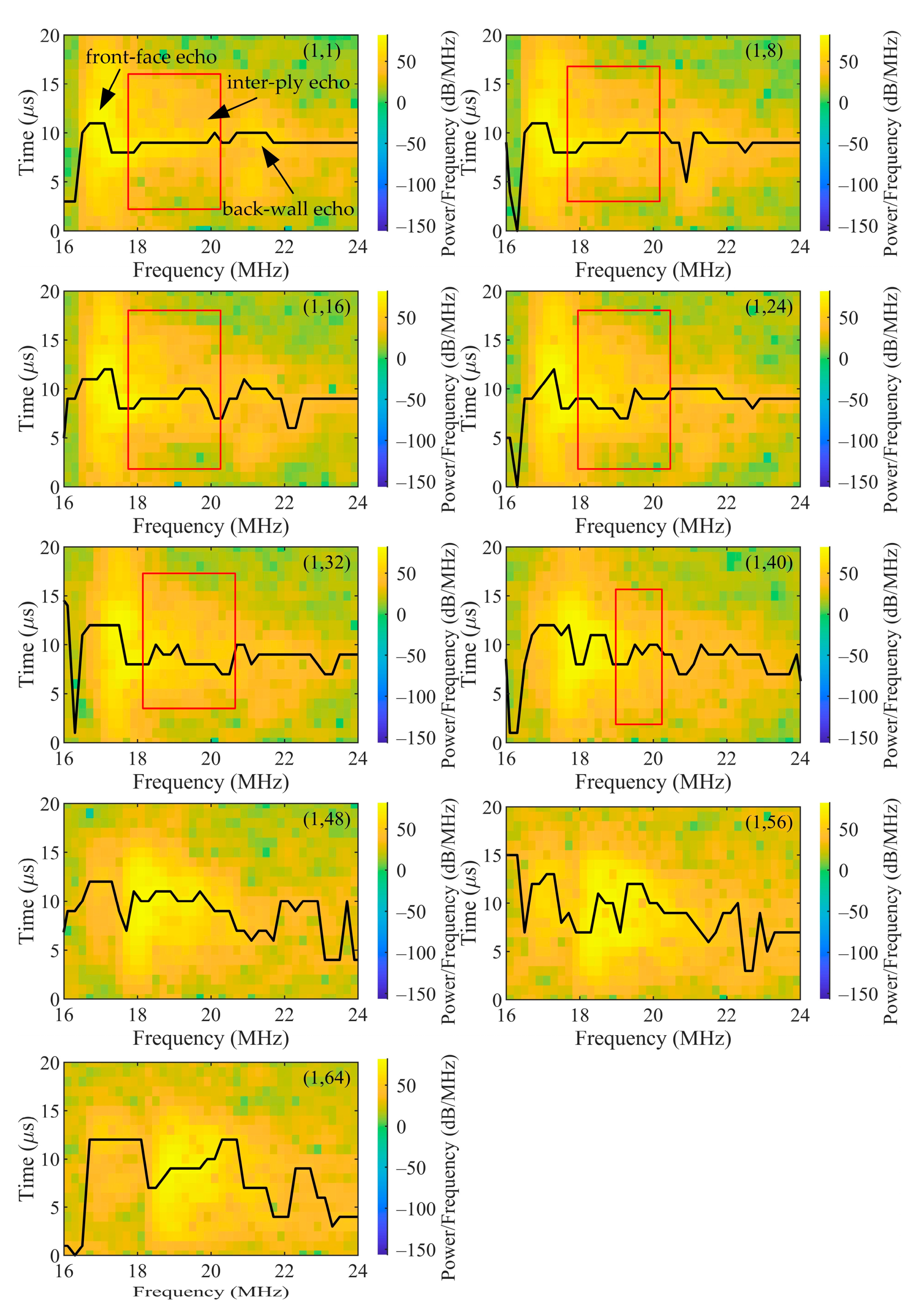
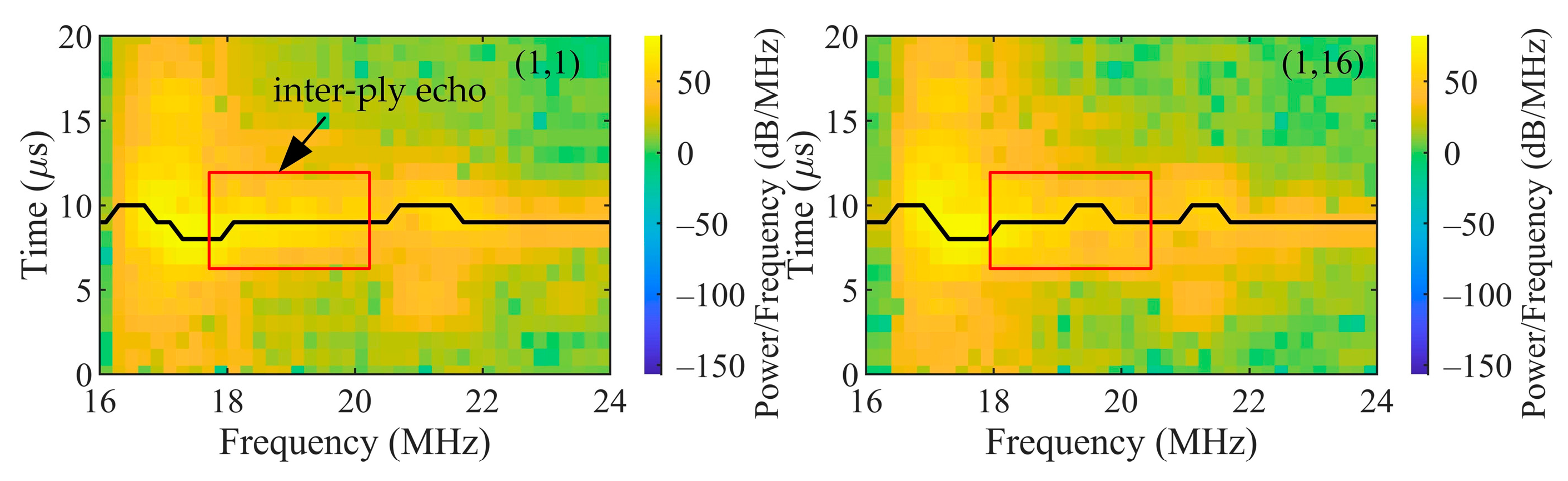
4.1. Frequency Components of the Inter-Ply Echoes
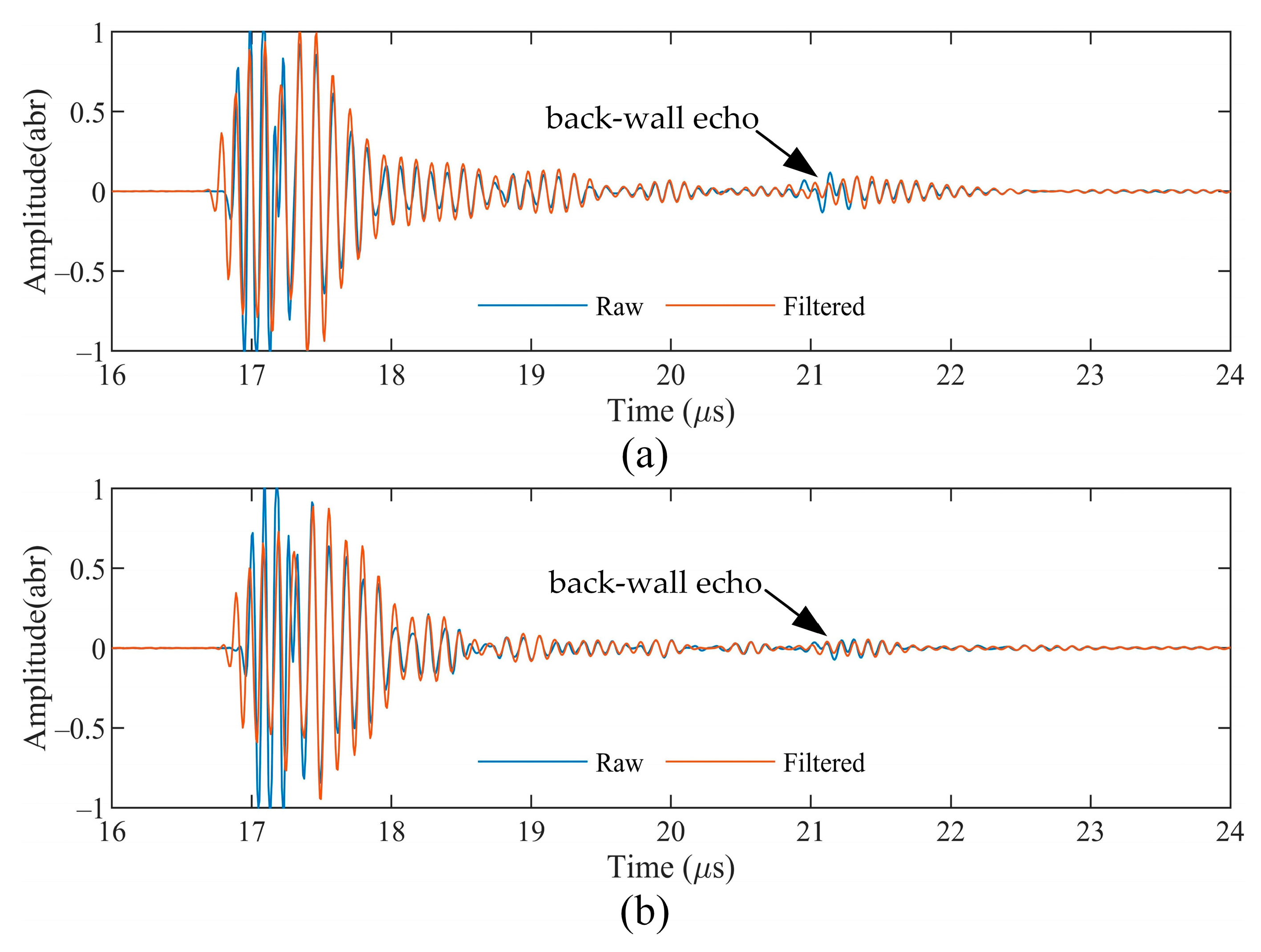
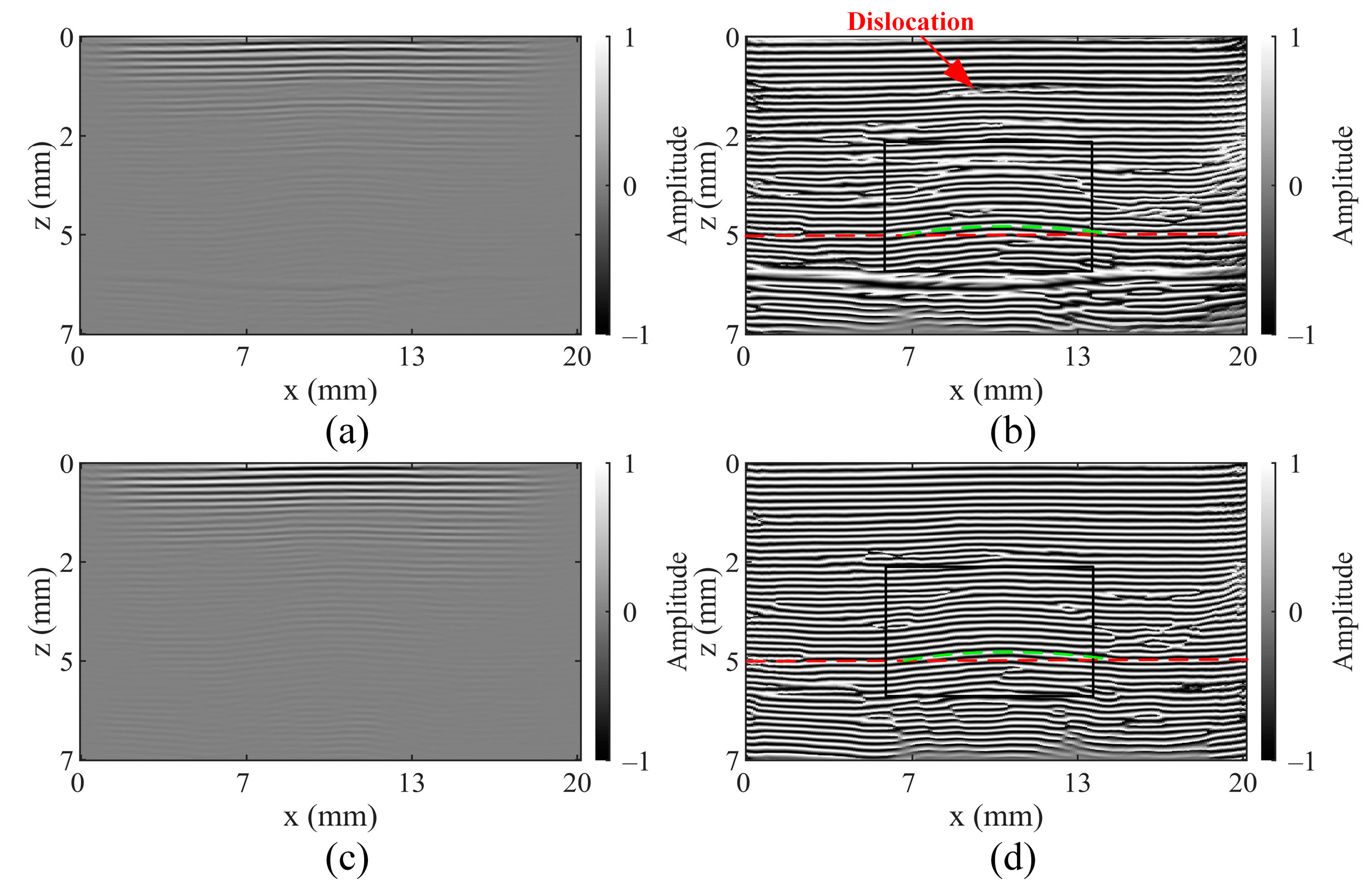
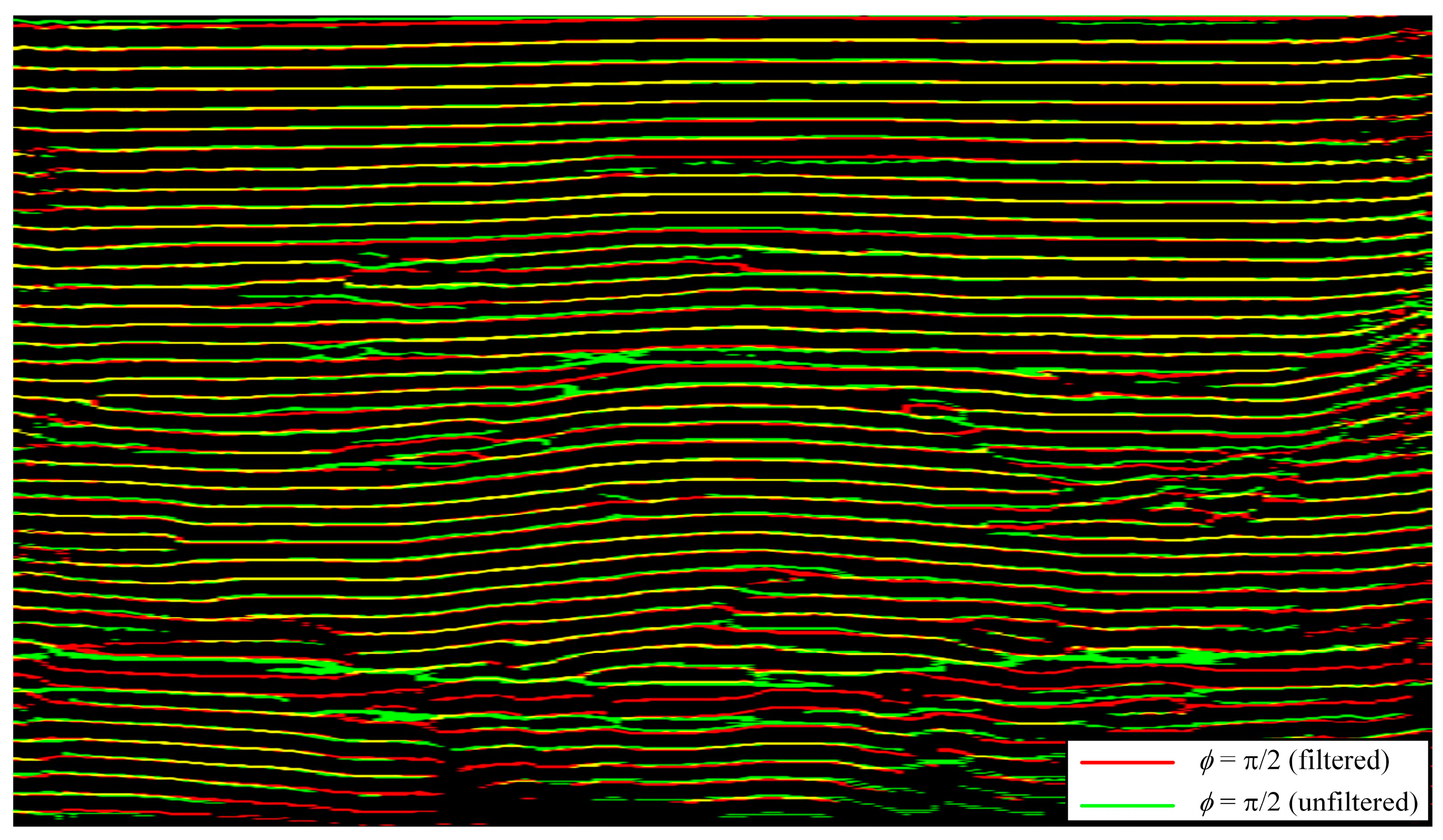
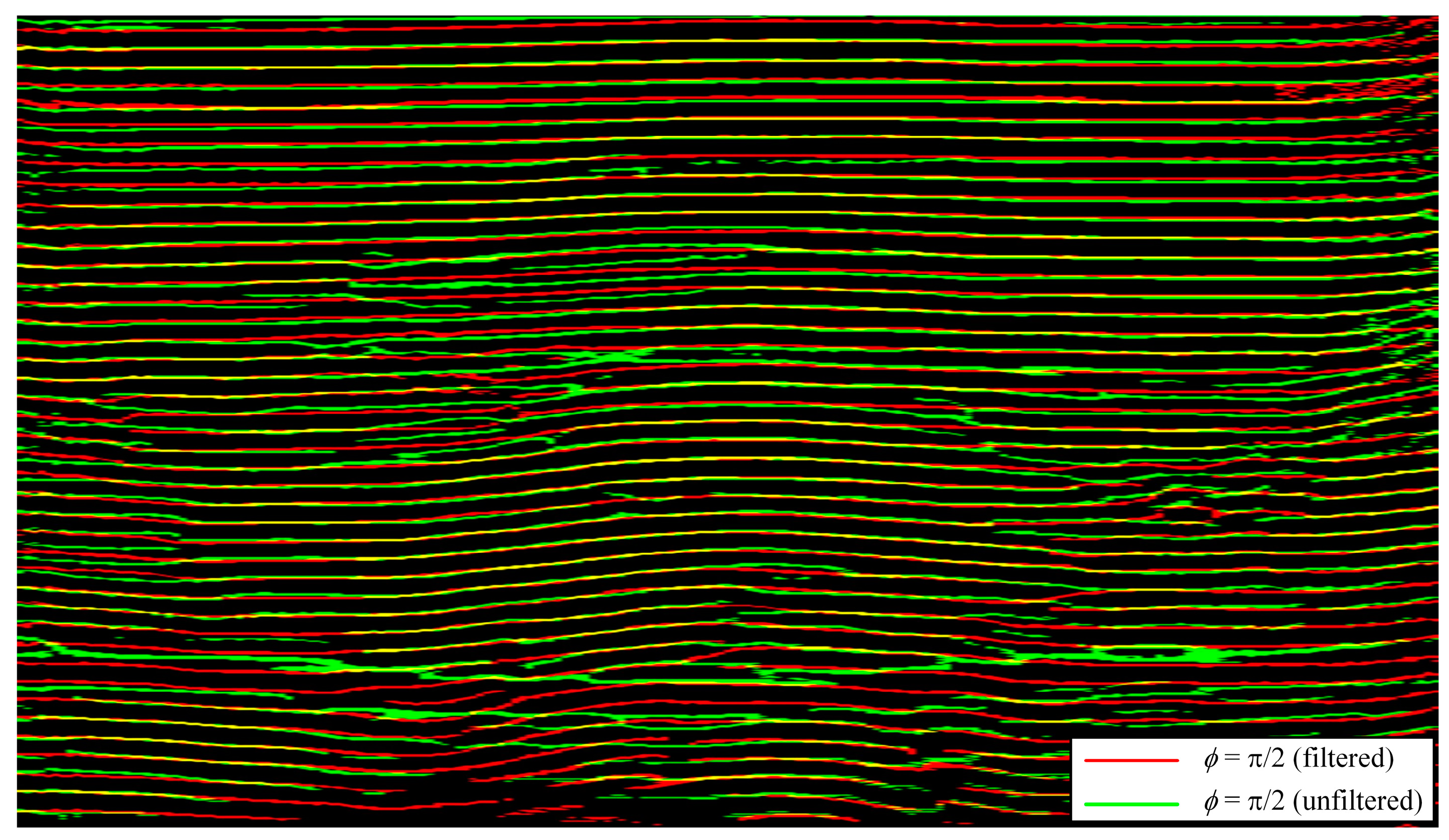
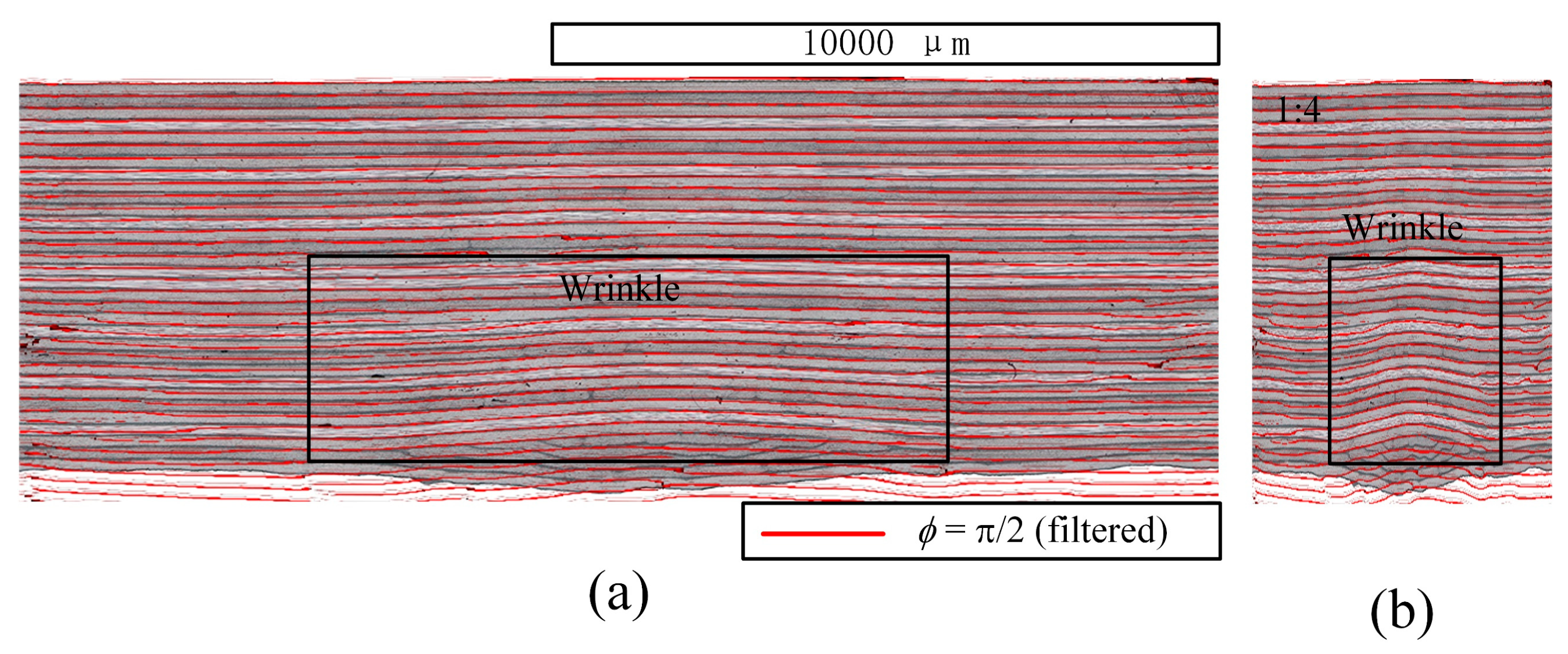
4.2. The TFM Instantaneous Phase Method with Linear Phase FIR Filter
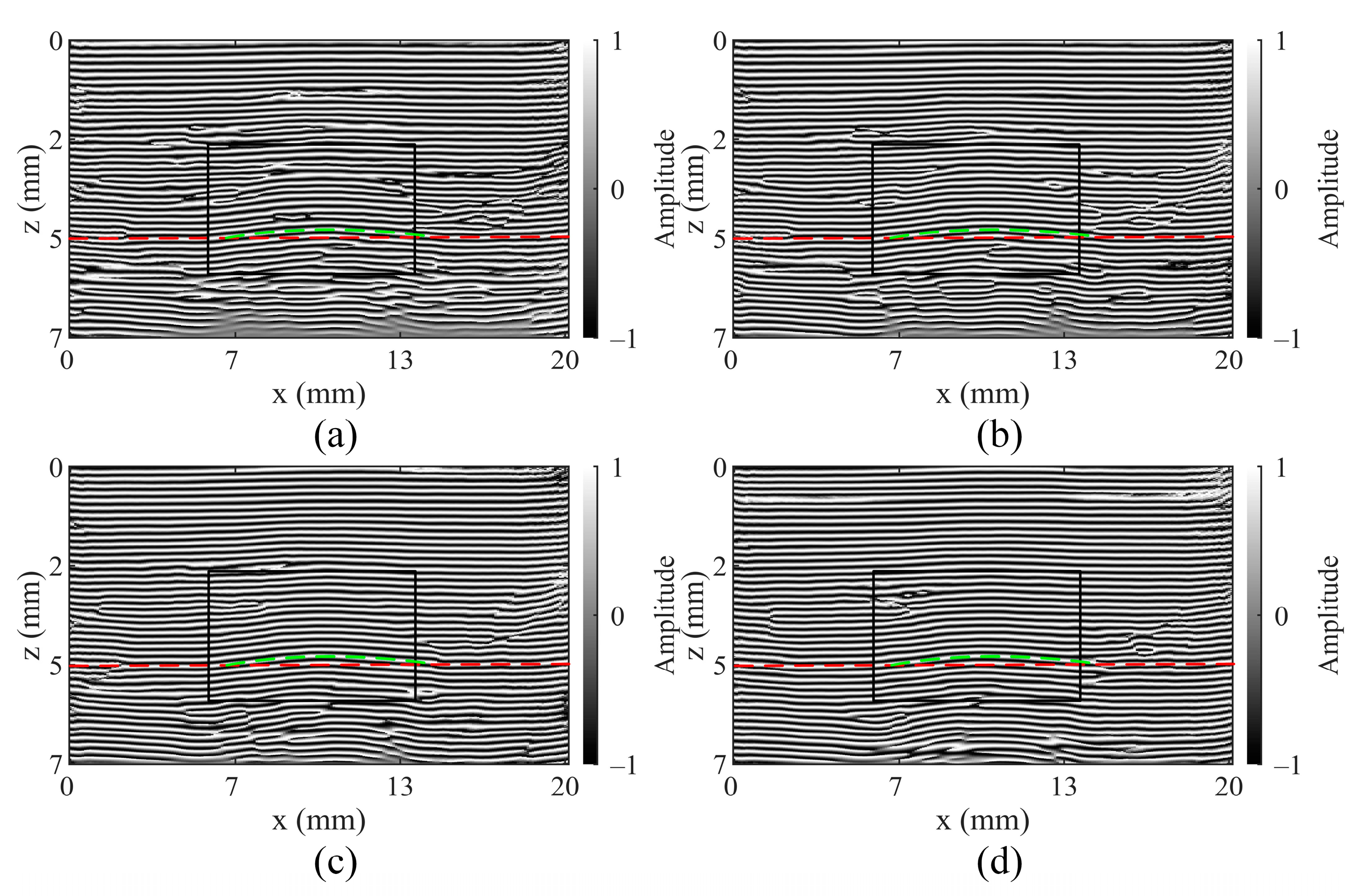
4.3. The Filter Bandwidth
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nartey, M.; Zhang, T.; Gong, B.; Wang, J.; Peng, S.; Wang, H.; Peng, H.-X. Understanding the impact of fibre wrinkle architectures on composite laminates through tailored gaps and overlaps. Compos. Part B Eng. 2020, 196, 108097. [Google Scholar] [CrossRef]
- Matsui, J. Polymer matrix composites (PMC) in aerospace. Adv. Compos. Mater. 1995, 4, 197–208. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Jones, M.I.; Hallett, S.R. Tensile failure of laminates containing an embedded wrinkle; numerical and experimental study. Compos. Part A Appl. Sci. Manuf. 2015, 77, 219–228. [Google Scholar] [CrossRef]
- Wilhelmsson, D.; Gutkin, R.; Edgren, F.; Asp, L. An experimental study of fibre waviness and its effects on compressive properties of unidirectional NCF composites. Compos. Part A Appl. Sci. Manuf. 2018, 107, 665–674. [Google Scholar] [CrossRef]
- Kulkarni, P.; Mali, K.D.; Singh, S. An overview of the formation of fibre waviness and its effect on the mechanical performance of fibre reinforced polymer composites. Compos. Part A Appl. Sci. Manuf. 2020, 137, 106013. [Google Scholar] [CrossRef]
- Elhajjar, R.F.; Shams, S.S.; Kemeny, G.J.; Stuessy, G. A hybrid numerical and imaging approach for characterizing defects in composite structures. Compos. Part A Appl. Sci. Manuf. 2016, 81, 98–104. [Google Scholar] [CrossRef]
- Liao, Y.; Wang, J.; Zeng, Z.; Lin, J.; Dai, Y. Detection of fiber waviness in carbon fiber prepreg using Eddy current method. Compos. Commun. 2021, 28, 100981. [Google Scholar] [CrossRef]
- Elhajjar, R.; Haj-Ali, R.; Wei, B.-S. An infrared thermoelastic stress analysis investigation for detecting fiber waviness in composite structures. Polym.-Plast. Technol. Eng. 2014, 53, 1251–1258. [Google Scholar] [CrossRef]
- Hallander, P.; Akermo, M.; Mattei, C.; Petersson, M.; Nyman, T. An experimental study of mechanisms behind wrinkle development during forming of composite laminates. Compos. Part A Appl. Sci. Manuf. 2013, 50, 54–64. [Google Scholar] [CrossRef]
- Smith, R.A.; Nelson, L.J.; Mienczakowski, M.J.; Challis, R.E. Automated analysis and advanced defect characterisation from ultrasonic scans of composites. Insight-Non-Destr. Test. Cond. Monit. 2009, 51, 82–87. [Google Scholar] [CrossRef]
- Chakrapani, S.K.; Dayal, V.; Hsu, D.K.; Barnard, D.J.; Gross, A. Characterization of waviness in wind turbine blades using air coupled ultrasonics. In AIP Conference Proceedings; American Institute of Physics: College Park, ML, USA, 2011; pp. 956–962. [Google Scholar]
- Kosukegawa, H.; Kiso, Y.; Hashimoto, M.; Uchimoto, T.; Takagi, T. Evaluation of detectability of differential type probe using directional eddy current for fibre waviness in CFRP. Philos. Trans. A Math. Phys. Eng. Sci. 2020, 378, 20190587. [Google Scholar] [CrossRef]
- Zhang, Z.; Guo, S.; Li, Q.; Cui, F.; Malcolm, A.A.; Su, Z.; Liu, M. Ultrasonic detection and characterization of delamination and rich resin in thick composites with waviness. Compos. Sci. Technol. 2020, 189, 108016. [Google Scholar] [CrossRef]
- Philibert, M.; Soutis, C.; Gresil, M.; Yao, K. Damage Detection in a Composite T-Joint Using Guided Lamb Waves. Aerospace 2018, 5, 40. [Google Scholar] [CrossRef] [Green Version]
- Memmolo, V.; Boffa, N.D.; Maio, L.; Monaco, E.; Ricci, F. Damage Localization in Composite Structures Using a Guided Waves Based Multi-Parameter Approach. Aerospace 2018, 5, 111. [Google Scholar] [CrossRef] [Green Version]
- Malinowski, P.H.; Tserpes, K.I.; Ecault, R.; Ostachowicz, W.M. Mechanical and Non-Destructive Study of CFRP Adhesive Bonds Subjected to Pre-Bond Thermal Treatment and De-Icing Fluid Contamination. Aerospace 2018, 5, 36. [Google Scholar] [CrossRef] [Green Version]
- Díaz Valdés, S.H.; Soutis, C. A structural health monitoring system for laminated composites. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Pittsburgh, PN, USA, 9–12 September 2001; pp. 2013–2021. [Google Scholar]
- Su, Z.; Ye, L.; Lu, Y. Guided Lamb waves for identification of damage in composite structures: A review. J. Sound Vib. 2006, 295, 753–780. [Google Scholar] [CrossRef]
- Zhang, H.; Peng, L.; Zhang, H.; Zhang, T.; Zhu, Q. Phased array ultrasonic inspection and automated identification of wrinkles in laminated composites. Compos. Struct. 2022, 300, 116170. [Google Scholar] [CrossRef]
- Smith, R.A.; Nelson, L.J.; Mienczakowski, M.J.; Wilcox, P.D. Ultrasonic tracking of ply drops in composite laminates. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2016; p. 050006. [Google Scholar]
- Smith, R.A.; Nelson, L.J.; Mienczakowski, M.J.; Wilcox, P.D. Ultrasonic Analytic-Signal Responses From Polymer-Matrix Composite Laminates. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 2018, 65, 231–243. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Verboven, E.; Ju, B.-f.; Kersemans, M. Comparative study of ultrasonic techniques for reconstructing the multilayer structure of composites. NDT E Int. 2021, 121, 102460. [Google Scholar] [CrossRef]
- Fernández-López, A.; Larrañaga-Valsero, B.; Guemes, A. Wrinkle detection with ultrasonic phased array technology. In Proceedings of the 6th International Symposium on NDT in Aerospace, Madrid, Spain, 12–14 November 2014; Department of Aeronautics, Polytechnic University of Madrid (UPM): Madrid, Spain, 2014. [Google Scholar]
- Pain, D.; Drinkwater, B.W. Detection of Fibre Waviness Using Ultrasonic Array Scattering Data. J. Nondestruct. Eval. 2013, 32, 215–227. [Google Scholar] [CrossRef]
- Xie, N.; Smith, R.A.; Mukhopadhyay, S.; Hallett, S.R. A numerical study on the influence of composite wrinkle defect geometry on compressive strength. Mater. Des. 2018, 140, 7–20. [Google Scholar] [CrossRef]
- Lin, L.; Cao, H.; Luo, Z. Total focusing method imaging of multidirectional CFRP laminate with model-based time delay correction. NDT E Int. 2018, 97, 51–58. [Google Scholar] [CrossRef]
- Larrañaga-Valsero, B.; Smith, R.A.; Boumda, R.T.; Fernández-López, A.; Güemes, A. Wrinkle characterisation from ultrasonic scans of composites. In Proceedings of the 55th Annual Conference of the British Institute of Non-Destructive Testing, NDT 2016, Nottingham, UK, 12–14 September 2016; pp. 508–521. [Google Scholar]
- Zhang, H.; Ren, Y.; Song, J.; Zhu, Q.; Ma, X. The wavenumber imaging of fiber waviness in hybrid glass–carbon fiber reinforced polymer composite plates. J. Compos. Mater. 2021, 55, 4633–4643. [Google Scholar] [CrossRef]
- Hunter, A.J.; Drinkwater, B.W.; Wilcox, P.D. The wavenumber algorithm for full-matrix imaging using an ultrasonic array. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2008, 55, 2450–2462. [Google Scholar] [CrossRef] [PubMed]
- Oppenheim, A.V.; Schafer, R.W. Discrete-Time Signal Processing; Pearson: London, UK, 2010. [Google Scholar]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.D. Post-processing of the full matrix of ultrasonic transmit–receive array data for non-destructive evaluation. NDT E Int. 2005, 38, 701–711. [Google Scholar] [CrossRef]
- Luo, Z.; Zhang, S.; Jin, S.; Liu, Z.; Lin, L. Heterogeneous ultrasonic time-of-flight distribution in multidirectional CFRP corner and its implementation into total focusing method imaging. Compos. Struct. 2022, 294, 115789. [Google Scholar] [CrossRef]
- Boashash, B. Time-Frequency Signal Analysis and Processing: A Comprehensive Reference; Academic Press: Cambridge, MA, USA, 2015. [Google Scholar]
- Durak, L.; Arikan, O. Short-time Fourier transform: Two fundamental properties and an optimal implementation. IEEE Trans. Signal Process. 2003, 51, 1231–1242. [Google Scholar] [CrossRef]
- Filip, S.-I. A robust and scalable implementation of the Parks-McClellan algorithm for designing FIR filters. ACM Trans. Math. Softw. (TOMS) 2016, 43, 1–24. [Google Scholar] [CrossRef]
- Smith, R.A. Use of 3D Ultrasound Data Sets to Map the Localised Properties of Fibre-Reinforced Composites. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2010. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length | Width | Height | Ultrasonic Velocity |
|---|---|---|---|
| 65 mm | 40 mm | 20 mm | 2337 m/s |
| Filter Name | Passband Frequencies | Stopband Frequencies | Filter Bandwidth |
|---|---|---|---|
| a | 5 MHz~13 MHz | 4.56 MHz~13.44 MHz | 8 MHz |
| b | 7 MHz~11 MHz | 6.78 MHz~11.22 MHz | 4 MHz |
| c | 8 MHz~10 MHz | 7.89 MHz~10.11 MHz | 2 MHz |
| d | 8.5 MHz~9.5MHz | 8.45 MHz~9.55 MHz | 1 MHz |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, T.; Li, Y.; Zhou, Z.; Meng, J. Wrinkle Detection in Carbon Fiber-Reinforced Polymers Using Linear Phase FIR-Filtered Ultrasonic Array Data. Aerospace 2023, 10, 181. https://doi.org/10.3390/aerospace10020181
Ma T, Li Y, Zhou Z, Meng J. Wrinkle Detection in Carbon Fiber-Reinforced Polymers Using Linear Phase FIR-Filtered Ultrasonic Array Data. Aerospace. 2023; 10(2):181. https://doi.org/10.3390/aerospace10020181
Chicago/Turabian StyleMa, Tengfei, Yang Li, Zhenggan Zhou, and Jia Meng. 2023. "Wrinkle Detection in Carbon Fiber-Reinforced Polymers Using Linear Phase FIR-Filtered Ultrasonic Array Data" Aerospace 10, no. 2: 181. https://doi.org/10.3390/aerospace10020181
APA StyleMa, T., Li, Y., Zhou, Z., & Meng, J. (2023). Wrinkle Detection in Carbon Fiber-Reinforced Polymers Using Linear Phase FIR-Filtered Ultrasonic Array Data. Aerospace, 10(2), 181. https://doi.org/10.3390/aerospace10020181