
An ML-Based Approach for HCF Life Prediction of Additively Manufactured AlSi10Mg Considering the Effects of Powder Size and Fatigue Damage

 ,
,
Abstract
:1. Introduction
2. Theoretical Model
2.1. Damage-Coupled Constitutive Model
2.2. Fatigue Damage Model
3. Numerical Simulation and Validation
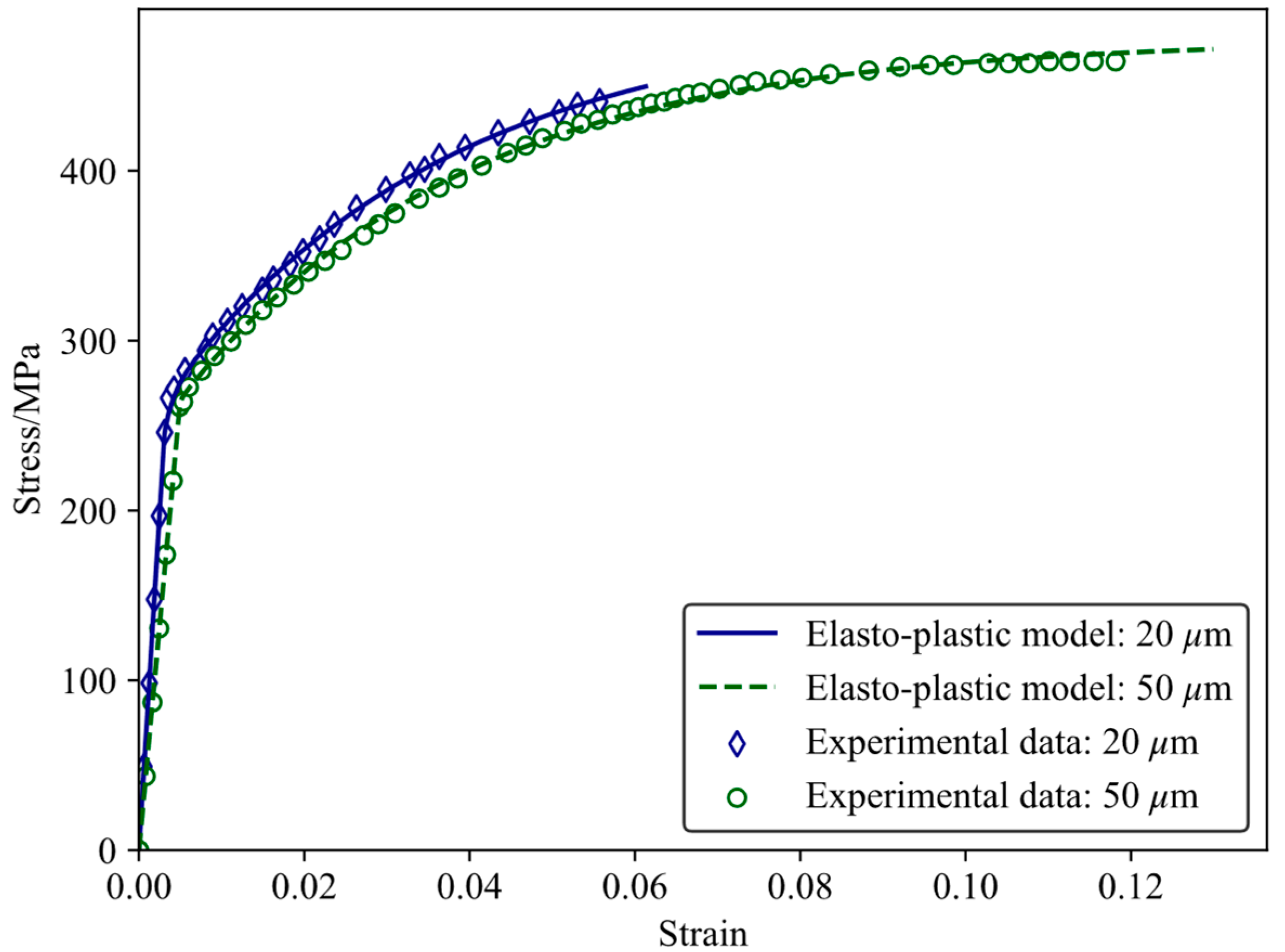
3.1. Material Parameters’ Calibration
- Initialize the swarm by generating a population of particles randomly throughout the search space.
- Evaluate the fitness of each particle in the swarm by computing the objective function for each particle.
- Update the velocity and position of each particle based on its own best-known position and the best-known position of its neighboring particles.
- Assess the fitness of each particle again according to the updated position.
- Compare the fitness of each particle with its previous best-known position and update it if the new position is better.
- Determine the best particle in the swarm based on its fitness value.
- Repeat steps 3 to 6 until the stopping criterion is attained and output the best solution found by the algorithm.
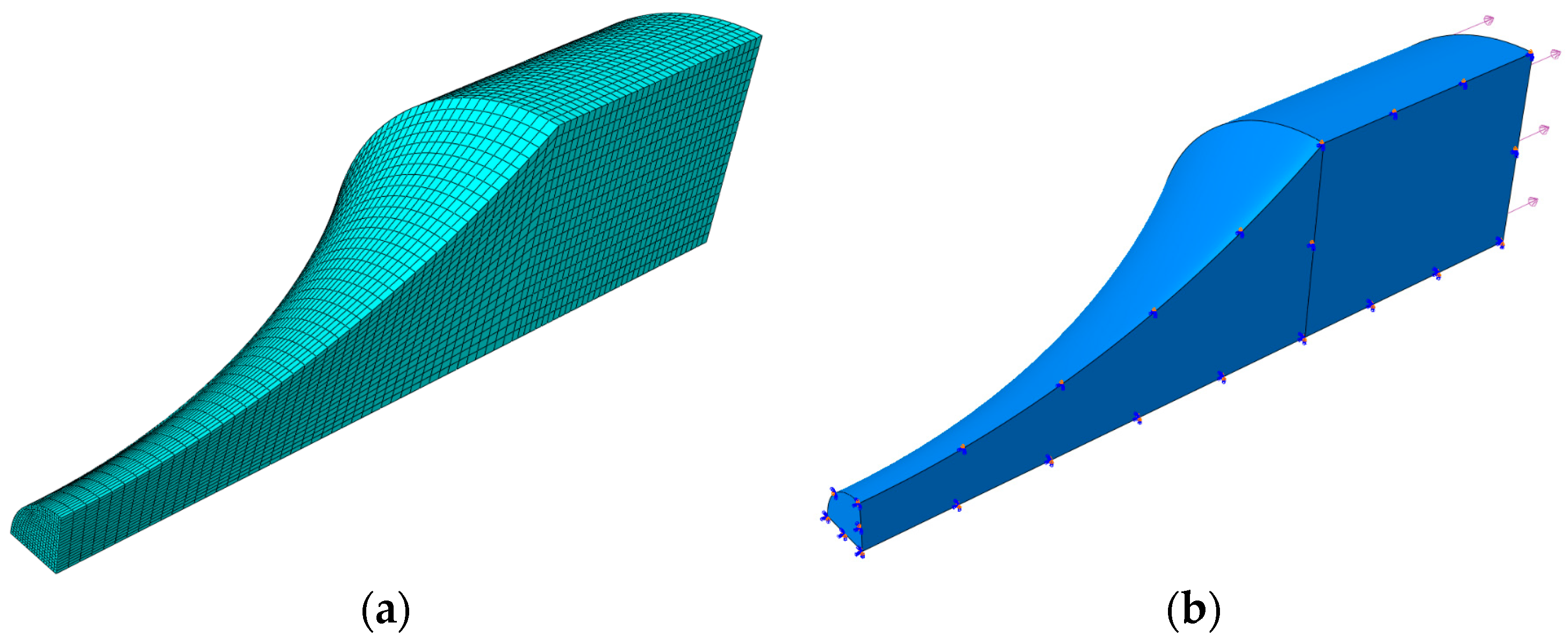
3.2. Numerical Implementation of Theoretical Model
- Initialize the material constitutive parameters, the parameters for the damage evolution model, and the damage itself.
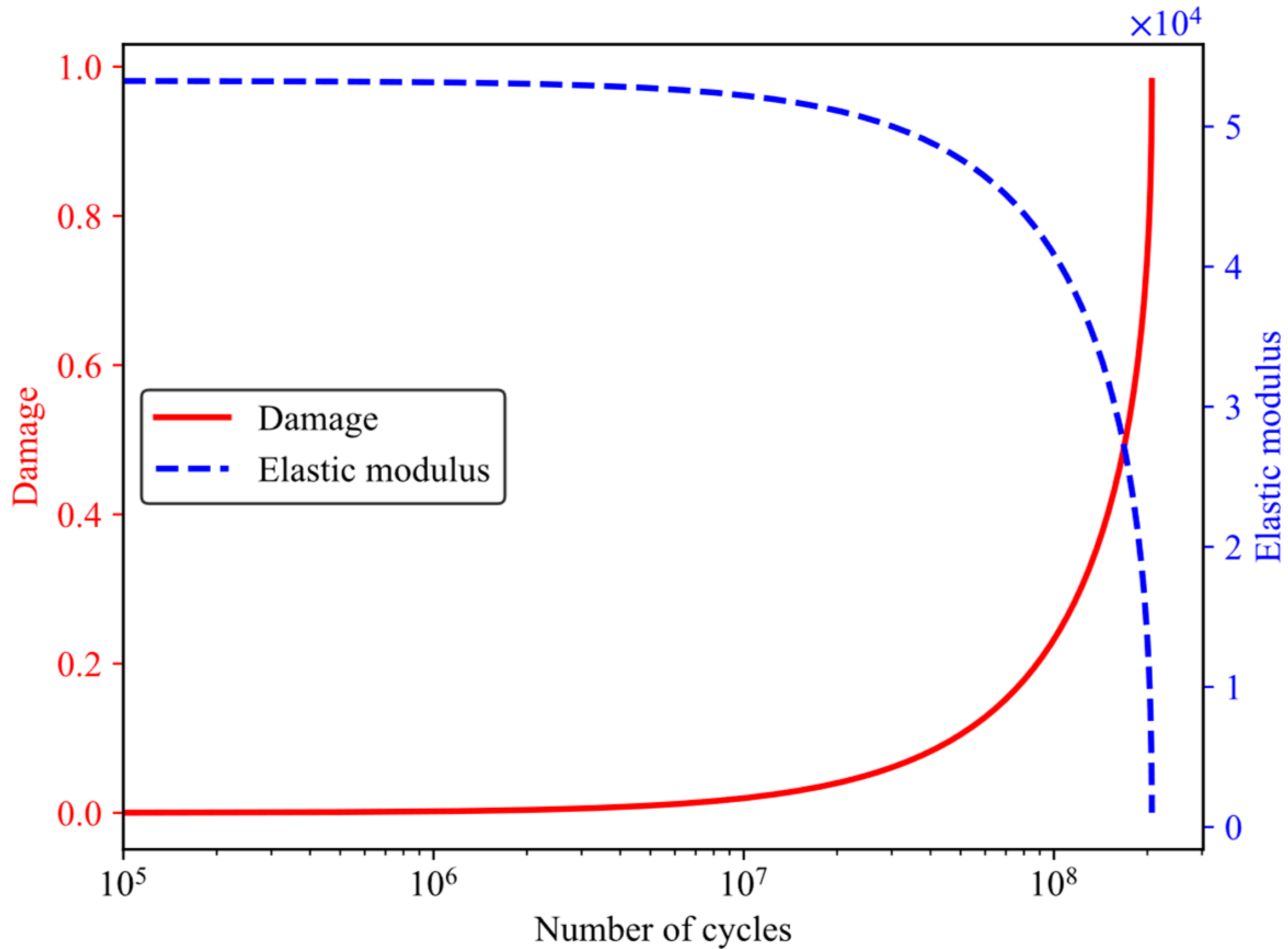
- Update the elastic modulus based on the accumulated fatigue damage.
- Calculate the stress–strain distribution at each integration point of the finite element model by employing the damage-coupled elasto-plastic constitutive model.
- Determine the damage evolution rate and increment, and update the damage while utilizing the cycle-jumping method to reduce computational complexity. This method assumes that the damage evolution rate remains constant over a specific number of cycles.
- Check whether the damage is greater than or equal to 1. If so, terminate the computation and consider the failure of the structural fatigue. Otherwise, return to step 2.
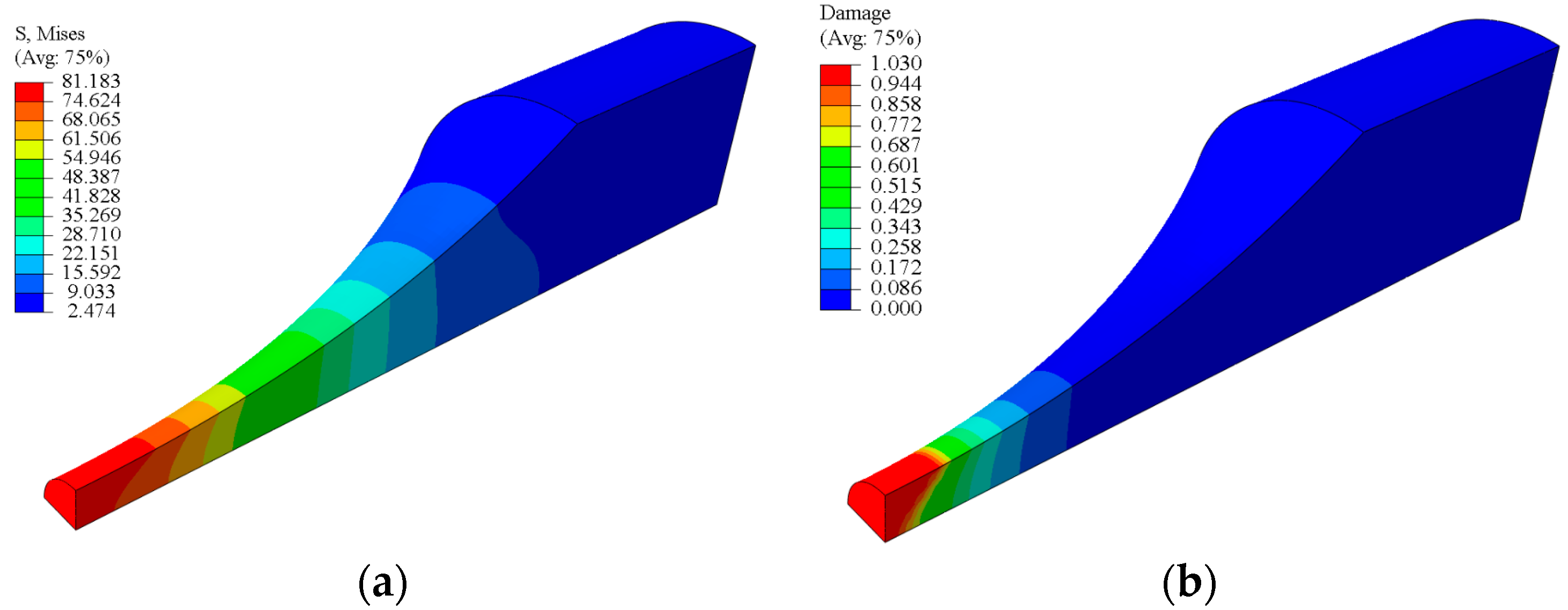
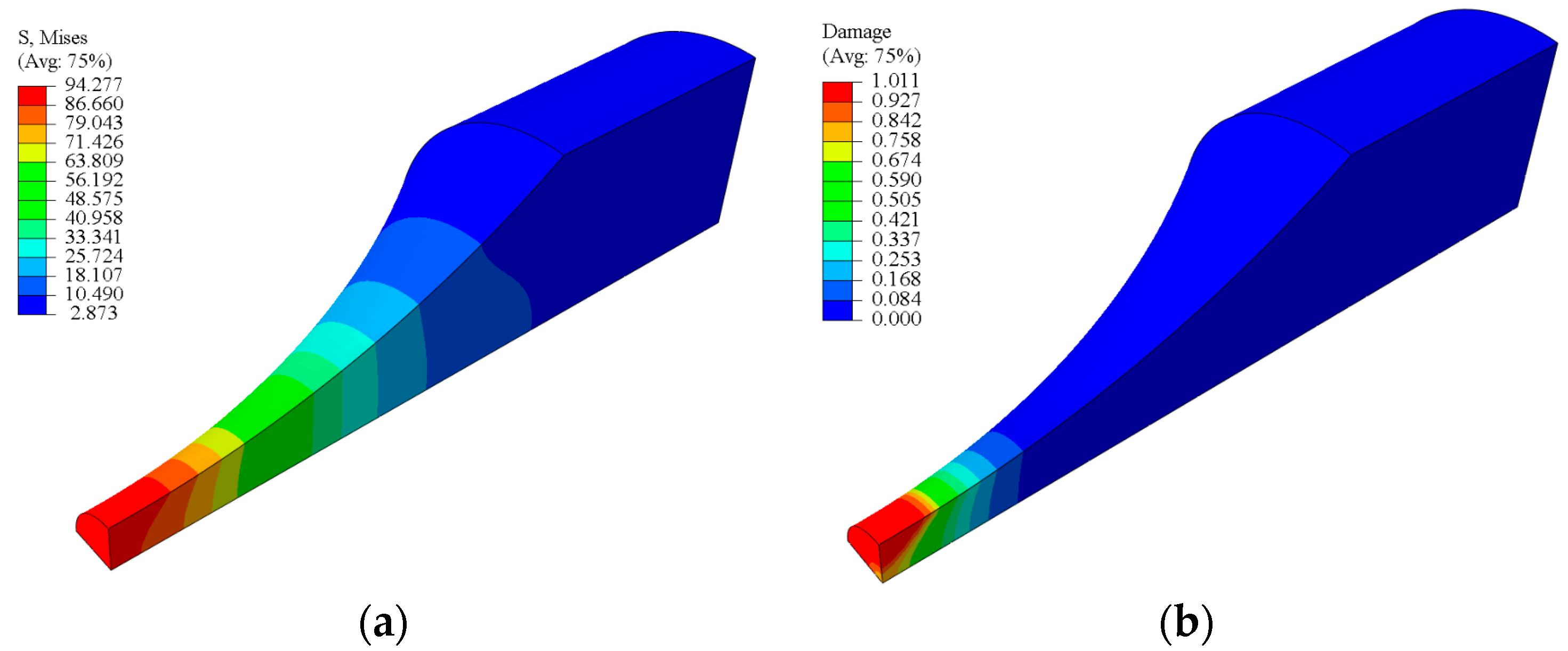
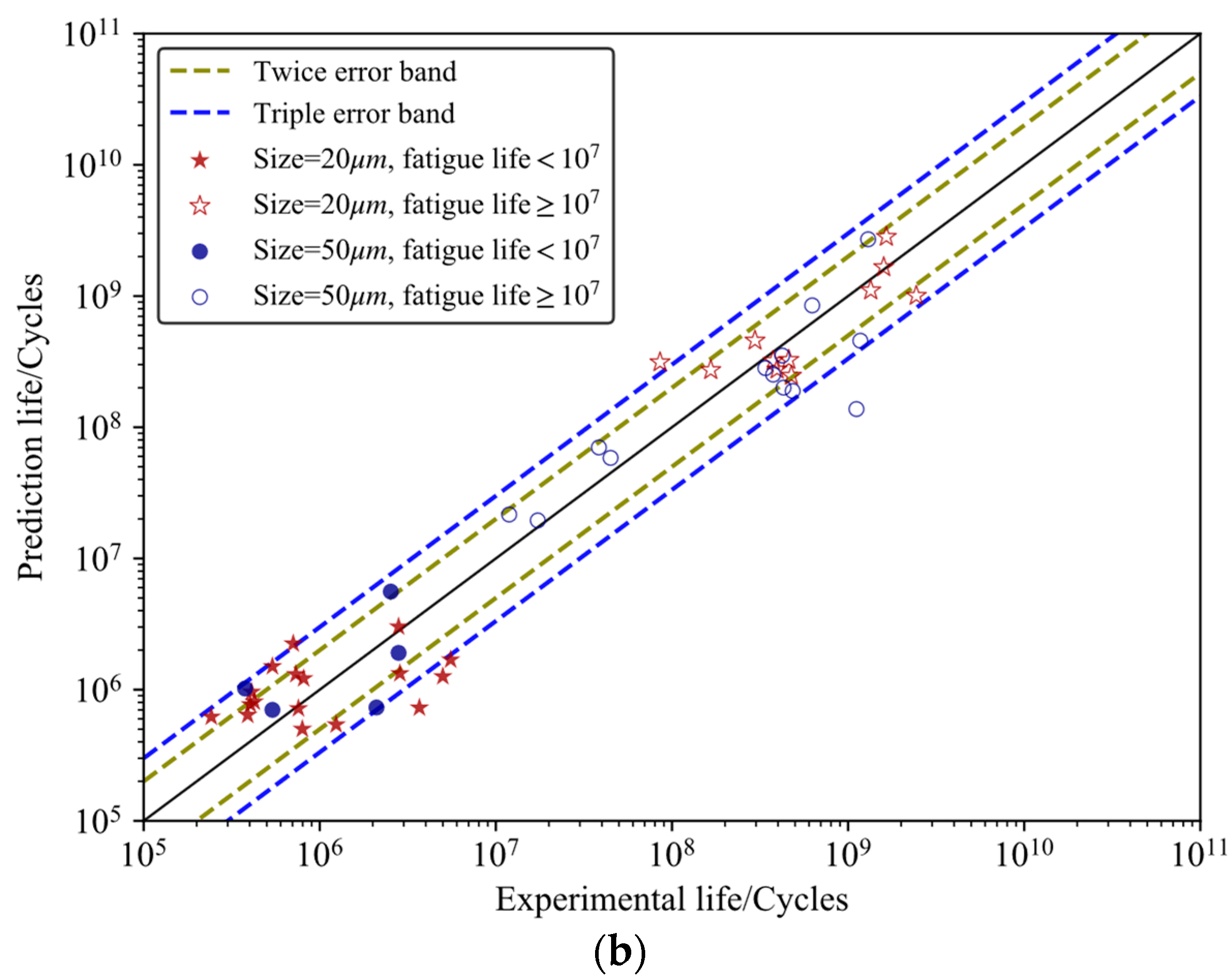
3.3. CDM-Based Numerical Results
4. Machine Learning Approach for HCF Life Prediction
4.1. Data Pre-Processing
- Data cleaning: This involves removing or correcting any errors or inconsistencies in the data, such as missing values, outliers, or duplicate records. Missing values can be handled by either removing the affected rows or replacing the missing values with a value, and outliers can be detected.
- Data transformation: Data transformation encompasses the process of converting the data into a format that is well-suited for analysis by a machine learning algorithm, with the aim of reducing the dimensionality of the data.
- Data splitting: The pre-processed data are typically split into two or more sets, with one set used for training the machine learning model and another set used for testing or validating the model. It helps to evaluate the performance of the model on unseen data and avoid overfitting.
- Data normalization: Normalizing the data involves ensuring that the input data have zero mean and unit variance. It helps the machine learning algorithm converge faster and improves the accuracy of the predictions.
4.2. Machine Learning Models
4.2.1. RF (Random Forest)
- Data Preparation. Prepare the dataset by splitting it into input features and the target variable.
- Bootstrap Aggregating. Generate multiple bootstrap samples from the original dataset by randomly sampling the data with replacement.
- Decision Tree Training. Build a decision tree for each bootstrap sample. At each node of the tree, a subset of input features is randomly selected, and the best split is determined based on a criterion to maximize the differences between the splits.
- Ensemble Creation. Combine the individual decision trees to create the Random Forest ensemble. Each tree in the ensemble independently predicts the target variable based on the input features.
- Prediction. For a new input instance, pass it through each decision tree in the Random Forest ensemble. The final prediction is obtained by averaging the predictions from all the trees.
4.2.2. K-Nearest Neighbor (KNN)
- Given a training dataset with features X and target values y, and a new data point x for which we want to predict the target value.
- For each data point in the training set, compute the distance between the feature vectors of that point and the feature vector of the new data point x. The distance metric used can be Euclidean distance, Manhattan distance, or any other distance metric.
- Select the K training data points that are closest to the new data point x based on the computed distances.
- Compute the average or median of the target values of the K nearest neighbors. This value is used as the predicted target value for the new data point x.
- Repeat the above steps for all the new data points for which we want to make predictions.
4.3. Evaluation Metrics of ML Prediction
5. Results and Discussion
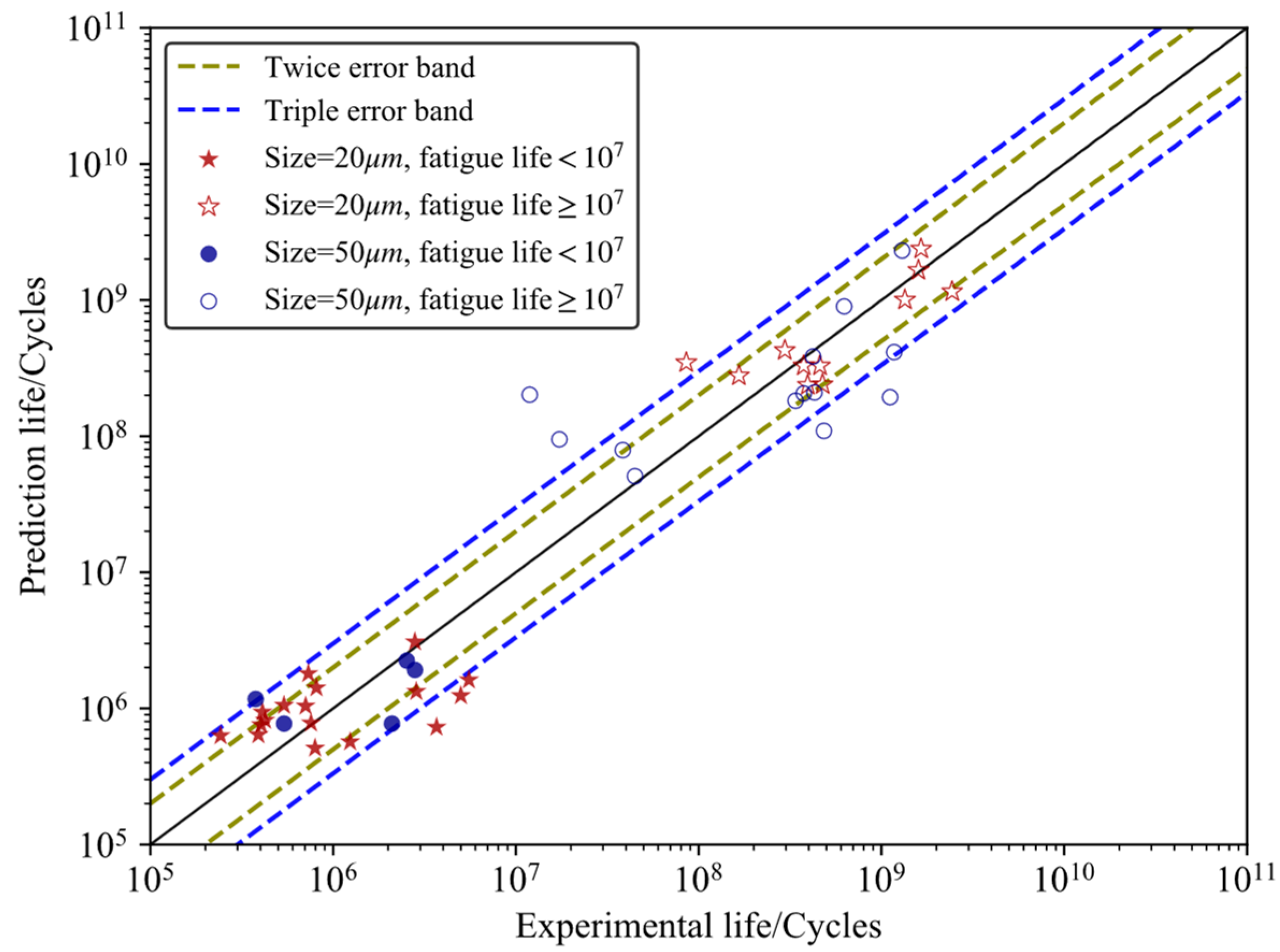
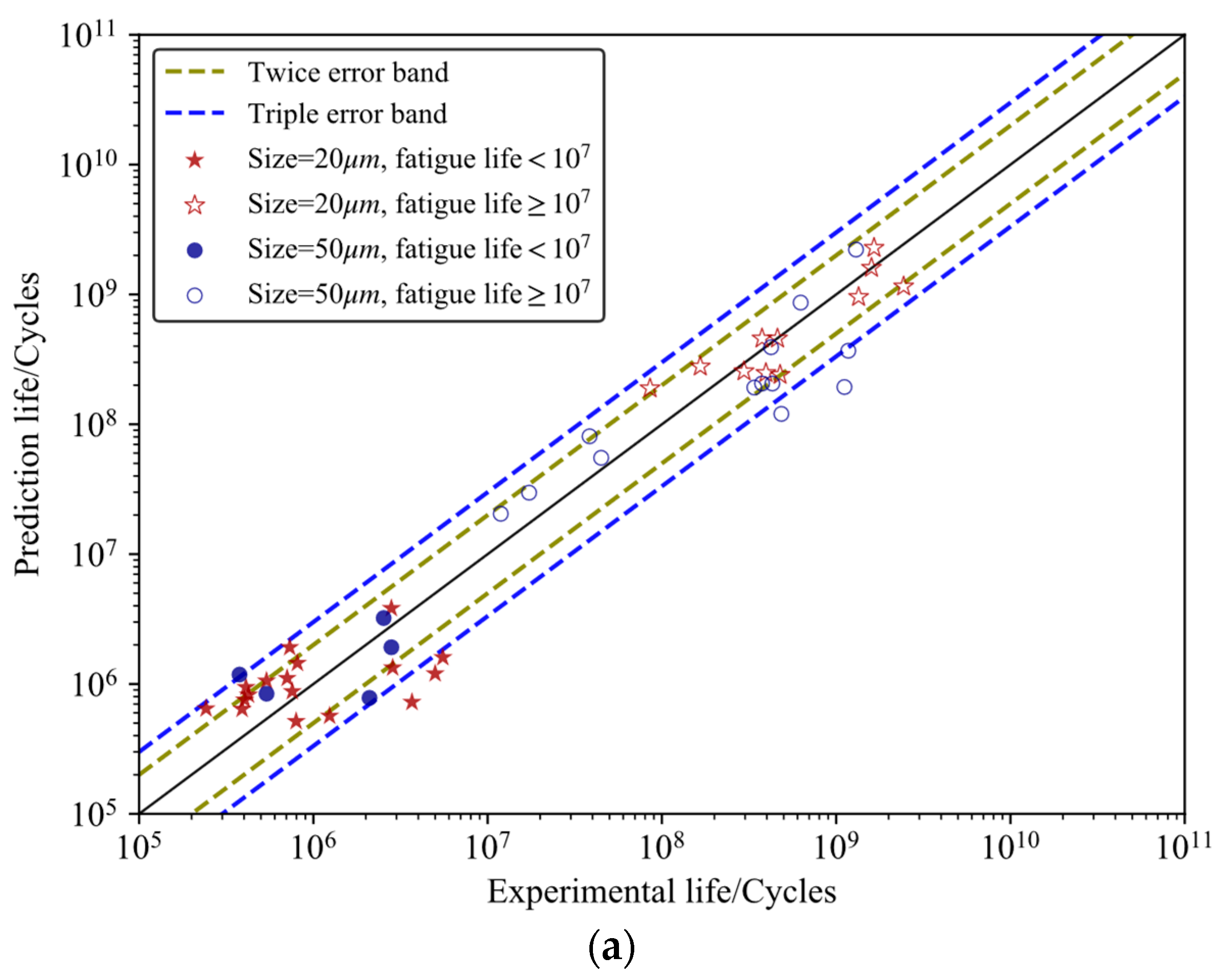
5.1. Predicted Fatigue Lives of AM AlSi10Mg by ML Models
5.2. Discussions
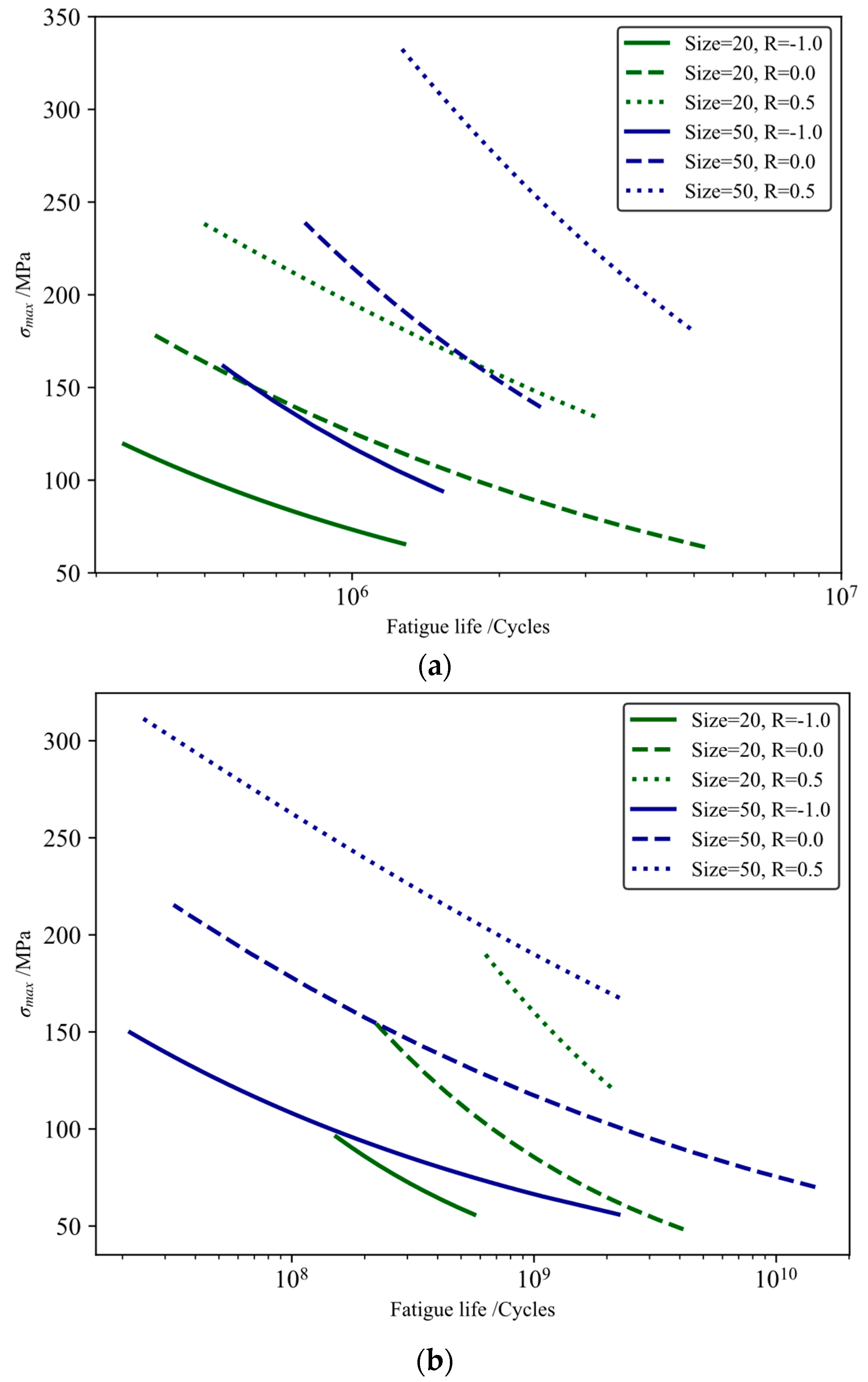
5.2.1. Influence of Stress Ratio and Maximum Stress on the Fatigue Life
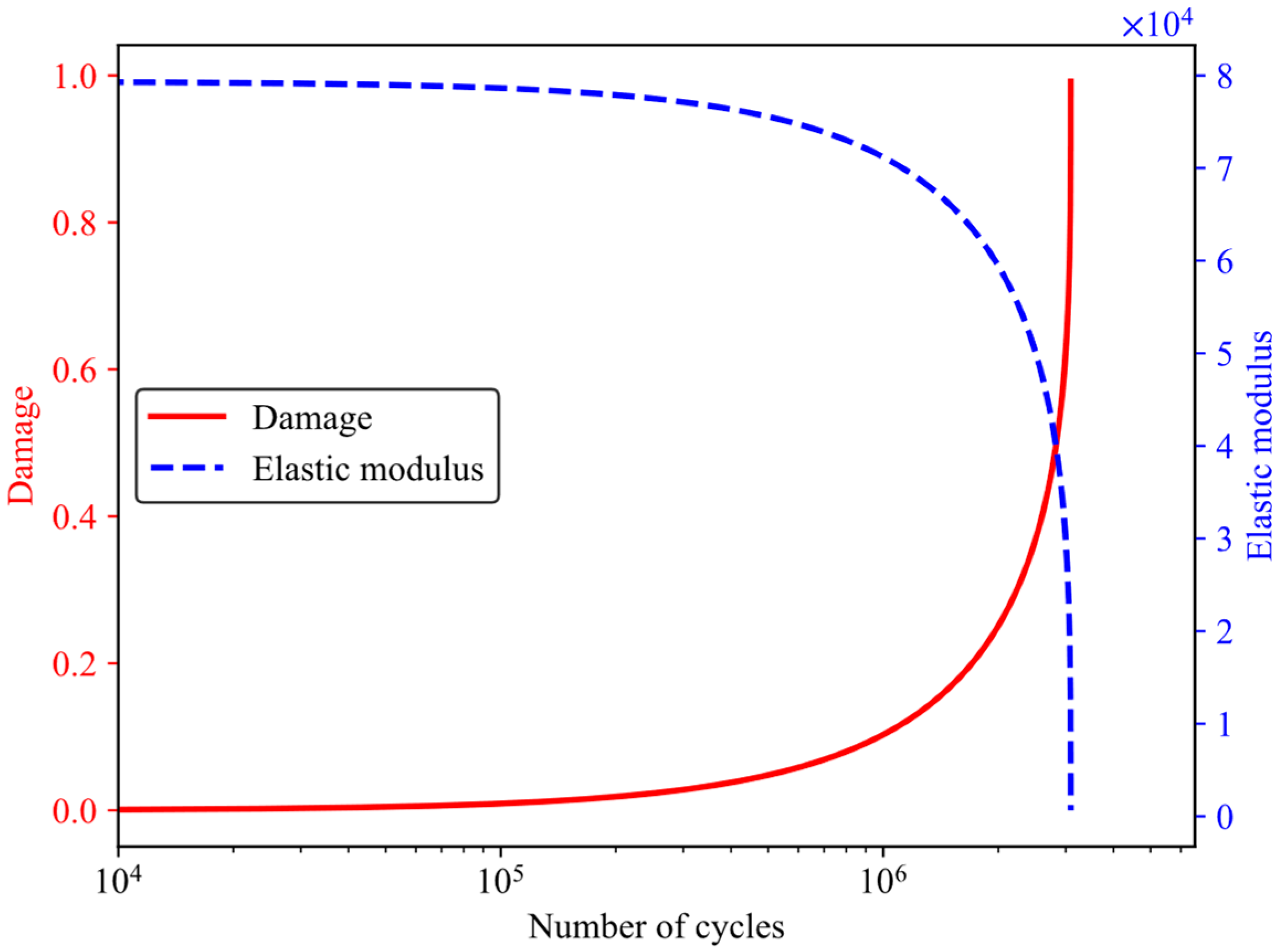
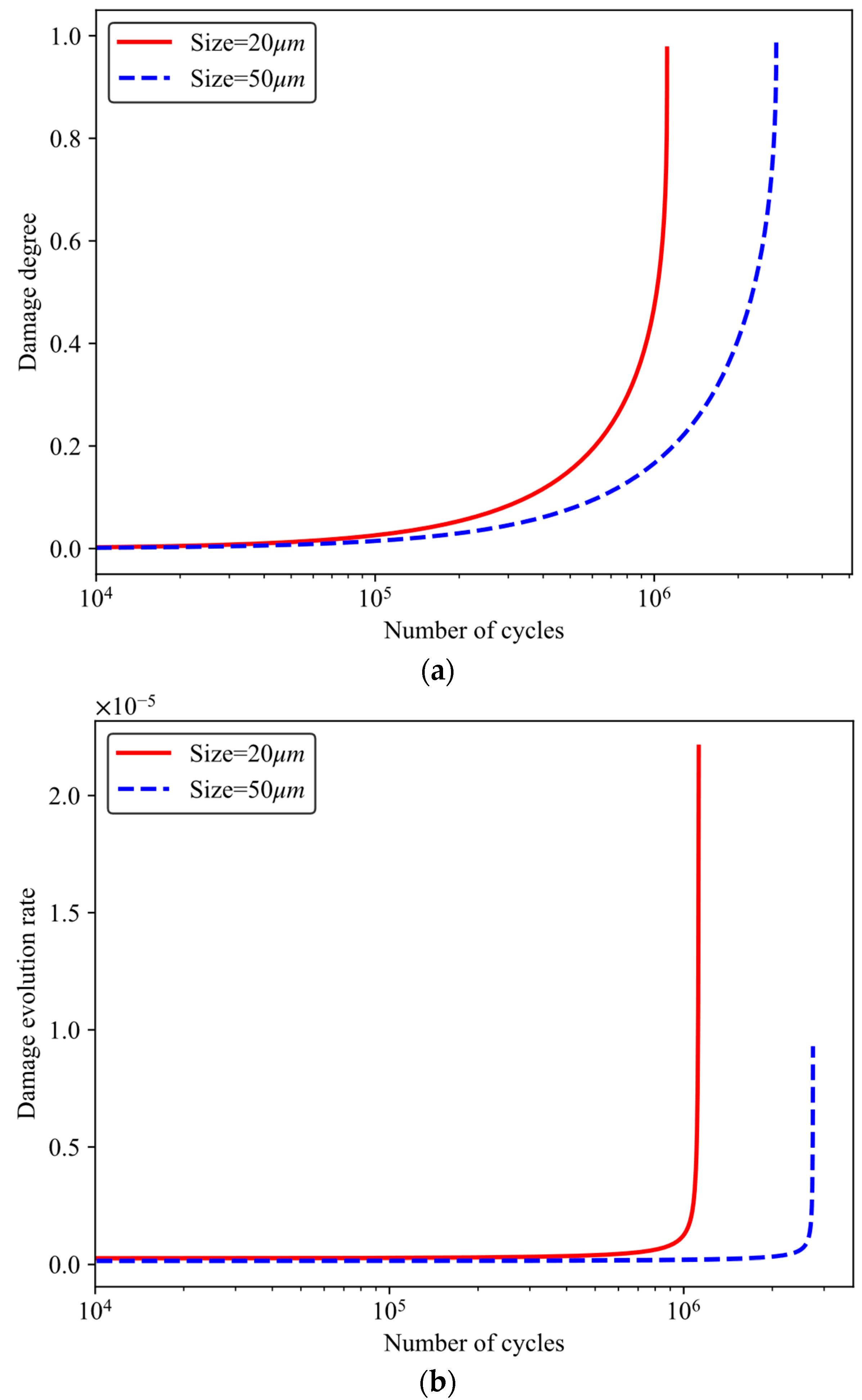
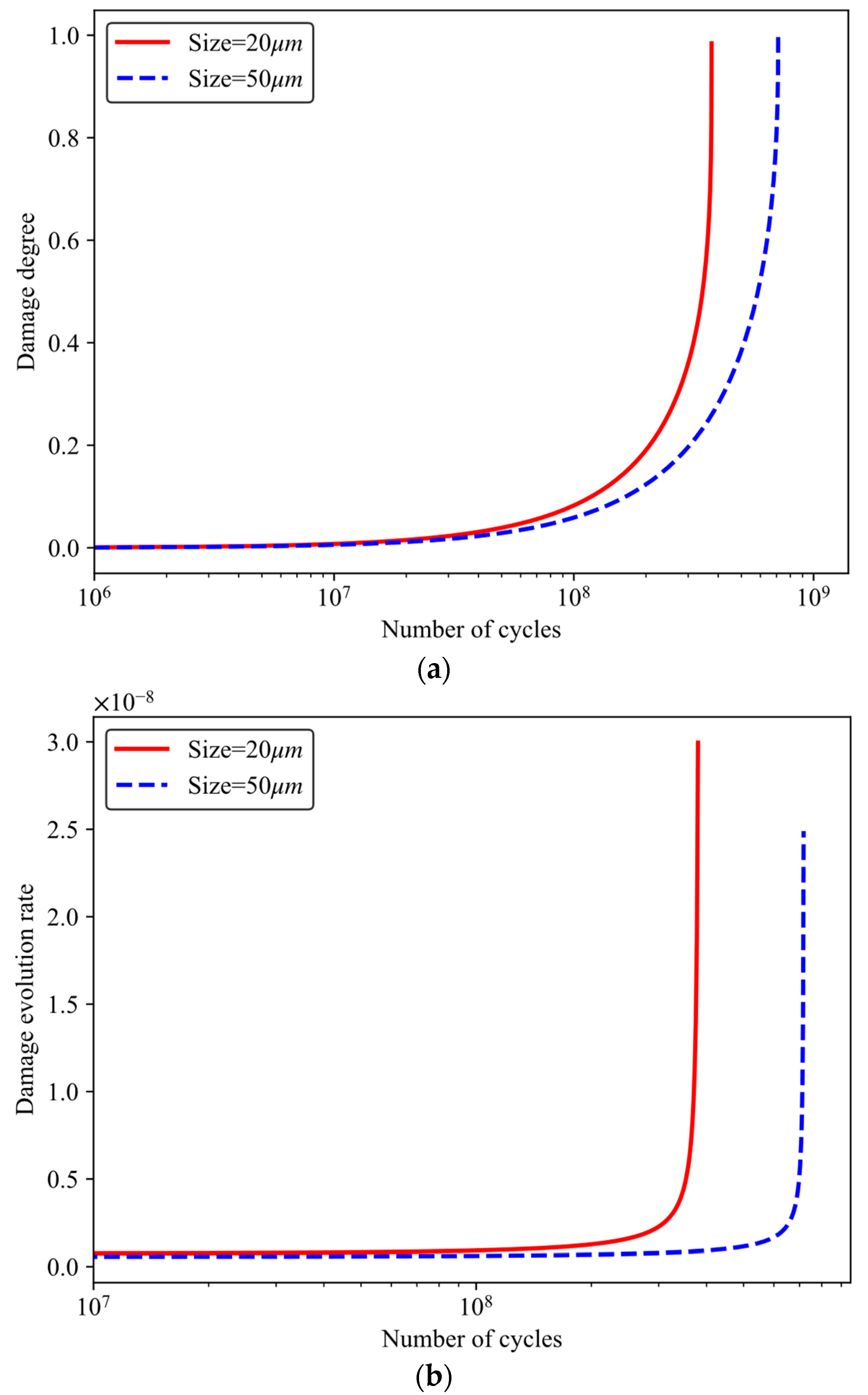
5.2.2. Influence of Powder Size on the Damage Accumulation and Evolution Rate
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, B.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2022, 52, 1309–1313. [Google Scholar]
- Harshavardhana, N. Review on 3D printing of medical parts. In Additive Manufacturing; Woodhead Publishing: Cambridge, UK, 2021; pp. 63–84. [Google Scholar]
- Tao, W.; Leu, M.C. Design of lattice structure for additive manufacturing. In Proceedings of the 2016 International Symposium on Flexible Automation (ISFA), Cleveland, OH, USA, 1–3 August 2016; pp. 325–332. [Google Scholar]
- Ferro, C.G.; Varetti, S.; Maggiore, P.; Lombardi, M.; Biamino, S.; Manfredi, D.; Calignano, F. Design and characterization of trabecular structures for an anti-icing sandwich panel produced by additive manufacturing. J. Sandw. Struct. Mater. 2020, 22, 1111–1131. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of lattice structures: A statistical approach to manufacturability and mechanical behavior. Robot. Comput.-Integr. Manuf. 2018, 49, 170–180. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Lowther, M.; Louth, S.; Davey, A.; Hussain, A.; Ginestra, P.; Carter, L.; Eisenstein, N.; Grover, L.; Cox, S. Clinical, industrial, and research perspectives on powder bed fusion additively manufactured metal implants. Addit. Manuf. 2019, 28, 565–584. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, M.; Rathee, S. Additive manufacturing: Recent trends, applications and future outlooks. Prog. Addit. Manuf. 2022, 7, 261–287. [Google Scholar] [CrossRef]
- Yu, T.; Hyer, H.; Sohn, Y.; Bai, Y.; Wu, D. Structure-property relationship in high strength and lightweight AlSi10Mg microlattices fabricated by selective laser melting. Mater. Des. 2019, 182, 108062. [Google Scholar] [CrossRef]
- Ming, X.; Song, D.; Yu, A.; Tan, J.; Zhang, Q.; Zhang, Z.; Chen, J.; Lin, X. Effect of heat treatment on microstructure, mechanical and thermal properties of selective laser melted AlSi7Mg alloy. J. Alloys Compd. 2023, 945, 169278. [Google Scholar] [CrossRef]
- Raja, A.; Cheethirala, S.R.; Gupta, P.; Vasa, N.J.; Jayaganthan, R. A review on the fatigue behaviour of AlSi10Mg alloy fabricated using laser powder bed fusion technique. J. Mater. Res. Technol. 2022, 17, 1013–1029. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Macías, J.G.S.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Laursen, C.M.; DeJong, S.A.; Dickens, S.M.; Exil, A.N.; Susan, D.F.; Carroll, J.D. Relationship between ductility and the porosity of additively manufactured AlSi10Mg. Mater. Sci. Eng. A 2020, 795, 139922. [Google Scholar] [CrossRef]
- Pascual, A.; Ortega, N.; Plaza, S.; López de Lacalle, L.N.; Ukar, E. Analysis of the influence of L-PBF porosity on the mechanical behavior of AlSi10Mg by XRCT-based FEM. J. Mater. Res. Technol. 2023, 22, 958–981. [Google Scholar] [CrossRef]
- Tridello, A.; Fiocchi, J.; Biffi, C.A.; Chiandussi, G.; Rossetto, M.; Tuissi, A.; Paolino, D.S. Effect of microstructure, residual stresses and building orientation on the fatigue response up to 109 cycles of an SLM AlSi10Mg alloy. Int. J. Fatigue 2020, 137, 105659. [Google Scholar] [CrossRef]
- Sausto, F.; Carrion, P.E.; Shamsaei, N.; Beretta, S. Fatigue failure mechanisms for AlSi10Mg manufactured by L-PBF under axial and torsional loads: The role of defects and residual stresses. Int. J. Fatigue 2022, 162, 106903. [Google Scholar] [CrossRef]
- Du Plessis, A.; Beretta, S. Killer notches: The effect of as-built surface roughness on fatigue failure in AlSi10Mg produced by laser powder bed fusion. Addit. Manuf. 2020, 35, 101424. [Google Scholar] [CrossRef]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Bagherifard, S.; Beretta, S.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Razavi, S.M.J.; Riccio, M.; Bandini, M.; Du Plessis, A.; Berto, F.; Guagliano, M. Fatigue behaviour of notched laser powder bed fusion AlSi10Mg after thermal and mechanical surface post-processing. Mater. Sci. Eng. A 2022, 829, 142145. [Google Scholar] [CrossRef]
- Luo, P.; Yao, W.; Li, P. A notch critical plane approach of multiaxial fatigue life prediction for metallic notched specimens. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 854–870. [Google Scholar] [CrossRef]
- Mahtabi, M.J.; Shamsaei, N. A modified energy-based approach for fatigue life prediction of superelastic NiTi in presence of tensile mean strain and stress. Int. J. Mech. Sci. 2016, 117, 321–333. [Google Scholar] [CrossRef] [Green Version]
- Liao, D.; Zhu, S.P.; Keshtegar, B.; Qian, G.; Wang, Q. Probabilistic framework for fatigue life assessment of notched components under size effects. Int. J. Mech. Sci. 2020, 181, 105685. [Google Scholar] [CrossRef]
- Gao, T.; Tong, Y.; Zhan, Z.; Mei, W.; Hu, W.; Meng, Q. Development of a non-local approach for life prediction of notched specimen considering stress/strain gradient and elastic-plastic fatigue damage. Int. J. Damage Mech. 2022, 31, 1057–1081. [Google Scholar] [CrossRef]
- Zhan, Z. Fatigue life calculation for TC4-TC11 titanium alloy specimens fabricated by laser melting deposition. Theor. Appl. Fract. Mech. 2018, 96, 114–122. [Google Scholar] [CrossRef]
- Wang, H.; Liu, X.; Wang, X.; Wang, Y. Numerical method for estimating fatigue crack initiation size using elastic–plastic fracture mechanics method. Appl. Math. Model. 2019, 73, 365–377. [Google Scholar] [CrossRef]
- Cao, M.; Liu, Y.; Dunne, F.P.E. A crystal plasticity approach to understand fatigue response with respect to pores in additive manufactured aluminium alloys. Int. J. Fatigue 2022, 161, 106917. [Google Scholar] [CrossRef]
- Carrara, P.; Ambati, M.; Alessi, R.; De Lorenzis, L. A framework to model the fatigue behavior of brittle materials based on a variational phase-field approach. Comput. Methods Appl. Mech. Eng. 2020, 361, 112731. [Google Scholar] [CrossRef]
- Yasbolaghi, R.; Khoei, A. Micro-structural aspects of fatigue crack propagation in atomistic-scale via the molecular dynamics analysis. Eng. Fract. Mech. 2020, 226, 106848. [Google Scholar] [CrossRef]
- Liu, S.; Shi, W.; Zhan, Z.; Hu, W.; Meng, Q. On the development of error-trained BP-ANN technique with CDM model for the HCF life prediction of aluminum alloy. Int. J. Fatigue 2022, 160, 106836. [Google Scholar] [CrossRef]
- Gao, T.; Ji, C.; Zhan, Z.; Huang, Y.; Liu, C.; Hu, W.; Meng, Q. A novel defect-based fatigue damage model coupled with an optimized neural network for high-cycle fatigue analysis of casting alloys with surface defect. Int. J. Fatigue 2023, 170, 107538. [Google Scholar] [CrossRef]
- Lemaitre, J.; Desmorat, R. Engineering Damage Mechanics: Ductile, Creep, Fatigue and Brittle Failures; Springer Science & Business Media: Berlin, Germany, 2006. [Google Scholar]
- Liu, N.; Cui, X.; Xiao, J.; Lua, J.; Phan, N. A simplified continuum damage mechanics based modeling strategy for cumulative fatigue damage assessment of metallic bolted joints. Int. J. Fatigue 2020, 131, 105302. [Google Scholar] [CrossRef]
- Shen, F.; Zhao, B.; Li, L.; Chua, C.K.; Zhou, K. Fatigue damage evolution and lifetime prediction of welded joints with the consideration of residual stresses and porosity. Int. J. Fatigue 2017, 103, 272–279. [Google Scholar] [CrossRef]
- Wang, D.; Tan, D.; Liu, L. Particle swarm optimization algorithm: An overview. Soft Comput. 2018, 22, 387–408. [Google Scholar] [CrossRef]
- Marinakis, Y.; Iordanidou, G.R.; Marinaki, M. Particle swarm optimization for the vehicle routing problem with stochastic demands. Appl. Soft Comput. 2013, 13, 1693–1704. [Google Scholar] [CrossRef]
- Jian, Z.M.; Qian, G.A.; Paolino, D.S.; Tridello, A.; Berto, F.; Hong, Y.S. Crack initiation behavior and fatigue performance up to very-high-cycle regime of AlSi10Mg fabricated by selective laser melting with two powder sizes. Int. J. Fatigue 2021, 143, 106013. [Google Scholar] [CrossRef]
- Zhan, Z.; Li, H.; Lam, K.Y. Development of a novel fatigue damage model with AM effects for life prediction of commonly-used alloys in aerospace. Int. J. Mech. Sci. 2019, 155, 110–124. [Google Scholar] [CrossRef]
- Li, S.; He, H.; Li, J. Big data-driven lithium-ion battery modeling method based on SDAE-ELM algorithm and data pre-processing technology. Appl. Energy 2019, 242, 1259–1273. [Google Scholar] [CrossRef]
- Kaveh, A.; Dadras Eslamlou, A.; Javadi, S.M.; Geran Malek, N. Machine learning regression approaches for predicting the ultimate buckling load of variable-stiffness composite cylinders. Acta Mech. 2021, 232, 921–931. [Google Scholar] [CrossRef]
- Zhang, J.; Ma, G.; Huang, Y.; Sun, J.; Aslani, F.; Nener, B. Modelling uniaxial compressive strength of lightweight self-compacting concrete using random forest regression. Constr. Build. Mater. 2019, 210, 713–719. [Google Scholar] [CrossRef]
- Song, Y.; Liang, J.; Lu, J.; Zhao, X. An efficient instance selection algorithm for k nearest neighbor regression. Neurocomputing 2017, 251, 26–34. [Google Scholar] [CrossRef]
- Song, J.; Zhao, J.; Dong, F.; Zhao, J. A novel regression modeling method for PMSLM structural design optimization using a distance-weighted KNN algorithm. IEEE Trans. Ind. Appl. 2018, 54, 4198–4206. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Size | C1 | C2 | C3 | γ1 | γ2 | γ3 |
|---|---|---|---|---|---|---|
| 20 μm | 10,000 | 6569.42 | 10,000 | 983.25 | 29.34 | 983.25 |
| 50 μm | 10,000 | 6163 | 9673.03 | 4999.76 | 29.06 | 4671.39 |
| Powder Size/μm | Fatigue Life Range | α | β | n | m |
|---|---|---|---|---|---|
| 20 | <107 | 2.18 × 10−11 | 2.6 | 0.002284 | 2.20 |
| ≥107 | 2.83 × 10−14 | 2.6 | 0.000791 | 2.43 | |
| 50 | <107 | 4.56 × 10−11 | 1.5 | 0.000802 | 1.90 |
| ≥107 | 1.00 × 10−18 | 1.5 | 0.001996 | 4.72 |
| RF Model | KNN Model | Numerical Model | |
|---|---|---|---|
| MSE | 0.19 | 0.28 | 0.34 |
| R2 | 0.71 | 0.63 | 0.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bian, Z.; Wang, X.; Zhang, Z.; Song, C.; Gao, T.; Hu, W.; Sun, L.; Chen, X. An ML-Based Approach for HCF Life Prediction of Additively Manufactured AlSi10Mg Considering the Effects of Powder Size and Fatigue Damage. Aerospace 2023, 10, 586. https://doi.org/10.3390/aerospace10070586
Bian Z, Wang X, Zhang Z, Song C, Gao T, Hu W, Sun L, Chen X. An ML-Based Approach for HCF Life Prediction of Additively Manufactured AlSi10Mg Considering the Effects of Powder Size and Fatigue Damage. Aerospace. 2023; 10(7):586. https://doi.org/10.3390/aerospace10070586
Chicago/Turabian StyleBian, Zhi, Xiaojia Wang, Zhe Zhang, Chao Song, Tongzhou Gao, Weiping Hu, Linlin Sun, and Xiao Chen. 2023. "An ML-Based Approach for HCF Life Prediction of Additively Manufactured AlSi10Mg Considering the Effects of Powder Size and Fatigue Damage" Aerospace 10, no. 7: 586. https://doi.org/10.3390/aerospace10070586
APA StyleBian, Z., Wang, X., Zhang, Z., Song, C., Gao, T., Hu, W., Sun, L., & Chen, X. (2023). An ML-Based Approach for HCF Life Prediction of Additively Manufactured AlSi10Mg Considering the Effects of Powder Size and Fatigue Damage. Aerospace, 10(7), 586. https://doi.org/10.3390/aerospace10070586