1. Introduction
Continuous-fiber reinforced thermoplastic composites are gaining attention in the aerospace industry for exhibiting advantages compared to thermoset composites, such as design and manufacturing flexibility, including multiple post-forming processes, and capability of being processed by a large range of traditional machining methods, fast cycle time and recyclability. As far as their mechanical performance is concerned, their enhanced impact resistance is a very attractive feature for selecting them in demanding lightweight applications. Moreover, in woven ply configurations they yield less anisotropic mechanical properties, which could be desirable in the context of conceptual design. In this context, the experimental determination of their mechanical properties over a wide range of static and fatigue mechanical tests, as well as quantification of the effect of aging on these properties, are extremely important for design and in-service monitoring purposes.
The main advantages of thermoplastic composites in comparison with thermoset composites have been very well described in the scientific literature to date. Excellent mechanical properties, good behaviour against impact, no need of cold storage owing to their long shelf-life and no chemical reaction during consolidation, which opens the possibility of short-time processing are among their most appealing features [
1,
2,
3,
4]. There is a significant amount of literature focusing on mechanical characterization of continuous-fiber thermoplastic composites. Chu et al. [
5] characterized 3-D braided Graphite/polyether ether ketone (PEEK) composites by static tensile tests and experimentally determined time-dependent mechanical properties at various temperatures by performing relaxation experiments and dynamic mechanical analysis (DMA) tests. Hufenbach et al. [
6] studied the strain-rate dependency of the mechanical properties of three thermoplastic composite materials, including impact energy absorption, at different temperatures, and additionally studied the effect of fiber–matrix interphase modification on transverse tensile strength. Liu et al. [
7] developed a damage model accounting for fiber failure and matrix cracking and validated it with an open-hole compression test on woven PEEK specimens. Kuo et al. [
8] performed 4-point bending tests on thermoplastic composites and studied the effect of molding temperature on flexure properties and failure modes. Boccardi et al. [
9] used infrared tomography to study the effect of frequency on the temperature of cantilever glass- and jute-based woven thermoplastic composite specimens subjected to cyclic bending. Sorentino et al. [
10] fabricated and characterized polyethylene naphthalate (PEN) thermoplastic composites at 100 °C by 3-point bending, DMA and impact tests. As far as shear loading characterization is concerned, Hufenbach et al. [
11] performed Iosipescu tests on woven thermoplastic composites and used high-speed camera and digital image correlation for studying the deformation and failure in order to develop material modeling strategies in commercial finite element software. Zenasni and coworkers [
12,
13] experimentally studied the effect of fiber material and weave pattern on the fracture response of polyetherimide (PEI)-matrix-based woven thermoplastic composite specimens in Mode I and Mode II.
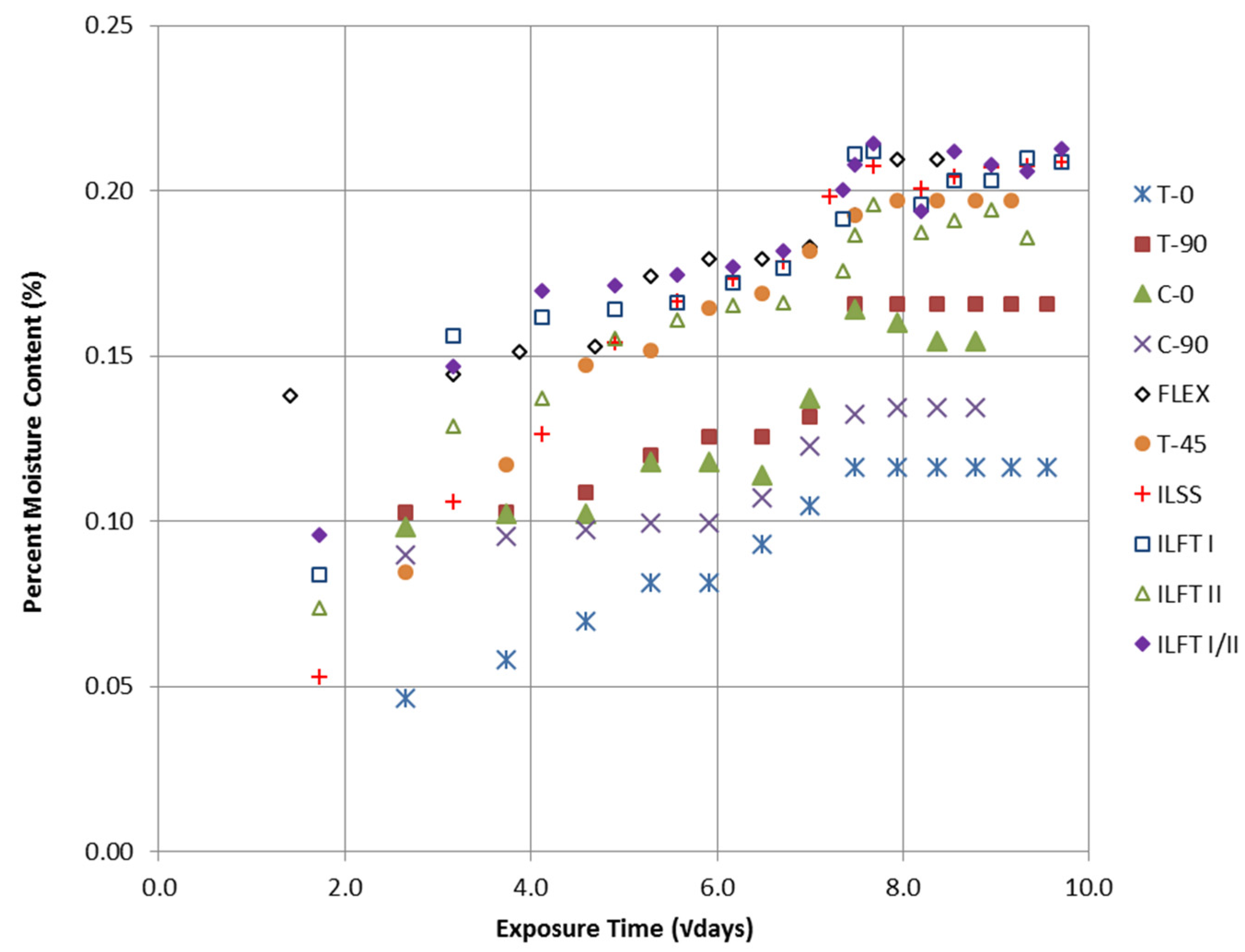
The effect of aging on static and dynamic response of engineering thermoplastics has been studied since the early 1990s. As a general conclusion, PEEK polymers (and, therefore, PEEK-reinforced composites) are not the thermoplastic polymers which may absorb the highest level of water. It has been reported by Buchman and Isayev [
14] that PEEK composites may absorb approximately 0.2% of humidity, in comparison with other thermoplastic polymers, which may absorb above 1%. This is mainly caused by the semi-crystalline structure of PEEK, in comparison with other thermoplastic polymers which have a larger amorphous part. Béland [
15] concluded that semicrystalline thermoplastics/carbon composites may absorb also around 0.2% of humidity while carbon/amorphous thermoplastic may absorb beyond 0.8%. The effect of thermal aging on carbon-fibre reinforced PEEK has been studied by Buggy and Carew [
16], who performed static and fatigue flexure tests. Aging has been applied by two different methods: by storage for up to 76 weeks at high temperatures and by thermal cycling from room temperature (RT) to 250°C. They indicated a low sensitivity of the laminate flexural modulus and strength to ageing at 120 °C. Kim et al. [
17] developed an analytical model for predicting the flexural properties degradation at high temperatures (540–640 °C) and performed 4-point bending tests for validation purposes. In the context of an implant application study, Schambron et al. [
18] experimentally determined the effect of environmental ageing on static and cyclic flexure response of carbon-fibre/PEEK coupons and reported superior fatigue resistance compared to stainless steel. An experimental comparison of the bearing strength of woven-ply-reinforced thermoplastic or thermoset laminates at 120 °C after hygrothermal aging has been performed by Vieille et al. [
19].
Thus, it can be concluded that the effect of aging on the mechanical response of woven thermoplastic composites has yet not been quantified over a wide range of mechanical tests. The present work aims to close this void by presenting an extensive test campaign performed to assess the mechanical properties of a high-performance woven carbon-fiber reinforced thermoplastic material in non-aged and aged conditions. Material characterization has been achieved by conducting mechanical tests according to (static tests) or based on (fatigue tests) ASTM and ISO standards, such as tension, compression, in-plane and interlaminar shear, flexure, Mode I, II and I/II fracture. Properties derived from static tests are reported in batch mode, to provide a measure of the test-type non-linearity and testing procedure repeatability. Moreover, the effect of aging is assessed by measuring mechanical properties after specimen environmental conditioning in hot-wet storage. Finally, albeit the main objective of the current work is to provide experimental data, in order to check the applicability of linear elastic fracture mechanics based on effective material properties, interlaminar fracture test cases in Mode I and II have been modelled in a commercial finite element software and the predictions were compared with measured values. The main conclusion of the present work is that aging leads to significant degradation of the strength in engineering woven thermoplastic composites, while stiffness-related properties seem to be rather insensitive to aging.
2. Materials and Methods
2.1. Specimen Manufacturing
Thermoplastic composite coupons for mechanical properties’ characterization were cut from a set of carbon fiber/PEEK plates manufactured by FIDAMC (Getafe, Spain). The engineering polymer selected for this study consisted of Tenax®TPCL PEEK-4-40-HTA40 3K supplied by Toho-Tenax (Tokyo, Japan). The material was carbon-fiber-reinforced PEEK (CF/PEEK) fabric 5HS (5 harness satin), 0.31 mm nominal thickness per ply, 40% of resin weight fraction and a fiber areal weight (FAW) of 285 gsm. The stacking sequence of the thermoplastic laminates varied depending on the mechanical testing and defined by the standards, explained in detail in the next sub-sections. It should be noted that, due to the fact that the used CF/PEEK fabric was a 5HS (non-symmetrical), the 0° direction of each ply was defined as the warp direction of the roll material, as suggested by the material supplier.
On the basis of previous experience with other candidate manufacturing methods [
20], the selected manufacturing process for the consolidation of the laminates was compression molding by hot-platen press. The utilized equipment is located at the FIDAMC facilities (Getafe, Spain). Each laminate was first-hand laid-up with the help of a manual welder and then located in a metallic frame which acted as material retainer. Two polyimide sheets with a release agent were placed at both sides of the laminate, acting as release films. Two metallic caul plates were also used in order to obtain a proper flat-surface finish. The consolidation cycle consisted of a heating ramp at approximately 2 °C/min up to a consolidation dwell of 30 min at 400 ± 10 °C with an applied pressure of 1 MPa.
2.2. Hot-Wet Storage Aging
During its service life, an aircraft is exposed to high temperatures and high levels of humidity. The properties of composite materials may be affected as a consequence of moisture absorption and high temperatures. A faithful replication of the environmental exposure during aircraft operation would require a cyclic conditioning procedure between hot/humid and cold/dry conditions, as dictated by relevant standards (MIL-STD-810 or other). In the proposed work, we have followed an accelerated conditioning procedure on the basis of common practice [
21], which would form a small part of an extended experimental aging campaign towards material airworthiness certification.
In order to evaluate the degradation of mechanical properties, an environmentally conditioned testing scenario was considered according to ASTM D5229/D5229M. The selected method is a recommended pre-test conditioning method, consistent with the recommendations of the Composite Materials Handbook-17 [
22]. Specifically, the procedure that has been followed in these test series is a conditioning procedure, BHEP, which covers non-ambient moisture conditioning of material coupons from the same batch as the ones tested, widely known as traveler specimens, in a humidity chamber (-H-) at a prescribed constant, conditioning the environment to equilibrium (-E-), periodic (-P-) coupon weighing being required. Two different types of test series were covered. On the one hand, room temperature (RT) tests were conducted on specimens without any previous conditioning. Room Temperature conditions are controlled to meet standard laboratory atmosphere conditions, which according to ASTM D5229/D5229M, are 23 ± 2 °C and 50% ± 10% relative humidity. On the other hand, parallel test series were performed on specimens that have been previously conditioned. These are known as Hot Wet (HW) tests.
The conditioning parameters are usually fixed according to the conditions to which aircraft structure may be subjected during its service life. This commonly means an equilibrium moisture weight in an 85% relative humidity environment and a temperature of 70 °C. Nevertheless, in order to achieve a lower completion time for the testing campaign, accelerated conditioning was carried out. In order to achieve a faster aging process, conditioning was performed at a higher temperature (80 ± 3 °C), under the same relative humidity (85% ± 5%). It was checked that glass transition temperatures for the assessed material, as provided by the manufacturer, were significantly higher than the accelerated conditioning temperature. By proceeding this way, a decrease in conditioning periods was achieved, speeding the rate of testing.
2.3. Experimental Methods
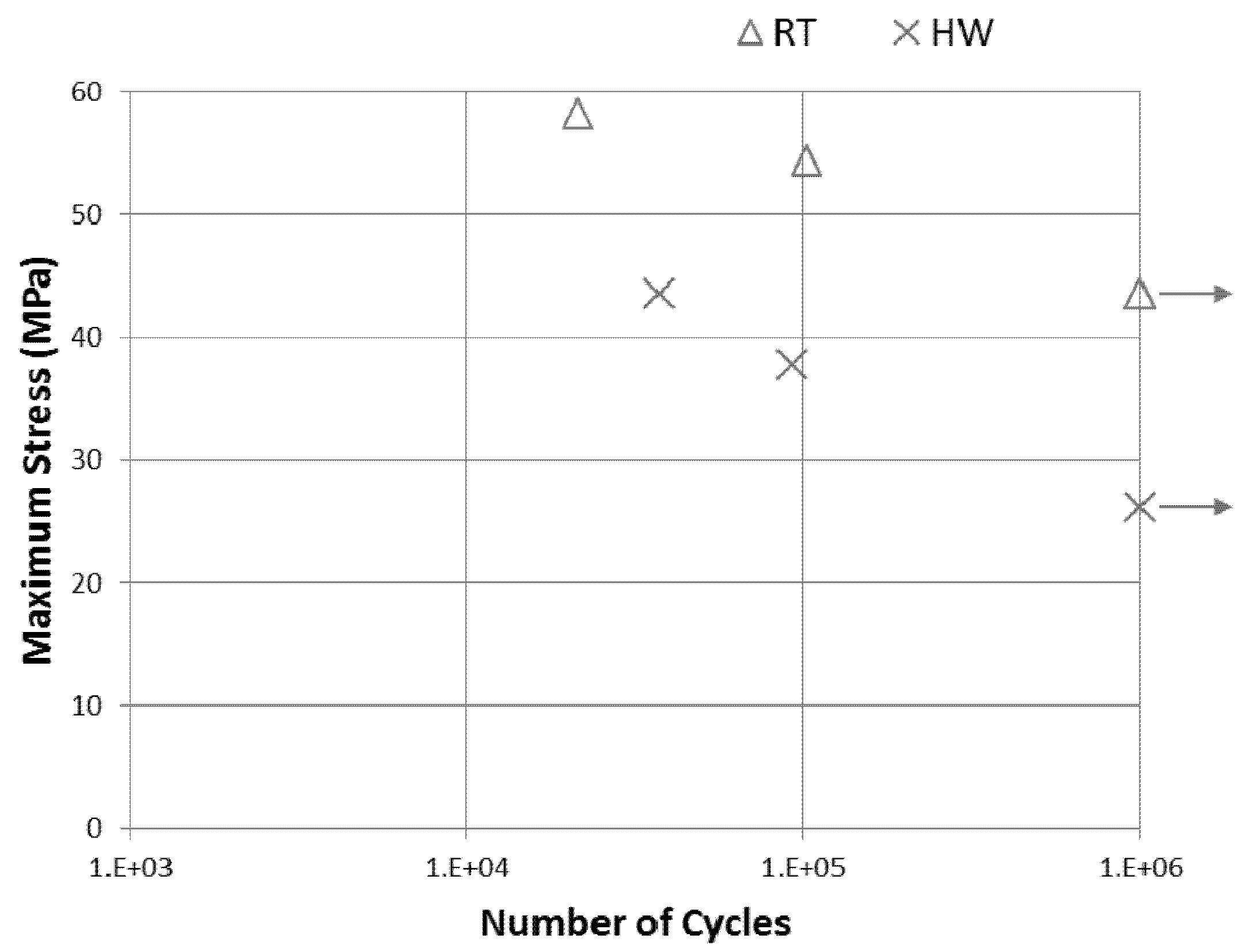
All mechanical tests presented in this work have been performed according to (static tests) or based on (fatigue tests) relevant ASTM or ISO standards. Each standard has been reported in the title of relevant the subsection of the following section. Static tests have been performed in a five specimen batch mode to provide a statistically valid representation of a material sample response under static loads. For the sake of cost savings in the case of such an extended test campaign, three specimens per test type have been tested in fatigue, each one at a load level representing a fatigue cycle regime: low cycle-(1.0 × 10
4 cycles), medium cycle-(1.0 × 10
5 cycles) and high cycle-fatigue (1.0 × 10
6 cycles). Each test was assumed to have concluded with a failure if either the specimen failed due to rupture or if a load-displacement slope decrease of at least 10% was detected compared to the slope at the 100
th loading cycle. A stress ratio of
R = σ
min/σ
max = 0.1 has been considered, which is typical for the characterization of carbon-fiber reinforced plastics (CFRP) under dynamic loading [
23,
24]. Regarding testing frequency, high frequencies may produce an increase in the specimen temperature, which leads to mechanical properties degradation [
25]. To avoid this, a frequency of 5 Hz was applied in all fatigue tests and the temperature of the specimens was monitored by means of a thermocouple placed on each. The laboratories involved in the campaign considered a range of specimen temperatures from RT up to 35 °C to be acceptable. For the selected frequency of testing, no specimen temperature reached 35 °C at any of the tests performed, and thus no effect of frequency on the results was assumed. According to the testing strategy, the fatigue endurance limit was set to 1.0 × 10
6 cycles.
All tests of the non-aged composite system (RT) have been conducted in Hellenic Aerospace Industry (HAI) facilities on an INSTRON 8801 (Norwood, MA, USA) hydraulic testing machine at room temperature (T = 25 ± 1 °C, 45% ± 5% humidity), equipped by an INSTRON load cell with a range up to 100 kN. In the case of fracture tests, a 5 kN Omega load cell has been used. In the case of double-cantilever beam (DCB) and mixed-mode bending (MMB) tests, a Philips SPC2050NC digital camera and Debut v4.08 by NCH software (Greenwood Village, CO, USA—non-commercial use edition) have been used to record crack propagation, whereas, in end-notch flexure (ENF) tests, crack propagation has been visually monitored. The camera-to-specimen distance was ca. 130 mm and focus has automatically been applied at a 640 × 80 pixel resolution and a rate of 30 frames per second.
HW tests have been performed on different Universal Testing Machines in Element facilities. Static tension (0°, ±45°, 90°) and compression (0°, 90°) tests were performed on a Zwick Z100 BS1, (Kennesaw, GA, USA) equipped with a Zwick load cell up to 100 kN. Static flexure, interlaminar shear strength (ILSS) and interlaminar fracture toughness tests were performed on a Zwick Retroline (INSTRON 5866) Universal Testing Machine, equipped with an INSTRON load cell having a range up to 10 kN. All static HW tests have been conducted under controlled temperature (70 °C) using thermocouples inside a temperature chamber (Thermcraft). Regarding fatigue, HW tests, tension (0°, ±45° laminates) and ILSS tests were performed on a Universal Dynamic Testing Machine INSTRON 8872, equipped with an INSTRON load cell up to 25 kN. For fatigue tension (90° laminate), a Universal Dynamic Testing Machine INSTRON 8801, equipped with an INSTRON load cell up to 100 kN, was used. In all fracture tests crack propagation has been visually monitored.
HW fatigue tests were performed at RT right after being environmentally conditioned. That choice was based on the assumption that there is an irreversible degradation of the material due to specimen conditioning. As reported in the literature [
26], long-term environmental conditioning leads to irreversible changes that cause permanent property alterations within the matrix, the fiber surfaces and the fiber/matrix interface. Therefore, by testing unaged and aged specimens under fatigue loading at RT conditions, it is possible to evaluate the effect of permanent degradation caused by hygrothermal conditioning.
2.4. Finite Element Models
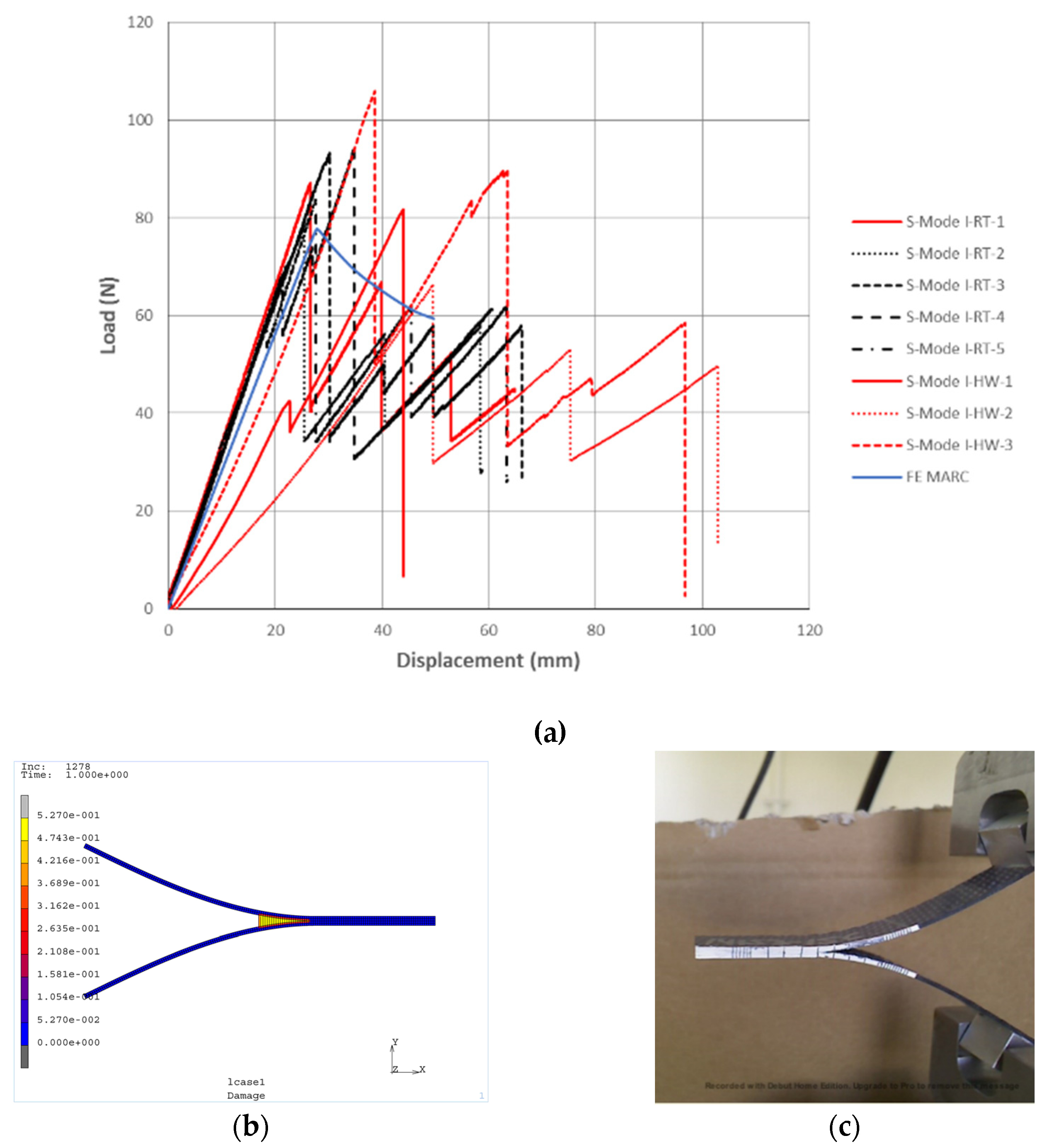
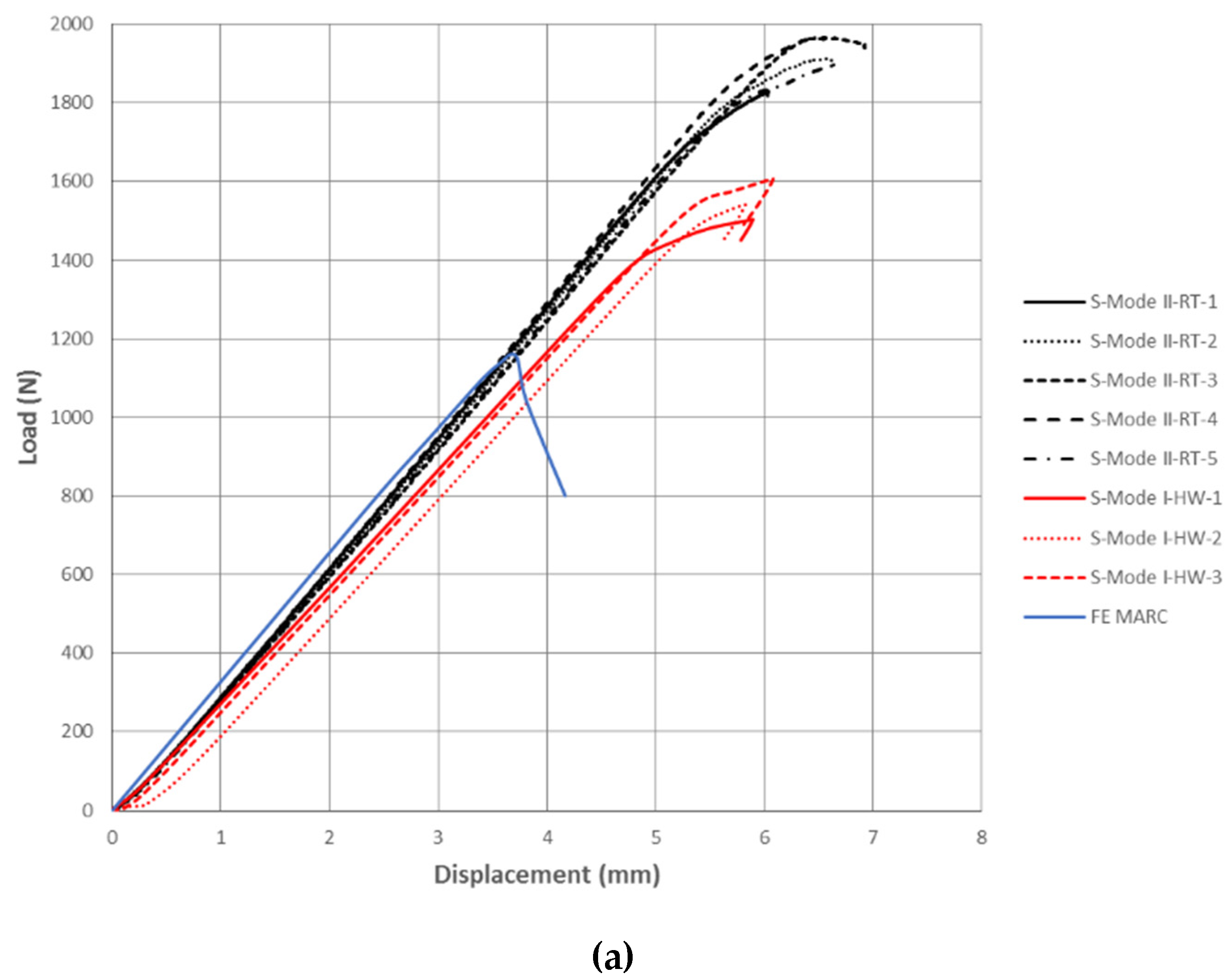
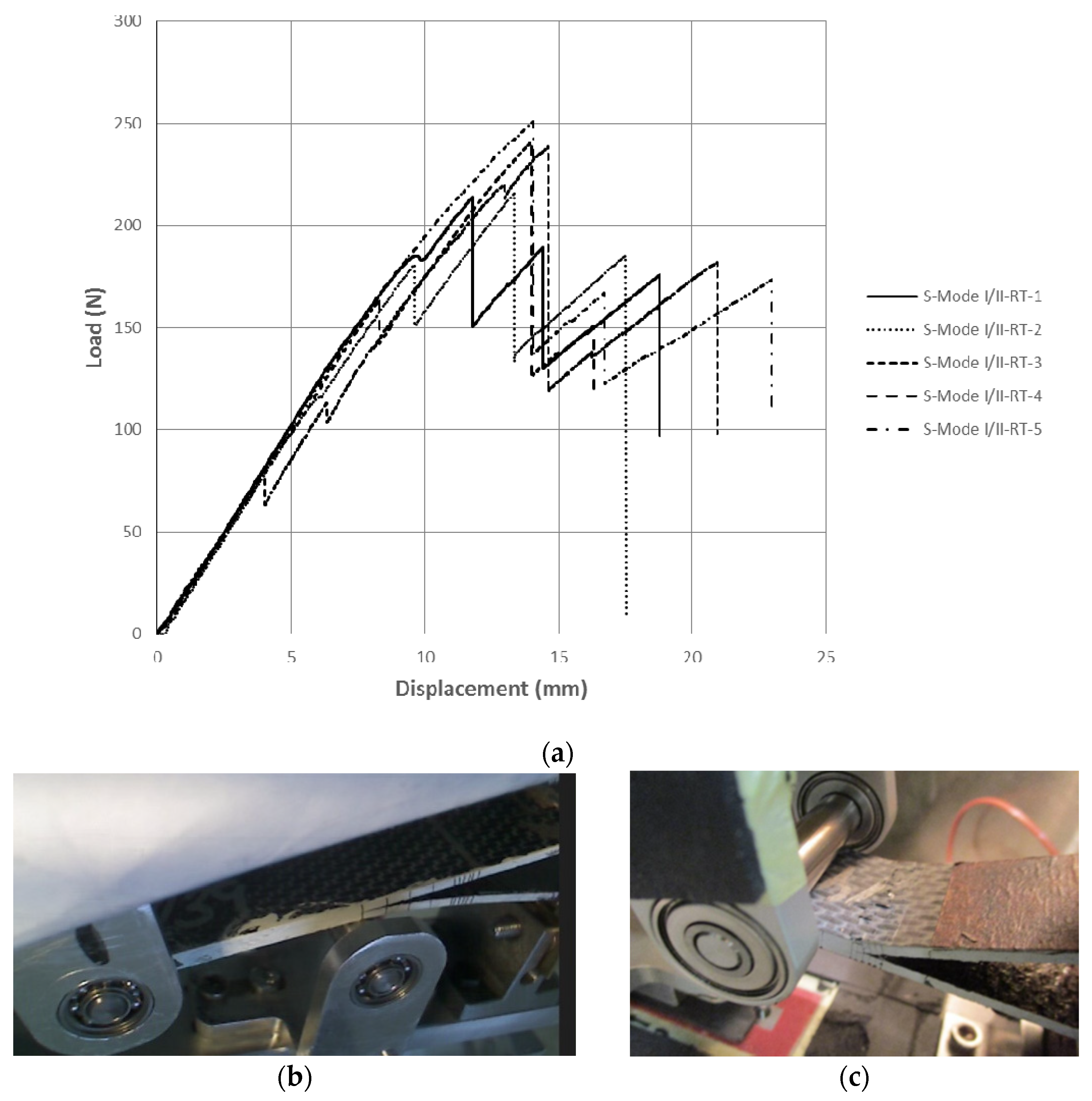
The numerical simulations for pure fracture Modes I and II have been performed using MSC MARC finite element (FE) software [
27]. In both cases, cohesive elements have been integrated into the models in order to evaluate the prediction of delamination propagation with experimental results. The composite thermoplastic material is modelled using property values at ply level extracted from mechanical tests. The constitutive relation of the cohesive elements is based on Linear Elastic Fracture Mechanics (LEFM) and an exponential damage law is used [
28]. The cohesive properties of the interface have been derived by experimentally determined values for normal traction (strength—
Section 3.3.1), interlaminar shear traction (strength—
Section 3.5.1) and critical energy release rates in Mode I (
Section 3.5.3) and Mode II (
Section 3.5.4). From these values, normal traction and fracture toughness in Mode I have been adapted according to the strategy formulated in [
29] in order to yield a critical opening displacement allowing for solution convergence. As discussed in
Section 3.5.3 and
Section 3.5.4, the modeling approach adopted herein, which has been successfully applied in unidirectional thermoset materials [
28], failed to accurately estimate the maximum load in both fracture modes of the woven thermoplastic material.
In order to simplify the analysis of both DCB and ENF tests, 2D models have been created using plane strain full-integration elements (Type 11) for the bulk material and cohesive elements (Type 186) for the interface. There are four elements through the thickness for the DCB model and five elements for the ENF model because of the difference in specimen thickness. An element length of 0.75 mm has been selected for composite and interface in order to achieve an acceptable convergence rate.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}