
A Novel Decomposition Method for Manufacture Variations and the Sensitivity Analysis on Compressor Blades


Abstract
:1. Introduction
2. Decomposition Method for Manufacture Variations
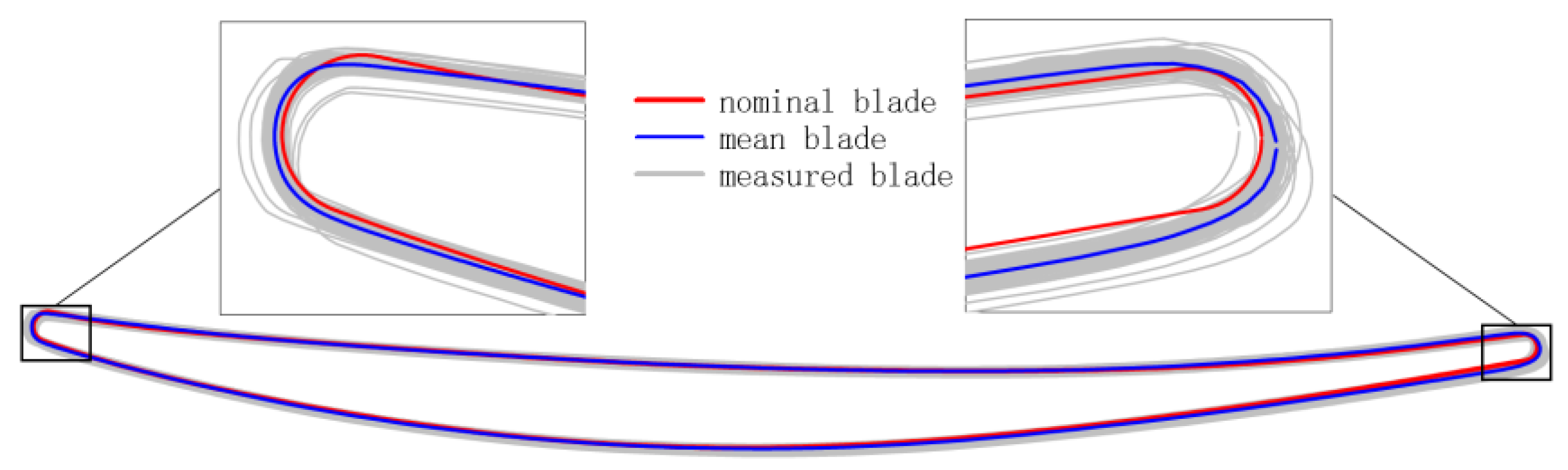
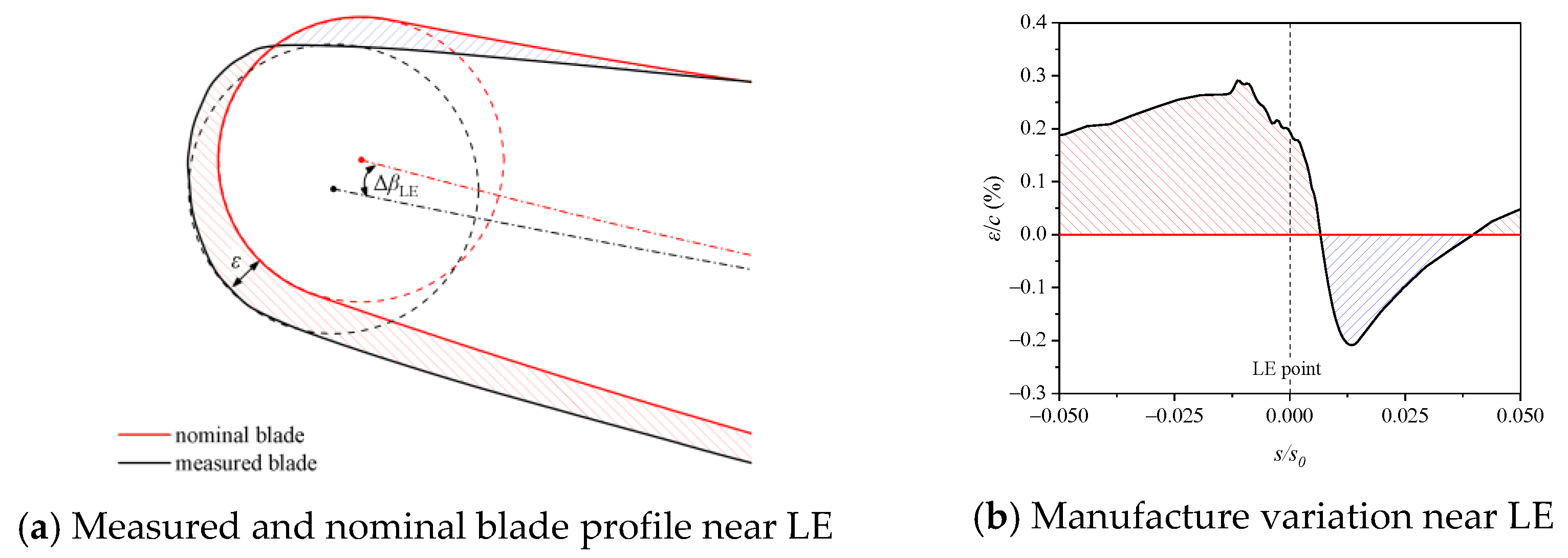
2.1. Definition of Manufacture Variations
- Systematically changed the profile parameters of the blade, such as the inlet metal angle and the chord length;
- Deformed the local geometric profile of the blade.
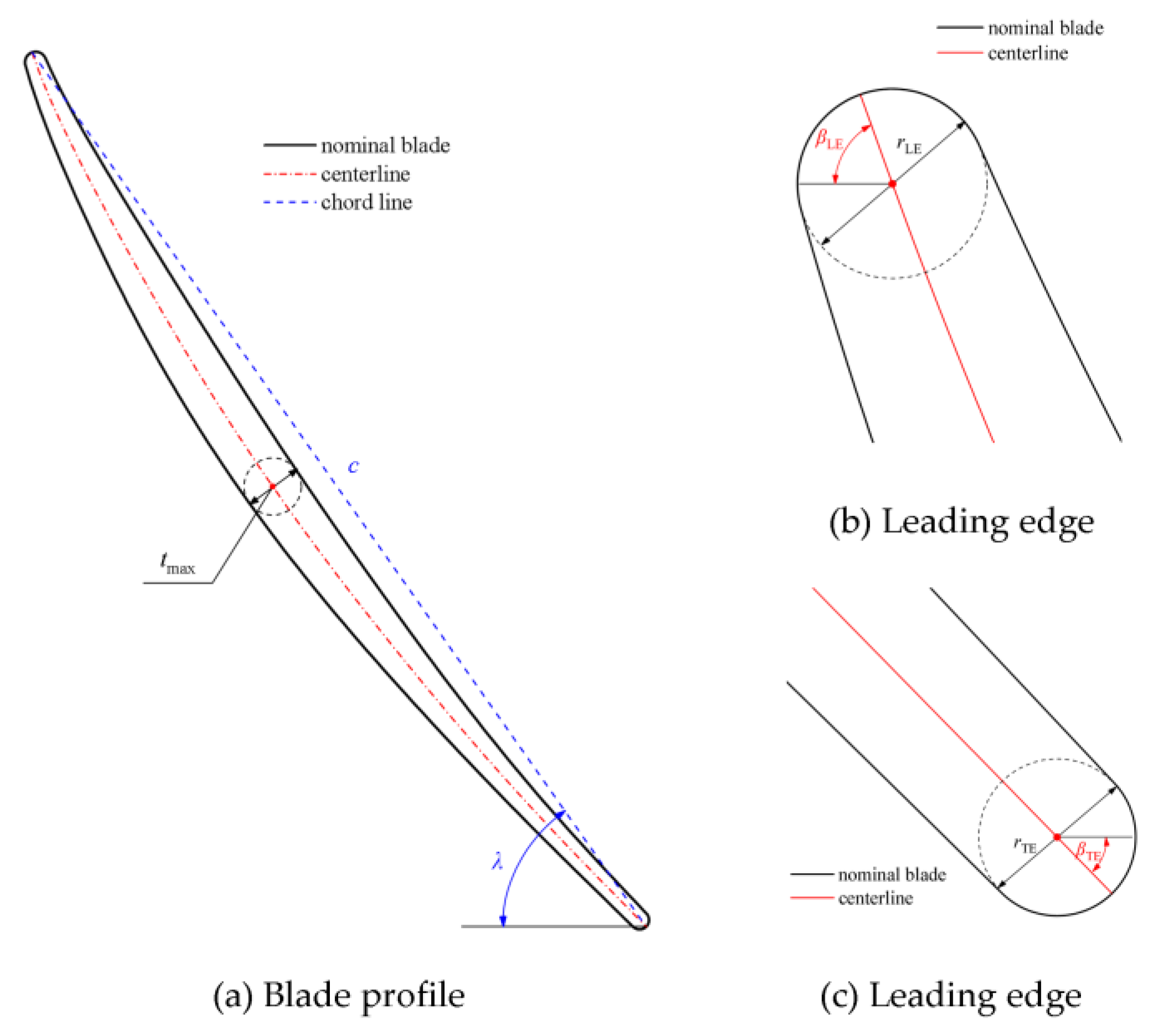
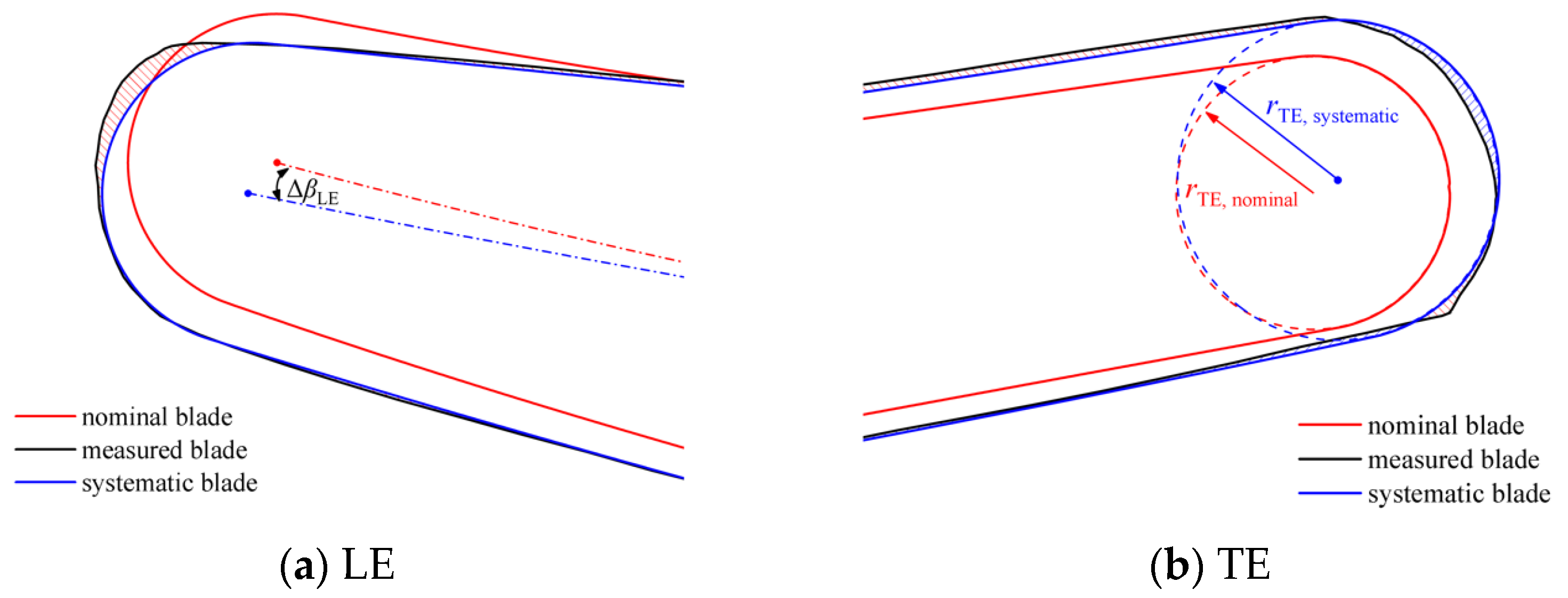
2.2. Systematic Manufacture Variation
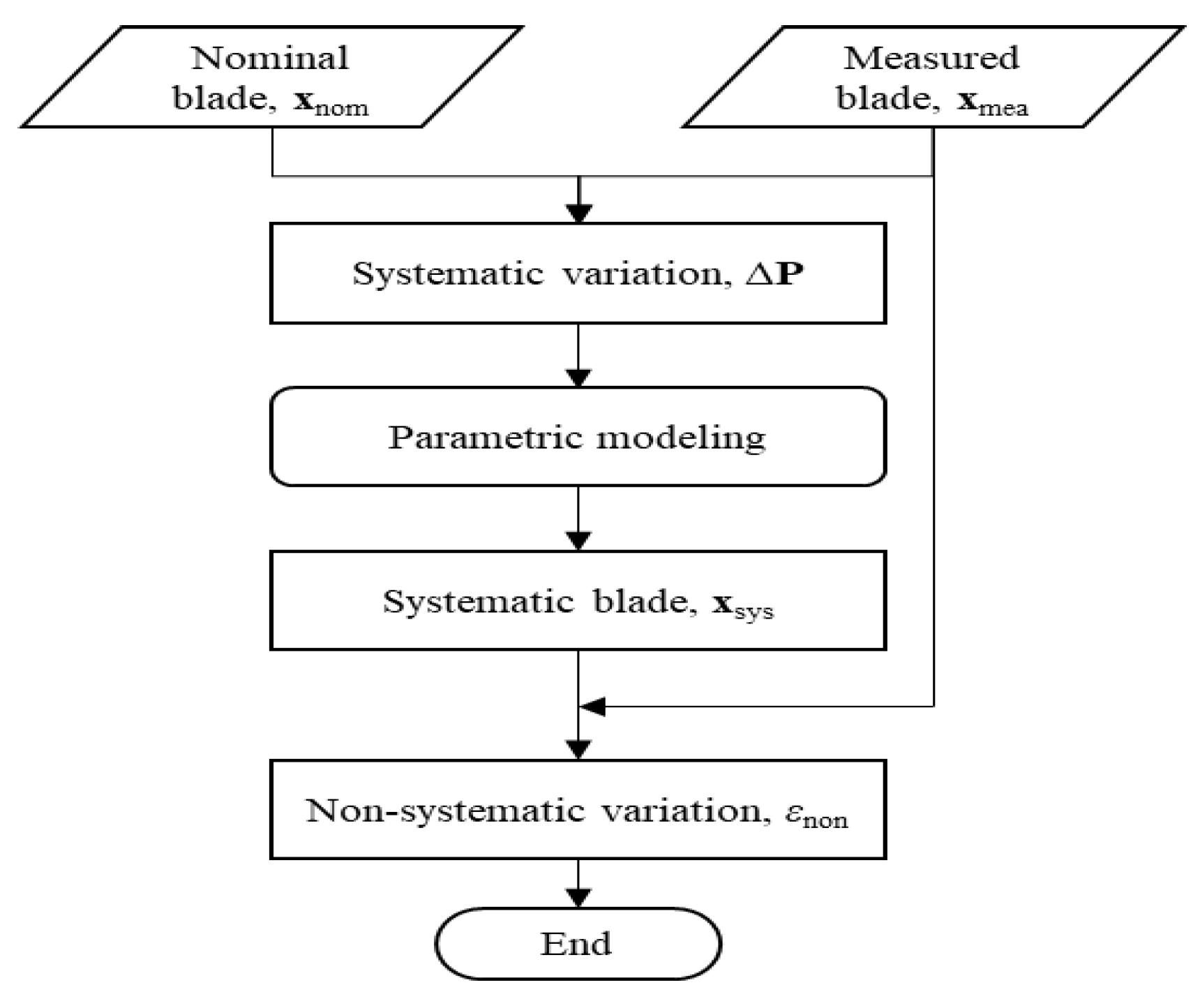
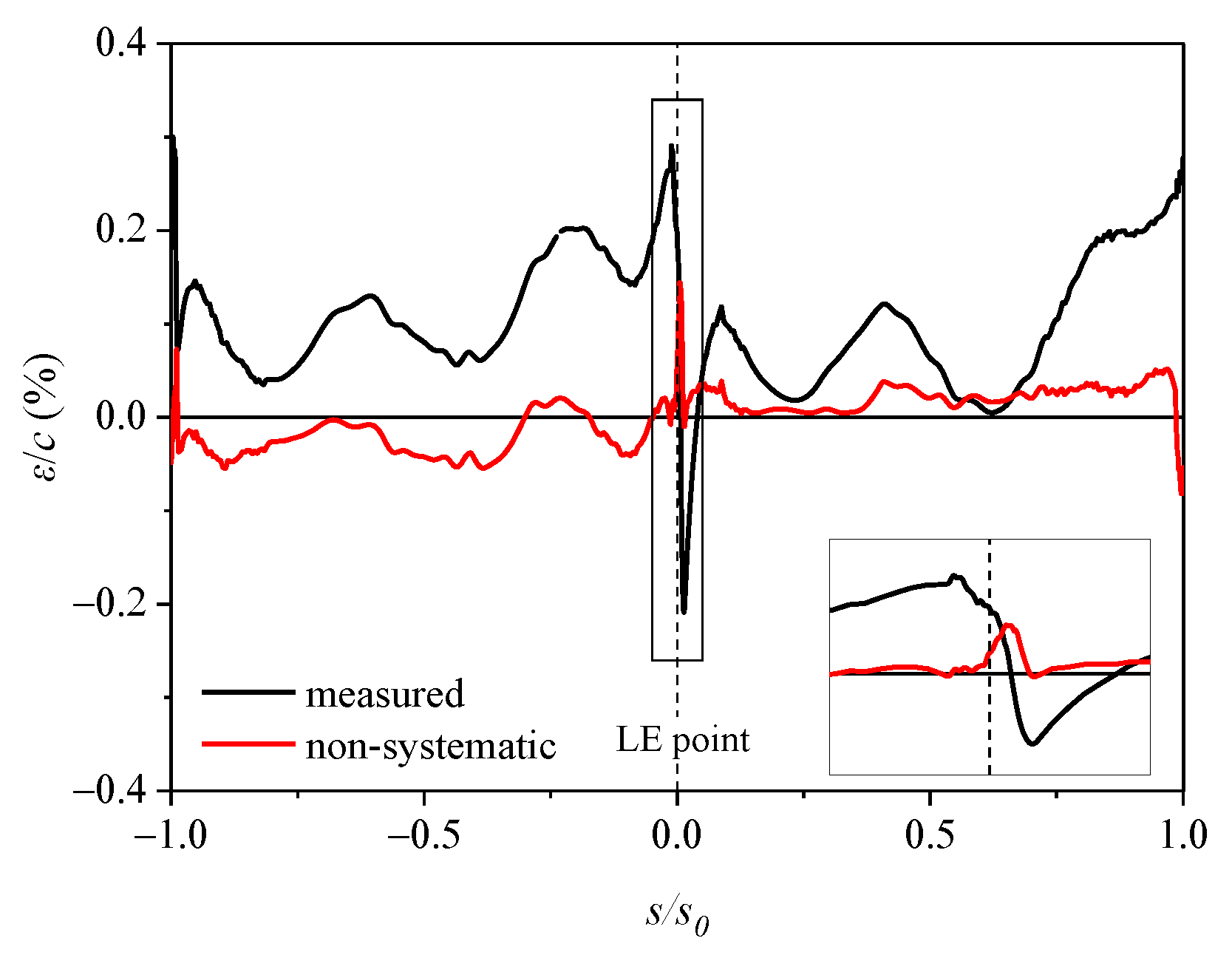
2.3. Non-Systematic Manufacture Variation
- Step 1: Extract systematic variations Δp;
- Step 2: Use parametric modeling to reconstruct the systematic blade profile xsys;
- Step 3: Calculate the variation εnon between the systematic blade and the corresponding measured blade.
3. Statistic Characteristics for Different Type of Manufacture Variation
3.1. Systematic Maufacture Variation
3.2. Non-Ystematic Maufacture Variation
4. Effect of Manufacture Variations on Blade Aerodynamic Performances
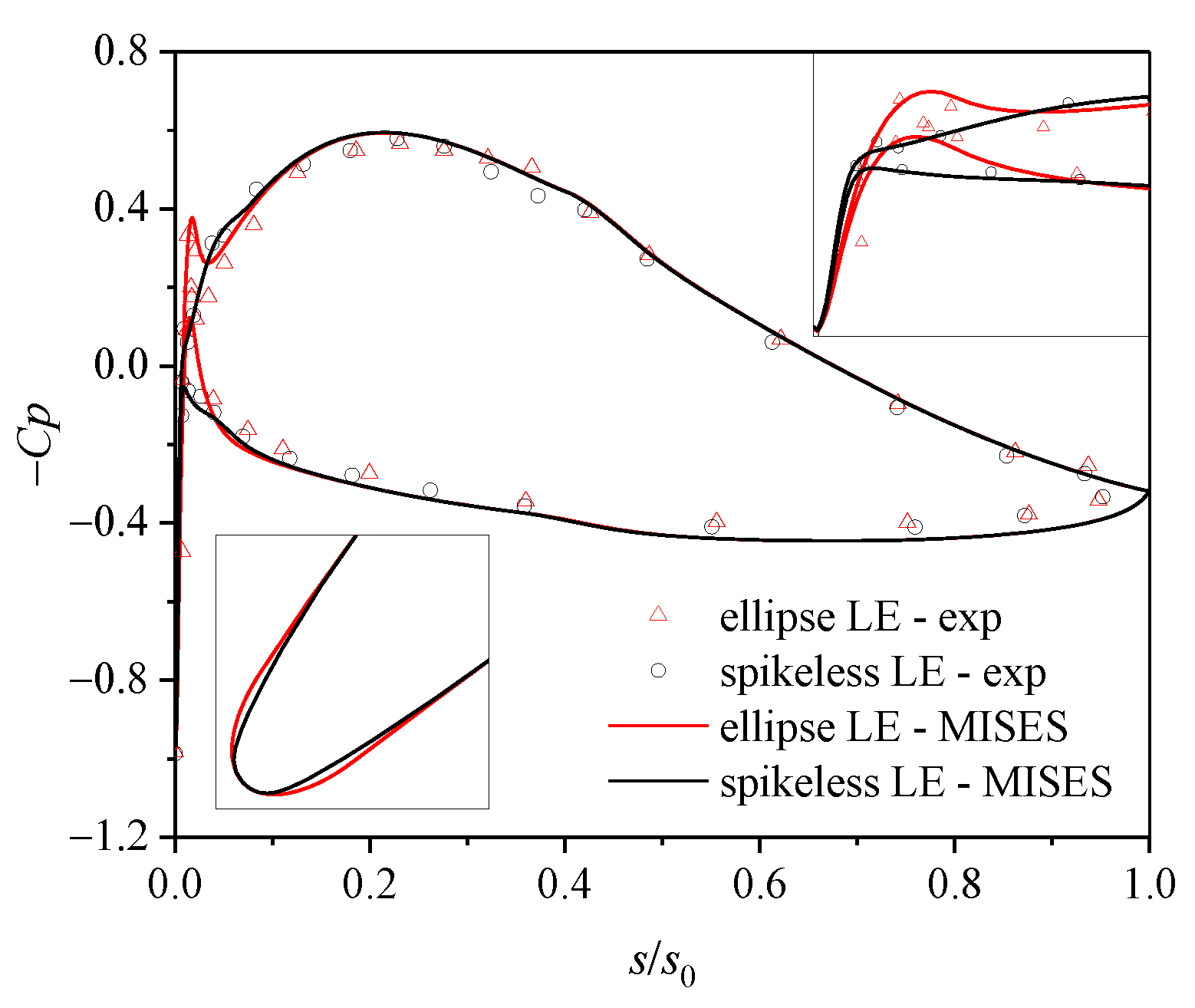
4.1. Computational Method
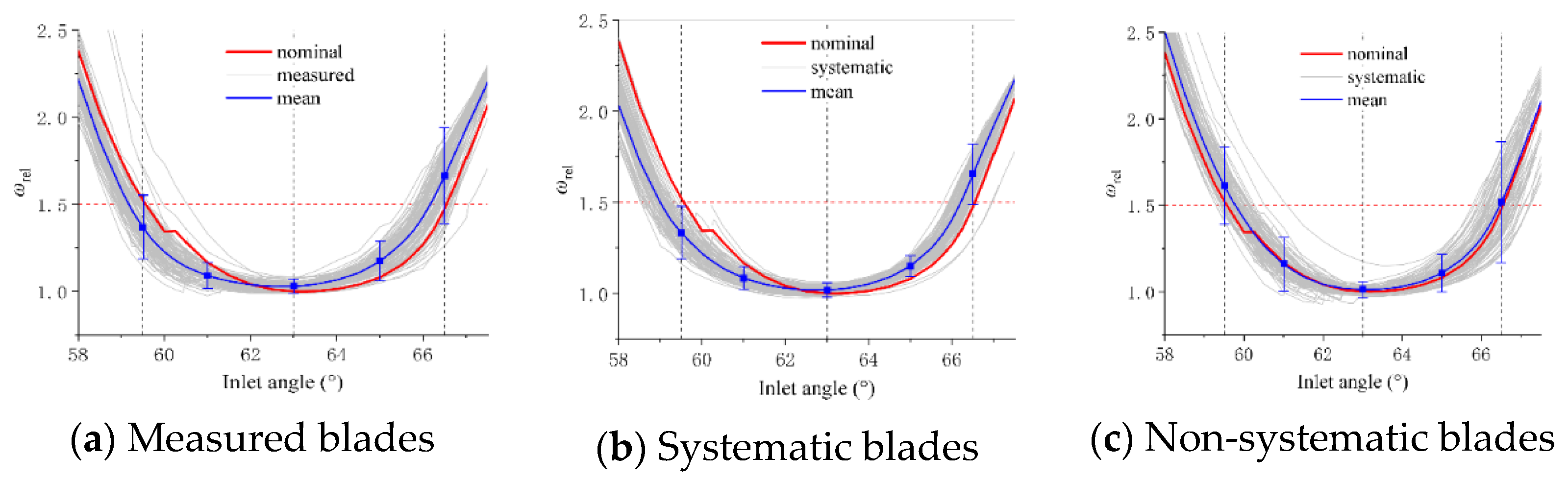
4.2. Statistic Characteristics of the Influence of Manufacture Variations
- When the inlet flow angle αin > 60°, the mean Δωrel of systematic blades is basically consistent with that of measured blades;
- When the inlet flow angle αin < 60°, the mean Δωrel of systematic blades deviates from that of measured blades.
- When the inlet flow angle αin > 60°, the mean loss of non-systematic blades approximates to that of the nominal blade. When αin < 60°, it deviates from that of the nominal blade.
- 4.
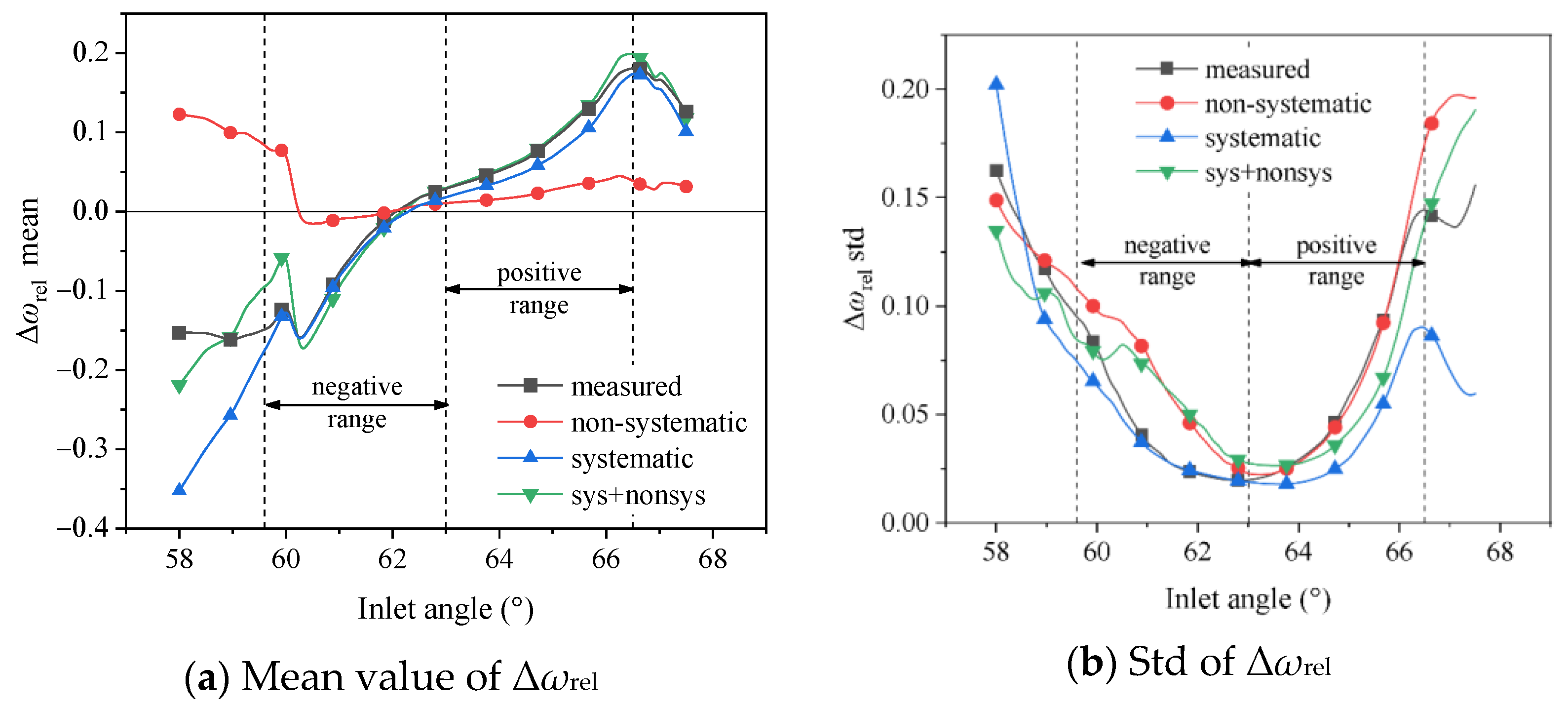
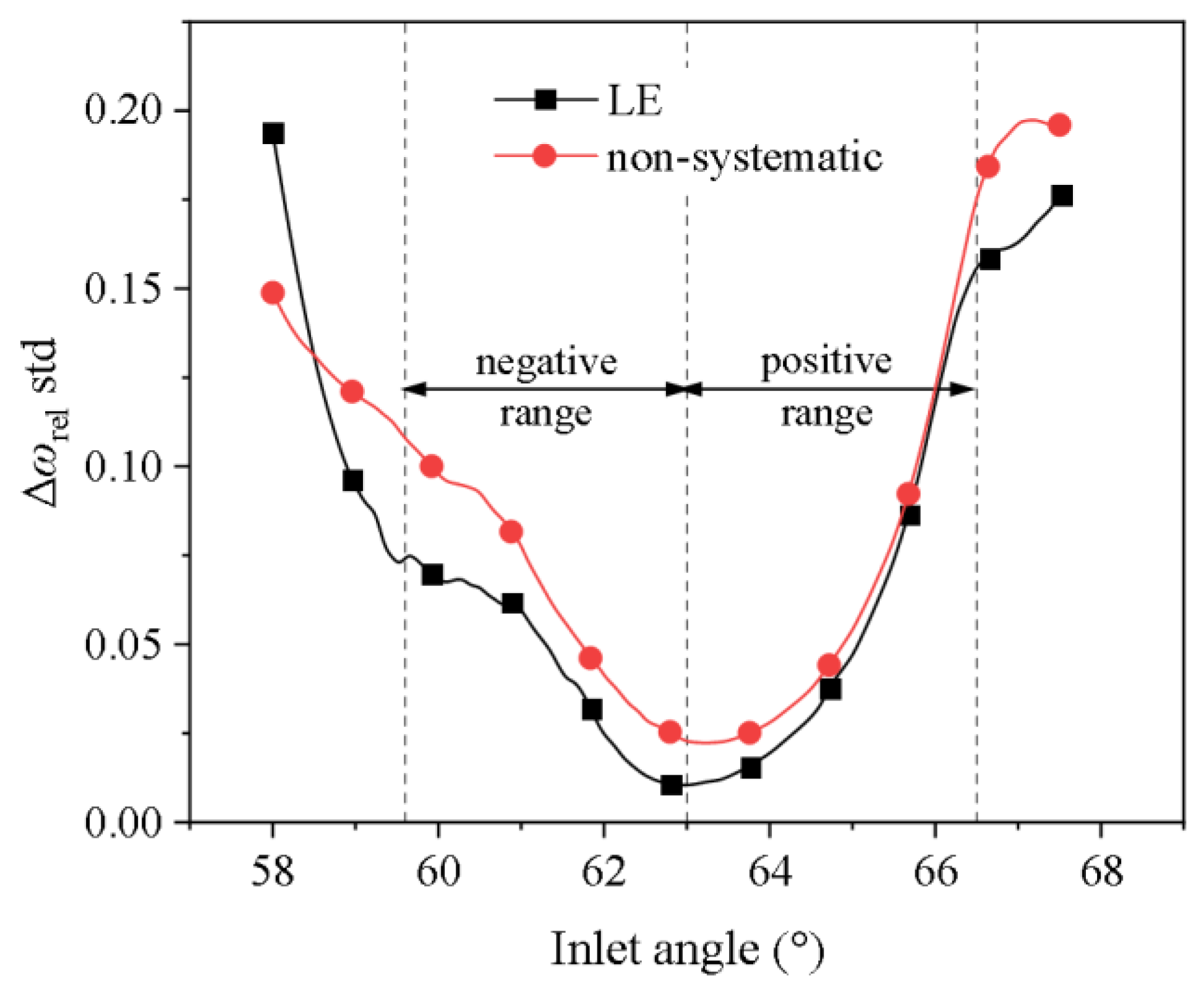
- Δωrel std of measured blades in the positive range is approximately coincident with that of non-systematic blades, and is about twice the std of systematic blades.
- 5.
- Δωrel std of measured blades in the negative range is closer to that of systematic blades, while the std of non-systematic blades is obviously larger.
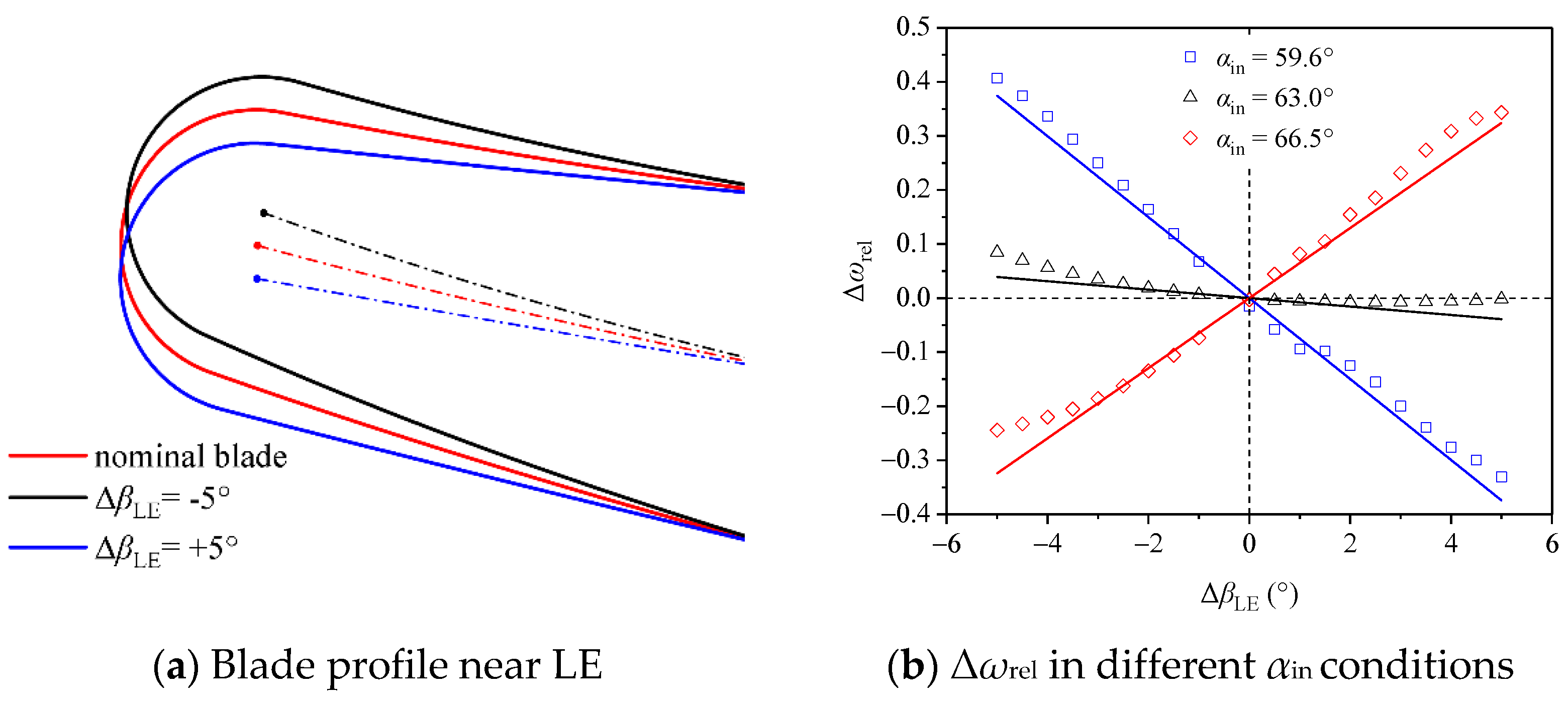
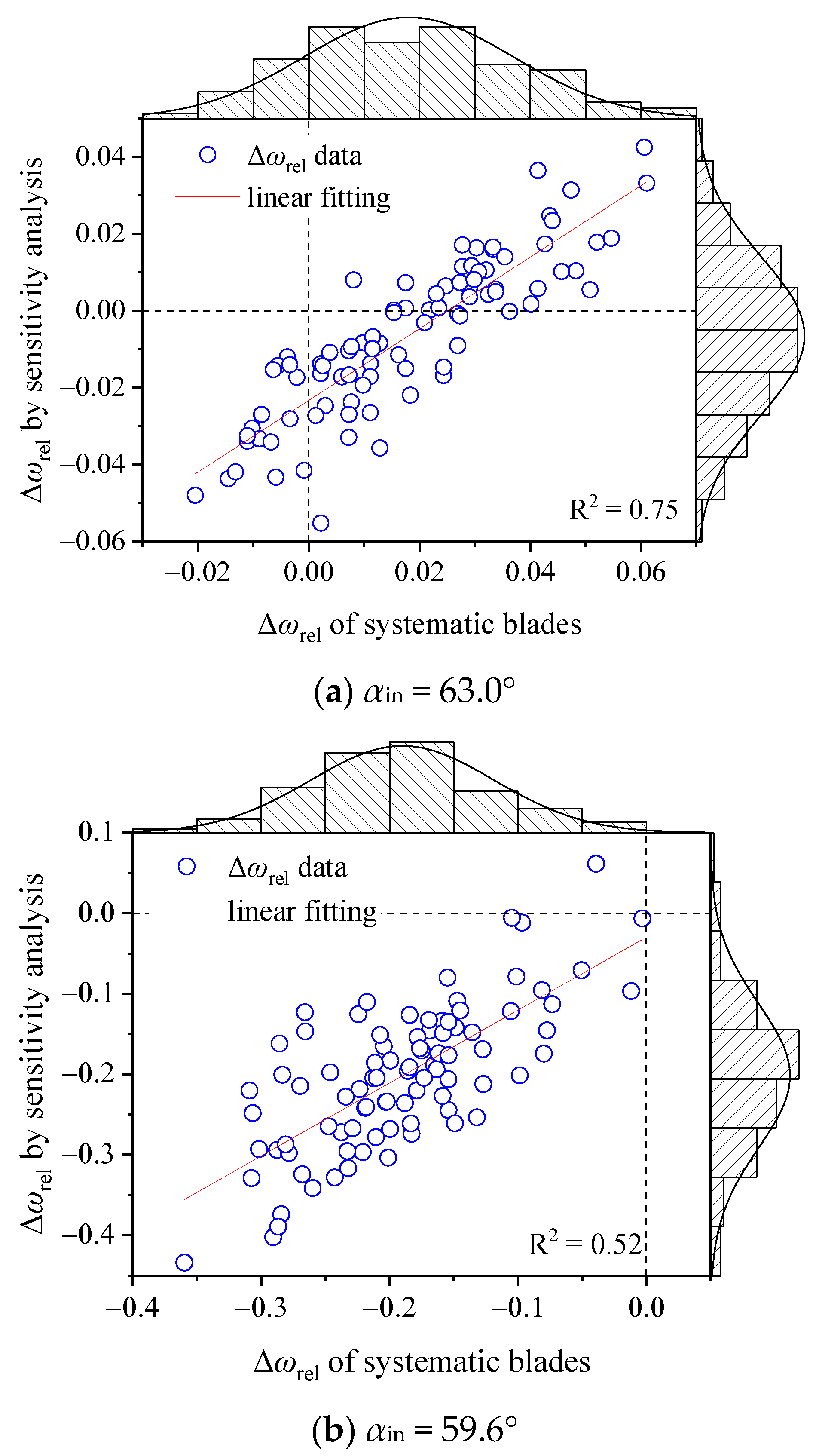
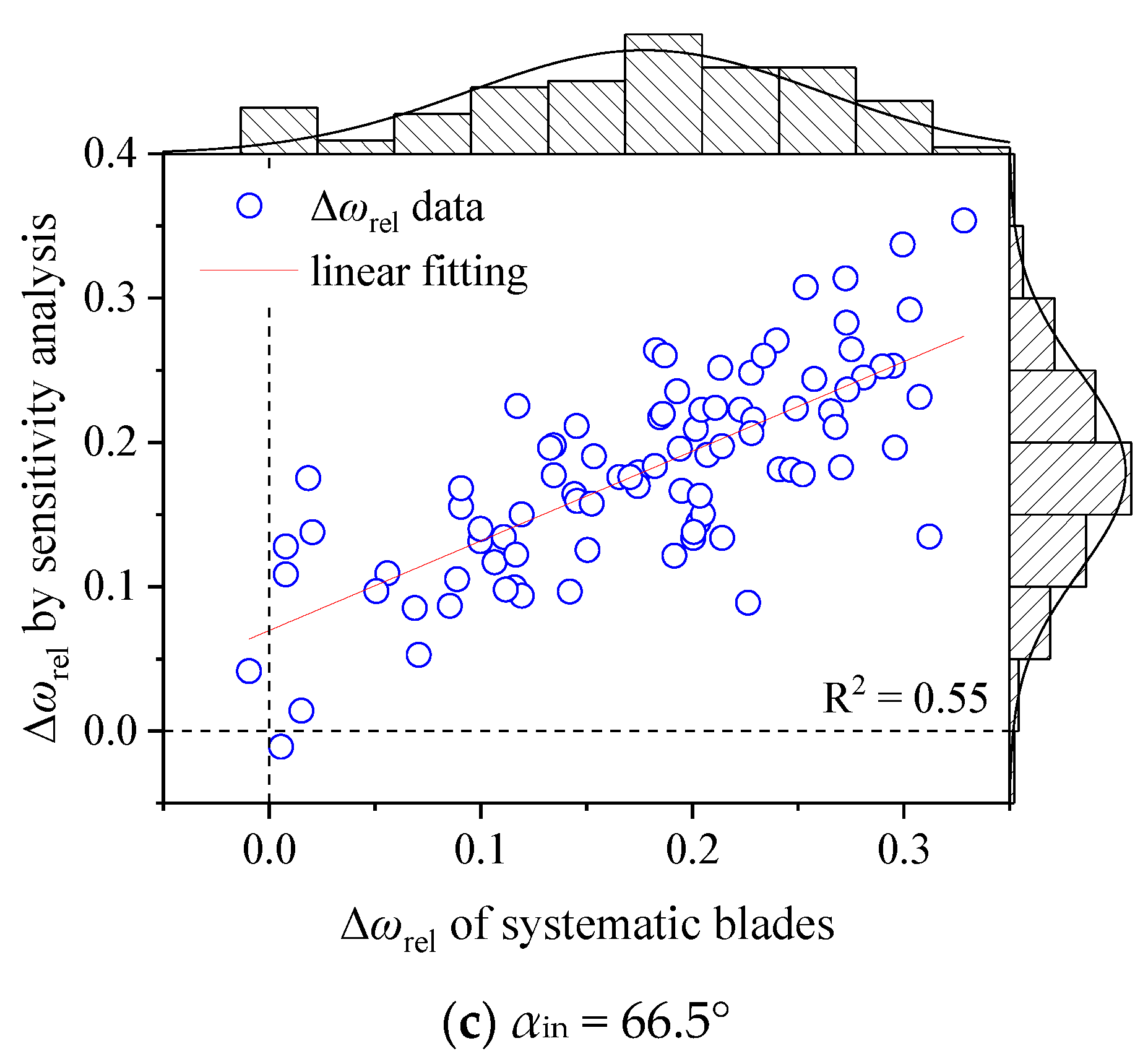
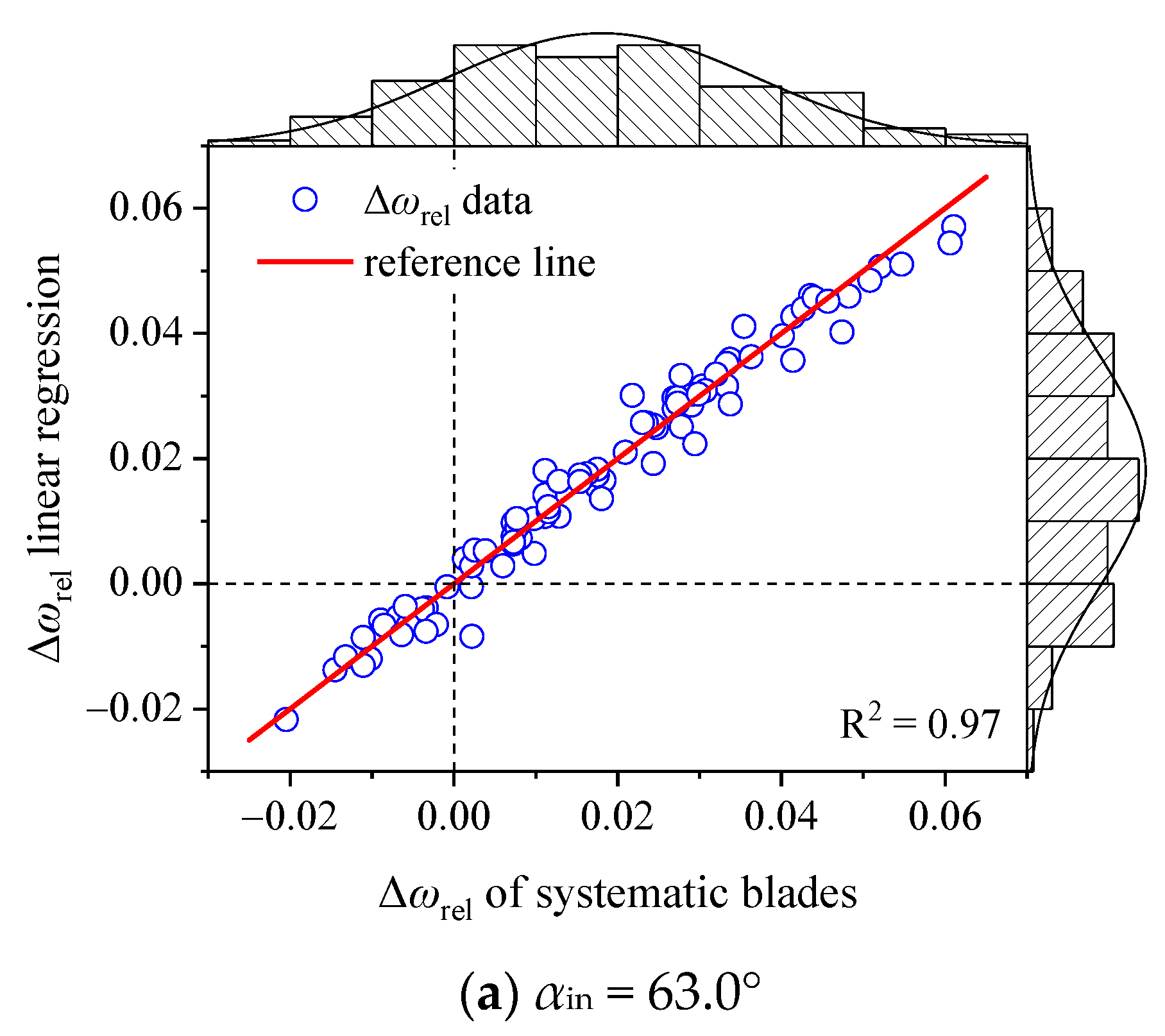
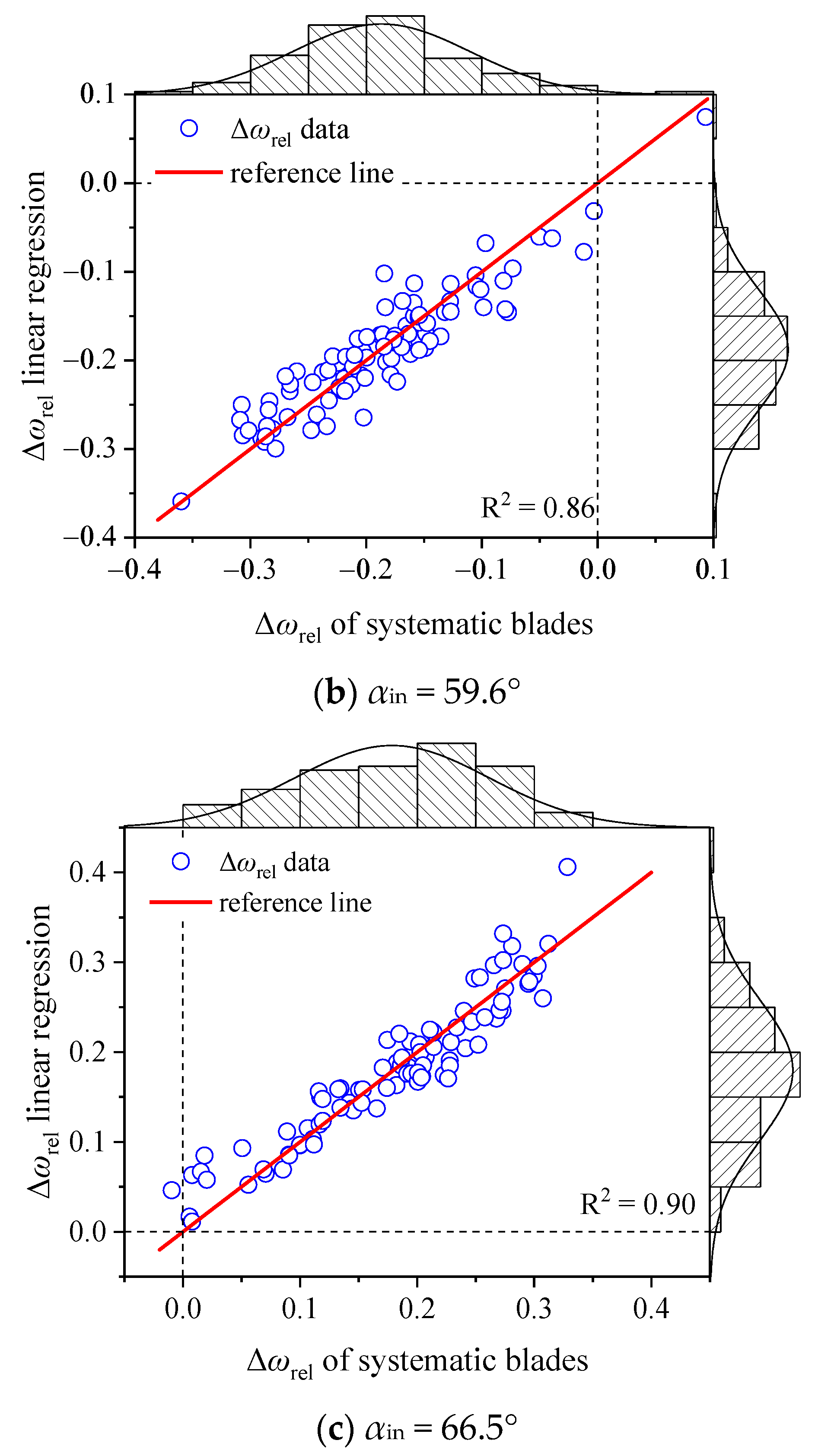
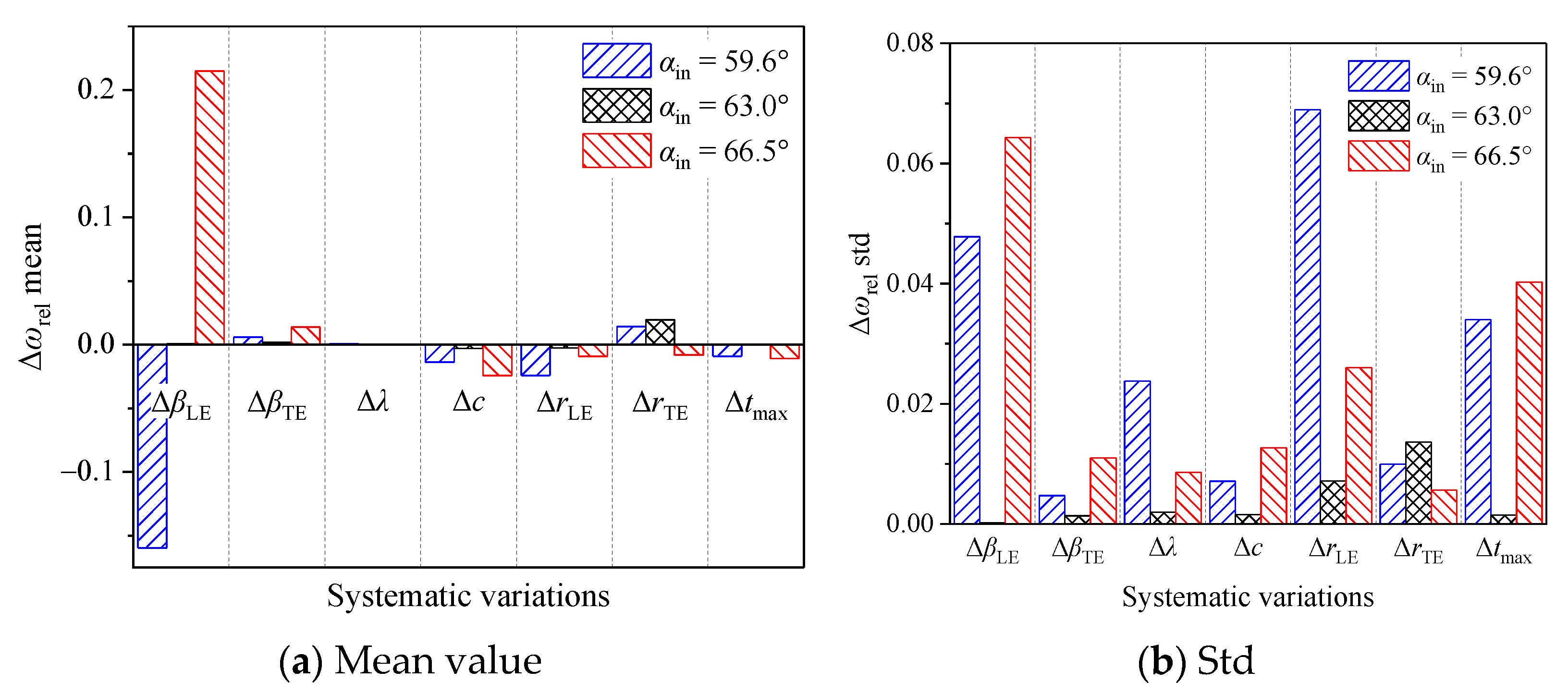
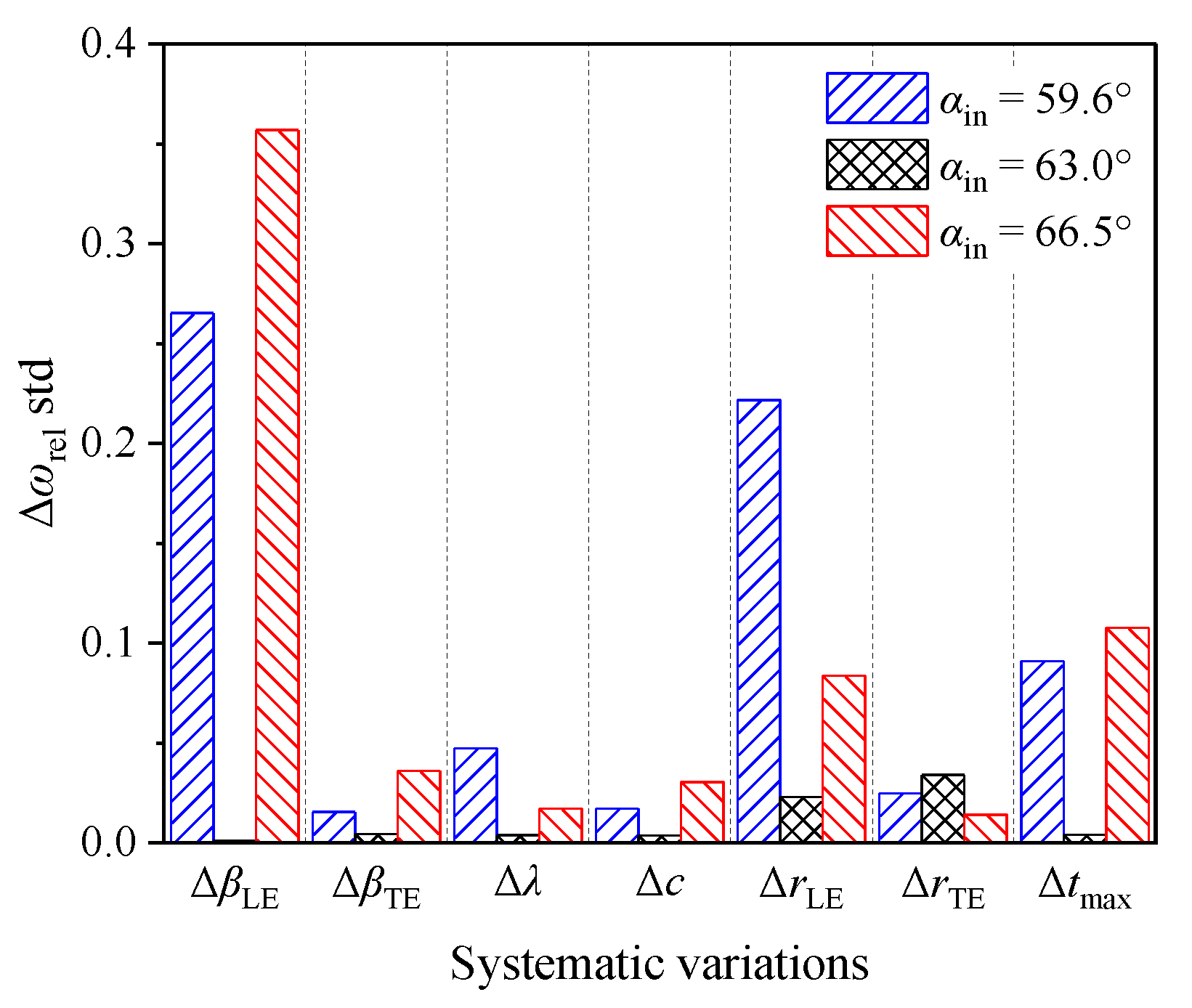
4.3. Blade Design Parameter Based Sensitivity Analysis for Systematic Variations
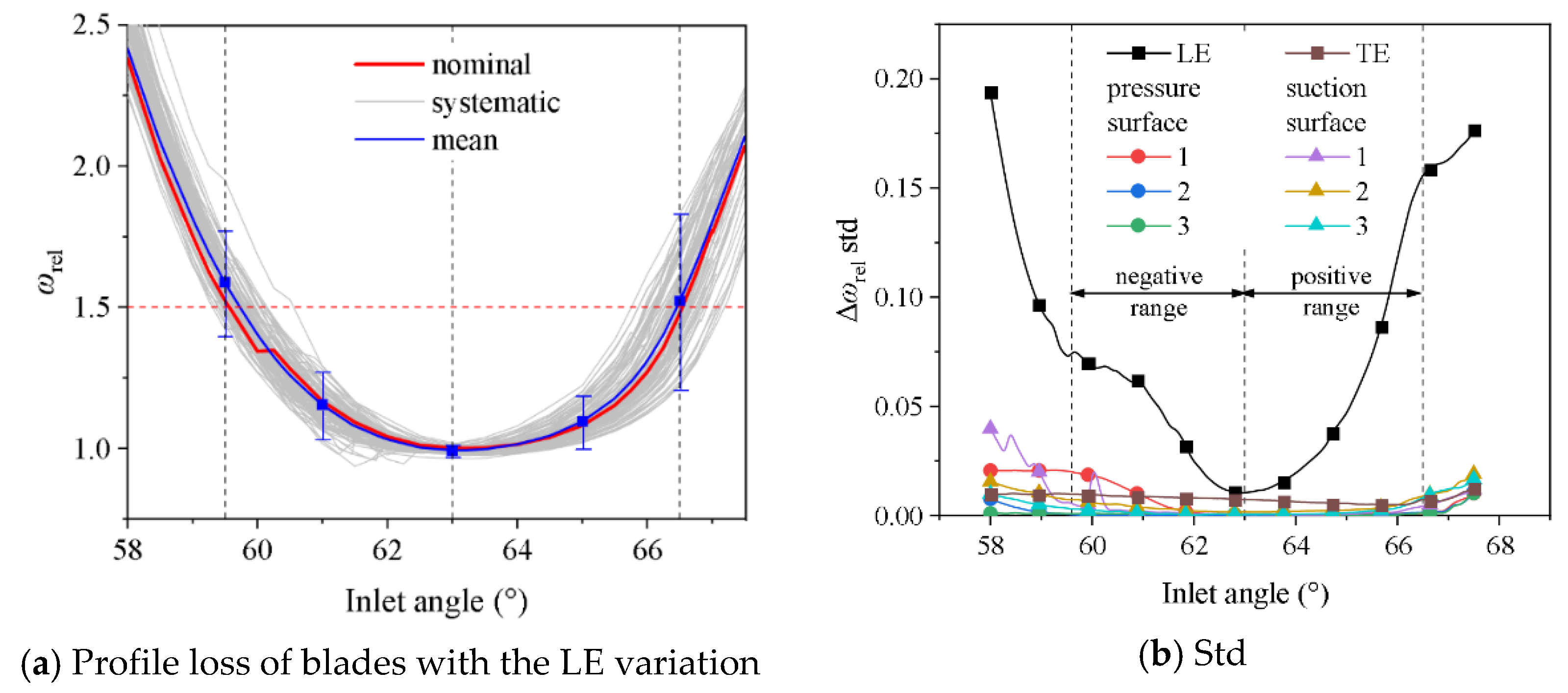
4.4. Region Decomposition Based Sensitivity Analysis for Non-Systematic Variations
5. Conclusions
- (1)
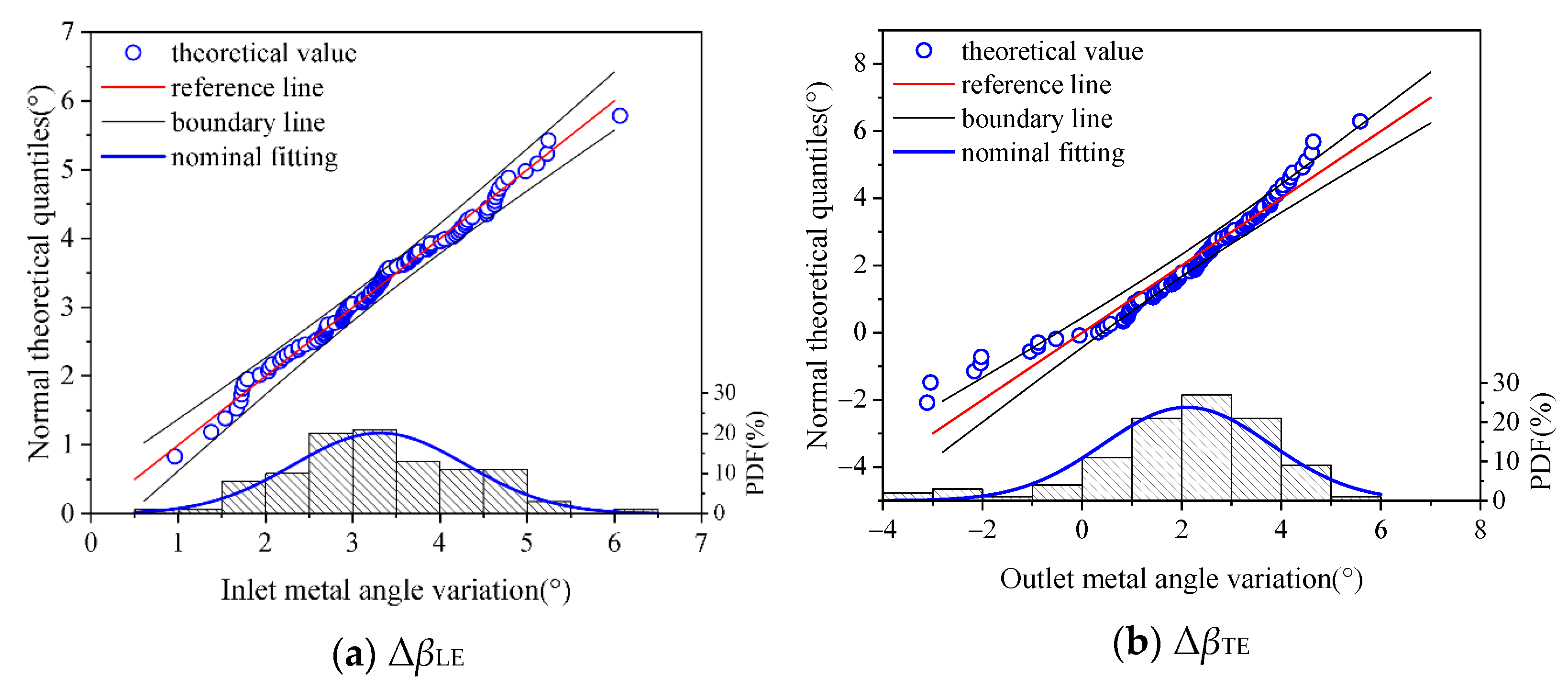
- The proposed decomposition method could decompose the systematic variation into seven parameters used during blade geometry design process. Among them, the mean value of the inlet metal angle deviates from the design value obviously, and the relative deviations of the radii of the leading-edge and the trailing-edge have a great dispersion. This indicates that the manufacture variation caused a significant variation in the blade geometry, and even the inlet metal angle was systematically deflected. In addition, the distribution of all the systematic variations is close to the normal distribution.
- (2)
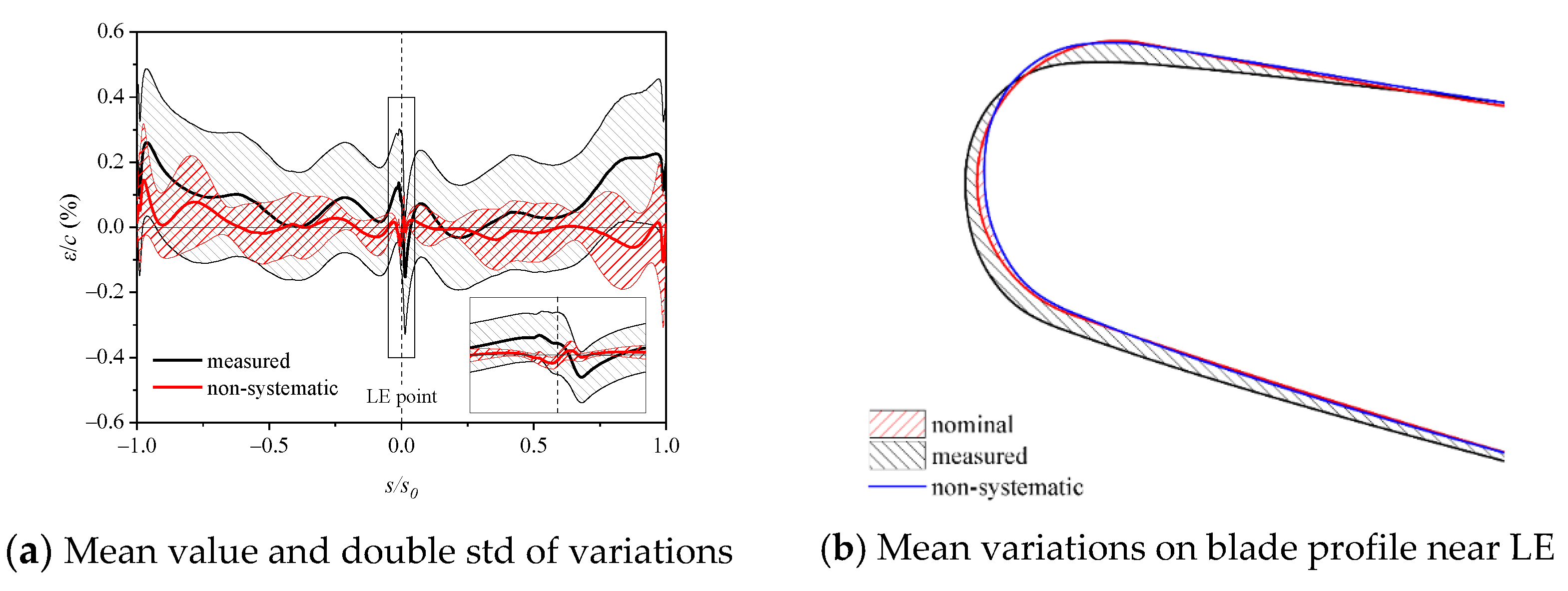
- The non-systematic variation is the distance between the measured blade and the systematic blade obtained by parametric reconstruction using the systematic variation. That is, the non-systematic variation is a part of the manufacture variation after eliminating the systematic variation. The mean value of the non-systematic variation is close to zero. The standard deviation of the non-systematic variation accounts for about 40% of the whole manufacture variation. This indicates that the systematic variation is the major component of the manufacture variation.
- (3)
- The mean deviation of the measured blade ωrel is mainly caused by systematic variation. The dispersion of Δωrel caused by non-systematic variation is obviously greater than that caused by systematic variation. In the positive range, the non-systematic variation determines the loss dispersion of the variation blades, while in the negative range, the loss dispersion is mainly caused by the systematic variations. In addition, the effects of systematic and non-systematic variations on Δωrel have a weak linear superposition effect, which requires further study and should be a caution for the related blade uncertainty quantification and robust design analyses.
- (4)
- The systematic variations have a strong linear effect on the profile loss, and their coupling relationship can be modified by linear regression. Among the systematic variations, the profile loss is most sensitive to the inlet metal angle, and then followed by the radius of the leading-edge.
- (5)
- The non-systematic variation in the leading-edge region has the most significant effect on the profile loss, which is much higher than that in other regions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wong, C.Y.; Seshadri, P.; Scillitoe, A.; Duncan, A.B.; Parks, G. Blade Envelopes Part I: Concept and Methodology. J. Turbomach. 2022, 144, 061006. [Google Scholar] [CrossRef]
- Capiez-Lernout, E.; Soize, C.; Lombard, J.-P.; Dupont, C.; Seinturier, E. Blade Manufacturing Tolerances Definition for a Mistuned Industrial Bladed Disk. J. Eng. Gas Turbines Power 2005, 127, 621–628. [Google Scholar] [CrossRef]
- Wang, J.; Zheng, X. Review of Geometric Uncertainty Quantification in Gas Turbines. J. Eng. Gas Turbines Power 2020, 142, 070801. [Google Scholar] [CrossRef]
- Shi, W.; Chen, P.; Li, X.; Ren, J.; Jiang, H. Uncertainty Quantification of the Effects of Small Manufacturing Deviations on Film Cooling: A Fan-Shaped Hole. Aerospace 2019, 6, 46. [Google Scholar] [CrossRef]
- Vulpio, A.; Suman, A.; Casari, N.; Pinelli, M. Dust Ingestion in a Rotorcraft Engine Compressor: Experimental and Numerical Study of the Fouling Rate. Aerospace 2021, 8, 81. [Google Scholar] [CrossRef]
- Montomoli, F. Uncertainty Quantification in Computational Fluid Dynamics and Aircraft Engines, 2nd ed.; Springer: Cham, Switzerland, 2019; pp. 1–3. [Google Scholar]
- Zhang, Q.; Xu, S.; Yu, X.; Liu, J.; Wang, D.; Huang, X. Nonlinear uncertainty quantification of the impact of geometric variability on compressor performance using an adjoint method. Chin. J. Aeronaut. 2022, 35, 17–21. [Google Scholar] [CrossRef]
- Garzon, V.E.; Darmofal, D.L. Impact of geometric variability on axial compressor performance. J. Turbomach.-Trans. ASME 2003, 125, 692–703. [Google Scholar] [CrossRef]
- Goodhand, M.N.; Miller, R.J. The Impact of Real Geometries on Three-Dimensional Separations in Compressors. J. Turbomach.-Trans. ASME 2012, 134, 021007. [Google Scholar] [CrossRef]
- Lange, A.; Voigt, M.; Vogeler, K.; Schrapp, H.; Johann, E.; Gummer, V. Impact of Manufacturing Variability on Multistage High-Pressure Compressor Performance. J. Eng. Gas. Turbines Power-Trans. ASME 2012, 134, 112601. [Google Scholar] [CrossRef]
- Lange, A.; Voigt, M.; Vogeler, K.; Schrapp, H.; Johann, E.; Gümmer, V. Impact of Manufacturing Variability and Nonaxisymmetry on High-Pressure Compressor Stage Performance. J. Eng. Gas Turbines Power 2012, 134, 032504. [Google Scholar] [CrossRef]
- Dow, E.A.; Wang, Q. Simultaneous robust design and tolerancing of compressor blades. In Proceedings of the ASME Turbo Expo 2014: Turbine Technical Conference and Exposition, Düsseldorf, Germany, 16–20 June 2014. [Google Scholar]
- Kumar, A. Robust Design Methodologies: Application to Compressor Blades. Ph.D. Thesis, University of Southampton, Southampton, UK, 2006. [Google Scholar]
- Kumar, A.; Keane, A.J.; Nair, P.B.; Shahpar, S. Robust design of compressor blades against manufacturing variations. In Proceedings of the ASME 2006 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Philadelphia, PA, USA, 10–13 September 2006; pp. 1105–1118. [Google Scholar]
- Luo, J.; Chen, Z.; Zheng, Y. A gradient-based method assisted by surrogate model for robust optimization of turbomachinery blades. Chin. J. Aeronaut. 2021. [Google Scholar] [CrossRef]
- Wong, C.Y.; Seshadri, P.; Scillitoe, A.; Noel Ubald, B.; Duncan, A.B.; Parks, G. Blade Envelopes Part II: Multiple Objectives and Inverse Design. J. Turbomach. 2022, 144, 061007. [Google Scholar] [CrossRef]
- Goodhand, M.N.; Miller, R.J.; Lung, H.W. The Impact of Geometric Variation on Compressor Two-Dimensional Incidence Range. J. Turbomach. 2015, 137, 021007. [Google Scholar] [CrossRef]
- Lange, A.; Vogeler, K.; Gummer, V.; Schrapp, H.; Clemen, C. Introduction of a parameter based compressor blade model for considering measured geometry uncertainties in numerical simulation. In Proceedings of the 54th ASME Turbo Expo 2009, Orlando, FL, USA, 8–12 June 2009; pp. 1113–1123. [Google Scholar]
- Lange, A.; Voigt, M.; Vogeler, K.; Schrapp, H.; Johann, E.; Gummer, V. Probabilistic CFD simulation of a high-pressure compressor stage taking manufacturing variability into account. In Proceedings of the ASME Turbo Expo 2010, Glasgow, Scotland, UK, 14–18 June 2010; pp. 617–628. [Google Scholar]
- Garzon, V.; Darmofal, D. Using computational fluid dynamics in probabilistic engineering design. In Proceedings of the 15th AIAA Computational Fluid Dynamics Conference, Anaheim, CA, USA, 11–14 June 2001. [Google Scholar]
- Garzon, V.E. Probabilistic Aerothermal Design of Compressor Airfoils. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2003. [Google Scholar]
- Schnell, R.; Lengyel-Kampmann, T.; Nicke, E. On the Impact of Geometric Variability on Fan Aerodynamic Performance, Unsteady Blade Row Interaction, and Its Mechanical Characteristics. J. Turbomach. 2014, 136, 091005. [Google Scholar] [CrossRef]
- Liu, J.; Yu, X.; Meng, D.; Shi, W.; Liu, B. State and effect of manufacture deviations of compressor blade in high-pressure compressor outlet stage. Acta Aeronaut. Astronaut. Sin. 2021, 42, 423796. [Google Scholar] [CrossRef]
- Goodhand, M.N.; Miller, R.J. Compressor leading edge spikes: A new performance criterion. In Proceedings of the 54th ASME Turbo Expo 2009, Orlando, FL, USA, 8–12 June 2009; pp. 1553–1562. [Google Scholar]
- Liu, B.; Liu, J.; Yu, X.; Meng, D.; Shi, W. Influence mechanisms of manufacture variations on supersonic/transonic blade aerodynamic performances. In Proceedings of the ASME Turbo Expo 2020: Turbomachinery Technical Conference and Exposition, Virtual, 21–25 September 2020. [Google Scholar]
- Constantine, P.G.; Dow, E.; Wang, Q. Active Subspace Methods in Theory and Practice: Applications to Kriging Surfaces. SIAM J. Sci. Comput. 2014, 36, A1500–A1524. [Google Scholar] [CrossRef]
- Dow, E.A.; Wang, Q.Q. The Implications of Tolerance Optimization on Compressor Blade Design. J. Turbomach.-Trans. ASME 2015, 137, 101008. [Google Scholar] [CrossRef]
- Yu, X.; Li, M.; An, G.; Liu, B. A Coupled Effect Model of Two-Position Local Geometric Deviations on Subsonic Blade Aerodynamic Performance. Appl. Sci. 2020, 10, 8976. [Google Scholar] [CrossRef]
- Kokoska, S.; Zwillinger, D. CRC Standard Probability and Statistics Tables and Formulae, 1st ed.; Chapman & Hall: Boca Raton, FL, USA; CRC Press: Boca Raton, FL, USA, 2000; pp. 341–343. [Google Scholar]
- Reiss, R.D.; Thomas, M. Statistical Analysis of Extreme Values: With Applications to Insurance, Finance, Hydrology and Other Fields, 3rd ed.; Birkhäuser: Basel, Switzerland; Boston, MA, USA; Berlin, Germany, 2007; pp. 61–64. [Google Scholar]
- Drela, M. A New Transformation and Integration Scheme for the Compressible Boundary Layer Equations, and Solution Behavior at Separation. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1983. [Google Scholar]
- Drela, M. Two-Dimensional Transonic Aerodynamic Design and Analysis Using the Euler Equations. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1986. [Google Scholar]
- Küsters, B.; Schreiber, H.-A.; Köller, U.D.; Mönig, R. Development of advanced compressor airfoils for heavy-duty gas turbines: Part II—Experimental and theoretical analysis. In Proceedings of the ASME 1999 International Gas Turbine and Aeroengine Congress and Exhibition, Indianapolis, IN, USA, 7–10 June 1999. [Google Scholar]
- Liu, B.; Xu, X.; Yu, X.; Zhu, H. Experimental and numerical investigation on the flow near the leading-edge of controlled diffusion airfoil. J. Eng. Thermophys. 2019, 40, 1767–1774. [Google Scholar]
- Ross, S.M. Introduction to Probability and Statistics for Engineers and Scientists; Elsevier Academic Press: Burlington, NJ, USA, 1972; Volume 9, pp. 353–439. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Profile Parameters |
|---|---|
| λ | Stagger angle |
| c | Chord length |
| rLE, rTE | Radius of LE and trailing-edge (TE) |
| tmax | Maximum thickness |
| βLE, βTE | Inlet and outlet metal angle |
| Profile Parameters | Extraction Error (Mean ± 2Std) |
|---|---|
| Stagger angle (°) | 0.005 ± 0.008 |
| Chord length (%) | 0.002 ± 0.002 |
| Inlet metal angle (°) | −0.005 ± 0.006 |
| Outlet metal angle (°) | −0.002 ± 0.011 |
| Radius of LE (%) | 0.001 ± 0.001 |
| Radius of TE (%) | 0.001 ± 0.001 |
| Maximum thickness (%) | 0.012 ± 0.063 |
| Delta Profile Parameters | Mean ± 2Std | |Mean/2Std| | p-Value * |
|---|---|---|---|
| Δλ (°) | −0.01 ± 0.45 | 0.02 | 0.91 |
| Δc (%) | 0.29 ± 0.30 | 0.96 | 0.76 |
| ΔβLE (°) | 3.31 ± 1.98 | 1.67 | 0.77 |
| ΔβTE (°) | 2.10 ± 3.35 | 0.63 | 0.27 |
| ΔrLE (%) | −2.00 ± 11.40 | 0.18 | 1.00 |
| ΔrTE (%) | 11.90 ± 16.54 | 0.72 | 1.00 |
| Δtmax (%) | 0.34 ± 2.50 | 0.13 | 0.75 |
| Grid Parameters | Settings |
|---|---|
| Local/average spacing ratios at LE, TE | 0.1, 0.9 |
| Type of grid topology at inlet and outlet grid | Both the periodic H-type grid |
| Number of inlet points | 50 |
| Number of outlet points | 30 |
| Number of streamlines | 20 |
| Delta Profile Parameters | Top and Bottom Limitation |
|---|---|
| Δλ (°) | −0.5~+0.5 |
| Δc (%) | −0.63~+0.6 |
| ΔβLE (°) | −5.0~+5.0 |
| ΔβTE (°) | −5.5~+5.5 |
| ΔrLE (%) | −13.8~+13.8 |
| ΔrTE (%) | −31.1~+31.1 |
| Δtmax (%) | −2.9~2.9 |
| Inlet Flow Angle Condition | Regression or Not | ΔβLE | ΔβTE | Δλ | Δc | ΔrLE | ΔrTE | Δtmax |
|---|---|---|---|---|---|---|---|---|
| αin = 63.0° sensitivity | before regression | −0.009 | 0.000 | 0.036 | 0.018 | 0.427 | 0.871 | 0.043 |
| post regression | 0.000 | 0.001 | −0.009 | −0.046 | 0.574 | 0.852 | 0.051 | |
| αin = 59.6° sensitivity | before regression | −0.074 | 0.005 | 0.394 | 0.050 | 2.191 | 1.387 | 0.006 |
| post regression | −0.048 | 0.003 | −0.105 | −0.215 | 5.543 | 0.621 | −1.139 | |
| αin = 66.5° sensitivity | before regression | 0.059 | 0.000 | −0.351 | −0.026 | −1.075 | −0.410 | −0.268 |
| post regression | 0.065 | 0.007 | 0.038 | −0.381 | 2.093 | −0.352 | −1.346 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Liu, J.; Yu, X.; An, G. A Novel Decomposition Method for Manufacture Variations and the Sensitivity Analysis on Compressor Blades. Aerospace 2022, 9, 542. https://doi.org/10.3390/aerospace9100542
Liu B, Liu J, Yu X, An G. A Novel Decomposition Method for Manufacture Variations and the Sensitivity Analysis on Compressor Blades. Aerospace. 2022; 9(10):542. https://doi.org/10.3390/aerospace9100542
Chicago/Turabian StyleLiu, Baojie, Jiaxin Liu, Xianjun Yu, and Guangfeng An. 2022. "A Novel Decomposition Method for Manufacture Variations and the Sensitivity Analysis on Compressor Blades" Aerospace 9, no. 10: 542. https://doi.org/10.3390/aerospace9100542
APA StyleLiu, B., Liu, J., Yu, X., & An, G. (2022). A Novel Decomposition Method for Manufacture Variations and the Sensitivity Analysis on Compressor Blades. Aerospace, 9(10), 542. https://doi.org/10.3390/aerospace9100542