
Reactive Spark Plasma Sintering and Mechanical Properties of Zirconium Diboride–Titanium Diboride Ultrahigh Temperature Ceramic Solid Solutions


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
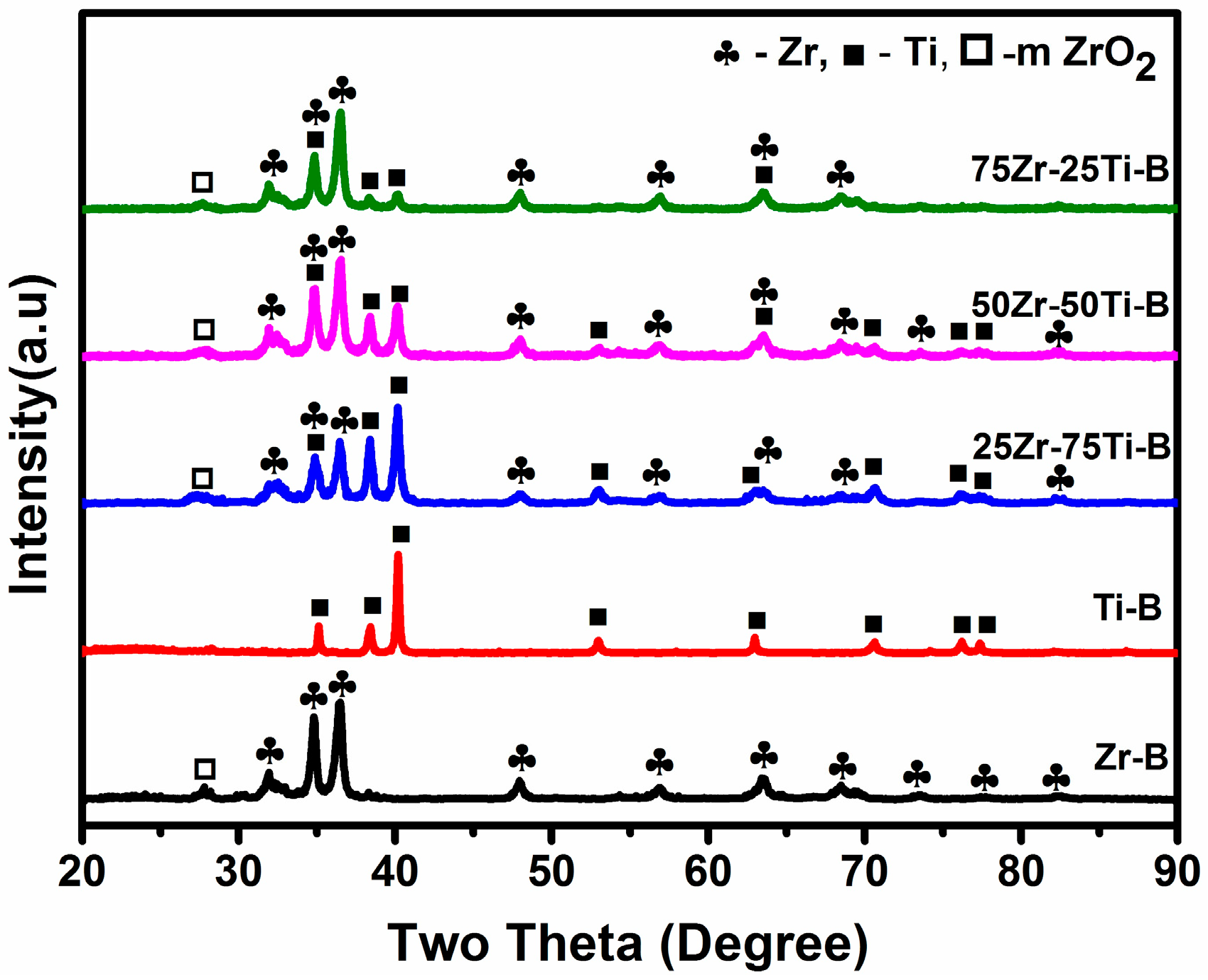
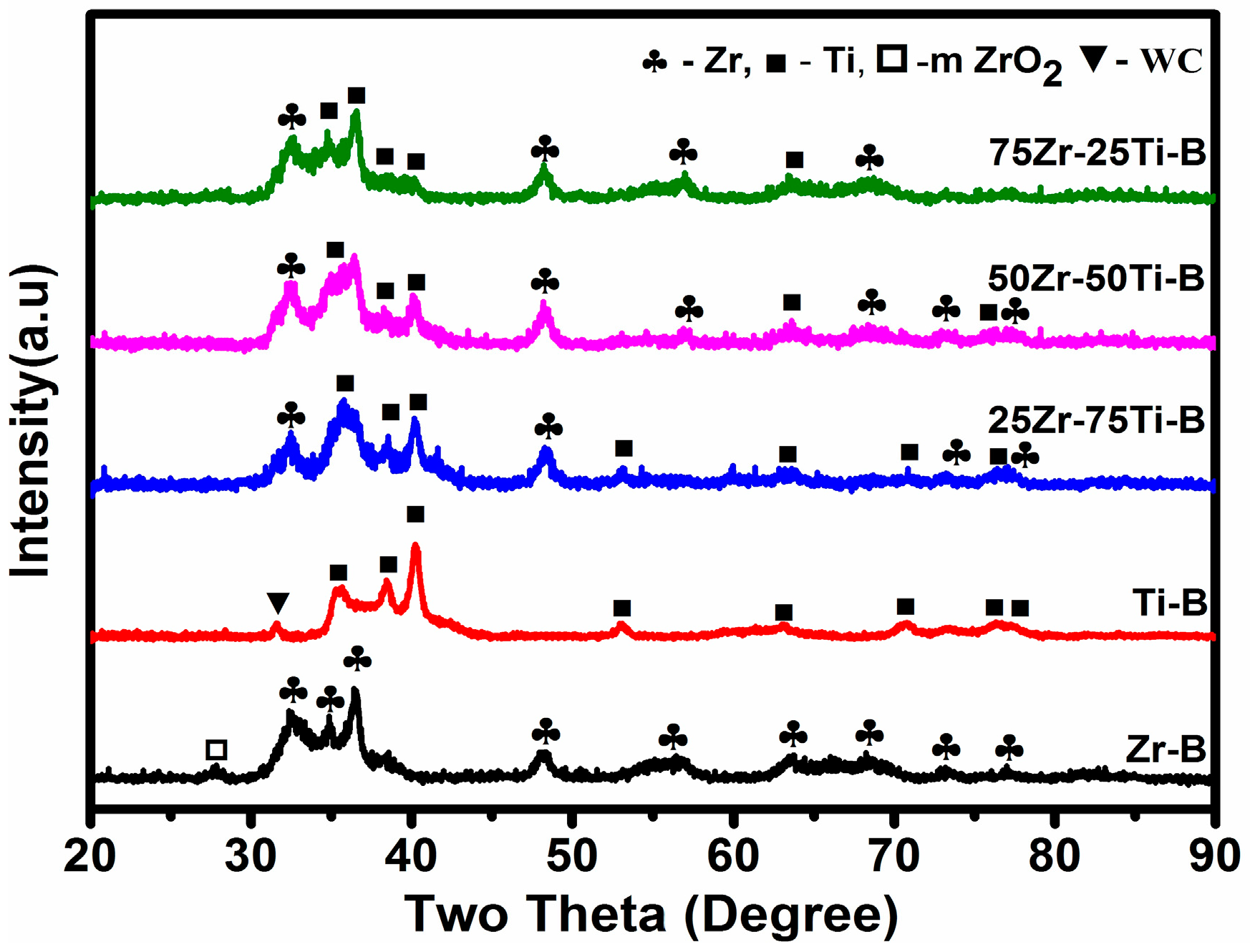
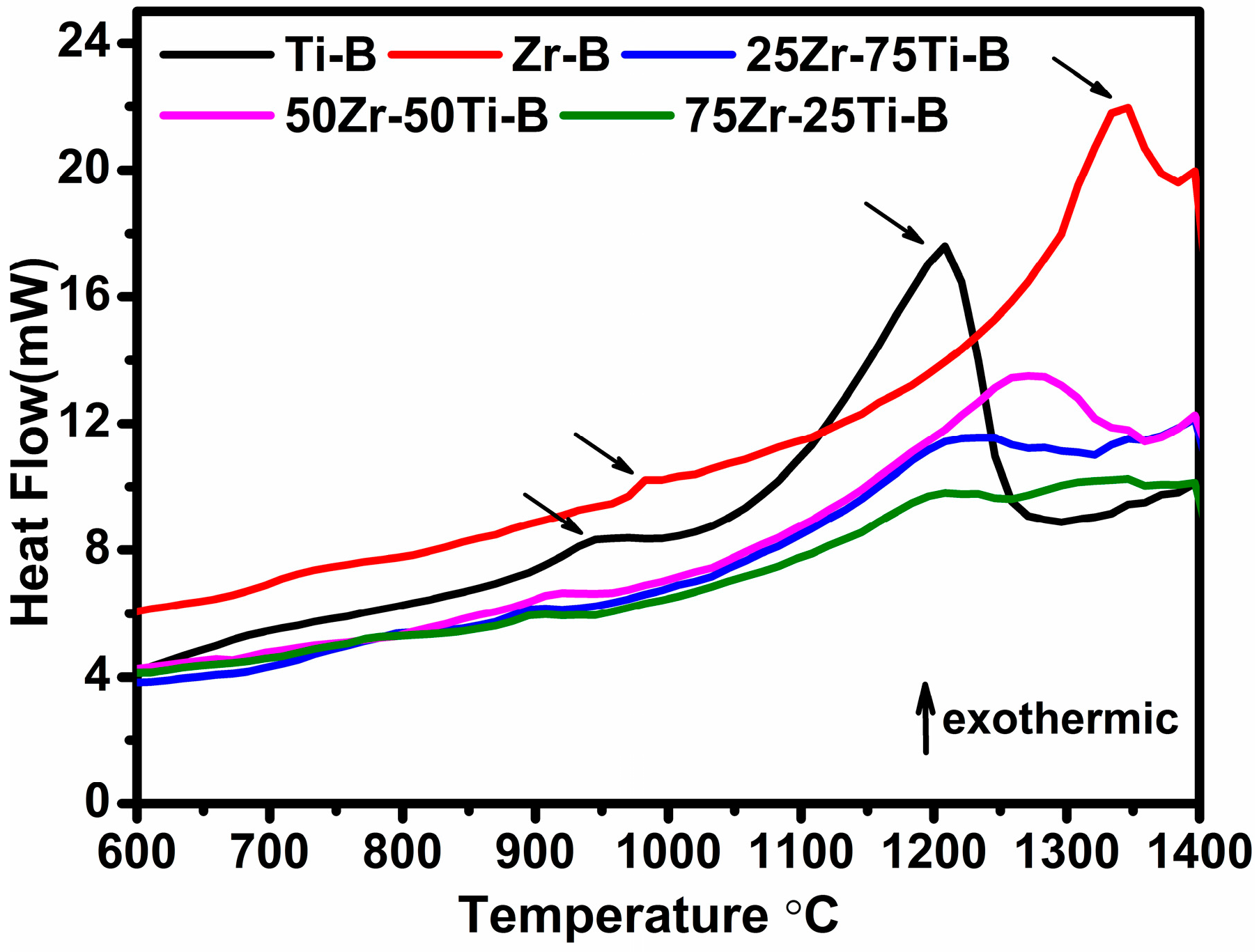
3.1. Mechanical Milling and Thermal Analysis
3.2. Simultaneous Synthesis and Densification
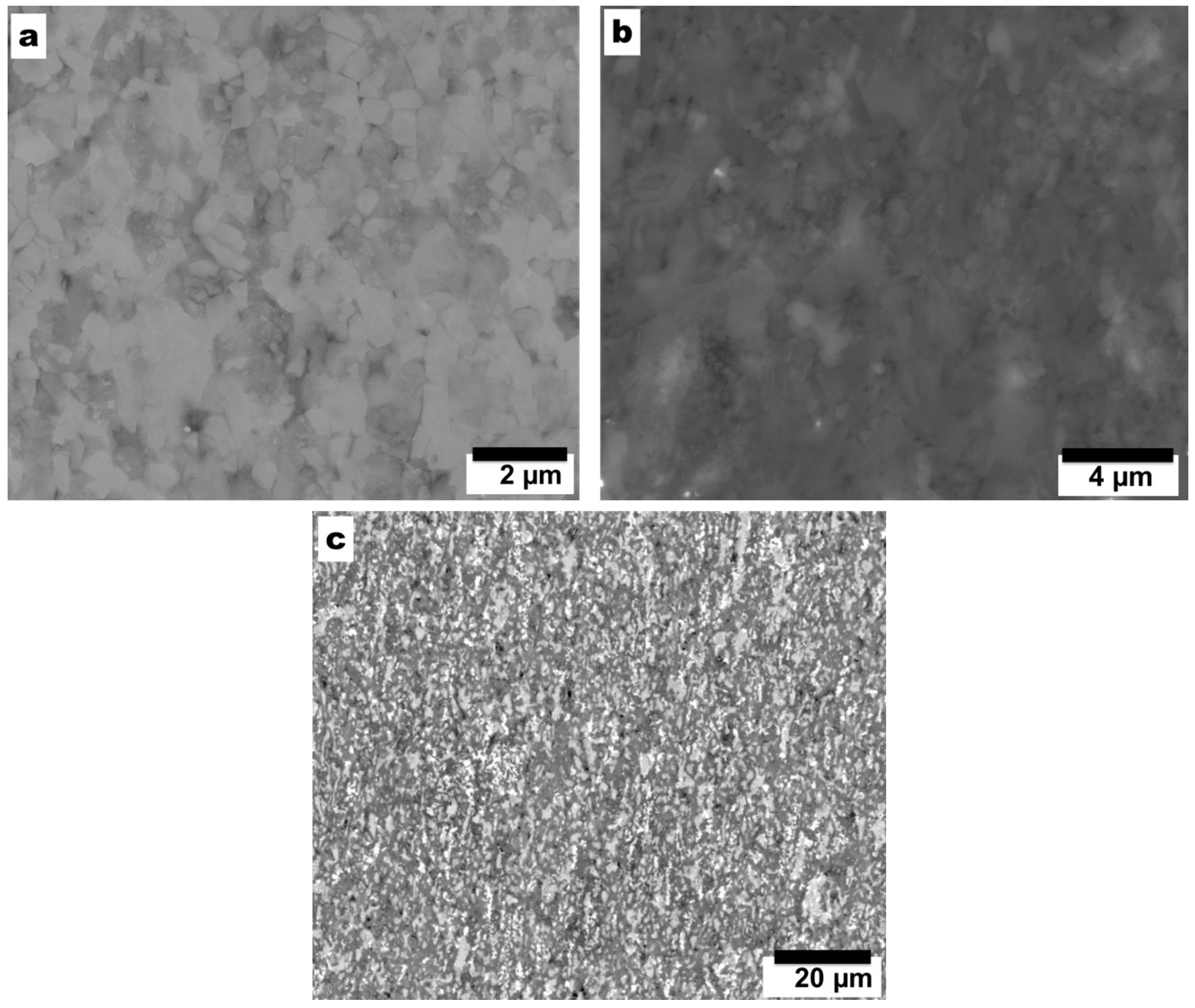
3.3. Phase Analysis and Microstructural Characterisation
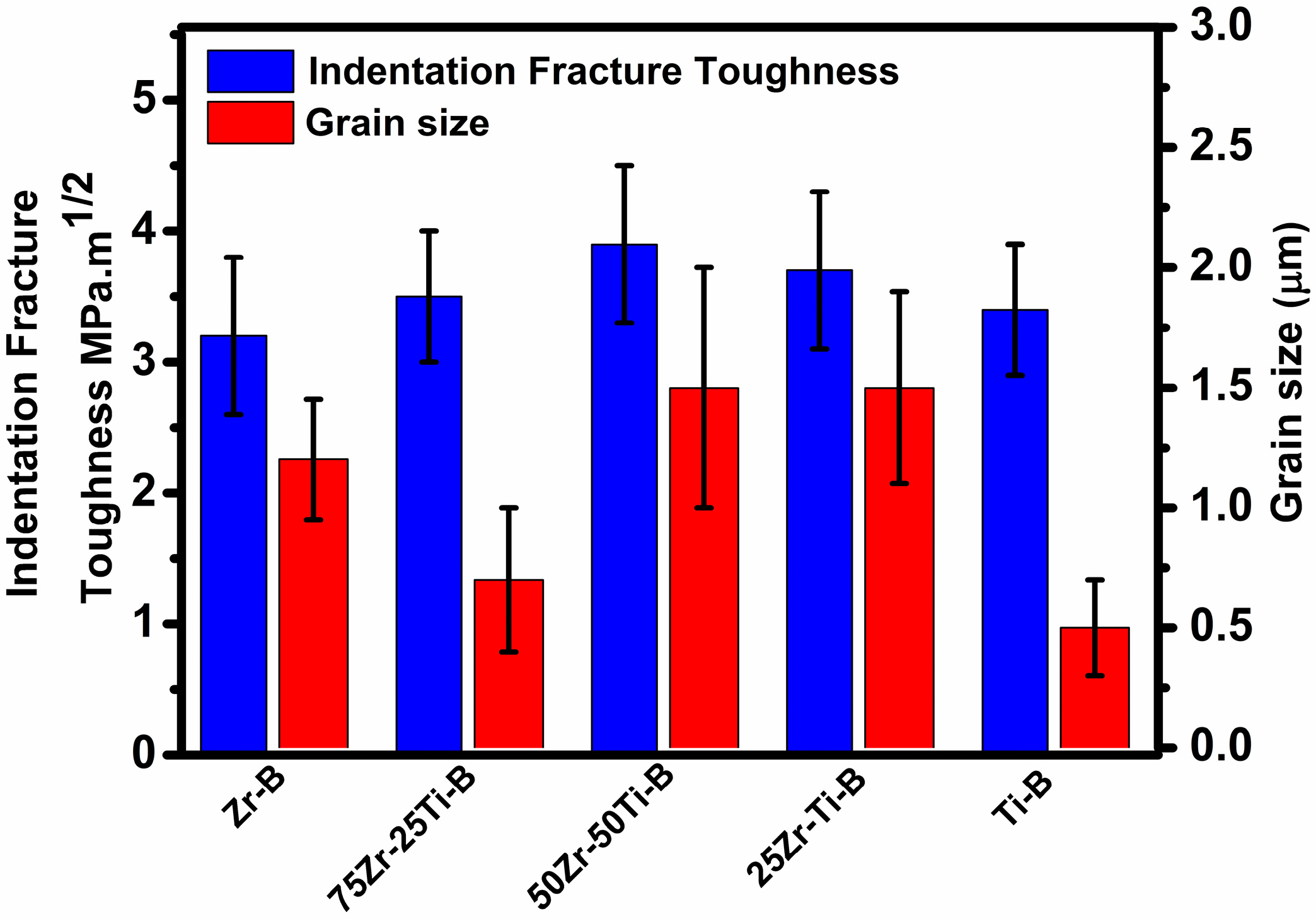
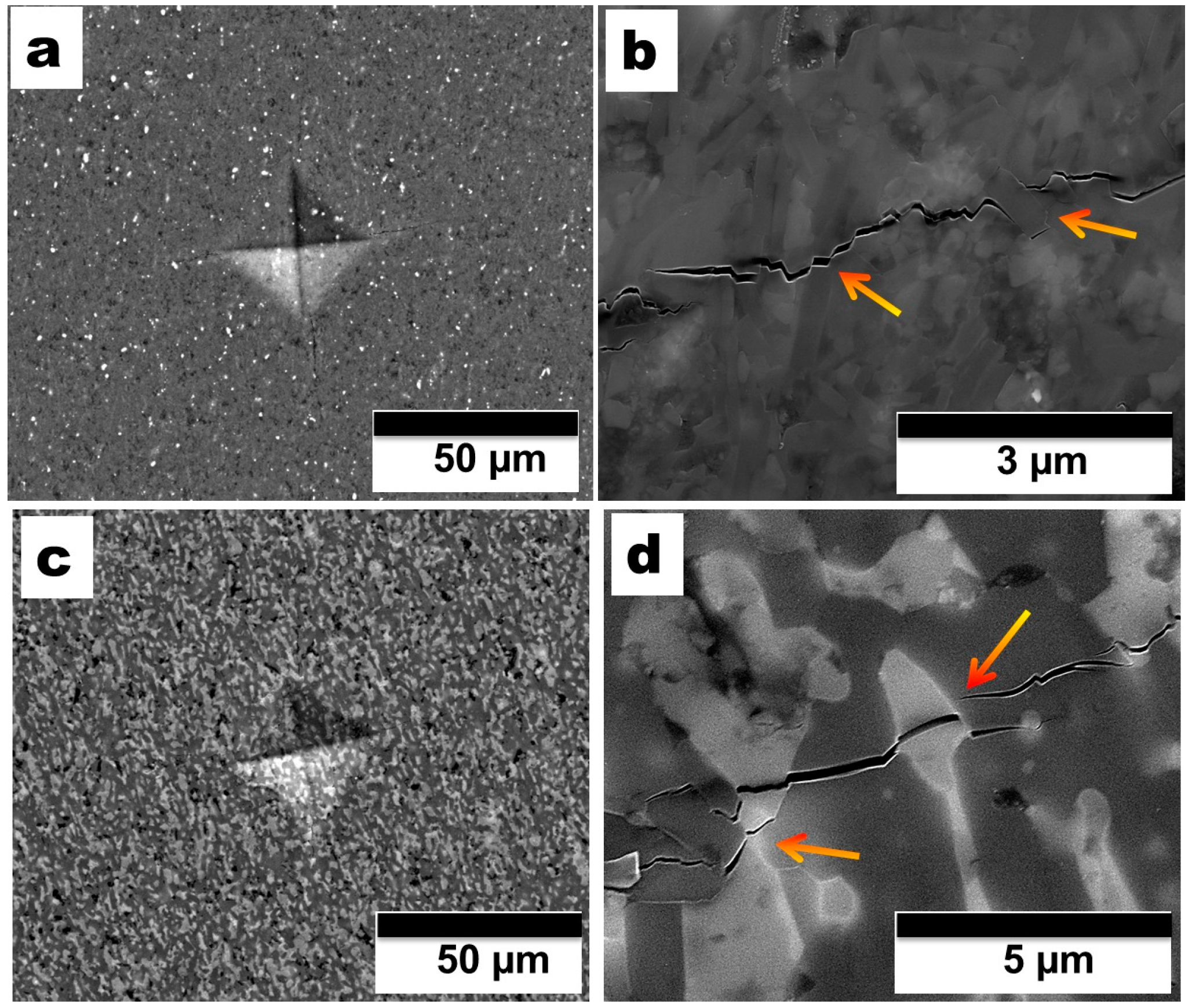
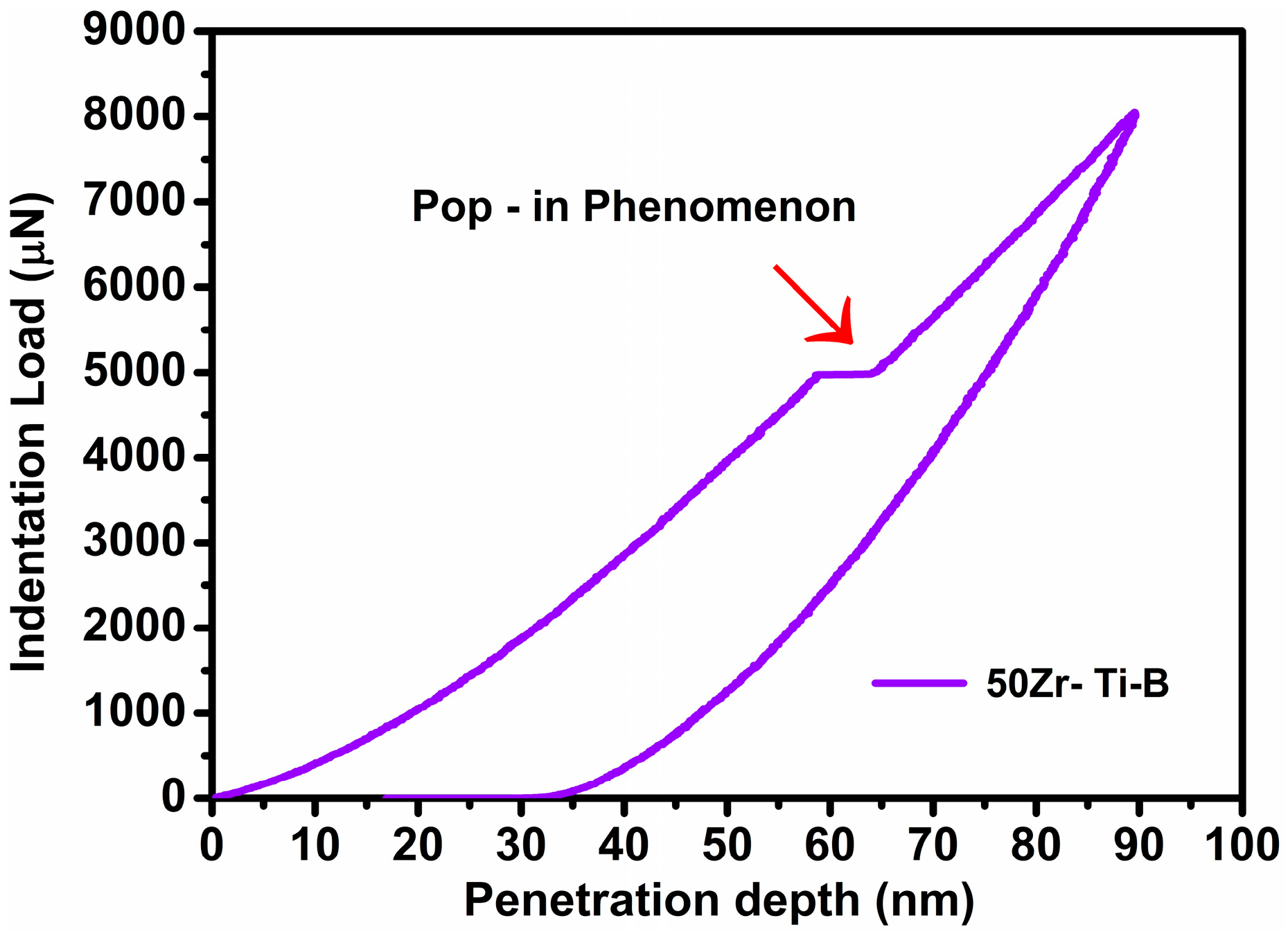
3.4. Mechanical Characterisation
4. Conclusions
- (1)
- Monolithic ZrB2, TiB2 and solid solution compacts were successfully fabricated using RSPS of 8 h ball milled elemental powder mixtures at temperatures as low as 1400 °C with 50 MPa applied pressure. The fracture surface images showed fine-grained microstructure (<2 µm).
- (2)
- Two major different densification mechanisms were active during RSPS: (1) SHS reaction (2) plastic flow aided densification.
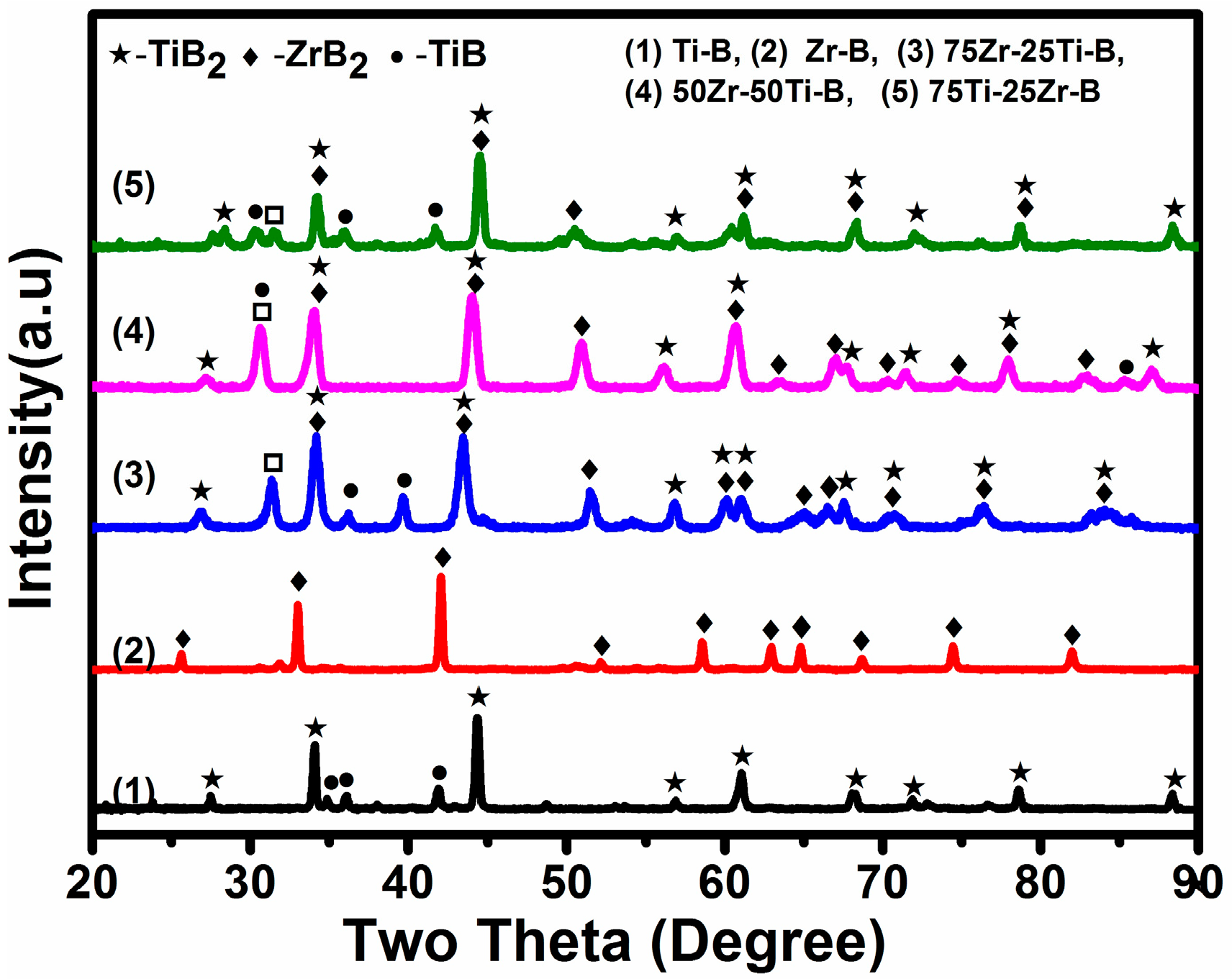
- (3)
- XRD results revealed solid solution formation. The 50Zr-50Ti-B exhibited a perfect solid solution while other compositions showed residual phases.
- (4)
- Solid solution samples showed high indentation fracture toughness due to various toughening mechanisms such as crack deflection and crack branching.
- (5)
- The nanohardness, elastic modulus and compressive strength were improved with solid solution formation. Pop-in phenomenon exhibited by 50Zr-50Ti-B during nanoindentation.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Basu, B.; Raju, G.B.; Suri, A.K. Processing and properties of monolithic TiB2 based materials. Int. Mater. Rev. 2006, 51, 352–374. [Google Scholar] [CrossRef]
- Fahrenholtz, W.G.; Wuchina, E.J.; Lee, W.E.; Zhou, Y. (Eds.) Ultra-High Temperature Ceramics: Materials for Extreme Environment Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014.
- Karthiselva, N.S.; Murty, B.S.; Bakshi, S.R. Low temperature synthesis of dense and ultrafine grained zirconium diboride compacts by reactive spark plasma sintering. Scr. Mater. 2016, 110, 78–81. [Google Scholar] [CrossRef]
- Karthiselva, N.S.; Murty, B.S.; Bakshi, S.R. Low temperature synthesis of dense TiB2 compacts by reaction spark plasma sintering. Int. J. Ref. Met. Hard Mater. 2015, 48, 201–210. [Google Scholar] [CrossRef]
- Yadhukulakrishnan, G.B.; Rahman, A.; Karumuri, S.; Stackpoole, M.M.; Kalkan, A.K.; Singh, R.P.; Harimkar, S.P. Spark plasma sintering of silicon carbide and multi-walled carbon nanotube reinforced zirconium diboride ceramic composite. Mater. Sci. Eng. A 2012, 552, 125–133. [Google Scholar] [CrossRef]
- Patel, M.; Singh, V.; Reddy, J.J.; Bhanu Prasad, V.V.; Jayaram, V. Densification mechanisms during hot pressing of ZrB2–20 vol.% SiC composite. Scr. Mater. 2013, 69, 370–373. [Google Scholar] [CrossRef]
- Monteverde, F.; Guicciardi, S.; Bellosi, A. Advances in microstructure and mechanical properties of zirconium diboride based ceramics. Mater. Sci. Eng. A 2003, 346, 310–319. [Google Scholar] [CrossRef]
- Golla, B.R.; Basu, B. Hot-pressed TiB2–10 wt.% TiSi2 ceramic with extremely good thermal transport properties at elevated temperatures (up to 1273K). Scr. Mater. 2013, 68, 79–82. [Google Scholar] [CrossRef]
- Raju, G.B.; Mukhopadhyay, A.; Biswas, K.; Basu, B. Densification and high-temperature mechanical properties of hot pressed TiB2–(0–10 wt.%) MoSi2 composites. Scr. Mater. 2009, 61, 674–677. [Google Scholar] [CrossRef]
- Karthiselva, N.S.; Murty, B.S.; Bakshi, S.R. Densification and mechanical properties of ZrB2-TiB2 ultra high temperature ceramic composites. In Developments in Strategic Materials and Computational Design V: A Collection of Papers, Proceedings of the 38th International Conference on Advanced Ceramics and Composites, Daytona Beach, FL, USA, 27–31 January 2014; Volume 35, pp. 275–285.
- Yadhukulakrishnan, G.B.; Karumuri, S.; Rahman, A.; Singh, R.P.; Kaan Kalkan, A.; Harimkar, S.P. Spark plasma sintering of graphene reinforced zirconium diboride ultra-high temperature ceramic composites. Ceram. Int. 2013, 39, 6637–6646. [Google Scholar] [CrossRef]
- Karthiselva, N.S.; Bakshi, S.R. Carbon nanotube and in-situ titanium carbide reinforced titanium diboride matrix composites synthesized by reactive spark plasma sintering. Mater. Sci. Eng. A 2016, 663, 38–48. [Google Scholar] [CrossRef]
- Avilés, M.A.; Córdoba, J.M.; Sayagués, M.J.; Gotor, F.J. Mechanochemical synthesis of Ti1−xZrxB2 and Ti1−xHfxB2 solid solutions. Ceram. Int. 2011, 37, 1895–1904. [Google Scholar] [CrossRef]
- Mroz, C. Processing and Properties of Microcomposite TiZrC and TiZrB2 Materials. In 17th Annual Conference on Composites and Advanced Ceramic Materials, Part 2 of 2: Ceramic Engineering and Science Proceedings; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1993; Volume 14, pp. 725–735. [Google Scholar]
- Inagaki, J.-I.; Sakai, Y.; Uekawa, N.; Kojima, T.; Kakegawa, K. Synthesis and evaluation of Zr0.5Ti0.5B2 solid solution. Mater. Res. Bull. 2007, 42, 1019–1027. [Google Scholar]
- Li, B. Effect of ZrB2 and SiC addition on TiB2-based ceramic composites prepared by spark plasma sintering. Int. J. Ref. Met. Hard Mater. 2014, 46, 84–89. [Google Scholar] [CrossRef]
- Chakraborty, S.; Debnath, D.; Mallick, A.R.; Das, P.K. Mechanical and thermal properties of hot pressed ZrB2 system with TiB2. Int. J. Ref. Met. Hard Mater. 2014, 46, 35–42. [Google Scholar] [CrossRef]
- Licheri, R.; Orrù, R.; Musa, C.; Cao, G. Combination of SHS and SPS Techniques for fabrication of fully dense ZrB2-ZrC-SiC composites. Mater. Lett. 2008, 62, 432–435. [Google Scholar] [CrossRef]
- Musa, C.; Orrù, R.; Licheri, R.; Cao, G. Spark plasma synthesis and densification of TaB2 by pulsed electric current sintering. Mater. Lett. 2011, 65, 3080–3082. [Google Scholar] [CrossRef]
- Rehman, S.S.; Ji, W.; Fu, Z.; Wang, W.; Wang, H.; Asif, M.; Zhang, J. In situ synthesis and sintering of B4C/ZrB2 composites from B4C and ZrH2 mixtures by spark plasma sintering. J. Eur. Ceram. Soc. 2015, 35, 1139–1145. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A Critical Evaluation of Indentation Techniques for Measuring Fracture Toughness: I, Direct Crack Measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Garay, J.E.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process. Mater. Sci. Eng. A 2005, 407, 24–30. [Google Scholar] [CrossRef]
- Su, X.; Fu, F.; Yan, Y.; Zheng, G.; Liang, T.; Zhang, Q.; Cheng, X.; Yang, D.; Chi, H.; Tang, X.; et al. Self-propagating high-temperature synthesis for compound thermoelectrics and new criterion for combustion processing. Nat. Commun. 2014, 5, 4908. [Google Scholar] [CrossRef] [PubMed]
- Yin, J.; Huang, Z.; Liu, X.; Yan, Y.; Zhang, H.; Jiang, D. Mechanical properties and in-situ toughening mechanism of pressurelessly densified ZrB2–TiB2 ceramic composites. Mater. Sci. Eng. A 2013, 565, 414–419. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, H.; Yan, Y.; Huang, Z.; Liu, X.; Jiang, D. High toughness in pressureless densified ZrB2-based composites co-doped with boron–titanium carbides. Scr. Mater. 2012, 66, 523–526. [Google Scholar] [CrossRef]
- Guicciardi, S.; Melandri, C.; Monteverde, F.T. Characterization of pop-in phenomena and indentation modulus in a polycrystalline ZrB2 ceramic. J. Eur. Ceram. Soc. 2010, 30, 1027–1034. [Google Scholar] [CrossRef]
- Licheri, R.; Musa, C.; Orrù, R.; Cao, G. Influence of the heating rate on the in situ synthesis and consolidation of ZrB2 by reactive Spark Plasma Sintering. J. Eur. Ceram. Soc. 2015, 35, 1129–1137. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Vol % TiB2 | Relative Density (%) | Grain Size (µm) | Nanohardness (GPa) | Elastic Modulus (GPa) | Indentation Fracture Toughness (MPa.m1/2) |
|---|---|---|---|---|---|---|
| Zr-B | 0 | 97 | 1.2 ± 0.25 | 29 ± 2 | 495 ± 43 | 3.2 ± 0.6 |
| 75Zr-25Ti-B | 25 | 96 | 0.7 ± 0.30 | 33 ± 4 | 496 ± 47 | 3.5 ± 0.5 |
| 50Zr-50Ti-B | 50 | 97 | 1.5 ± 0.50 | 34 ± 5 | 523 ± 52 | 3.9 ± 0.6 |
| 25Zr-75Ti-B | 75 | 98 | 1.5 ± 0.40 | 33 ± 6 | 568 ± 44 | 3.7 ± 0.6 |
| Ti-B | 100 | 98 | 0.5 ± 0.20 | 34 ± 4 | 658 ± 32 | 3.4 ± 0.5 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
S., K.N.; Bakshi, S.R. Reactive Spark Plasma Sintering and Mechanical Properties of Zirconium Diboride–Titanium Diboride Ultrahigh Temperature Ceramic Solid Solutions. Technologies 2016, 4, 30. https://doi.org/10.3390/technologies4030030
S. KN, Bakshi SR. Reactive Spark Plasma Sintering and Mechanical Properties of Zirconium Diboride–Titanium Diboride Ultrahigh Temperature Ceramic Solid Solutions. Technologies. 2016; 4(3):30. https://doi.org/10.3390/technologies4030030
Chicago/Turabian StyleS., Karthiselva N., and Srinivasa Rao Bakshi. 2016. "Reactive Spark Plasma Sintering and Mechanical Properties of Zirconium Diboride–Titanium Diboride Ultrahigh Temperature Ceramic Solid Solutions" Technologies 4, no. 3: 30. https://doi.org/10.3390/technologies4030030
APA StyleS., K. N., & Bakshi, S. R. (2016). Reactive Spark Plasma Sintering and Mechanical Properties of Zirconium Diboride–Titanium Diboride Ultrahigh Temperature Ceramic Solid Solutions. Technologies, 4(3), 30. https://doi.org/10.3390/technologies4030030