Surface Roughness Investigation of Poly-Jet 3D Printing




_Kechagias.jpg)
Abstract
:1. Introduction
2. Experimental Set-up
- Ra (μm) (Figure 5a): The arithmetic mean surface roughness (mean of the sums of all profile values). Ra is by far the most commonly used parameter in surface finish measurements. Despite its inherent limitations, it is easy to measure and offers a good overall description of the height characteristics of a surface profile.
- Rt or Rmax (μm) (Figure 5a): Total height of the roughness profile, i.e., the vertical distance between the highest peak and the lowest valley along the assessment length of the profile. As it can been seen from Figure 5a, Rt = Zp + Zv. This parameter is extremely sensitive to high peaks or deep scratches.
3. Modelling
3.1. Regression Models
3.2. Arithmetic Modelling Using Neural Network (NN)
- Network type: Feed-forward backprop;
- Input data: I (Equation (6));
- Target data: T (Equation (5));
- Training function: TRAINLM (Levenberg–Marquardt);
- Adaptation learning function: LEARNGDM;
- Performance function: MSE (mean squared error);
- One hidden layer with 5 neurons using TANSIG as the transfer function;
- Transfer function for output: PURELIN.
3.3. Comparison with the Literature
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kechagias, J.; Iakovakis, V.; Giorgo, E.; Stavropoulos, P.; Koutsomichalis, A.; Vaxevanidis, N.M. Surface Roughness Optimization of Prototypes Produced by Poly-Jet Direct 3D Printing Technology. In Proceedings of the OPT-i 2014—1st International Conference on Engineering and Applied Sciences Optimization, Proceedings, Kos Island, Greece, 4–6 June 2014; Volume 2014, pp. 2877–2888. [Google Scholar]
- Barclift, M.W.; Williams, C.B. Examining Variability in the Mechanical Properties of Parts Manufactured via Poly-Jet Direct 3D Printing. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 6–8 August 2012; pp. 876–890. [Google Scholar]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Chryssolouris, G.; Kechagias, J.; Kotselis, J.; Mourtzis, D.; Zannis, S. Surface Roughness Modeling of the Helisys Laminated Object Manufacturing Process. In Proceedings of the 8th European Conference on Rapid Prototyping and Manufacturing, Nottingham, UK, 5–7 July 1999; pp. 141–152. [Google Scholar]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, L.; Mulholland, T.; Osswald, T.A. Characterization of mechanical properties and fracture mode of PLA and copper/PLA composite part manufactured by fused deposition modeling. SN Appl. Sci. 2019, 1. [Google Scholar] [CrossRef] [Green Version]
- Aslani, K.-E.; Chaidas, D.; Kechagias, J.; Kyratsis, P.; Salonitis, K. Quality Performance Evaluation of Thin Walled PLA 3D Printed Parts Using the Taguchi Method and Grey Relational Analysis. J. Manuf. Mater. Process. 2020, 4, 47. [Google Scholar] [CrossRef]
- Vaezi, M.; Chua, C.K. Effects of layer thickness and binder saturation level parameters on 3D printing process. Int. J. Adv. Manuf. Technol. 2011, 53, 275–284. [Google Scholar] [CrossRef]
- Mahmood, S.; Qureshi, A.J.; Talamona, D. Taguchi based process optimization for dimension and tolerance control for fused deposition modelling. Addit. Manuf. 2018, 21, 183–190. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Design for manufacturing of surfaces to improve accuracy in Fused Deposition Modeling. Robot. Comput. Int. Manuf. 2016, 37, 103–114. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Maropoulos, S. An Investigation of Sloped Surface Roughness of Direct Poly-Jet 3D Printing. In Proceedings of the International Conference on Industrial Engineering—INDE 2015, Zakynthos, Greece, 16–20 July 2015; pp. 1–4. Available online: http://www.inase.org/library/2015/zakynthos/bypaper/CIMC/CIMC-26.pdf (accessed on 12 October 2020).
- Kechagias, J.; Stavropoulos, P.; Koutsomichalis, A.; Ntintakis, I.; Vaxevanidis, N. Dimensional Accuracy Optimization of Prototypes Produced by Poly-Jet Direct 3D Printing Technology. In Proceedings of the International Conference on Industrial Engineering—INDE’14, Santorini Island, Greece, 19–21 July 2014; pp. 61–65. Available online: http://www.inase.org/library/2014/santorini/bypaper/MECHANICS/MECHANICS-07.pdf (accessed on 12 October 2020).
- Alafaghani, A.; Qattawi, A. Investigating the effect of fused deposition modeling processing parameters using Taguchi design of experiment method. J. Manuf. Proccess. 2018, 36, 164–174. [Google Scholar] [CrossRef]
- Kitsakis, K.; Kechagias, J.; Vaxevanidis, N.; Giagkopoulos, D. Tolerance Analysis of 3d-MJM Parts According to IT Grade. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Zheng, Y.; Yang, M.; Leng, J.; Cheng, Z.; Xie, Y.; Jiang, P.; Yongsheng, M. A Survey of Feature Modeling Methods: Historical Evolution and New Development. Robot. Comput. Integr. Manuf. 2020. [Google Scholar] [CrossRef]
- Ahn, D.; Kim, H.; Lee, L. Fabrication Direction Optimization to Minimize Post-Machining in Layered Manufacturing. Int. J. Mach. Tools Manuf. 2007. [Google Scholar] [CrossRef]
- Kumar, K.; Kumar, G.S. An Experimental and Theoretical Investigation of Surface Roughness of Poly-Jet Printed Parts. Virtual Phys. Prototyp. 2015. [Google Scholar] [CrossRef]
- Haque, M.E.; Banerjee, D.; Bikash, S.; Kumar, B. ScienceDirect A Numerical Approach to Measure the Surface Roughness of FDM Build Part. Mater. Today Proc. 2019, 18, 5523–5529. [Google Scholar] [CrossRef]
- Mu, M.; Ou, C.Y.; Wang, J.; Liu, Y. Surface modification of prototypes in fused filament fabrication using chemical vapour smoothing. Addit. Manuf. 2020, 31. [Google Scholar] [CrossRef]
- Ahn, D.; Kweon, J.H.; Kwon, S.; Song, J.; Lee, S. Representation of surface roughness in fused deposition modeling. J. Mater. Process. Technol. 2009, 209, 5593–5600. [Google Scholar] [CrossRef]
- Kaji, F.; Barari, A.; Kaji, F.; Barari, A. ScienceDirect Evaluation of the Surface Roughness Manufacturing Cusp Geometry Cusp Geometry. IFAC-PapersOnLine 2015, 48, 658–663. [Google Scholar] [CrossRef]
- Campbell, R.I.; Martorelli, M.; Lee, H.S. Surface roughness visualisation for rapid prototyping models. Comput. Aided Des. 2002, 34, 717–725. [Google Scholar] [CrossRef]
- Brien, J.H.; Evers, J.; Tempelman, E. Surface roughness of 3D printed materials: Comparing physical measurements and human perception. Mater. Today Commun. 2019, 19, 300–305. [Google Scholar] [CrossRef]
- Khan, M.S.; Mishra, S.B. Materials Toda: Proceedings Minimizing surface roughness of ABS-FDM build parts: An experimental approach. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S. Modeling of surface roughness based on heat transfer considering diffusion among deposition filaments for FDM 3D printing heat-resistant resin. Appl. Therm. Eng. 2019, 161, 114064. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of surface roughness in extrusion-based additive manufacturing with machine learning. Robot. Comput. Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Mostafa, K.G.; Nobes, D.S.; Qureshi, A.J. Investigation of Light-Induced Surface Roughness in Projection Micro-Stereolithography Additive Manufacturing (PµSLA). Procedia CIRP 2020, 92, 187–193. [Google Scholar] [CrossRef]
- Paul, B.K.; Voorakarnam, V. Effect of layer thickness and orientation angle on surface roughness in laminated object manufacturing. J. Manuf. Process. 2001, 3, 94–101. [Google Scholar] [CrossRef]
- Zhang, J.; Fatemi, A. Surface roughness effect on multiaxial fatigue behavior of additive manufactured metals and its modeling. Theor. Appl. Fract. Mech. 2019, 103, 102260. [Google Scholar] [CrossRef]
- Sahu, A.K.; Mahapatra, S.S.; Chatterjee, S.; Thomas, J. Optimization of surface roughness by MOORA method in EDM by electrode prepared via selective laser sintering process. Mater. Today Proc. 2018, 5, 19019–19026. [Google Scholar] [CrossRef]
- Gockel, J.; Sheridan, L.; Koerper, B.; Whip, B. The influence of additive manufacturing processing parameters on surface roughness and fatigue life. Int. J. Fatigue 2019, 124, 380–388. [Google Scholar] [CrossRef]
- Reeves, P.E.; Cobb, R.C. Surface Deviation Modelling of LMT Processes—A Comparative Analysis. In Proceedings of the 5th European Conference on Rapid Prototyping & Manufacturing, Helsinki, Finland, 4–6 June 1996; pp. 59–76. [Google Scholar]
- Miyanaji, H.; Momenzadeh, N.; Yang, L. Effect of Printing Speed on Quality of Printed Parts in Binder Jetting Process. Addit. Manuf. 2018. [Google Scholar] [CrossRef]
- Khoshkhoo, A.; Carrano, A.L.; Blersch, D.M. Effect of Surface Slope and Build Orientation on Surface Finish and Dimensional Accuracy in Material Jetting Processes. Procedia Manuf. 2018. [Google Scholar] [CrossRef]
- FullCure 720. 2019. Available online: https://www.zare.it/en/materials/fullcure-720 (accessed on 12 October 2020).
- Stratasys. Available online: https://www.stratasys.com/materials/search/rgd720 (accessed on 12 October 2020).
- Benardos, P.; Vosniakos, G.C. Prediction of surface roughness in CNC face milling using neural networks and Taguchi’s design of experiments. Robot. Comput. Integr. Manuf. 2002, 18, 343–354. [Google Scholar] [CrossRef]
- Mahapatra, S.S.; Sood, A.K. Bayesian regularization-based Levenberg-Marquardt neural model combined with BFOA for improving surface finish of FDM processed part. Int. J. Adv. Manuf. Technol. 2012, 60, 1223–1235. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Angle (Degrees) | |||||||
|---|---|---|---|---|---|---|---|
| 0 | 15 | 30 | 45 | 60 | 75 | 90 | |
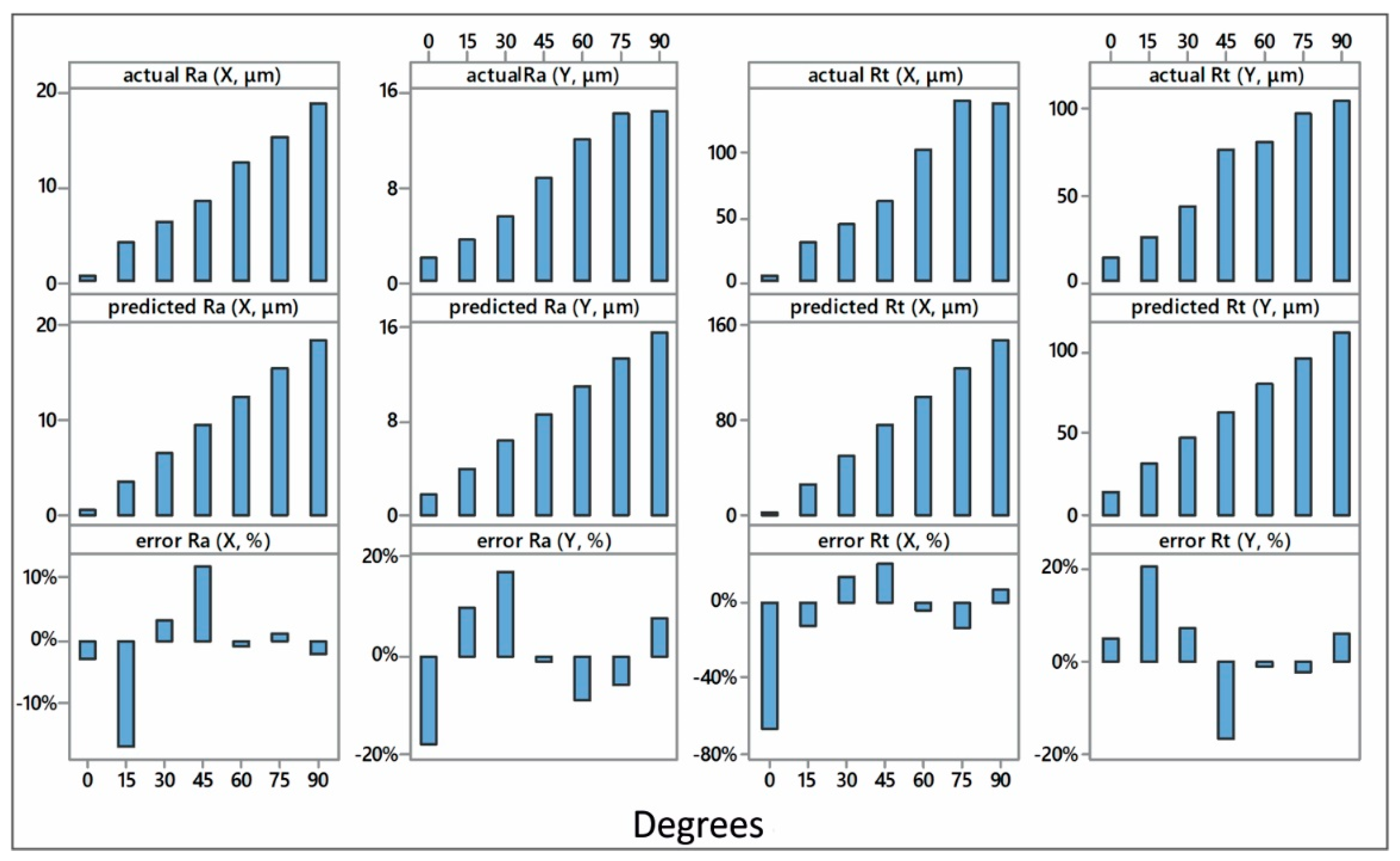
| Actual Ra (X, μm) | 0.537 | 4.188 | 6.259 | 8.377 | 12.425 | 15.211 | 18.722 |
| Actual Rt (X, μm) | 4.294 | 29.311 | 44.345 | 61.807 | 102.280 | 140.930 | 137.540 |
| Actual Ra (Y, μm) | 1.985 | 3.584 | 5.367 | 8.729 | 12.035 | 14.142 | 14.496 |
| Actual Rt (Y, μm) | 13.393 | 25.167 | 43.641 | 76.513 | 80.545 | 97.445 | 105.620 |
| Predicted Ra (X, μm) | 0.521 | 3.477 | 6.434 | 9.390 | 12.347 | 15.303 | 18.260 |
| Predicted Rt (X, μm) | 1.403 | 25.718 | 50.033 | 74.348 | 98.663 | 122.978 | 147.293 |
| Predicted Ra (Y, μm) | 1.621 | 3.954 | 6.286 | 8.619 | 10.951 | 13.284 | 15.616 |
| Predicted Rt (Y, μm) | 14.100 | 30.465 | 46.830 | 63.195 | 79.560 | 95.925 | 112.290 |
| Error Ra (X, %) | −3 | −17 | 3 | 12 | −1 | 1 | −2 |
| Error Rt (X, %) | −67 | −12 | 13 | 20 | −4 | −13 | 7 |
| Error Ra (Y, %) | −18 | 10 | 17 | −1 | −9 | −6 | 8 |
| Error Rt (Y, %) | 5 | 21 | 7 | −17 | −1 | −2 | 6 |
| Ra(X)-Ra(Y), Actual | −1.448 | 0.604 | 0.892 | −0.352 | 0.390 | 1.069 | 4.226 |
| Rt(X)-Rt(Y), Actual | −9.099 | 4.144 | 0.704 | −14.706 | 21.735 | 43.485 | 31.920 |
| Inputs | Targets | |||
|---|---|---|---|---|
| Da (deg) | Zrot (deg) | Ra (μm) | Rt (μm) | |
| Column 1 | Column 2 | Column 3 | Column 4 | |
| Row 1 | 0 | 0 | 0.537 | 4.294 |
| Row 2 | 15 | 0 | 4.188 | 29.311 |
| Row 3 | 30 | 0 | 6.259 | 44.345 |
| Row 4 | 45 | 0 | 8.377 | 61.807 |
| Row 5 | 60 | 0 | 12.425 | 102.28 |
| Row 6 | 75 | 0 | 15.211 | 140.93 |
| Row 7 | 90 | 0 | 18.722 | 137.54 |
| Row 8 | 0 | 90 | 1.985 | 13.393 |
| Row 9 | 15 | 90 | 3.584 | 25.167 |
| Row 10 | 30 | 90 | 5.367 | 43.641 |
| Row 11 | 45 | 90 | 8.729 | 76.513 |
| Row 12 | 60 | 90 | 12.035 | 80.545 |
| Row 13 | 75 | 90 | 14.142 | 97.445 |
| Row 14 | 90 | 90 | 14.496 | 105.62 |
| Evaluation Experiments | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Deposition Angle (θ, Degrees) | 10 | 25 | 45 | 65 | 90 |
| Average Surface roughness (Ra, μm) | |||||
| Measured Ra | 2.77 | 5.24 | 7.91 | 13.77 | 17.63 |
| Kumar and Kumar model (Equation (3)) | 4 | 5 | 8 | 15 | 20 |
| Reeves and Cobb model (Equation (1)) | 8 | 7.51 | 6.12 | 4 | 0.7 |
| Proposed model (Equation (4)) | 2.4915 | 5.448 | 8.4045 | 13.332 | 18.2595 |
| NN–X direction (Zrot = 0 deg) | 2.5676 | 4.9179 | 7.2871 | 14.9647 | 18.0279 |
| Error (%) | |||||
| Kumar and Kumar model (Equation (3)) | 44.4% | −4.6% | 1.1% | 8.9% | 13.4% |
| Reeves and Cobb model (Equation (1)) | 188.8% | 43.3% | −22.6% | −71.0% | −96.0% |
| Regression model (Equation (4)) | −10.1% | 4.0% | 6.3% | −3.2% | 3.6% |
| FFBP-NN model | −7.3% | −6.1% | −7.9% | 8.7% | 2.3% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; Vaxevanidis, N.; Kechagias, J. Surface Roughness Investigation of Poly-Jet 3D Printing. Mathematics 2020, 8, 1758. https://doi.org/10.3390/math8101758
Vidakis N, Petousis M, Vaxevanidis N, Kechagias J. Surface Roughness Investigation of Poly-Jet 3D Printing. Mathematics. 2020; 8(10):1758. https://doi.org/10.3390/math8101758
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, Nikolaos Vaxevanidis, and John Kechagias. 2020. "Surface Roughness Investigation of Poly-Jet 3D Printing" Mathematics 8, no. 10: 1758. https://doi.org/10.3390/math8101758
APA StyleVidakis, N., Petousis, M., Vaxevanidis, N., & Kechagias, J. (2020). Surface Roughness Investigation of Poly-Jet 3D Printing. Mathematics, 8(10), 1758. https://doi.org/10.3390/math8101758