
Energy-Efficient Production Planning Using a Two-Stage Fuzzy Approach



Abstract
:1. Introduction
- (1)
- The original yield value is considered when evaluating forecasting performance. In contrast, existing methods usually consider the logarithmic value of yield.
- (2)
- The reduction in MEC is measured once a month, which is consistent with the progress of yield improvement. In contrast, existing methods usually measure the reduction in power consumption once a year.
- (1)
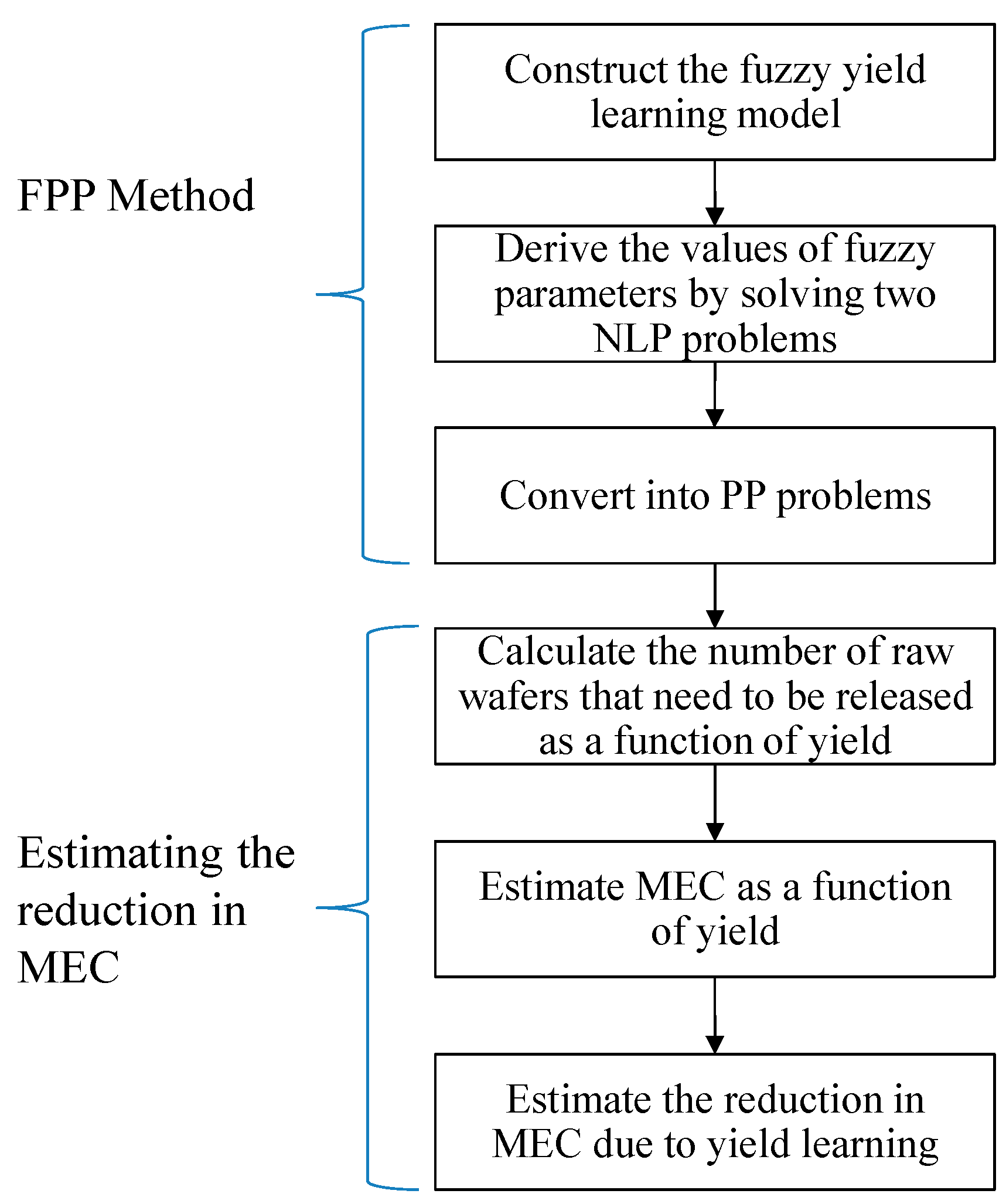
- An FPP method, proposed to improve the precision and accuracy of tracking a yield-improvement process.
- (2)
- A systematic procedure, established to estimate the energy savings brought about by the increase in yield.
2. Literature Review
- (1)
- Designing products that require less energy or help to save energy.
- (2)
- Switching to new manufacturing technologies that feature lower energy consumption.
- (3)
- Acquiring new equipment with lower energy consumption.
- (4)
- Solving quality problems that lead to energy waste.
- (5)
- Shifting more production to locations or time periods with lower electricity rates.
- (6)
- Using relatively cheap and environmentally friendly long-term green electricity (such as wind and solar energy).
3. Two-Stage Fuzzy Approach
3.1. Uncertain Yield-Learning Process
- As time goes by, operators become increasingly skilled, which can help to avoid misoperation.
- Quality-control engineers are increasingly experienced in solving quality-related issues.
- Equipment engineers gradually learn how to optimize machine settings.
- is the yield at time t; ; t = 1 − T;
- is the asymptotic or final yield (a real-valued function of the point defect density per unit area, chip area, and a set of parameters unique to the specific yield model); ;
- is the learning constant; > 0;
- r(t) is a homoscedastic serially uncorrelated error term that can be ignored.
3.2. Deriving Values of Fuzzy Parameters
3.3. Estimating MEC Reduction
4. Actual Case
4.1. Background
- (1)
- The electricity consumption of the wafer fab in the previous year was known.
- (2)
- The number of wafers fabricated in previous years was known.
- (3)
- The latest yield data of the target product were collected.
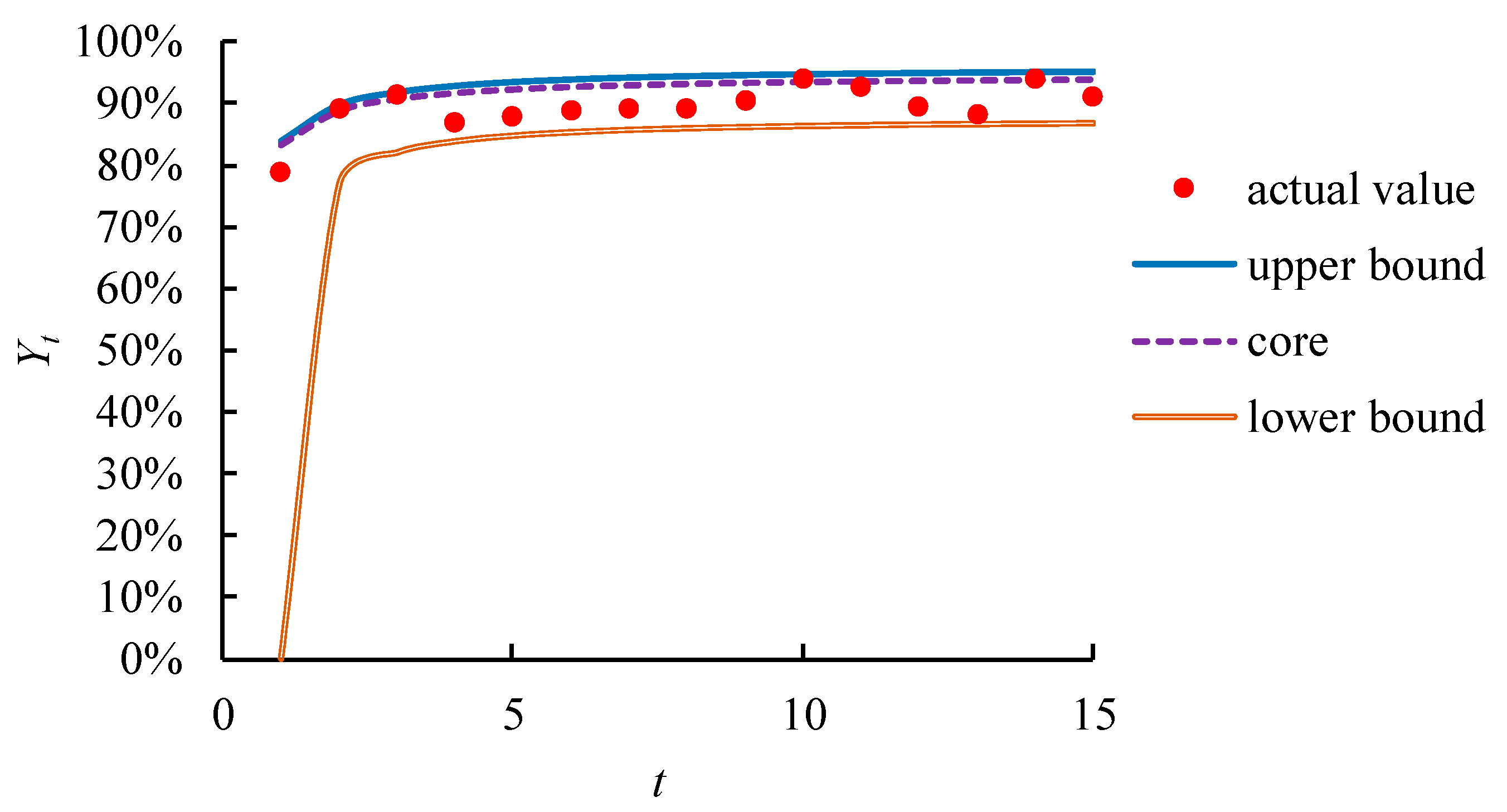
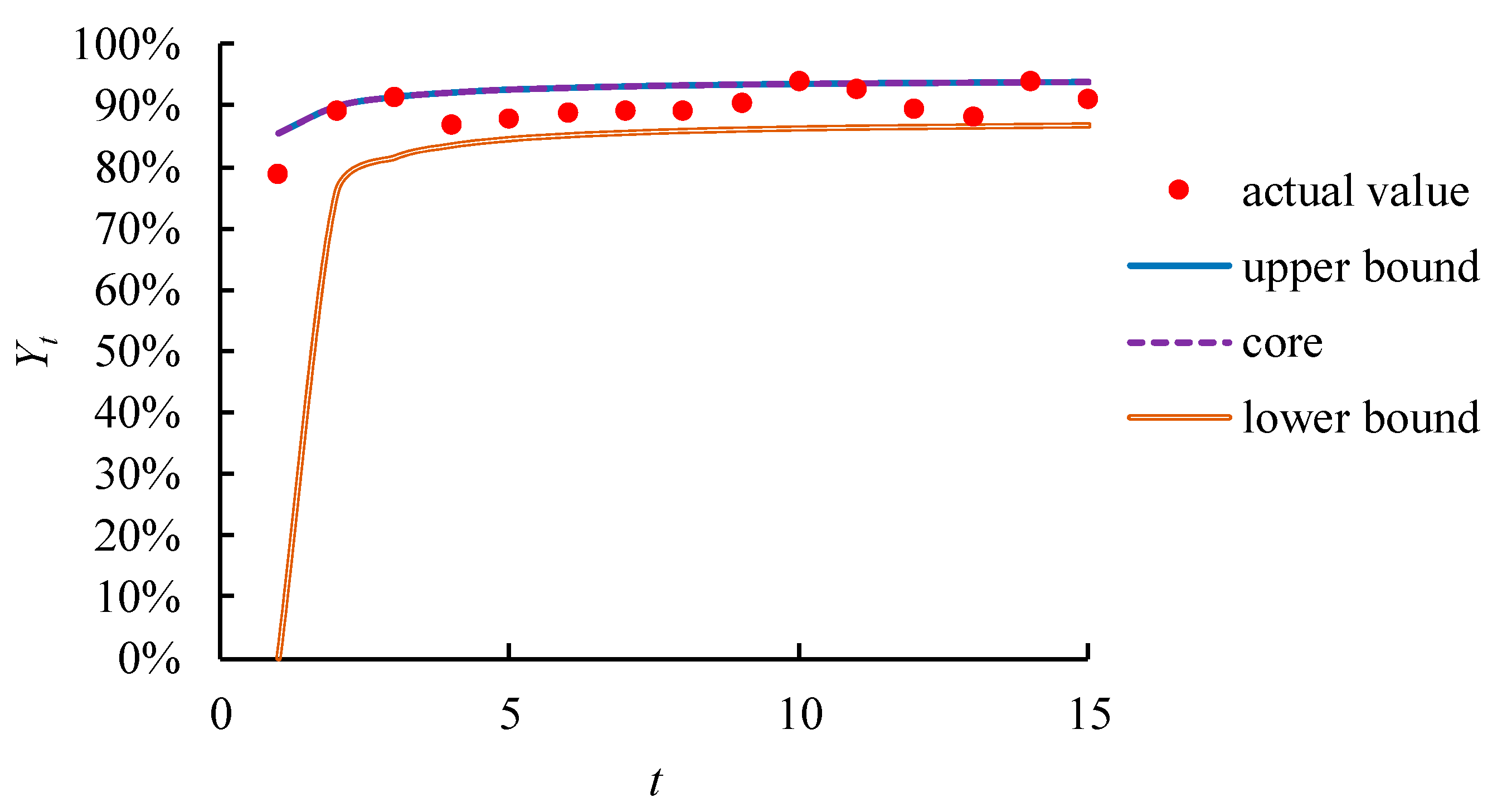
4.2. Fitting the Uncertain Yield-Learning Process
- (Model PP I) ,
- (Model PP II) , , ,
- Average range = 0.080;
- MAE = 0.019;
- MAPE = 2.08%;
- RMSE = 0.019.
- (Model PP I) ,
- (Model PP II) , , ,
- Average range = 0.070;
- MAE = 0.018;
- MAPE = 2.06%;
- RMSE = 0.021.
- Average range = 0.075;
- MAE = 0.019;
- MAPE = 2.07%;
- RMSE = 0.020.
4.3. Comparison
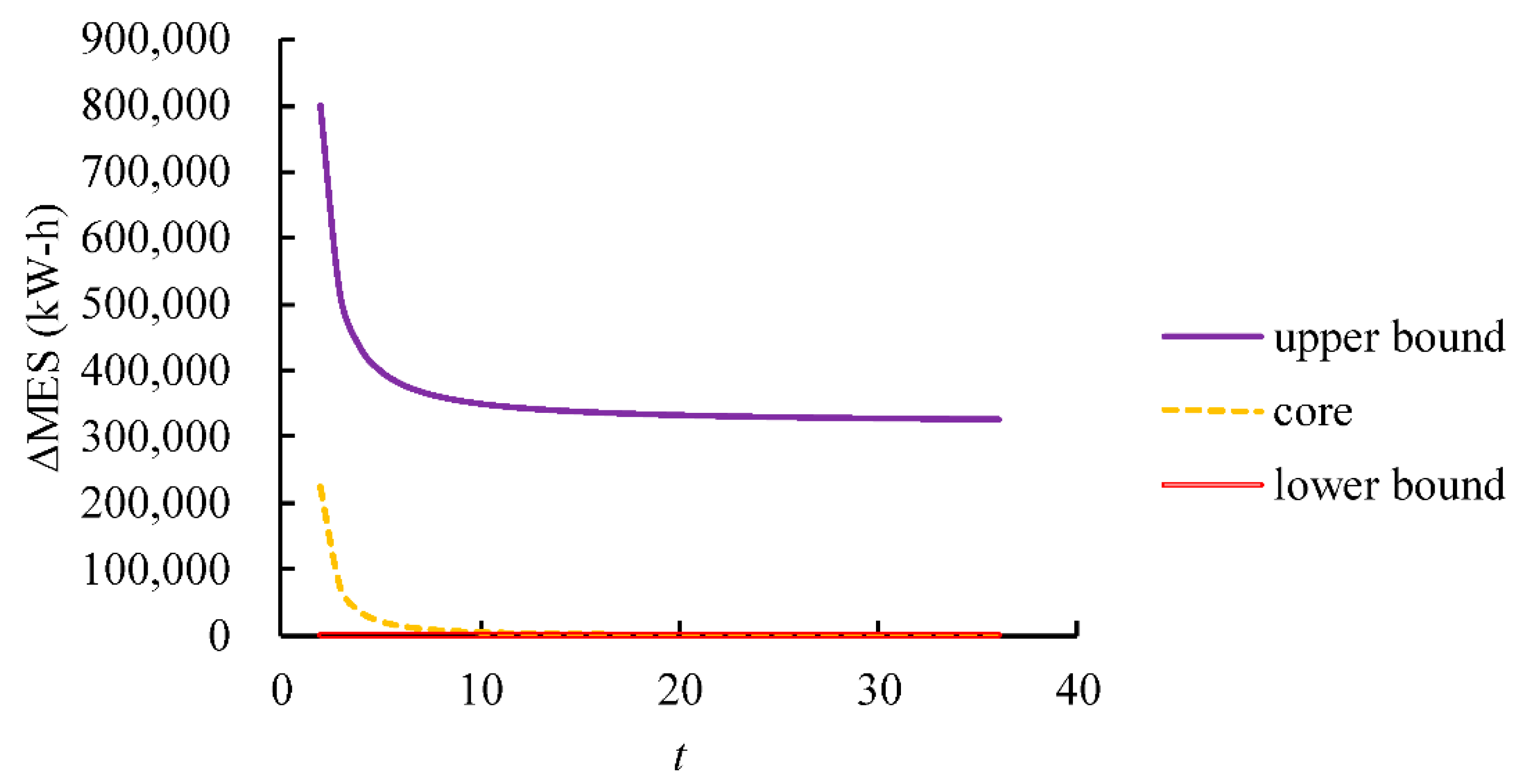
4.4. Estimating MEC Reduction
- (1)
- As far as yield learning is concerned, the amount of electricity that may be saved by reducing MEC may be as high as 400,000 kW-h per month.
- (2)
- The increase in electricity consumption due to yield loss can be avoided, which means that the MEC reduction estimated in Figure 6 can be achieved.
- (3)
- (4)
- In addition, the reduction in MEC decreased with time, but converged to a certain minimal level.
- (5)
- A larger learning constant means a faster yield-learning process, which can save energy waste owing to quicker yield loss. In this case, MEC drops faster, meaning that more energy can be saved within the planning horizon.
- (6)
- Results here only apply to a single product. By taking into account all products in the wafer fab, it further saves power consumption.
5. Conclusions
- (1)
- The two-stage fuzzy approach was very effective in fitting the yield-learning process of the DRAM product. Compared with existing methods for the same purpose, the FPP approach achieved higher forecasting accuracy in terms of MAE, MAPE, or RMSE.
- (2)
- The two-stage fuzzy approach also established a very narrow range of yield. On the basis of precise and accurate yield forecasts, the energy saved by reducing MEC could be reliably estimated.
- (3)
- Electricity consumption was reduced by fabricating the product in the wafer fab.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable/Symbol | Meaning |
|---|---|
| (×) | Fuzzy multiplication |
| Residue | |
| Dummy variable | |
| or | Learning constant |
| E | Electricity consumption per wafer |
| MAE | Mean absolute error |
| MAPE | Mean absolute percentage error |
| MEC | Monthly electricity consumption |
| Reduction in MEC | |
| Number of raw wafers that need to be released during period t | |
| Q | Monthly output |
| r(t) | Homoscedastic serially uncorrelated error term |
| RMSE | Root mean squared error |
| t | Period |
| T | Planning horizon |
| or | Asymptotic/final yield |
| or | Yield at period t |
References
- Gandhi, N.S.; Thanki, S.J.; Thakkar, J.J. Ranking of drivers for integrated lean-green manufacturing for Indian manufacturing SMEs. J. Clean. Prod. 2018, 171, 675–689. [Google Scholar] [CrossRef]
- Chen, T. Competitive and sustainable manufacturing in the age of globalization. Sustainability 2017, 9, 26. [Google Scholar] [CrossRef] [Green Version]
- Lin, C.W.; Chen, T. 3D printing technologies for enhancing the sustainability of an aircraft manufacturing or MRO company—A multi-expert partial consensus-FAHP analysis. Int. J. Adv. Manuf. Technol. 2019, 105, 4171–4180. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, N.; Li, B. Enhancing the competitiveness of multi-agent cooperation for green manufacturing in China: An empirical study of the measure of green technology innovation capabilities and their influencing factors. Sustain. Prod. Consum. 2020, 23, 63–76. [Google Scholar] [CrossRef]
- Chen, T.; Wang, L.C.; Chiu, M.C. A multi-granularity approach for estimating the sustainability of a factory simulation model: Semiconductor packaging as an example. Oper. Res. 2018, 18, 711–729. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T. Modelling and optimization of machining conditions for the multi-pass dry turning process. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2008, 222, 1387–1394. [Google Scholar] [CrossRef]
- Chen, T. Strengthening the competitiveness and sustainability of a semiconductor manufacturer with cloud manufacturing. Sustainability 2014, 6, 251–266. [Google Scholar] [CrossRef] [Green Version]
- Abualfaraa, W.; Salonitis, K.; Al-Ashaab, A.; Ala’raj, M. Lean-green manufacturing practices and their link with sustainability: A critical review. Sustainability 2020, 12, 981. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Wang, Y.C. Long-term load forecasting by a collaborative fuzzy-neural approach. Int. J. Electr. Power Energy Syst. 2012, 43, 454–464. [Google Scholar] [CrossRef]
- Abraham, M.; Nguyen, N. Green engineering: Defining principles—results from the Sandestin conference. Environ. Prog. 2004, 22, 233–236. [Google Scholar] [CrossRef]
- Ershadi, H.; Karimipour, A. Present a multi-criteria modeling and optimization (energy, economic and environmental) approach of industrial combined cooling heating and power (CCHP) generation systems using the genetic algorithm, case study: A tile factory. Energy 2018, 149, 286–295. [Google Scholar] [CrossRef]
- Chen, T. Forecasting the long-term electricity demand in Taiwan with a hybrid FLR and BPN approach. Int. J. Fuzzy Syst. 2012, 14, 361–371. [Google Scholar]
- Sonntag, D.; Kiesmüller, G.P. Disposal versus rework–Inventory control in a production system with random yield. Eur. J. Oper. Res. 2018, 267, 138–149. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T.; Lin, Y.C. A collaborative and ubiquitous system for fabricating dental parts using 3D printing technologies. Healthcare 2019, 7, 103. [Google Scholar] [CrossRef] [Green Version]
- Hu, S.C.; Xu, T.; Chaung, T.; Chan, D.Y.L. Characterization of energy use in 300 mm DRAM (Dynamic Random Access Memory) wafer fabrication plants (fabs) in Taiwan. Energy 2010, 35, 3788–3792. [Google Scholar] [CrossRef]
- Ge, L.; Wang, S.; Jiang, X. A combined interval AHP-entropy method for power user evaluation in Smart Electrical Utilization Systems. In Proceedings of the 2016 IEEE Power and Energy Society General Meeting, Boston, MA, USA, 17–21 July 2016; pp. 1–5. [Google Scholar]
- Lakić, E.; Gubian, A.; Fournely, C.; Djokić, S. Introducing system utilization index for energy efficiency evaluation and labelling. In Proceedings of the 2019 16th International Conference on the European Energy Market, Ljubljana, Slovenia, 18–20 September 2019; pp. 1–6. [Google Scholar]
- Kumar, N.; Kennedy, K.; Gildersleeve, K.; Abelson, R.; Mastrangelo, C.M.; Montgomery, D.C. A review of yield modelling techniques for semiconductor manufacturing. Int. J. Prod. Res. 2006, 44, 5019–5036. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T. A fuzzy collaborative forecasting approach for forecasting the productivity of a factory. Adv. Mech. Eng. 2013, 5, 234571. [Google Scholar] [CrossRef] [Green Version]
- Chang, C.K.; Hu, S.C.; Liu, V.; Chan, D.Y.L.; Huang, C.Y.; Weng, L.C. Specific energy consumption of dynamic random access memory module supply chain in Taiwan. Energy 2012, 41, 508–513. [Google Scholar] [CrossRef]
- Gong, X.; Van der Wee, M.; De Pessemier, T.; Verbrugge, S.; Colle, D.; Martens, L.; Joseph, W. Integrating labor awareness to energy-efficient production scheduling under real-time electricity pricing: An empirical study. J. Clean. Prod. 2017, 168, 239–253. [Google Scholar] [CrossRef] [Green Version]
- Jo, M.S.; Shin, J.H.; Kim, W.J.; Jeong, J.W. Energy-saving benefits of adiabatic humidification in the air conditioning systems of semiconductor cleanrooms. Energies 2017, 10, 1774. [Google Scholar] [CrossRef] [Green Version]
- Golpîra, H.; Khan, S.A.R.; Zhang, Y. Robust smart energy efficient production planning for a general job-shop manufacturing system under combined demand and supply uncertainty in the presence of grid-connected microgrid. J. Clean. Prod. 2018, 202, 649–665. [Google Scholar] [CrossRef]
- Wu, H.C.; Chen, T.C.T. Quality control issues in 3D-printing manufacturing: A review. Rapid Prototyp. J. 2018, 24, 607–614. [Google Scholar] [CrossRef]
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A. Multi-objective optimization for energy-efficient flexible job shop scheduling problem with transportation constraints. Robot. Comput. Integr. Manuf. 2019, 59, 143–157. [Google Scholar] [CrossRef]
- Liang, J.; Wang, Y.; Zhang, Z.H.; Sun, Y. Energy efficient production planning and scheduling problem with processing technology selection. Comput. Ind. Eng. 2019, 132, 260–270. [Google Scholar] [CrossRef]
- Gao, K.; Huang, Y.; Sadollah, A.; Wang, L. A review of energy-efficient scheduling in intelligent production systems. Complex. Intell. Syst. 2020, 6, 237–249. [Google Scholar] [CrossRef] [Green Version]
- Golpîra, H. Smart energy-aware manufacturing plant scheduling under uncertainty: A risk-based multi-objective robust optimization approach. Energy 2020, 209, 118385. [Google Scholar] [CrossRef]
- Wang, S.; Wang, X.; Chu, F.; Yu, J. An energy-efficient two-stage hybrid flow shop scheduling problem in a glass production. Int. J. Prod. Res. 2020, 58, 2283–2314. [Google Scholar] [CrossRef]
- Chang, K.H.; Sun, Y.J.; Lai, C.A.; Chen, L.D.; Wang, C.H.; Chen, C.J.; Lin, C.M. Big data analytics energy-saving strategies for air compressors in the semiconductor industry—An empirical study. Int. J. Prod. Res. 2021, 1–13. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chiu, M.C.; Chen, T. A fuzzy nonlinear programming approach for planning the energy-efficient manufacturing of a wafer fab. Appl. Soft Comput. 2020, 95, 106506. [Google Scholar] [CrossRef]
- Kumar, R.; Mishra, J.S.; Mondal, S.; Meena, R.S.; Sundaram, P.K.; Bhatt, B.P.; Lal, R.; Saurabh, K.; Chandra, N.; Samal, S.K.; et al. Designing an ecofriendly and carbon-cum-energy efficient production system for the diverse agroecosystem of South Asia. Energy 2021, 214, 118860. [Google Scholar] [CrossRef]
- Mandelman, J.A.; Dennard, R.H.; Bronner, G.B.; DeBrosse, J.K.; Divakaruni, R.; Li, Y.; Radens, C.J. Challenges and future directions for the scaling of dynamic random-access memory (DRAM). IBM J. Res. Dev. 2002, 46, 187–212. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T.; Lin, C.W. A slack-diversifying nonlinear fluctuation smoothing rule for job dispatching in a wafer fabrication factory. Robot. Comput. Integr. Manuf. 2013, 29, 41–47. [Google Scholar] [CrossRef]
- Murphy, C.F.; Kenig, G.A.; Allen, D.T.; Laurent, J.P.; Dyer, D.E. Development of parametric material, energy, and emission inventories for wafer fabrication in the semiconductor industry. Environ. Sci. Technol. 2003, 37, 5373–5382. [Google Scholar] [CrossRef] [PubMed]
- Pan, S.Y.; Snyder, S.W.; Ma, H.W.; Lin, Y.J.; Chiang, P.C. Energy-efficient resin wafer electrodeionization for impaired water reclamation. J. Clean. Prod. 2018, 174, 1464–1474. [Google Scholar] [CrossRef]
- Zhang, H.; Jiang, Z.; Guo, C. Simulation-based optimization of dispatching rules for semiconductor wafer fabrication system scheduling by the response surface methodology. Int. J. Adv. Manuf. Technol. 2009, 41, 110–121. [Google Scholar] [CrossRef]
- Chen, T.; Rajendran, C.; Wu, C.W. Advanced dispatching rules for large-scale manufacturing systems. Int. J. Adv. Manuf. Technol. 2013, 67, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Xie, M.; Ruan, J.; Bai, W.; Qiao, Q.; Bai, L.; Zhang, J.; Li, H.; Lv, F.; Fu, H. Pollutant payback time and environmental impact of Chinese multi-crystalline photovoltaic production based on life cycle assessment. J. Clean. Prod. 2018, 184, 648–659. [Google Scholar] [CrossRef]
- Maki, S.; Ashina, S.; Fujii, M.; Fujita, T.; Yabe, N.; Uchida, K.; Ginting, G.; Boer, R.; Chandran, R. Employing electricity-consumption monitoring systems and integrative time-series analysis models: A case study in Bogor, Indonesia. Front. Energy 2018, 12, 426–439. [Google Scholar] [CrossRef]
- Chen, T.C.T.; Lin, C.W. An innovative yield learning model considering multiple learning sources and learning source interactions. Comput. Ind. Eng. 2019, 131, 455–463. [Google Scholar] [CrossRef]
- Nakata, K.; Orihara, R.; Mizuoka, Y.; Takagi, K. A comprehensive big-data-based monitoring system for yield enhancement in semiconductor manufacturing. IEEE Trans. Semicond. Manuf. 2017, 30, 339–344. [Google Scholar] [CrossRef]
- Chiu, M.-C.; Chen, T.; Hsu, K.-W. Modeling an uncertain productivity learning process using an interval fuzzy methodology. Mathematics 2020, 8, 998. [Google Scholar] [CrossRef]
- Chen, T.; Chiu, M.C. An interval fuzzy number-based fuzzy collaborative forecasting approach for DRAM yield forecasting. Complex. Intell. Syst. 2021, 7, 111–122. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T.C.T. A direct-solution fuzzy collaborative intelligence approach for yield forecasting in semiconductor manufacturing. Procedia Manuf. 2018, 17, 110–117. [Google Scholar] [CrossRef]
- Klir, G.J.; Yuan, B. Fuzzy Sets and Fuzzy Logic: Theory and Applications; Prentice-Hall Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Wang, J.; Ding, D.; Liu, O.; Li, M. A synthetic method for knowledge management performance evaluation based on triangular fuzzy number and group support systems. Appl. Soft Comput. 2016, 39, 11–20. [Google Scholar] [CrossRef]
- Chakraborty, D.; Jana, D.K.; Roy, T.K. A new approach to solve fully fuzzy transportation problem using triangular fuzzy number. Int. J. Oper. Res. 2016, 26, 153–179. [Google Scholar] [CrossRef]
- Zhang, F.; Chen, B. Risk assessment for substation operation based on triangular fuzzy number AHP and cloud model. In Proceedings of the 2018 IEEE/PES Transmission and Distribution Conference and Exposition, Denver, CO, USA, 16–19 April 2018; pp. 1–5. [Google Scholar]
- Wang, H.; Lu, X.; Du, Y.; Zhang, C.; Sadiq, R.; Deng, Y. Fault tree analysis based on TOPSIS and triangular fuzzy number. Int. J. Syst. Assur. Eng. Manag. 2017, 8, 2064–2070. [Google Scholar] [CrossRef]
- Irvanizam, I.; Syahrini, I.; Afidh, R.P.F.; Andika, M.R.; Sofyan, H. Applying fuzzy multiple-attribute decision making based on set-pair analysis with triangular fuzzy number for decent homes distribution problem. In Proceedings of the 2018 6th International Conference on Cyber and IT Service Management, Parapat, Indonesia, 7–9 August 2018; pp. 1–7. [Google Scholar]
- Lin, Y.C.; Chen, T. A biobjective fuzzy integer-nonlinear programming approach for creating an intelligent location-aware service. J. Appl. Math. 2013, 2013, 423415. [Google Scholar] [CrossRef]
- Tsai, H.R.; Chen, T. A fuzzy nonlinear programming approach for optimizing the performance of a four-objective fluctuation smoothing rule in a wafer fabrication factory. J. Appl. Math. 2013, 2013, 720607. [Google Scholar] [CrossRef]
- Dua, V. Mixed integer polynomial programming. Comput. Chem. Eng. 2015, 72, 387–394. [Google Scholar] [CrossRef] [Green Version]
- Guo, P.; Tanaka, H. Dual models for possibilistic regression analysis. Comput. Stat. Data Anal. 2006, 51, 253–266. [Google Scholar] [CrossRef]
- Donoso, S.; Marin, N.; Vila, M.A. Quadratic programming models for fuzzy regression. In Proceedings of the International Conference on Mathematical and Statistical Modeling in Honor of Enrique Castillo, University of Castilla La Mancha, Ciudad Real, Spain, 28–30 June 2006; pp. 1–12. [Google Scholar]
- Chen, T. A fuzzy logic approach for incorporating the effects of managerial actions on semiconductor yield learning. Int. Conf. Mach. Learn. Cybern. 2007, 4, 1979–1984. [Google Scholar]
- Chen, T.; Lin, Y.C. A fuzzy-neural system incorporating unequally important expert opinions for semiconductor yield forecasting. Int. J. Uncertain. Fuzziness Knowl. Based Syst. 2008, 16, 35–58. [Google Scholar] [CrossRef]
- Peters, G.; Crespo, F.; Lingras, P.; Weber, R. Soft clustering–fuzzy and rough approaches and their extensions and derivatives. Int. J. Approx. Reason. 2013, 54, 307–322. [Google Scholar] [CrossRef]
- Chen, T.; Wang, Y.C. An agent-based fuzzy collaborative intelligence approach for precise and accurate semiconductor yield forecasting. IEEE Trans. Fuzzy Syst. 2013, 22, 201–211. [Google Scholar] [CrossRef]
- Chen, T. A heterogeneous fuzzy collaborative intelligence approach for forecasting product yield. Appl. Soft Comput. 2017, 57, 210–224. [Google Scholar] [CrossRef]
- Chen, T. Forecasting the yield of a semiconductor product with a collaborative intelligence approach. Appl. Soft Comput. 2013, 13, 1552–1560. [Google Scholar] [CrossRef]
- Vogelsang, T. Understanding the energy consumption of dynamic random access memories. In Proceedings of the Annual IEEE/ACM International Symposium on Microarchitecture, Atlanta, GA, USA, 4–8 December 2010; pp. 363–374. [Google Scholar]
- Sheridan, R.P. Time-split cross-validation as a method for estimating the goodness of prospective prediction. J. Chem. Inf. Model. 2013, 53, 783–790. [Google Scholar] [CrossRef]
- Van Broekhoven, E.; De Baets, B. Fast and accurate center of gravity defuzzification of fuzzy system outputs defined on trapezoidal fuzzy partitions. Fuzzy Sets Syst. 2006, 157, 904–918. [Google Scholar] [CrossRef]
- Huang, D.; Chen, T.; Wang, M.J.J. A fuzzy set approach for event tree analysis. Fuzzy Sets Syst. 2001, 118, 153–165. [Google Scholar] [CrossRef]
- Endo, M.; Nakajima, H.; Hata, Y. Simplified factory energy management system based on operational condition estimation by sensor data. In Proceedings of the IEEE International Conference on Automation Science and Engineering, Seoul, Korea, 20–24 August 2012; pp. 14–19. [Google Scholar]
- Makita, H.; Shida, Y.; Nozue, N. Factory energy management system using production information. Mitsubishi Electr. Adv. 2012, 140, 7–11. [Google Scholar]
- Haapala, K.R.; Khadke, K.N.; Sutherland, J.W. Predicting manufacturing waste and energy for sustainable product development via WE-FAB software. In Proceedings of the Global Conference on Sustainable Product Development and Life Cycle Engineering, Berlin, Germany, 29 September 2004; pp. 243–250. [Google Scholar]
- Panno, D.; Messineo, A.; Dispenza, A. Cogeneration plant in a pasta factory: Energy saving and environmental benefit. Energy 2007, 32, 746–754. [Google Scholar] [CrossRef]
- Singh, P.K. Granular-based decomposition of complex fuzzy context and its analysis. Prog. Artif. Intell. 2019, 8, 181–193. [Google Scholar] [CrossRef]
- Lazhar, F. Fuzzy clustering-based semi-supervised approach for outlier detection in big text data. Prog. Artif. Intell. 2019, 8, 123–132. [Google Scholar] [CrossRef]






| Reference | Designing Green Products | Green Manufacturing Technologies | Green Equipment | Solving Quality Problems | Green Production Scheduling | Green Electricity |
|---|---|---|---|---|---|---|
| Gong et al. [21] | √ | |||||
| Jo et al. [22] | √ | |||||
| Golpîra et al. [23] | √ | |||||
| Wu and Chen [24] | √ | |||||
| Dai et al. [25] | √ | |||||
| Hu et al. [15] | √ | |||||
| Liang et al. [26] | √ | |||||
| Gao et al. [27] | √ | |||||
| Golpîra [28] | √ | √ | ||||
| Wang et al. [29] | √ | √ | ||||
| Chang et al. [30] | √ | |||||
| Kumar et al. [32] | √ | √ | ||||
| This study | √ |
| Method | Type | Objective Functions | Characteristics |
|---|---|---|---|
| Guo and Tanaka [55] | Linear programming (LP) |
|
|
| Donoso et al. [56] | Quadratic programming (QP) |
|
|
| Chen [57] | LP |
|
|
| Chen and Lin [58] | Nonlinear programming (NLP) |
|
|
| Peters et al. [59] | LP |
|
|
| Chen and Wang [60] | NLP |
|
|
| Chen [61] | Artificial neural network (ANN) |
|
|
| Proposed methodology | Polynomial programming (PP) |
|
|
| t | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.789 | 0.892 | 0.915 | 0.87 | 0.879 | 0.887 | 0.892 | 0.892 | 0.904 | 0.939 | 0.928 | 0.896 | 0.883 | 0.939 | 0.911 |
| Method | Parameter Setting |
|---|---|
| Guo and Tanaka [55] | , where is the required satisfaction level. |
| Donoso et al. [56] | , where and are the weights of the two terms in the objective function, respectively; is the required satisfaction level. |
| CL I [58] | , where is the order of the range of a fuzzy yield forecast; is the required satisfaction level. |
| CL II [58] | , where is the order of the range of a fuzzy yield forecast; is the order of the satisfaction level; is the required range. |
| Peters et al. [59] | , where is the required range. |
| Chen [61] | , where is the learning rate; is the connection weight; is the threshold on the output node. |
| Method | Average Range | MAE | MAPE | RMSE |
|---|---|---|---|---|
| Guo and Tanaka [55] | 0.082 | 0.019 | 2.11% | 0.021 |
| Donoso et al. [56] | 0.081 | 0.019 | 2.12% | 0.021 |
| CL I [58] | 0.079 | 0.020 | 2.17% | 0.022 |
| CL II [58] | 0.110 | 0.021 | 2.33% | 0.025 |
| Peters et al. [59] | 0.110 | 0.021 | 2.33% | 0.025 |
| ANN [61] | 0.139 | 0.019 | 2.10% | 0.023 |
| Two-stage fuzzy approach | 0.075 | 0.019 | 2.07% | 0.020 |
| Method | Complexity | Computation Time (s) |
|---|---|---|
| Guo and Tanaka [55] | LP (global optimal) | <1 |
| Donoso et al. [56] | QP (local optimal) | 1 |
| CL I [58] | NLP (local optimal) | 2 |
| CL II [58] | NLP (local optimal) | 2 |
| Peters et al. [59] | QP (local optimal) | 1 |
| ANN [61] | NLP (local optimal) | 10 |
| Two-stage fuzzy approach | PP (local optimal) | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, H.-C.; Tsai, H.-R.; Chen, T.-C.T.; Hsu, K.-W. Energy-Efficient Production Planning Using a Two-Stage Fuzzy Approach. Mathematics 2021, 9, 1101. https://doi.org/10.3390/math9101101
Wu H-C, Tsai H-R, Chen T-CT, Hsu K-W. Energy-Efficient Production Planning Using a Two-Stage Fuzzy Approach. Mathematics. 2021; 9(10):1101. https://doi.org/10.3390/math9101101
Chicago/Turabian StyleWu, Hsin-Chieh, Horng-Ren Tsai, Tin-Chih Toly Chen, and Keng-Wei Hsu. 2021. "Energy-Efficient Production Planning Using a Two-Stage Fuzzy Approach" Mathematics 9, no. 10: 1101. https://doi.org/10.3390/math9101101
APA StyleWu, H. -C., Tsai, H. -R., Chen, T. -C. T., & Hsu, K. -W. (2021). Energy-Efficient Production Planning Using a Two-Stage Fuzzy Approach. Mathematics, 9(10), 1101. https://doi.org/10.3390/math9101101