
Silicon MEMS Thermocatalytic Gas Sensor in Miniature Surface Mounted Device Form

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Silicon MEMS Microhotplate Platform
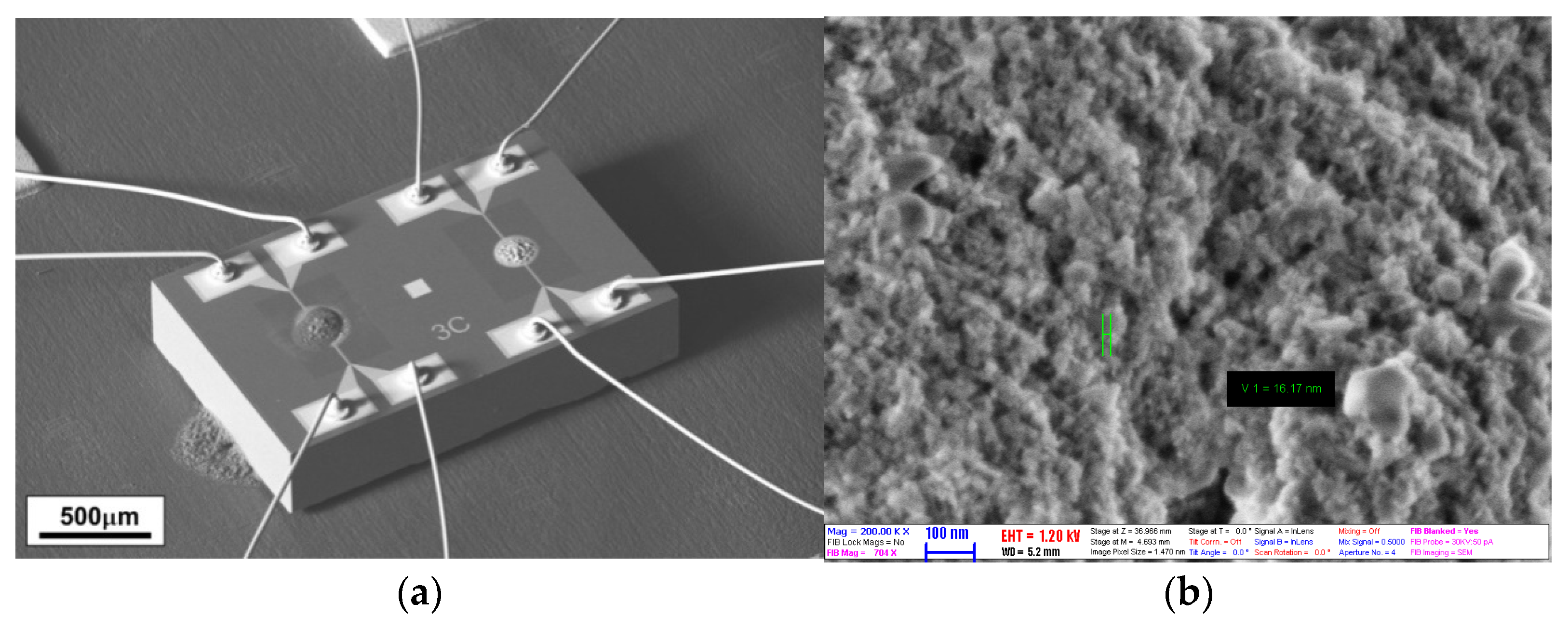
2.2. Technology for Catalytic Layer Fabrication
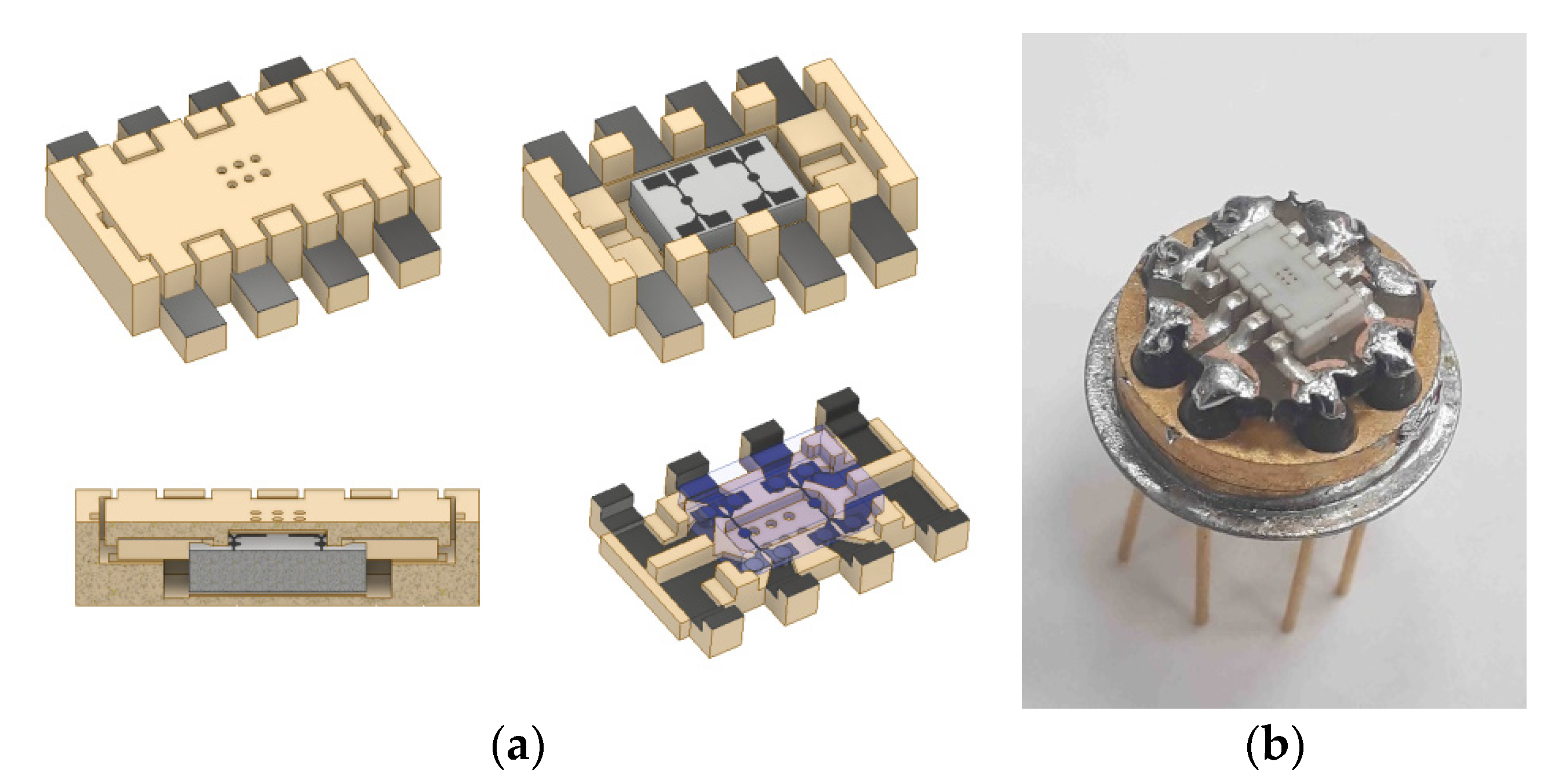
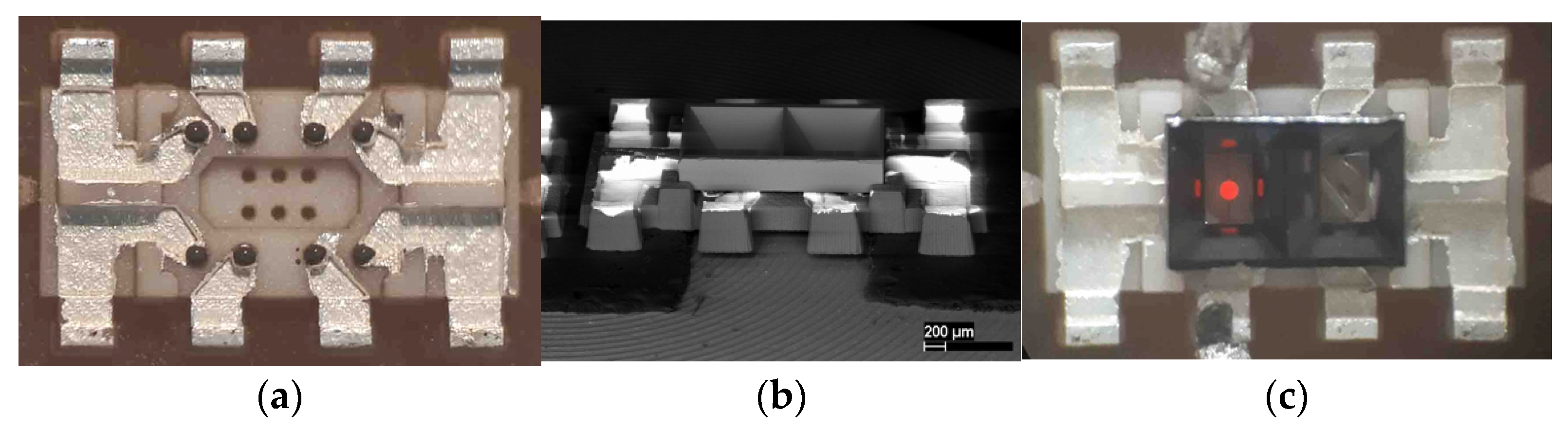
2.3. MEMS Silicon Chip Packaging
- To reduce the process complexity when mounting the MEMS silicon chip in the package (need a cavity under the microhotplate membrane for air pressure compensation);
- To eliminate the Au micro wire bonding/welding operation (as shown in Figure 1) and use the SMD technique for contacting the chip, thereby;
- To decrease the internal space of the package, which would be necessary for the loop of the Au micro wire inside the package;
- To increase the accuracy of the MEMS silicon chip positioning in the package due to the platinum contact pads located on the non-transparent silicone frame of the MEMS silicon chip (the classical task of precisely matching two opaque objects).
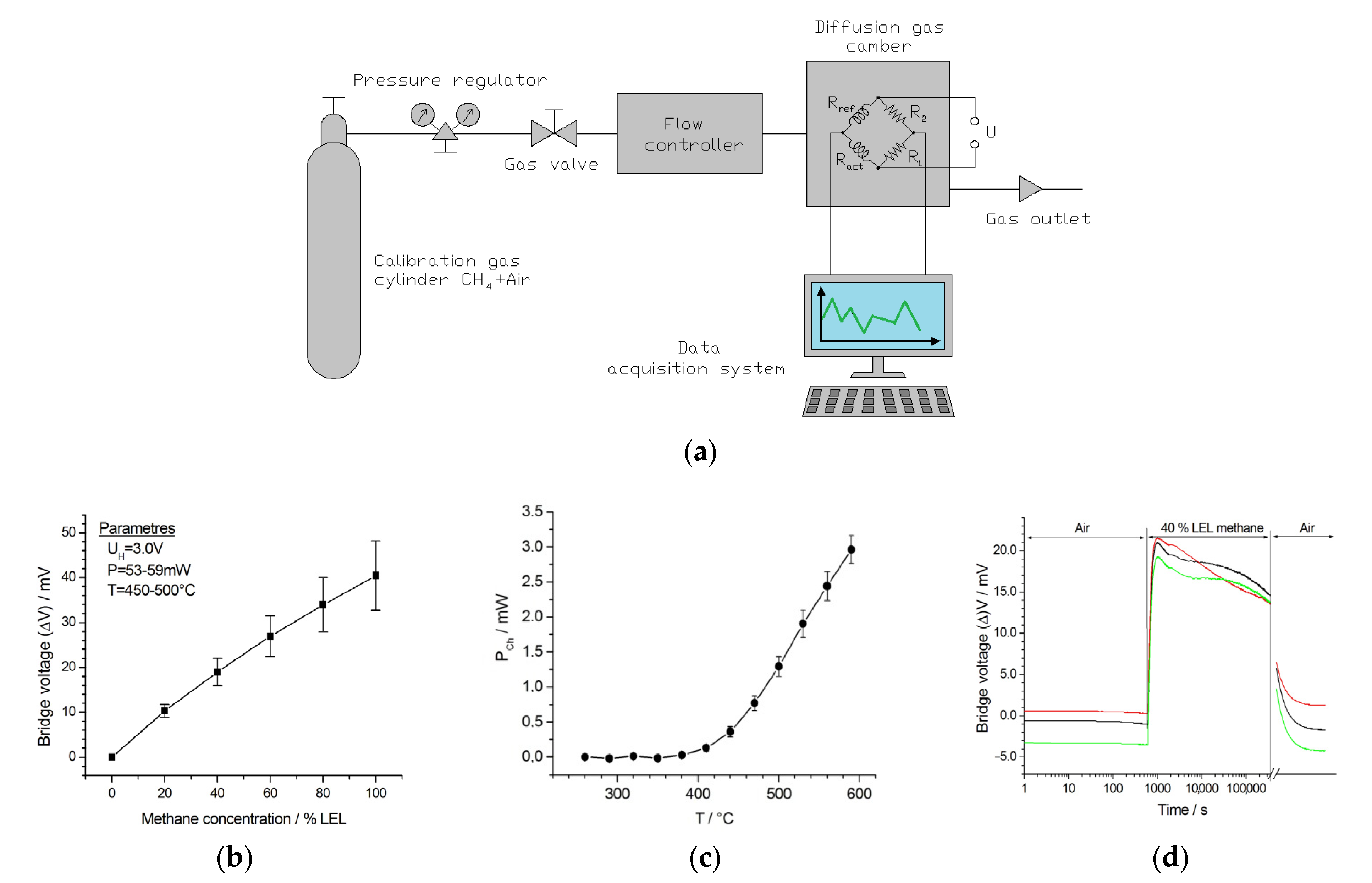
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Hodgkinson, J.; Tatam, R. Optical gas sensing: A review. Meas. Sci. Technol. 2012, 24, 012004. [Google Scholar] [CrossRef] [Green Version]
- Fanchenko, S.S.; Baranov, A.M.; Savkin, A.V.; Samotaev, N.N. Light emitting diode absorption spectroscopy for combustible gas monitoring. IOP Conf. Ser. Mater. Sci. Eng. 2016, 151, 012021. [Google Scholar] [CrossRef] [Green Version]
- Barsan, N.; Koziej, D.; Weimar, U. Metal oxide-based gas sensor research: How to? Sens. Actuators B Chem. 2007, 121, 18–35. [Google Scholar] [CrossRef]
- Samotaev, N.N.; Podlepetsky, B.I.; Vasiliev, A.A.; Pisliakov, A.V.; Sokolov, A.V. Metal-oxide gas sensor high-selective to ammonia. Autom. Remote Control 2013, 74, 308–312. [Google Scholar] [CrossRef]
- Degler, D.; Müller, S.A.; Doronkin, D.E.; Wang, D.; Grunwaldt, J.-D.; Weimar, U.; Barsan, N. Platinum loaded tin dioxide: A model system for unravelling the interplay between heterogeneous catalysis and gas sensing. J. Mater. Chem. A 2018, 6, 2034–2046. [Google Scholar] [CrossRef]
- ME3-H2 Electrochemical Hydrogen Gas Sensor. Available online: https://www.winsen-sensor.com/sensors/h2-sensor/me3-h2.html (accessed on 1 December 2021).
- Hydrogen Gas Sensor H2/CT-40000. Available online: https://www.membrapor.ch/sheet/Hydrogen-Gas-Sensor-H2-CT-40000.pdf (accessed on 1 December 2021).
- Somov, A.; Karelin, A.; Baranov, A.; Mironov, S. Estimation of a Gas Mixture Explosion Risk by Measuring the Oxidation Heat within a Catalytic Sensor. IEEE Trans. Ind. Electron. 2017, 64, 9691–9698. [Google Scholar] [CrossRef]
- Bíró, F.; Dücső, C.; Radnóczi, G.Z.; Baji, Z.; Takács, M.; Bársony, I. ALD nano-catalyst for micro-calorimetric detection of hydrocarbons. Sens. Actuators B Chem. 2017, 247, 617–625. [Google Scholar] [CrossRef]
- MP-7217-TC Combined Flammable and Volume Percent Methane Sensor. Available online: https://www.sgxsensortech.com/content/uploads/2015/01/DS-0152-MP-7217-TC-Datasheet-V2.pdf (accessed on 1 December 2021).
- Dey, A. Semiconductor metal oxide gas sensors: A review. Mater. Sci. Eng. B 2018, 229, 206–217. [Google Scholar] [CrossRef]
- Karelin, A.; Baranov, A.M.; Akbari, S.; Mironov, S.; Karpova, E. Measurement Algorithm for Determining Unknown Flam-mable Gas Concentration Based on Temperature Sensitivity of Catalytic Sensor. IEEE Sens. J. 2019, 19, 4173–4180. [Google Scholar] [CrossRef]
- Ivanov, I.; Baranov, A.M.; Akbari, S.; Mironov, S.; Karpova, E. Methodology for estimating potential explosion hazard of hydrocarbon with hydrogen mixtures without identifying gas composition. Sens. Actuators B Chem. 2019, 293, 273–280. [Google Scholar] [CrossRef]
- Kulinyi, S.; Brandszajsz, D.; Amine, H.; Adam, M.; Furjes, P.; Barsony, I.; Ducso, C. Olfactory detection of methane, propane, butane and hexane usingconventional transmitter norms. Sens. Actuators B Chem. 2005, 111–112, 286–292. [Google Scholar] [CrossRef]
- Samotaev, N.; Pisliakov, A.; Filipchuk, D.; Etrekova, M.; Biro, F.; Ducso, C.; Bársony, I. SOI Based Micro-Bead Catalytic Gas Sensor. In International Youth Conference on Electronics, Telecommunications and Information Technologies; Springer: Cham, Switzerland, 2013; Volume 255, pp. 105–111. [Google Scholar] [CrossRef]
- Kalinin, I.; Roslyakov, I.; Tsymbarenko, D.; Bograchev, D.; Krivetskiy, V.; Napolskii, K. Microhotplates based on Pt and Pt-Rh films: The impact of composition, structure, and thermal treatment on functional properties. Sens. Actuators A Phys. 2021, 317, 112457. [Google Scholar] [CrossRef]
- Ivanov, I.I.; Baranov, A.M.; Talipov, V.A.; Mironov, S.M.; Akbari, S.; Kolesnik, I.V.; Orlova, E.D.; Napolskii, K.S. Investigation of catalytic hydrogen sensors with platinum group catalysts. Sens. Actuators B Chem. 2021, 346, 130515. [Google Scholar] [CrossRef]
- Karpova, E.; Mironov, S.; Suchkov, A.; Karelin, A.; Karpov, E.E.; Karpov, E.F. Increase of catalytic sensors stability. Sens. Actuators B Chem. 2014, 197, 358–363. [Google Scholar] [CrossRef]
- Karpov Sensor. Available online: http://karpov-sensor.com/wp-content/uploads/2019/04/DTK1-RV.pdf (accessed on 18 October 2021).
- Alphasense Inc. Available online: https://www.alphasense.com/wp-content/uploads/2015/04/CHA3.pdf (accessed on 18 October 2021).
- Vasiliev, A.; Pavelko, R.; Gogish-Klushin, S.Y.; Kharitonov, D.Y.; Gogish-Klushina, O.; Sokolov, A.; Pisliakov, A.; Samotaev, N. Alumina MEMS platform for impulse semiconductor and IR optic gas sensors. Sens. Actuators B Chem. 2008, 132, 216–223. [Google Scholar] [CrossRef]
- Karpov, E.E.; Suchkov, A.; Mironov, S.; Baranov, A.; Sleptsov, V.; Calliari, L. Energy efficient planar catalytic sensor for methane measurement. Sens. Actuators A Phys. 2013, 194, 176–180. [Google Scholar] [CrossRef]
- Biro, F.; Ducso, C.; Hajnal, Z.; Pap, A.E.; Barsony, I. Optimisation of Low Dissipation Micro-Hotplates-Thermo-Mechanical Design and Characterization. In Proceedings of the THERMINIC 2013 19th International Workshop on Thermal Investigations of ICs and Systems, Berlin, Germany, 25–27 September 2013; pp. 116–121. [Google Scholar] [CrossRef]
- SGX Sensortech. Available online: https://www.sgxsensortech.com/content/uploads/2014/08/Pulsed-Power-Operation-of-the-MPEL-MEMS-Pellistor.pdf (accessed on 18 October 2021).
- Somov, A.; Baranov, A.; Suchkov, A.; Karelin, A.; Mironov, S.; Karpova, E. Improving interoperability of catalytic sensors. Sens. Actuators B Chem. 2015, 221, 1156–1161. [Google Scholar] [CrossRef]
- Biro, F.; Hajnal, Z.; Dücső, C.; Barsony, I. The Role of Phase Changes in TiO2/Pt/TiO2 Filaments. J. Electron. Mater. 2018, 47, 2322–2329. [Google Scholar] [CrossRef]
- Bíró, F.; Hajnal, Z.; Dücső, C.; Bársony, I. The critical impact of temperature gradients on Pt filament failure. Microelectron. Reliab. 2017, 78, 118–125. [Google Scholar] [CrossRef]
- HU 5279, U2000150. Available online: http://epub.hpo.hu/e-kutatas/?lang=EN (accessed on 1 December 2021).
- Merck KGaA. Available online: https://www.sigmaaldrich.com/RU/en/product/aldrich/642991?context=product (accessed on 1 December 2021).
- Merck KGaA. Available online: https://www.sigmaaldrich.com/RU/en/product/sigald/206083?context=product (accessed on 1 December 2021).
- Merck KGaA. Available online: https://www.sigmaaldrich.com/RU/en/product/aldrich/520659?context=product (accessed on 1 December 2021).
- Samotaev, N.N.; Oblov, K.Y.; Gorshkova, A.V.; Ivanova, A.V.; Philipchuk, D.V. Ceramic packages prototyping for electronic components by using laser micromillingtechnology. J. Phys. Conf. Ser. 2020, 1686, 012010. [Google Scholar] [CrossRef]
- JSC NIIEM. Available online: https://nii-em.ru/catalog/klei-epoksidnye-tokoprovodyashie (accessed on 18 October 2021).
- Figaro Engineering Inc. Available online: https://www.figaro.co.jp/en/product/feature/tgs8100.html (accessed on 18 October 2021).
- Abhishek, K.; Kingson, T.M.G.; Verma, R.P.; Mandal Dutta, R.S.; Chaulya, S.K.; Prasad, G.M. Application of Gas Monitoring Sensors in Underground Coal Mines and Hazardous Areas. Int. J. Comput. Technol. Electron. Eng. 2013, 3, 9–23. [Google Scholar]
- Standard EN 50194:2000, Electrical Apparatus for the Detection of Combustible Gases in Domestic Premises, Test Methods and Performance Requirements. 2000. Available online: https://standards.iteh.ai/catalog/standards/clc/8c7ddffe-5360-45d8-9090-8423c13e702e/en-50194-2000 (accessed on 1 December 2021).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor Number | Sensitivity Loss (%) 1 | Maximum Response (mV/%vol. CH4) | Baseline Drift (mV) |
|---|---|---|---|
| 1 | 30 | 10.5 | −1 |
| 2 | 36 | 10.3 | 0.7 |
| 3 | 25 | 11.2 | −1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samotaev, N.; Dzhumaev, P.; Oblov, K.; Pisliakov, A.; Obraztsov, I.; Ducso, C.; Biro, F. Silicon MEMS Thermocatalytic Gas Sensor in Miniature Surface Mounted Device Form. Chemosensors 2021, 9, 340. https://doi.org/10.3390/chemosensors9120340
Samotaev N, Dzhumaev P, Oblov K, Pisliakov A, Obraztsov I, Ducso C, Biro F. Silicon MEMS Thermocatalytic Gas Sensor in Miniature Surface Mounted Device Form. Chemosensors. 2021; 9(12):340. https://doi.org/10.3390/chemosensors9120340
Chicago/Turabian StyleSamotaev, Nikolay, Pavel Dzhumaev, Konstantin Oblov, Alexander Pisliakov, Ivan Obraztsov, Csaba Ducso, and Ferenc Biro. 2021. "Silicon MEMS Thermocatalytic Gas Sensor in Miniature Surface Mounted Device Form" Chemosensors 9, no. 12: 340. https://doi.org/10.3390/chemosensors9120340
APA StyleSamotaev, N., Dzhumaev, P., Oblov, K., Pisliakov, A., Obraztsov, I., Ducso, C., & Biro, F. (2021). Silicon MEMS Thermocatalytic Gas Sensor in Miniature Surface Mounted Device Form. Chemosensors, 9(12), 340. https://doi.org/10.3390/chemosensors9120340