
Study on the Removal of Chloride Ions in an Acidic Solution of Zinc Smelting by Green Method

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
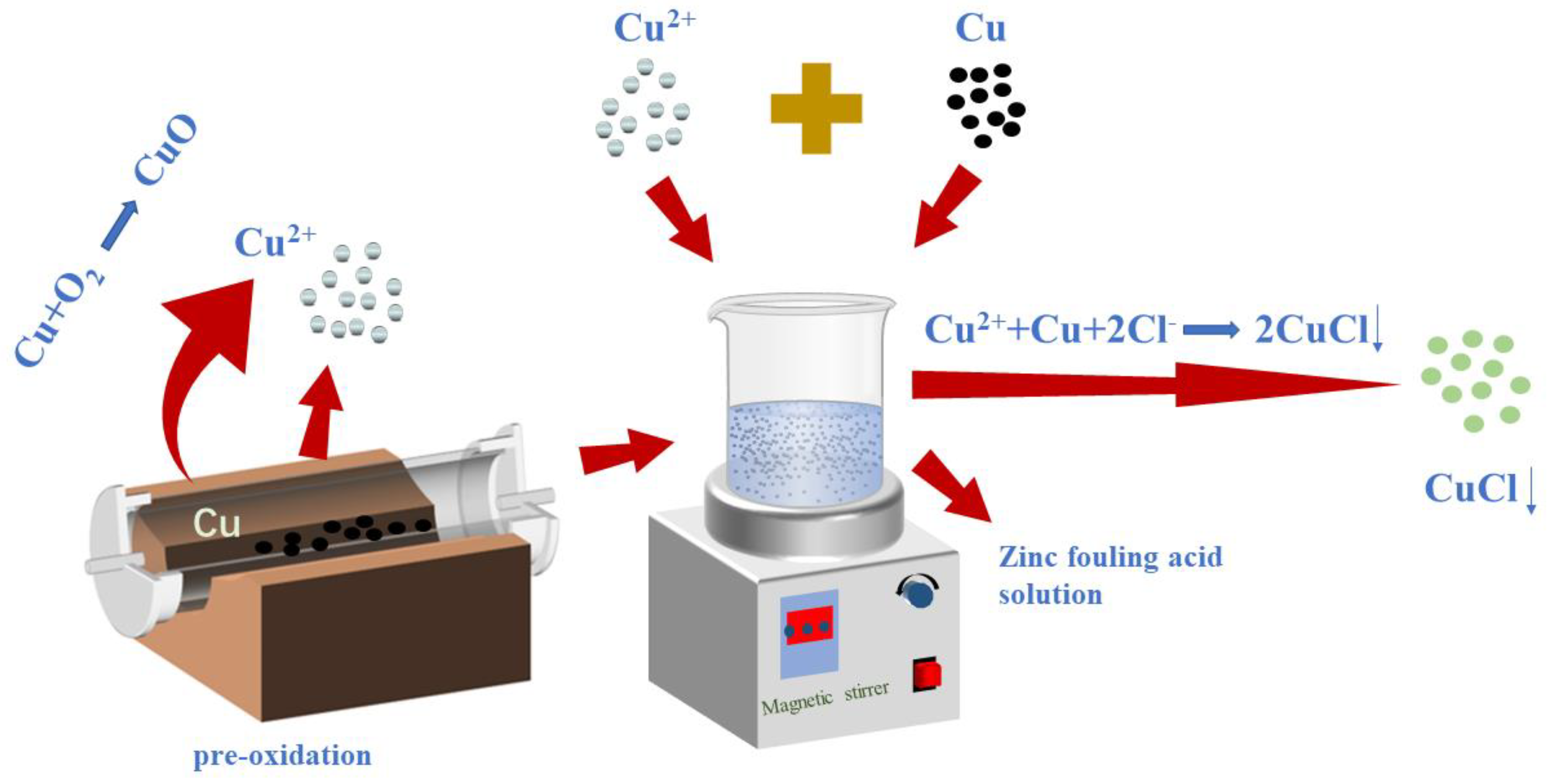
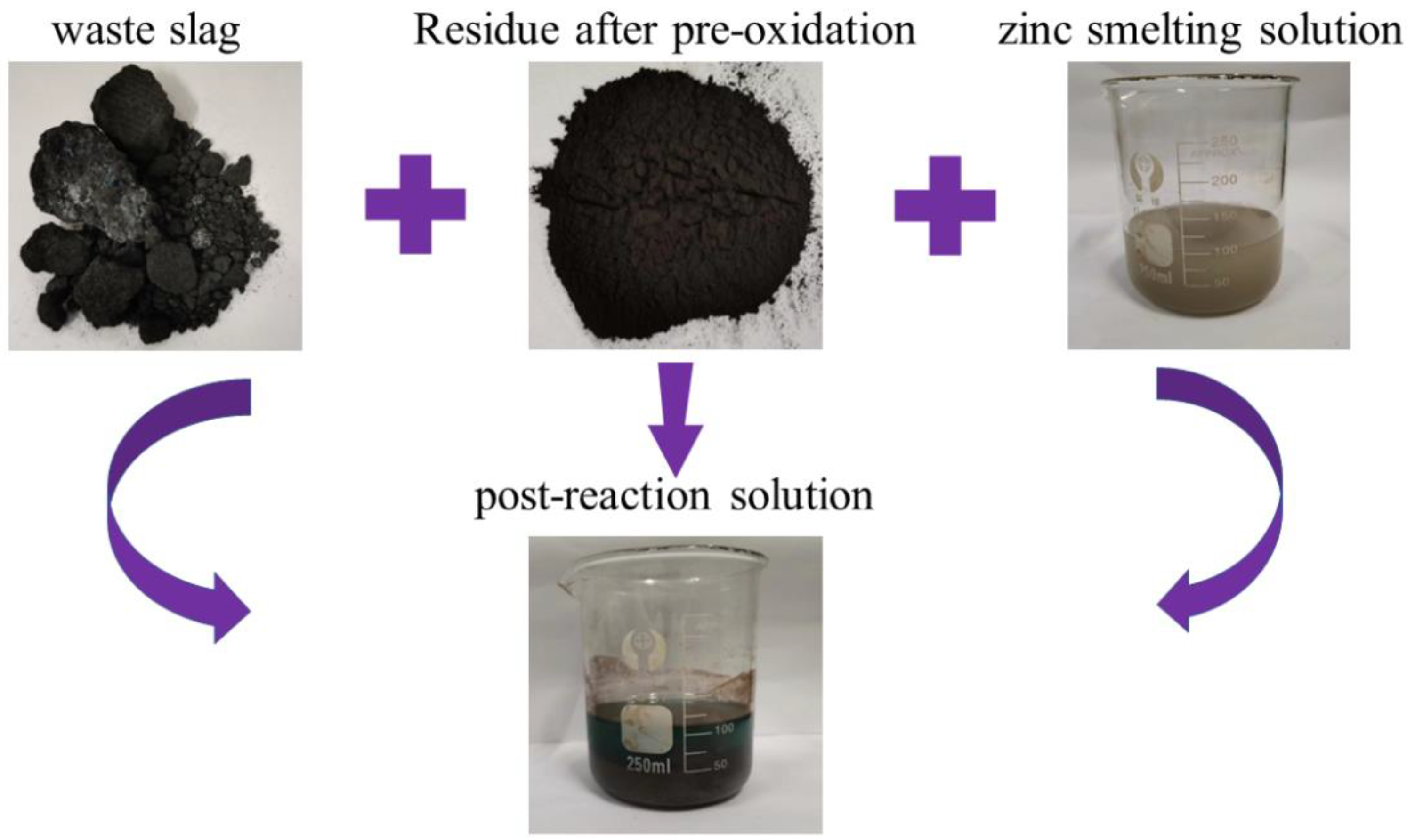
2.2. Experimental Method
2.3. Analytical Methods
3. Results and Discussion
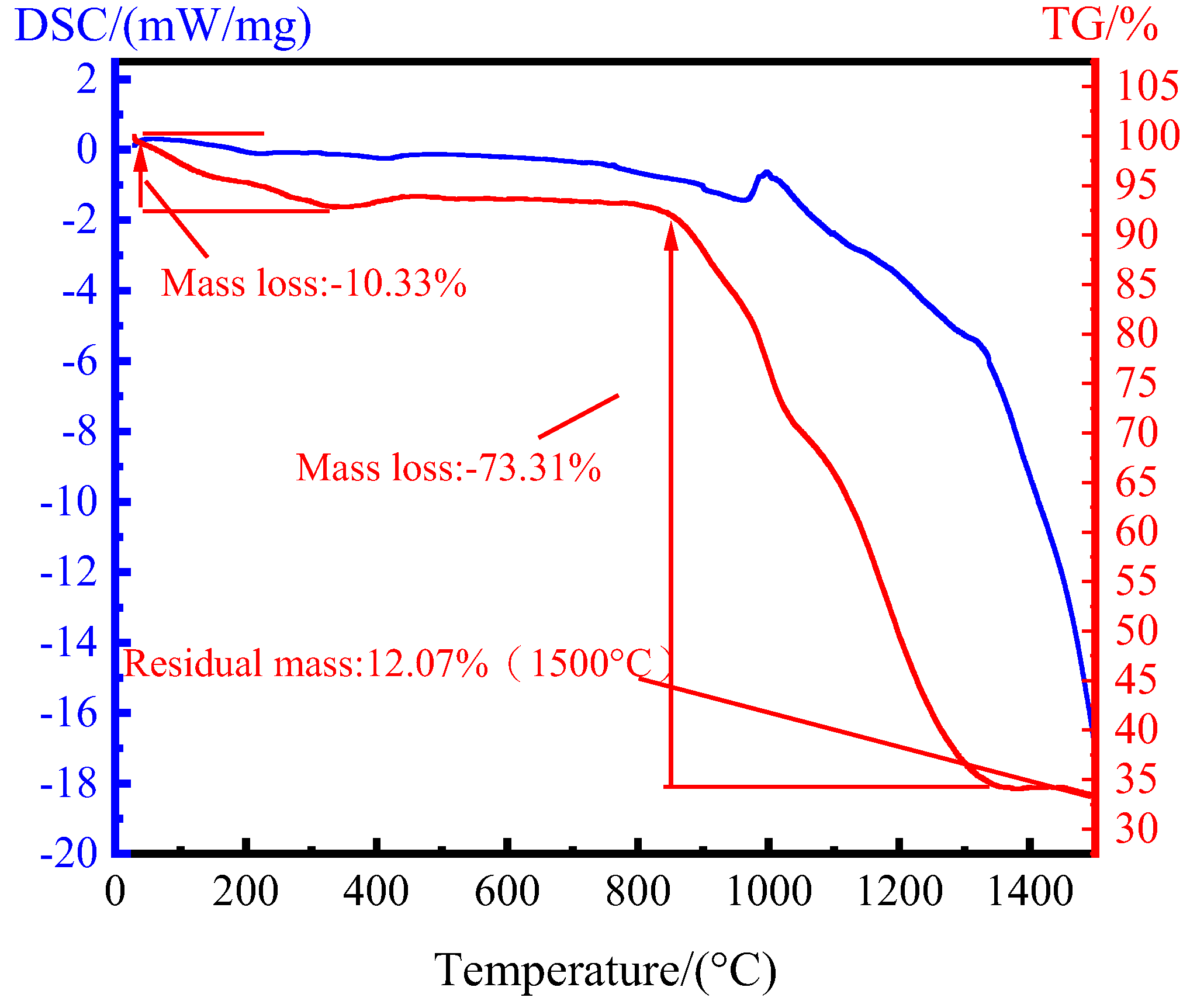
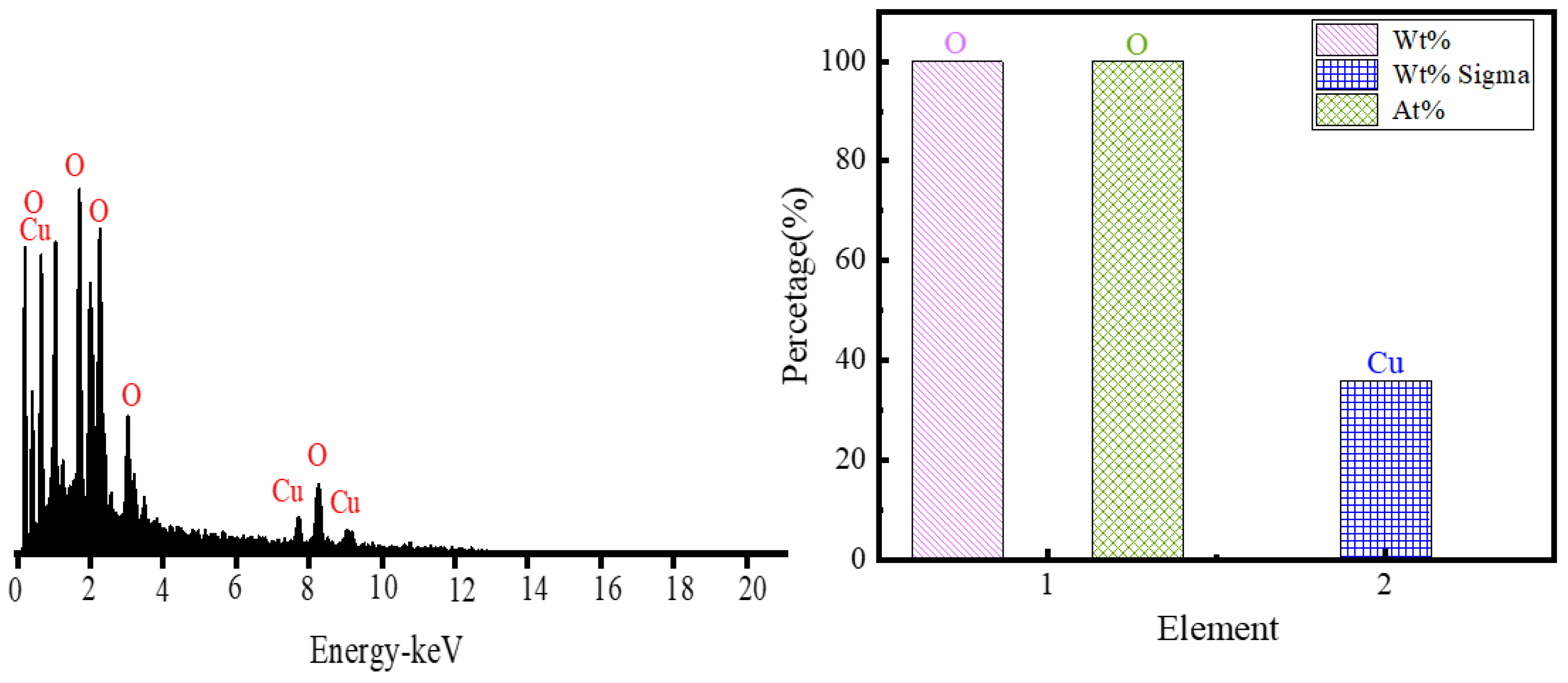
3.1. Analysis of the Copper Slag
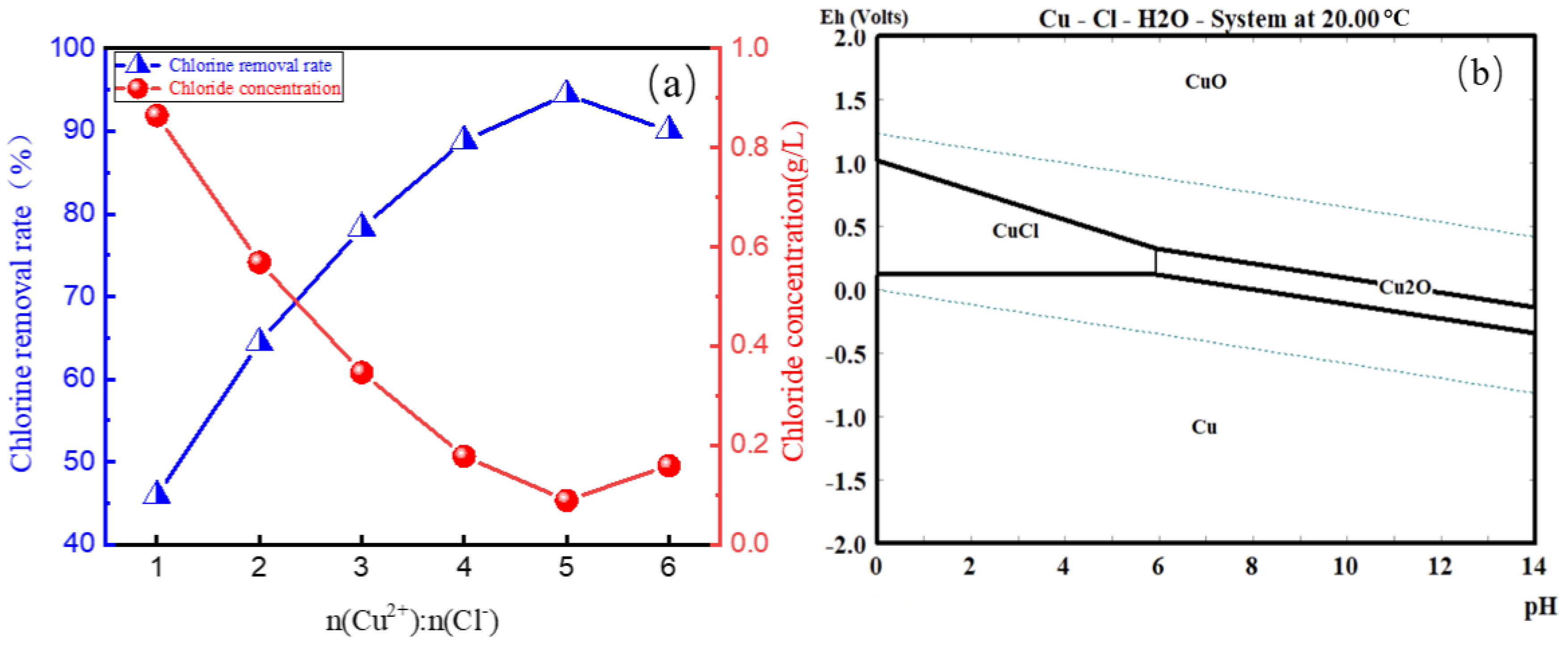
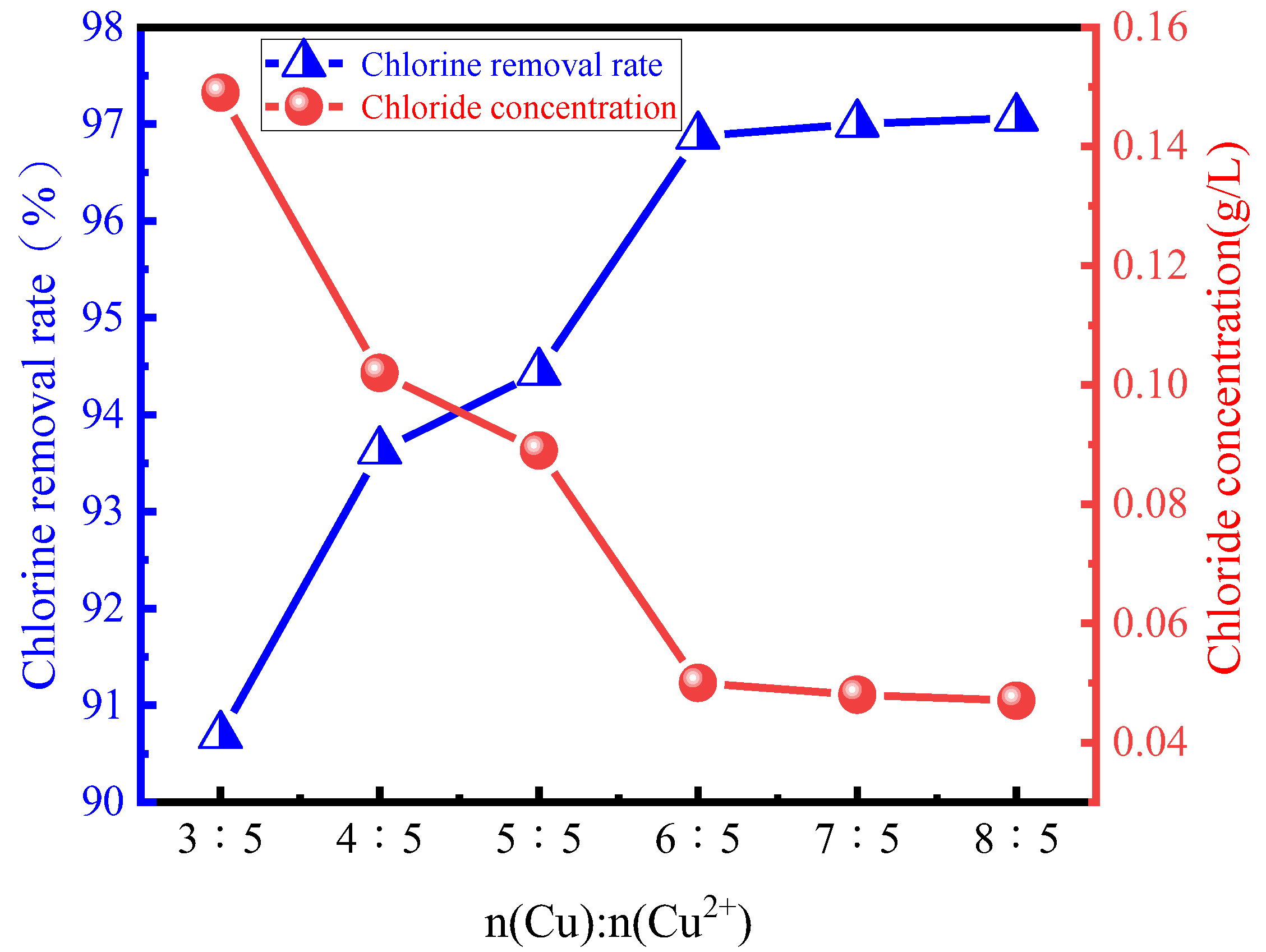
3.2. Effect of Dosage Ratio on the Experimental Results
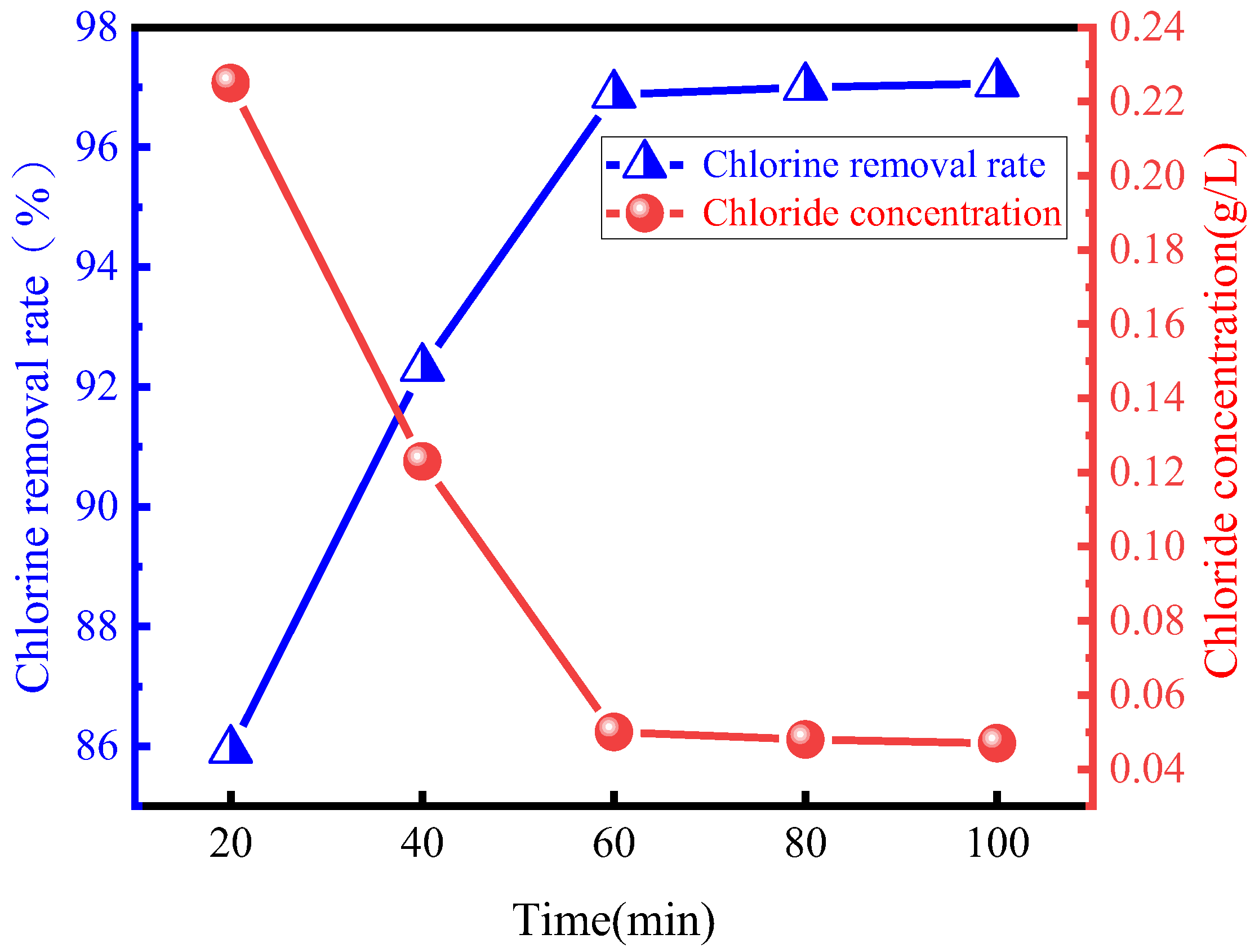
3.3. Effect of the Reaction Time on Chloride Ion Removal
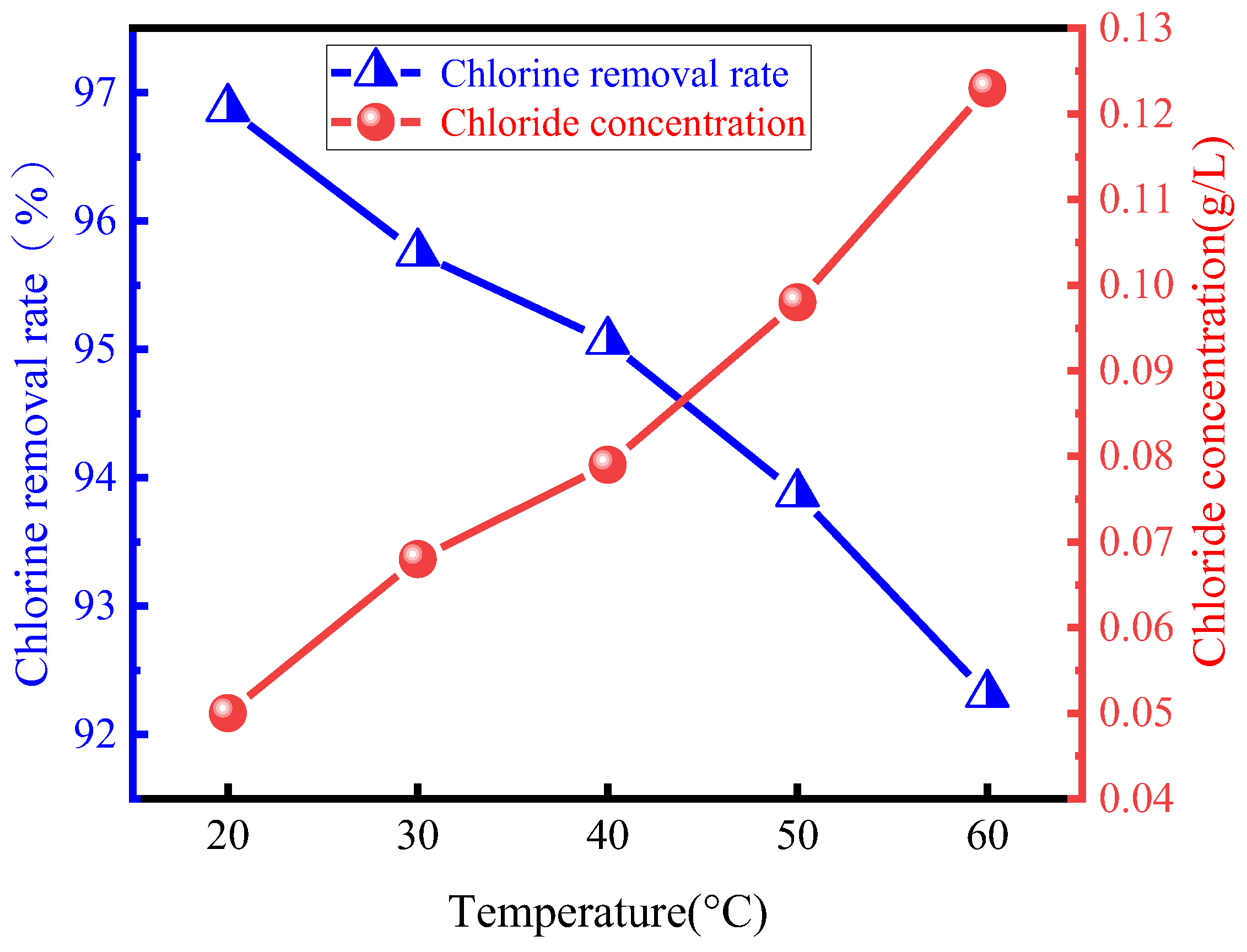
3.4. Effect of the Reaction Temperature on Chloride Ion Removal
3.5. Mechanistic Analysis
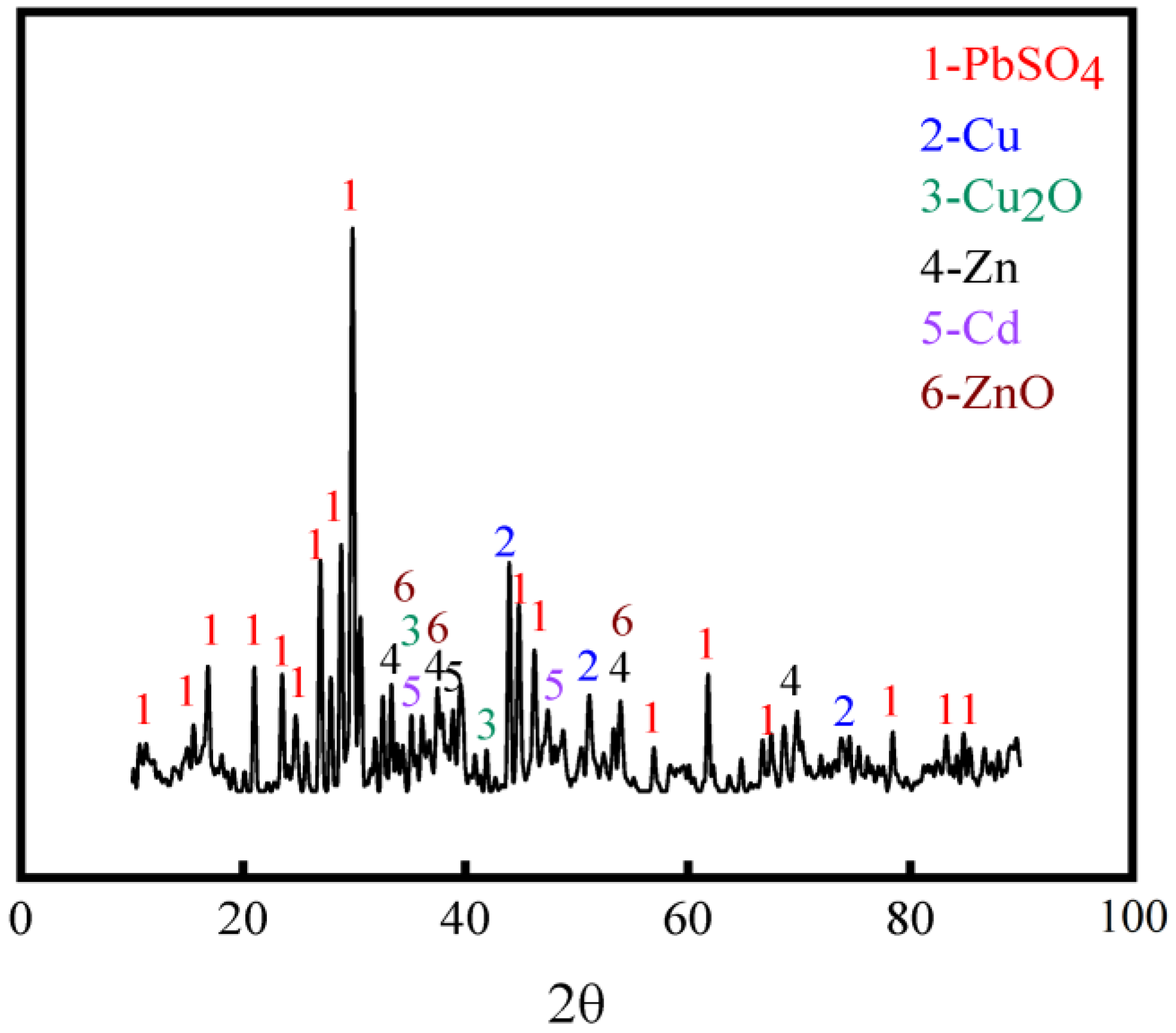
3.5.1. X-ray Diffraction (XRD) Analysis
3.5.2. X-ray Photoelectron Spectroscopic (XPS) Analyses
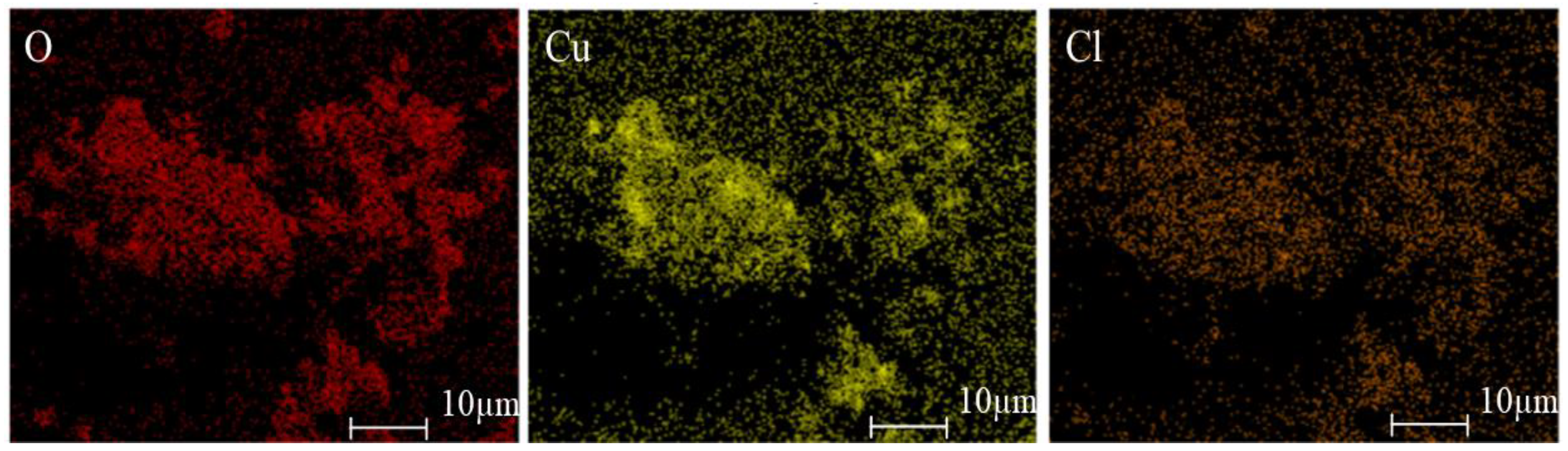
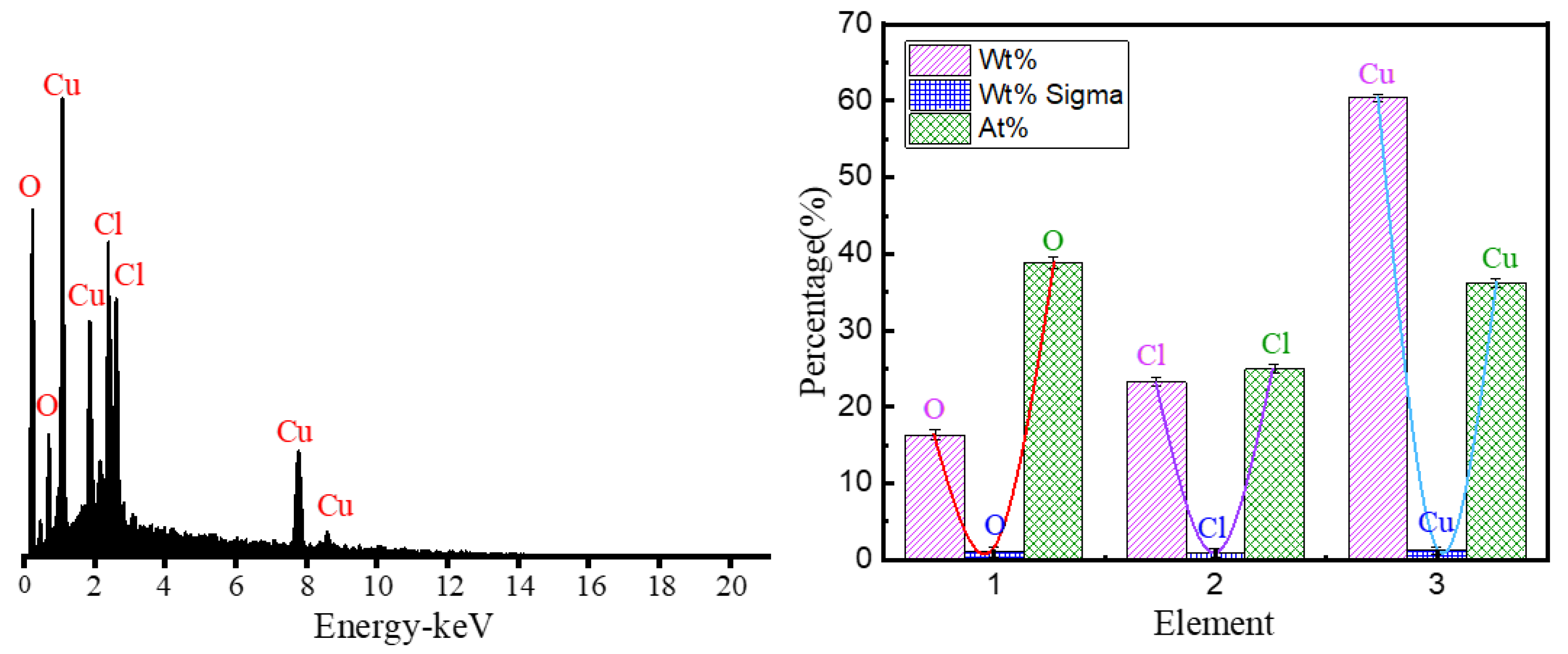
3.5.3. Microscopic Morphology of Precipitate (SEM)
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nicol, M.; Akilan, C.; Tjandrawan, V.; Gonzalez, J. The effects of halides in the electrowinning of zinc. I. Oxidation of chloride on lead-silver anodes. Hydrometallurgy 2017, 173, 125–133. [Google Scholar] [CrossRef] [Green Version]
- Vijh, K.A. A possible interpretation of the influence of chloride ions on the anodic behavior of some metals. Corros. Sci. 1971, 11, 161–167. [Google Scholar] [CrossRef]
- Bennett, J. Electrodes for generation of hydrogen and oxygen from seawater. Int. J. Hydrogen Energy 1980, 5, 401–408. [Google Scholar] [CrossRef]
- Kelsall, G.H.; Guerra, E.; Li, G.; Bestetti, M. Effects of manganese (II) and chloride ions in zinc electrowinning reactors. Electrochem. Soc. 2000, 14, 350–361. [Google Scholar]
- Zhang, X.-M.; Chen, Z.-Y.; Luo, H.-F.; Zhou, T.; Zhao, Y.-L.; Ling, Z.-C. Corrosion resistances of metallic materials in environments containing chloride ions: A review. Trans. Nonferrous Met. Soc. China 2022, 32, 377–410. [Google Scholar] [CrossRef]
- Chen, W.-S.; Shen, Y.-H.; Tsai, M.-S.; Chang, F.-C. Removal of chloride from electric arc furnace dust. J. Hazard. Mater. 2011, 190, 639–644. [Google Scholar] [CrossRef] [PubMed]
- Shi, Q.Y.; Zhao, X.R.; He, X.B.; Ren, Y.L. Effect of Acid Leaching Process of Copper-Cadmium Slag and Pickling Process of Copper Slag on the Removal of Impurities Chlorine in Zinc Hydrometallurgy; China Nonferrous Metallurgy: Beijing, China, 2011. [Google Scholar]
- Lashgari, M.; Hosseini, F. Lead-Silver Anode Degradation during Zinc Electrorecovery Process: Chloride Effect and Localized Damage. J. Chem. 2013, 2013, 538462. [Google Scholar] [CrossRef] [Green Version]
- Shibano, T. Studies on the Corrosion of Lead Anode in Zinc Sulphate Solution (5th Report): Effect of Chlorine on Present in the Electrolyte. J. Min. Metall. Inst. Jpn. 1962, 78, 475–478. [Google Scholar] [CrossRef]
- Wang, Y.; Chai, L.; Xiao, H.; Pei, F.; Shu, Y.; Zhang, J. Main indexes of Pb-Ag anode passivation during zinc electrolysis process. In Proceedings of the 5th International Conference on Hydrometallurgy, Dali City, China, 6–8 July 2018. [Google Scholar]
- Lv, L.; Sun, P.; Gu, Z.; Du, H.; Pang, X.; Tao, X.; Xu, R.; Xu, L. Removal of chloride ion from aqueous solution by ZnAl-NO3 layered double hydroxides as anion-exchanger. J. Hazard. Mater. 2009, 161, 1444–1449. [Google Scholar] [CrossRef]
- Iakovleva, E.; Mäkilä, E.; Salonen, J.; Sitarz, M.; Sillanpää, M. Industrial products and wastes as adsorbents for sulfate and chloride removal from synthetic alkaline solution and mine process water. Chem. Eng. J. 2015, 259, 364–371. [Google Scholar] [CrossRef]
- Lv, L.; He, J.; Wei, M.; Evans, D.; Duan, X. Uptake of chloride ion from aqueous solution by calcined layered double hydroxides: Equilibrium and kinetic studies. Water Res. 2006, 40, 735–743. [Google Scholar] [CrossRef] [PubMed]
- Dron, J.; Dodi, A. Comparison of adsorption equilibrium models for the study of CL−, NO3− and SO42− removal from aqueous solutions by an anion exchange resin. J. Hazard. Mater. 2011, 190, 300–307. [Google Scholar] [CrossRef] [PubMed]
- Kameda, T.; Yoshioka, T.; Mitsuhashi, T.; Uchida, M.; Okuwaki, A. The simultaneous removal of calcium and chloride ions from calcium chloride solution using magnesium–aluminum oxide. Water Res. 2003, 37, 4045–4050. [Google Scholar] [CrossRef]
- Li, H.; Chen, Y.; Long, J.; Jiang, D.; Liu, J.; Li, S.; Qi, J.; Zhang, P.; Wang, J.; Gong, J.; et al. Simultaneous removal of thallium and chloride from a highly saline industrial wastewater using modified anion exchange resins. J. Hazard. Mater. 2017, 333, 179–185. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Lü, L.; Lu, Y.; Hu, X.; Liang, B. Removal of chloride from simulated acidic wastewater in the zinc pro-duction. Chin. J. Chem. Eng. 2019, 27, 1037–1043. [Google Scholar] [CrossRef]
- Hu, X.; Zhu, F.; Kong, L.; Peng, X. Sulfate radical-based removal of chloride ion from strongly acidic wastewater: Kinetics and mechanism. J. Hazard. Mater. 2021, 410, 124540. [Google Scholar] [CrossRef]
- Li, S.; Wang, D.; Xiao, H.; Zhang, H.; Cao, S.; Chen, L.; Ni, Y.; Huang, L. Ultra-low pressure cellu-lose-based nanofiltration membrane fabricated on layer-by-layer assembly for efficient sodium chloride removal. Carbohydr. Polym. 2021, 255, 117352. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, R.; Liu, Z.; Li, C. Removal of chloride from simulated zinc sulfate electrolyte by ozone oxidation. Hydrometallurgy 2016, 160, 147–151. [Google Scholar] [CrossRef]
- Cheng, H.; Xiao, H.-F.; Chen, Q.; Li, X.-M.; Qin, W.-M.; Chen, B.-S.; Xiao, D.; Zhang, W.-M. Sig-nificantly enhanced dehalogenation selectivity in near-neutral zinc sulfate electrolytes by diffusion dialysis. J. Mem-Brane Sci. 2018, 563, 142–148. [Google Scholar] [CrossRef]
- Lin, W.L.; Xuan, Z.; Meng, Z.; Zhou, C.X. Desalination of reclaimed water by nanofiltration in an artificial groundwater recharge system. J. Water Supply Res. Technol.—AQUA 2009, 58, 463–469. [Google Scholar] [CrossRef]
- Hosseini, S.; Ebrahimi, M.; Khodabakhshi, A.; Nemati, M.; Askari, M. Fabrication of mixed matrix ion exchange membrane by using activated carbon nanoparticles modified by chi-tosan: Investigation of electrolyte concentration and pH effects on transfer properties. Petroleum 2019, 29, 72–83. [Google Scholar]
- Drenkova-Tuhtan, A.; Sheeleigh, E.K.; Rott, E.; Meyer, C.; Sedlak, D.L. Sorption of recalcitrant phosphonates in reverse osmosis concentrates and wastewater effluents—Influence of metal ions. Water Sci. Technol. 2021, 83, 934–947. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.; Dou, W.; Kong, L.; Hu, X.; Wang, X. Removal of Chloride Ions from Strongly Acidic Wastewater Using Cu(0)/Cu(II): Efficiency Enhancement by UV Irradiation and the Mechanism for Chloride Ions Removal. Environ. Sci. Technol. 2019, 53, 383–389. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Li, L.; Zhu, N.; Lou, Z.; Liu, W.; Cheng, J.; Wang, H.; Luo, P.; Wang, H. Removal and recovery of chloride ions in concentrated leachate by Bi(III) containing oxides quantum dots/two-dimensional flakes. J. Hazard. Mater. 2020, 382, 121041. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Huang, S.; Zhu, N.; Yuan, H.; Ge, D.; Wei, Y. Defect-rich heterojunction photo-catalyst originated from the removal of chloride ions and its degradation mechanism of norfloxacin. Chem. Eng. J. 2021, 421, 127852. [Google Scholar]
- Rahmani, A.; Moradkhani, D.; Karami, E.; Rahmani, A.; Mousavinezhad, S.K. Chloride removal from industrial soils and zinc slag in zinc production factories by so sodium metabisulfite and copper(II) sulfate. Trans. Indian Inst. Met. 2019, 72, 645–650. [Google Scholar] [CrossRef]
- Zhang, Y.; Ma, B.; Shao, S.; Shi, B.; Li, X.; Wang, C.; Chen, Y. Removal of chloride from waste acid using Bi2O3: Thermodynamics and dechlorination behavior. J. Water Process. Eng. 2022, 49, 127852. [Google Scholar] [CrossRef]
- Ruofei, J.; Liman, T.; Jiti, Z. Methodological study on the determination of CODCr in high chloride wastewater. J. Environ. Pollut. Prev. 2003, 25, 310–311. [Google Scholar]
- Wen, J. Study on the choice of dechlorination in the production of electric zinc of Jinshi metallurgy chemical plant. J. Hunan Nonferrous Met. 2008, 24, 34–36. [Google Scholar]
- Wu, W.-H.; Liu, J.B.; Tian, S.Y.; Wang, Z.J.; Su, Z.-F. Research of regeneration and recycle use of BiOCl in chlorine removal slag of zinc electrolyte. J. China Nonferrous Met. Metall. 2015, 44, 71–73. [Google Scholar]
- Tan, Q.; Li, Q.; Liu, Z.; Li, Y.; Liu, Z.; Liu, F. Current situation on the removal of fluorine and chlorine in zinc hydro-metallurgy. Hydrometallurgy 2015, 34, 264–269. [Google Scholar]
- Keefer, R.M.; Andrews, L.J.; Kepner, R.E. Cation Complexes of Compounds Containing Carbon-Carbon Double Bonds. III. Cu-prous Chloride Complexes of Some Unsaturated Acids. J. Am. Chem. Soc. 2002, 71, 2379–2380. [Google Scholar]
- Xue, J.-Q.; Mao, W.-B.; Wang, Y.-J.; Li, J.-X.; Wu, M.; Lu, X. Disposal of cuprous chloride wastewater. Trans-Actions Nonferrous Met. Soc. China 2010, 20 (Suppl. S1), s153–s158. [Google Scholar] [CrossRef]
- Ma, C.; YU, Z. Effect of impurity ions in the electrolytic refining process of hot dip galvanized slag. J. Shanghai Nonferrous Met. 2003, 90, 8–12. [Google Scholar]
- Khattak, G.; Mekki, A.; Gondal, M. Effect of laser irradiation on the structure and valence states of copper in Cu-phosphate glass by XPS studies. Appl. Surf. Sci. 2010, 256, 3630–3635. [Google Scholar] [CrossRef]
- Ma, D.; Liang, L.; Hu, E.; Chen, H.; Wang, D.; He, C.; Feng, Q. Dechlorination of polyvinyl chloride by hydrothermal treatment with cupric ion. Process. Saf. Environ. Prot. 2021, 146, 108–117. [Google Scholar] [CrossRef]
- Zhao, P.; Li, Z.; Li, T.; Yan, W.; Ge, S. The study of nickel effect on the hydrothermal dechlorination of PVC. J. Clean. Prod. 2017, 152, 38–46. [Google Scholar] [CrossRef]
- Levi, G.; Senneca, O.; Causà, M.; Salatino, P.; Lacovig, P.; Lizzit, S. Probing the chemical nature of surface oxides during coal char oxidation by high-resolution XPS. Carbon 2015, 90, 181–196. [Google Scholar] [CrossRef]
- Hu, X.L.; Michaelides, A. Water on the hydroxylated (001) surface of kaolinite: From monomer adsorption to a flat 2D wetting layer. Surf. Sci. 2008, 602, 960–974. [Google Scholar] [CrossRef]
- Wu, X.; Liu, Z.; Liu, X. Chloride ion removal from Zinc sulfate aqueous solution by electrochemical method. Hydrometallurgy 2013, 134–135, 62–65. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | O | Pb | Cu | Cd | Zn | S | Sn | Others |
|---|---|---|---|---|---|---|---|---|
| content/% | 82.450 | 5.555 | 3.299 | 2.922 | 1.327 | 2.398 | 0.051 | 1.998 |
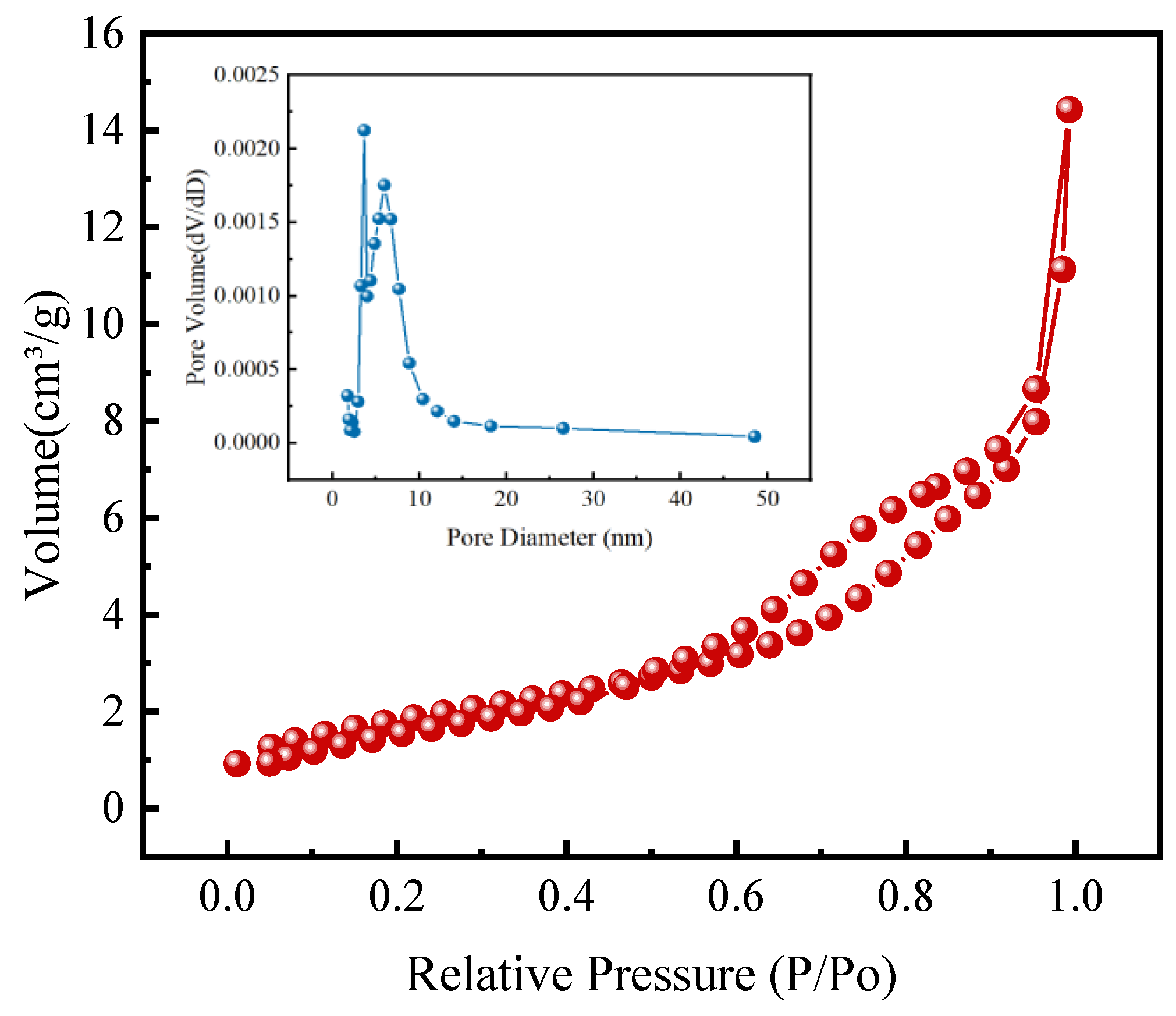
| BET Surface Area(m2·g−1) | t-PlotMicropore Area(m2·g−1) | Total Pore Volume | T-Plot Micropore Volume | Average Pore Diameter (4V/A by BET) | |
|---|---|---|---|---|---|
| Dechlorination residue under optimal conditions | 6.6826 m2/g | 0.0017 m2/g | 0.022318 cm3/g | −0.000123 cm3/g | 13.3590 nm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Z.; Li, J.; Fu, G.; Li, X.; Gu, L.; Zhang, C.; Zhang, T.; Yin, W.; Liu, D.; Liu, J. Study on the Removal of Chloride Ions in an Acidic Solution of Zinc Smelting by Green Method. Separations 2023, 10, 195. https://doi.org/10.3390/separations10030195
Xiao Z, Li J, Fu G, Li X, Gu L, Zhang C, Zhang T, Yin W, Liu D, Liu J. Study on the Removal of Chloride Ions in an Acidic Solution of Zinc Smelting by Green Method. Separations. 2023; 10(3):195. https://doi.org/10.3390/separations10030195
Chicago/Turabian StyleXiao, Zhiwen, Jing Li, Guang Fu, Xinpei Li, Likun Gu, Chaobo Zhang, Te Zhang, Weibo Yin, Dianchuan Liu, and Junchang Liu. 2023. "Study on the Removal of Chloride Ions in an Acidic Solution of Zinc Smelting by Green Method" Separations 10, no. 3: 195. https://doi.org/10.3390/separations10030195
APA StyleXiao, Z., Li, J., Fu, G., Li, X., Gu, L., Zhang, C., Zhang, T., Yin, W., Liu, D., & Liu, J. (2023). Study on the Removal of Chloride Ions in an Acidic Solution of Zinc Smelting by Green Method. Separations, 10(3), 195. https://doi.org/10.3390/separations10030195