
The Preparation of High Purity of Rebaudioside A and Stevioside and the Enrichment of Rebaudioside C by Subsequent Twice Crystallizations from Natural Stevia Resources



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Analysis of RA, ST, and RC
2.3. Preparing Standard Curves of RA, ST, and RC
2.4. Purity Determination of Various Components
2.5. Optimization of Crystallization for RA
2.6. Optimization of Crystallization for ST
3. Results and Discussion
3.1. HPLC Standard Curve and Component Content in Crude Stevia
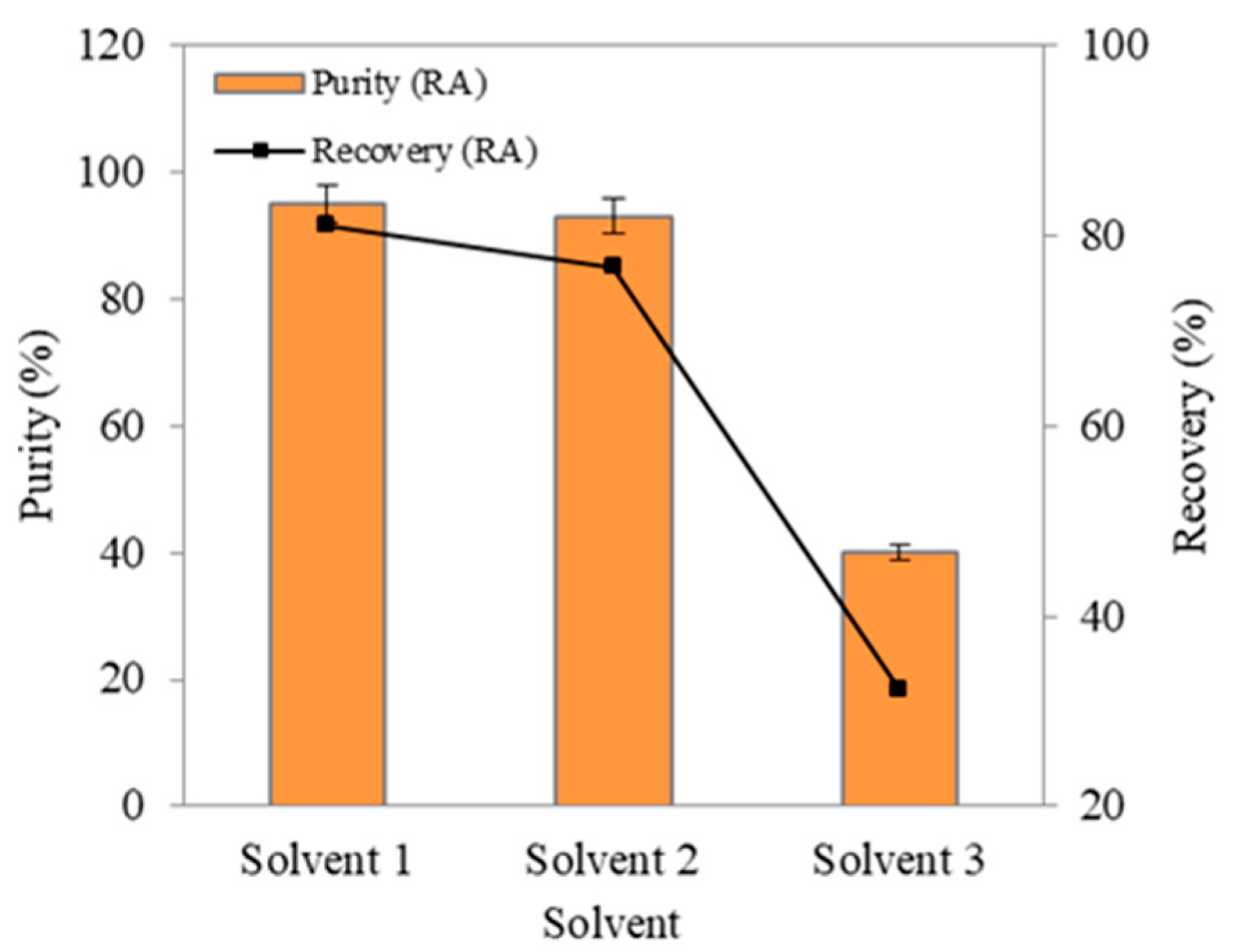
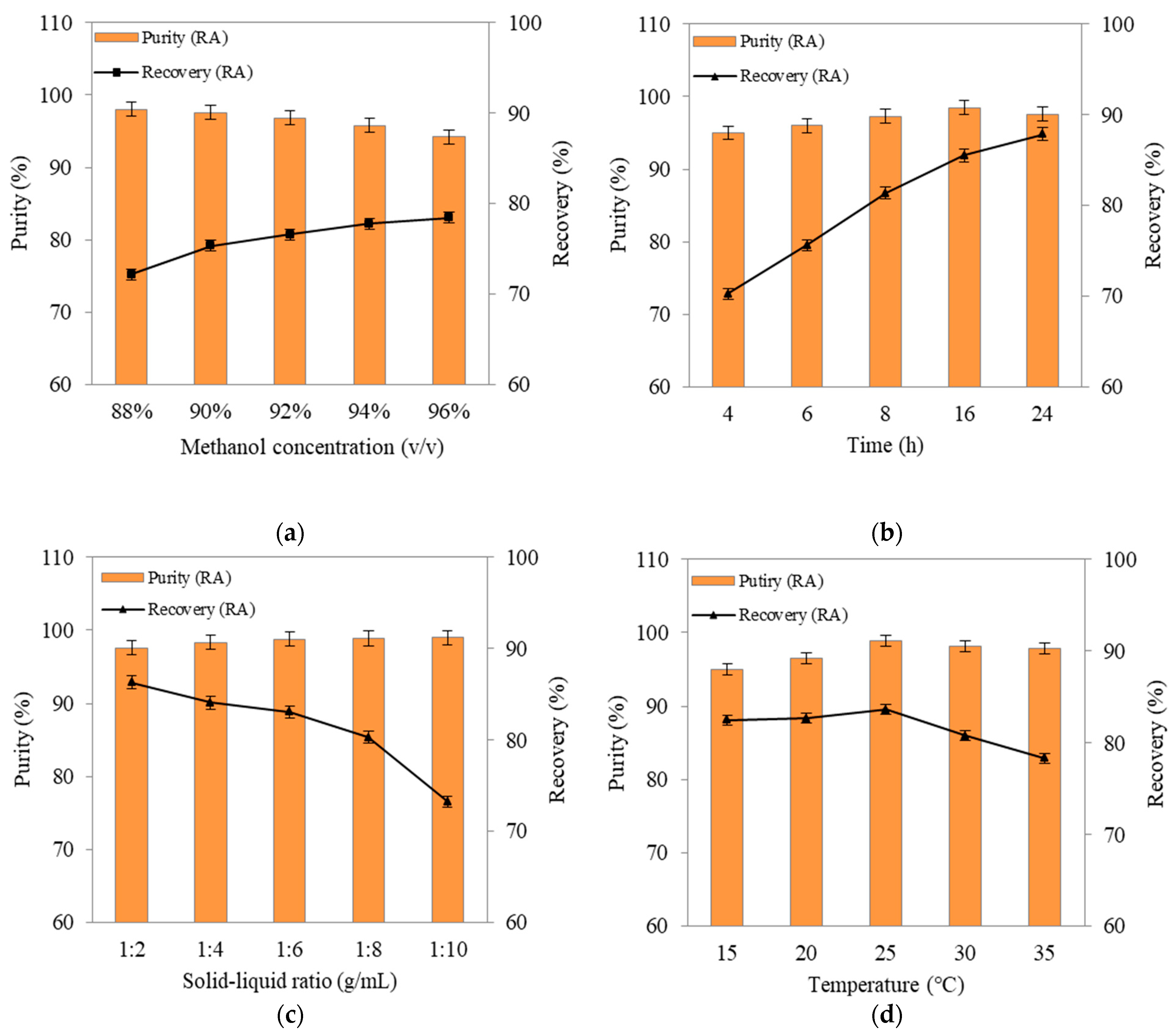
3.2. The RA Crystallization from Crude Stevia
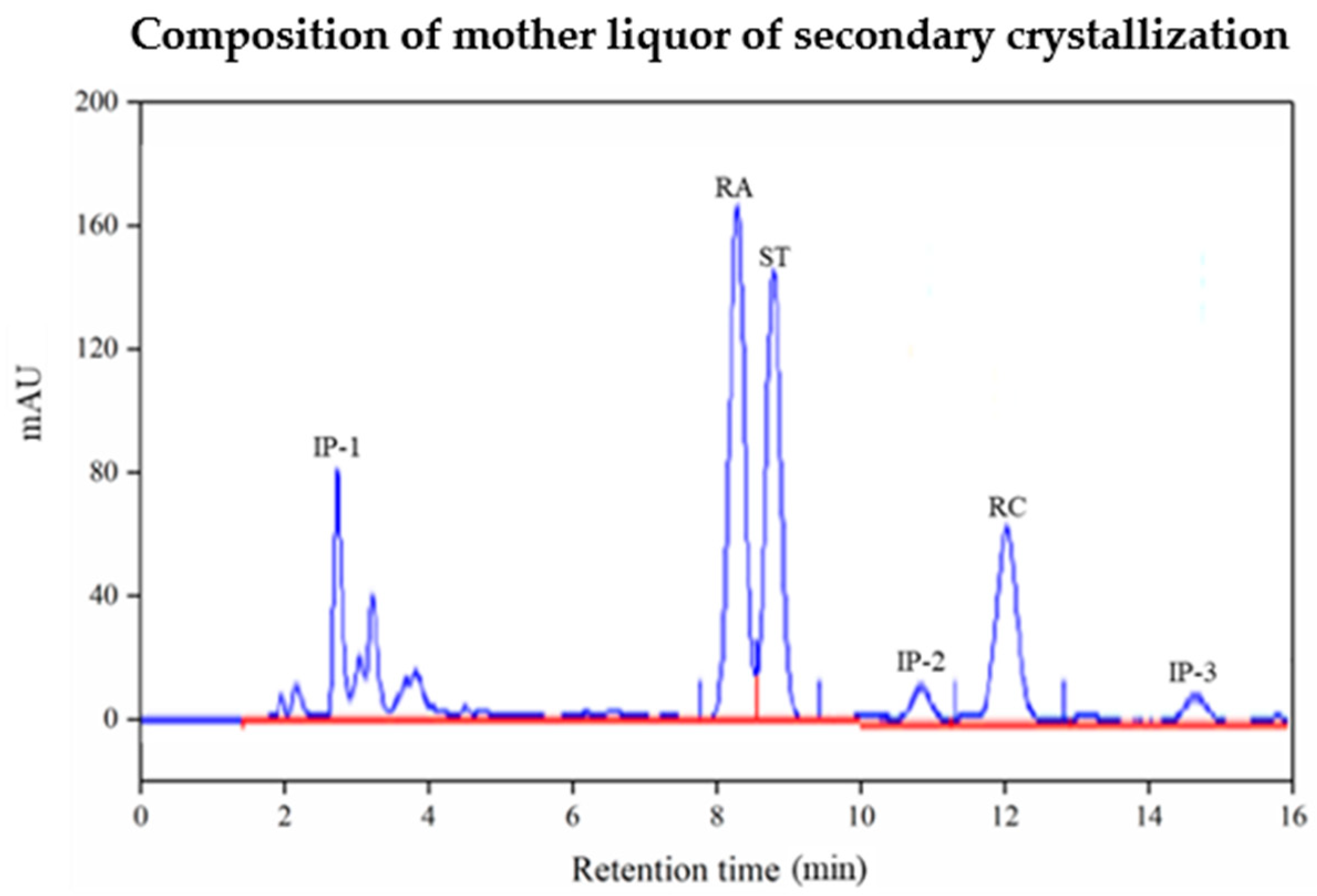
3.3. The ST Crystallization and RC Enrichment from MLS
3.4. The Analysis of the RSM for Pure ST
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hanson, J.R.; Oliveira, B.H. Stevioside and Related Sweet Diterpenoid Glycosides. Nat. Prod. Rep. 1993, 10, 301–309. [Google Scholar] [CrossRef]
- Chen, X.; Chen, J.H. Existing Problems of Stevia Industry in China and Their Comprehensive Treatment. J. Manag. Cadre Inst. Minist. Agric. 2014, 3, 14–20. [Google Scholar]
- Geuns, J.M.C. Molecules of Interest Stevioside. Phytochemistry 2003, 64, 913–921. [Google Scholar] [CrossRef]
- Upreti, M.; Smit, J.P.; Hagen, E.J. Single Crystal Growth and Structure Determination of the Natural "High Potency" Sweetener Rebaudioside A. Cryst. Growth Des. 2012, 12, 990–993. [Google Scholar] [CrossRef]
- Kataev, V.E.; Strobykina, I.Y.; Andreeva, O.V. Synthesis and Antituberculosis Activity of Derivatives of Stevia Rebaudiana, Glycoside Steviolbioside and Diterpenoid Isosteviol Containing Hydrazone, Hydrazide, and Pyridinoyl Moieties. Russ. J. Bioorganic Chem. 2011, 37, 483. [Google Scholar] [CrossRef]
- Dewis, M.L.; Kraut, K.J.; Merritt, D.; Salemme, R.F. Methods for Using Rebaudioside C as a Flavor Enhancer. China National Invention Patent CN104144605A, 3 September 2013. [Google Scholar]
- Gregersen, S.; Jeppesen, P.B.; Holst, J.J. Antihyperglycemic Effects of Stevioside in Type 2 Diabetic Subjects. Metabolism 2004, 53, 73–76. [Google Scholar] [CrossRef] [PubMed]
- Chan, P.; Tomlinson, B.; Chen, Y.J. A Double Blind Placebo-Controlled Study of the Effectiveness and Tolerability of Oral Stevioside in Human Hypertension. Br. J. Clin. Pharmacol. 2000, 50, 215–220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jaroslav, P.; Barbora, H.; Tuulia, H. Characterisation of Stevia Rebaudiana by Comprehensive Two-Dimensional Liquid Chromatography Time-of-Flight Mass Spectrometry. J. Chromatogr. A 2007, 1150, 85–92. [Google Scholar]
- Mauri, P.; Catalano, G.; Gardana, C. Analysis of Stevia Glycosides by Capillary Electrophoresis. Electrophoresis 1996, 17, 367–371. [Google Scholar] [CrossRef]
- Jaitak, V.; Gupta, A.P.; Kaul, V.K. Validated High-Performance Thin-Layer Chromatography Method for Steviol Glycosides in Stevia Rebaudiana. J. Pharm. Biomed. Anal. 2008, 47, 790–794. [Google Scholar] [CrossRef] [PubMed]
- Antonio, S.D.; Cleuza, C.S.; Cecilia, E.M. Sweet Diterpenic Glycosides Balance of a New Cultivar of STEVIA REBAudiana (Bert.) Bertoni: Isolation and Quantitative Distribution by Chromatographic, Spectroscopic, and Electrophoretic Methods. Process. Biochem. 2005, 40, 3587–3594. [Google Scholar]
- Zhang, Y.X.; Hu, W.M. Separation of A3 Glycoside from Stevia. Chin. Food Addit. 1998, 49, 256–258. [Google Scholar]
- Li, W.; Yu, Y.Q.; Guo, S.N. A method for Purification of Methyl O-Sulfonamide Benzoate. Chem. Eng. Manag. 2019, 524, 203. [Google Scholar] [CrossRef]
- M, Q.; Xu, X.D.; Lu, W.T.; Chen, Y. The Invention Relates to A Method for Extracting High Purity Reb-a From Stevia at Room Temperature. China National Invention Patent CN102485736A, 6 June 2012. [Google Scholar]
- Zhang, Y.; Chen, T.H.; Shi, Z.Q. Study on the Separation and Purification of Rebaudioside A by Recrystallization. Ion Exch. Adsorpt. 1998, 14, 515–520. [Google Scholar]
- Zhang, Y.; Wang, Y.H.; Shen, J.Z. A Method for Refining Stevia Glycoside St by Industrial High Performance Liquid Chromatography. China National Invention Patent CN103788149A, 14 May 2014. [Google Scholar]
- Yu, Z.B.; Zhou, J.H. The Invention Relates to a Process for Separating Stevioside from Stevia Leaves. China National Invention Patent CN104876982A, 2 September 2015. [Google Scholar]
- Wang, D.J. Then the Mechanism of the Sweetness, Sweetness and Aftertaste of Stevia Glycosides was Discussed. Food Ind. Technol. 2010, 1, 417–420. [Google Scholar]
- Shen, J.; Fan, G.; Yang, J. Crystallization Process of High Purity Rebaudioside A. Light Ind. Mach. 2015, 33, 1–5. [Google Scholar]
- Li, P.; Yang, R.J.; Hua, X. Study on the Process of Recrystallization Separation of Stevia. Food Mach. 2010, 26, 160–163. [Google Scholar]
- Mansur, A.R.; Song, N.E.; Jang, H.W. Optimizing the Ultrasound-Assisted Deep Eutectic Solvent Extraction of Flavonoids in Common Buckwheat Sprouts. Food Chem. 2019, 293, 438–445. [Google Scholar] [CrossRef]
- Hahn, J.J.; Evans, J.C.; Myerson, A.S. Method of Producing Purified Rebaudioside A Compositions Using Solvent/Antisolvent Crystallization. United States Patent US8937168B2, 20 January 2015. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Retention Time (Min) | The Standard Equation | R2 |
|---|---|---|---|
| RA | 8.12~8.45 | y = 4971605x + 17037 | 0.9998 |
| ST | 8.51~8.92 | y = 5949208x + 47857 | 0.9994 |
| RC | 11.56~11.78 | y = 4806722x − 4224 | 0.9997 |
| Name | Solvent 1 | Solvent 2 | Solvent 3 |
|---|---|---|---|
| Solvent composition | 95% MeOH aqueous solution | 95% EtOH aqueous solution | 95% isopropyl alcohol aqueous solution |
| Name | Solvent 4 | Solvent 5 | Solvent 6 | Solvent 7 | Solvent 8 |
|---|---|---|---|---|---|
| Solvent composition | 90%MeOH aqueous solution | 90%EtOH aqueous solution | 90% isopropyl alcohol aqueous solution | Solvent 6:Solvent 4 = 1 (Volume ratio) | Solvent 6:Solvent 5 = 1 (Volume ratio) |
| Number | Time (h) | Temperature (°C) | The Volume Ratio of Solvent 3 to Solvent 1 | St Purity of Solid (%) |
|---|---|---|---|---|
| 1 | 15 | 16 | 0.4 | 93.3 |
| 2 | 20 | 16 | 0.3 | 93 |
| 3 | 20 | 24 | 0.4 | 91.2 |
| 4 | 20 | 16 | 0.3 | 93.2 |
| 5 | 20 | 8 | 0.2 | 93.5 |
| 6 | 20 | 16 | 0.3 | 92.6 |
| 7 | 20 | 16 | 0.3 | 92.6 |
| 8 | 20 | 24 | 0.2 | 91 |
| 9 | 15 | 8 | 0.3 | 95.5 |
| 10 | 15 | 16 | 0.2 | 93.2 |
| 11 | 20 | 8 | 0.4 | 93.6 |
| 12 | 25 | 24 | 0.3 | 91 |
| 13 | 20 | 16 | 0.3 | 93 |
| 14 | 25 | 8 | 0.3 | 93.6 |
| 15 | 25 | 16 | 0.2 | 91.3 |
| 16 | 15 | 24 | 0.3 | 92.9 |
| 17 | 25 | 16 | 0.4 | 90.8 |
| Source | Sum of Squares | d f | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 24.37 | 9 | 2.71 | 46.75 | <0.0001 | significant |
| A-temperature | 8.40 | 1 | 8.40 | 145.09 | <0.0001 | |
| B-time | 12.75 | 1 | 12.75 | 220.12 | <0.0001 | |
| C- isopropyl alcohol(v): methanol(v) | 1.250E-003 | 1 | 1.250E-003 | 0.022 | 0.8874 | |
| AB | 0.000 | 1 | 0.000 | 0.000 | 1.0000 | |
| AC | 0.090 | 1 | 0.090 | 1.55 | 0.2527 | |
| BC | 2.500E-003 | 1 | 2.500E-003 | 0.043 | 0.8413 | |
| A2 | 0.040 | 1 | 0.040 | 0.69 | 0.4333 | |
| B2 | 0.31 | 1 | 0.31 | 5.40 | 0.0531 | |
| C2 | 2.88 | 1 | 2.88 | 49.77 | 0.0002 | |
| Residual | 0.41 | 7 | 0.058 | |||
| Lack of Fit | 0.12 | 3 | 0.039 | 0.54 | 0.6778 | not significant |
| Pure Error | 0.29 | 4 | 0.072 | |||
| Cor Total | 24.78 | 16 |
| Sequential | Lack of Fit | Adjusted Predicted | |||
|---|---|---|---|---|---|
| Source | P-Value | P-Value | R-Squared | R-Squared | |
| Linear | <0.0001 | 0.0648 | 0.8201 | 0.7143 | |
| 2FI | 0.9654 | 0.0357 | 0.7721 | 0.3524 | |
| Quadratic | 0.0011 | 0.6778 | 0.9626 | 0.9060 | Suggested |
| Cubic | 0.6778 | 0.9535 | Aliased | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Y.; Peng, L.; Yang, Z.; Yao, S.; Song, H. The Preparation of High Purity of Rebaudioside A and Stevioside and the Enrichment of Rebaudioside C by Subsequent Twice Crystallizations from Natural Stevia Resources. Separations 2021, 8, 200. https://doi.org/10.3390/separations8110200
Luo Y, Peng L, Yang Z, Yao S, Song H. The Preparation of High Purity of Rebaudioside A and Stevioside and the Enrichment of Rebaudioside C by Subsequent Twice Crystallizations from Natural Stevia Resources. Separations. 2021; 8(11):200. https://doi.org/10.3390/separations8110200
Chicago/Turabian StyleLuo, Yingjie, Lincai Peng, Zhaoziyuan Yang, Shun Yao, and Hang Song. 2021. "The Preparation of High Purity of Rebaudioside A and Stevioside and the Enrichment of Rebaudioside C by Subsequent Twice Crystallizations from Natural Stevia Resources" Separations 8, no. 11: 200. https://doi.org/10.3390/separations8110200
APA StyleLuo, Y., Peng, L., Yang, Z., Yao, S., & Song, H. (2021). The Preparation of High Purity of Rebaudioside A and Stevioside and the Enrichment of Rebaudioside C by Subsequent Twice Crystallizations from Natural Stevia Resources. Separations, 8(11), 200. https://doi.org/10.3390/separations8110200