Influence of Exposure Parameters on Nanoliquid-Assisted Glass Drilling Process Using CO2 Laser


 , and
, and 
Abstract
:1. Introduction
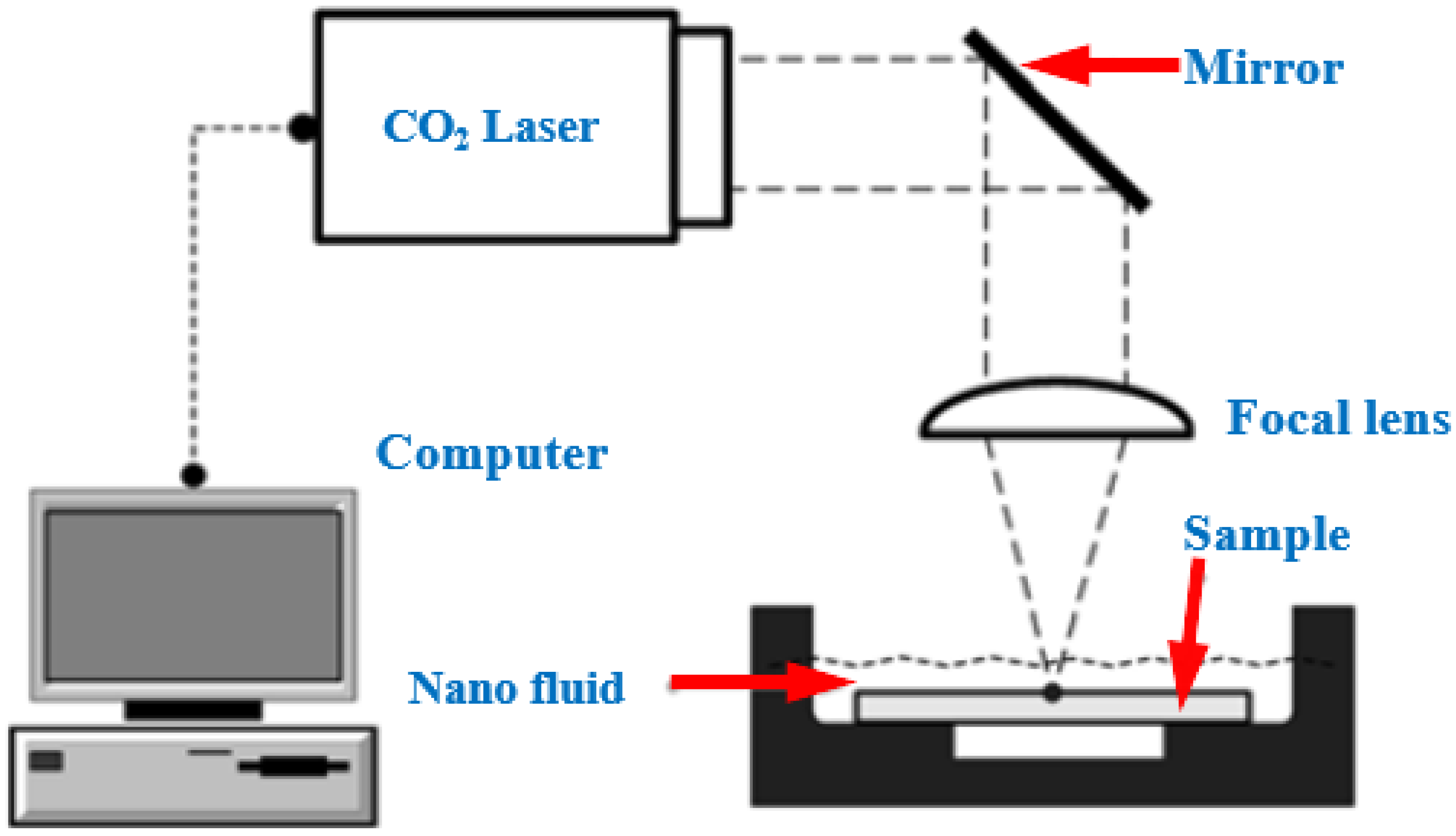
2. Materials and Methods
3. Experimental Results
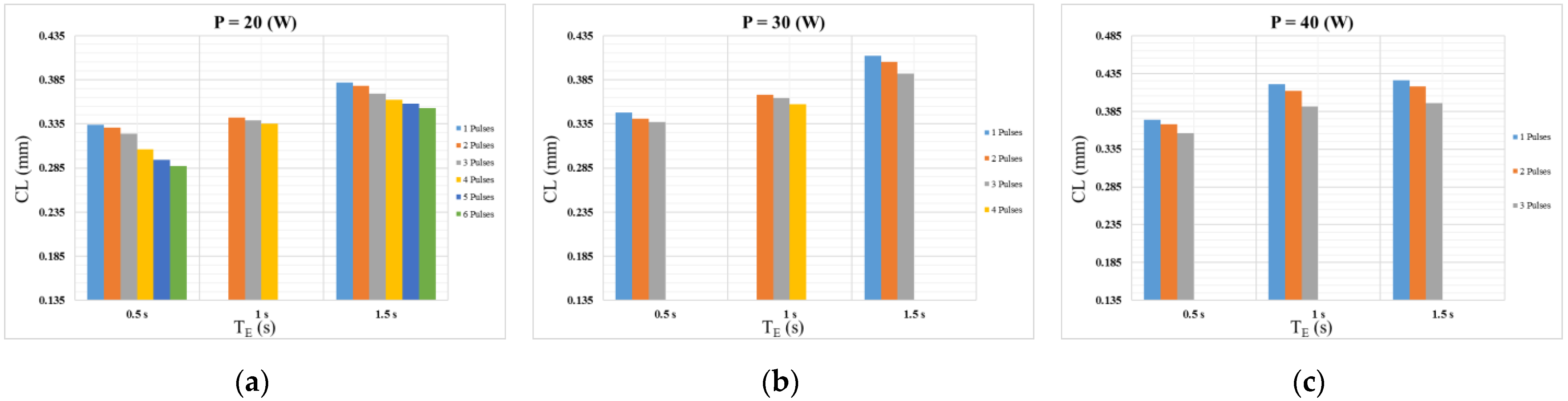
3.1. Crack Length
3.1.1. CL Results at 0.1 wt.% CNPs
3.1.2. CL Results at 0.075 wt.% CNPs
3.1.3. CL Results at 0.05 wt.% CNPs
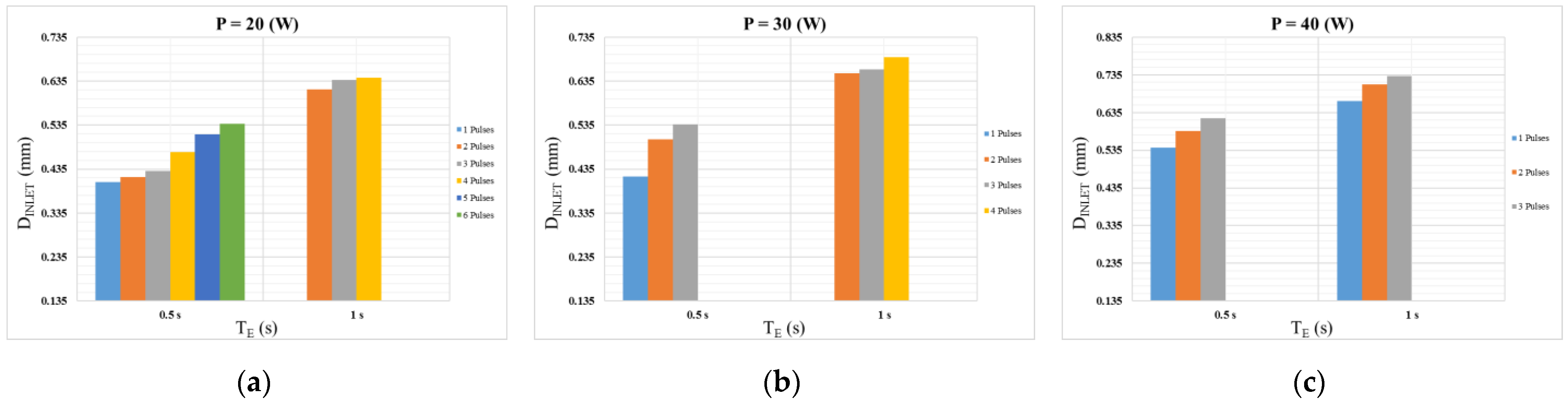
3.2. Inlet Diameter
3.2.1. DINLET Results at 0.1 wt.% CNPs
3.2.2. DINLET Results at 0.075 wt.% CNPs
3.2.3. DINLET Results at 0.05 wt.% CNPs
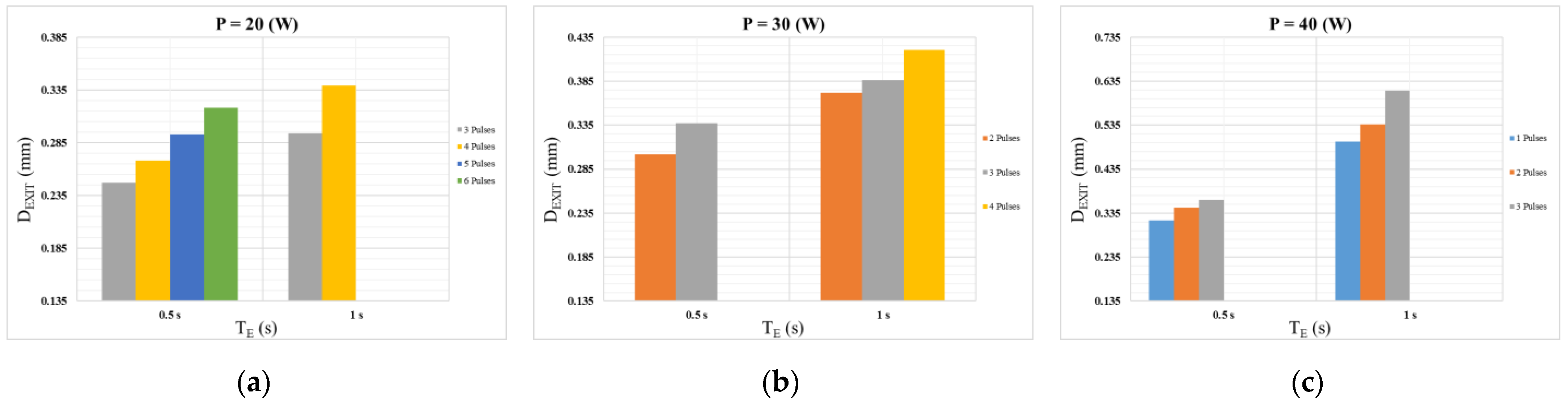
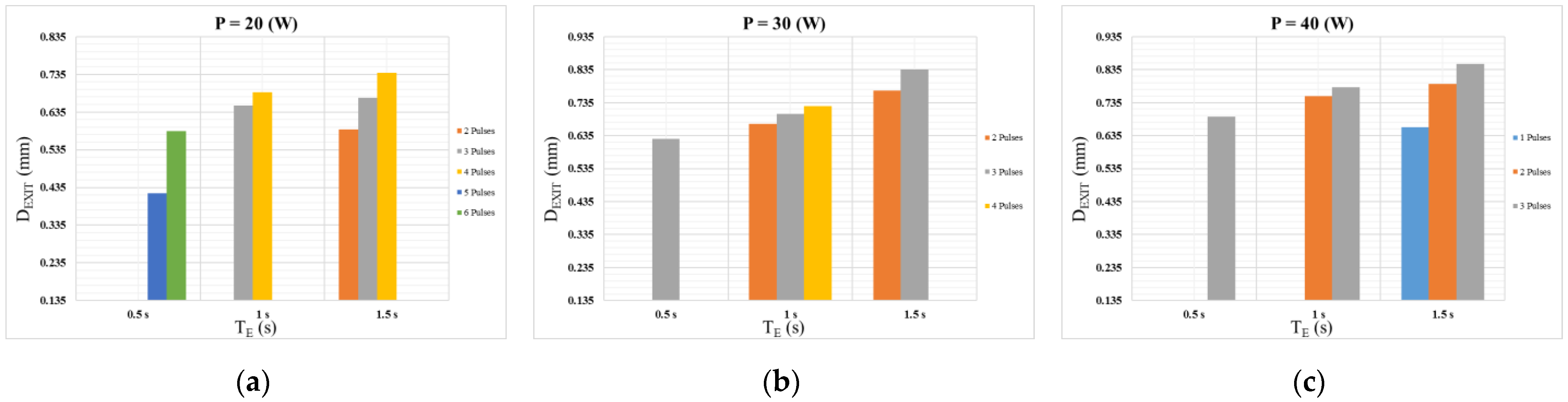
3.3. Exit Diameter
3.3.1. DEXIT Results at 0.1 wt.% CNPs
3.3.2. DEXIT Results at 0.075 wt.% CNPs
3.3.3. DEXIT Results at 0.05 wt.% CNPs
4. ANOVA Modeling
4.1. ANOVA for 0.1 wt.% CNPs
4.1.1. Crack Length
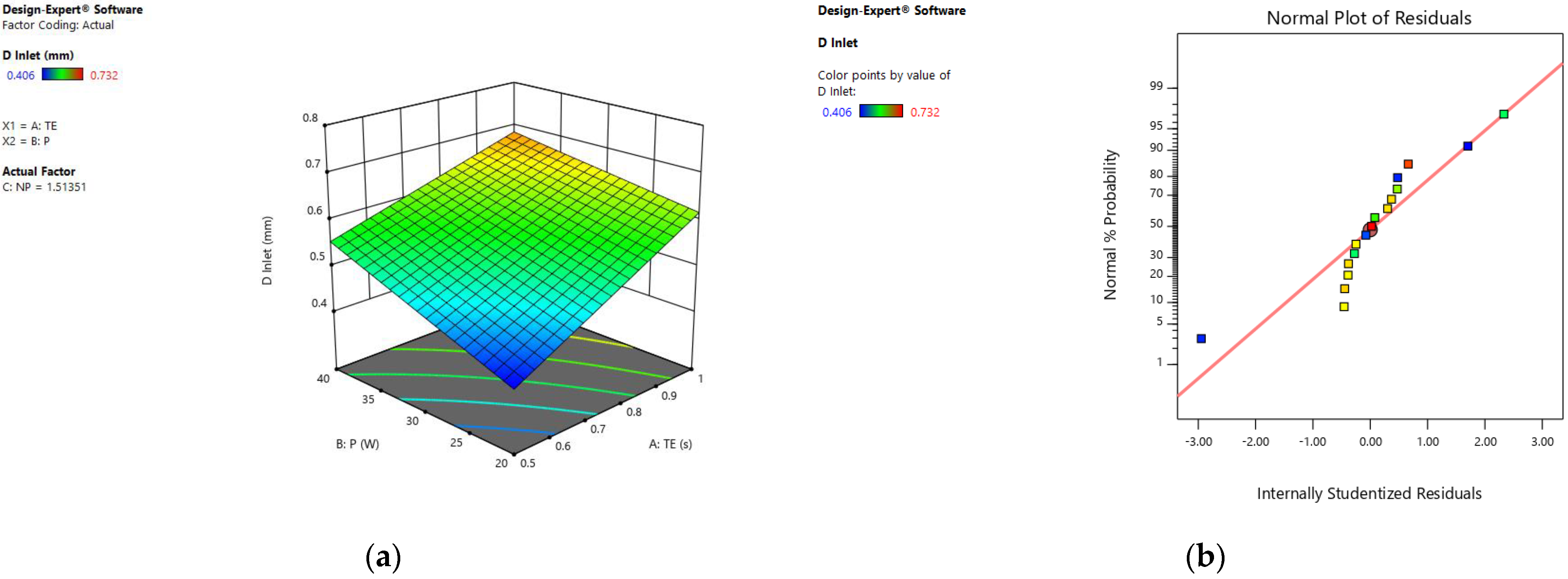
4.1.2. Inlet Diameter
4.2. ANOVA for 0.075 wt.% CNPs
4.2.1. Crack Length
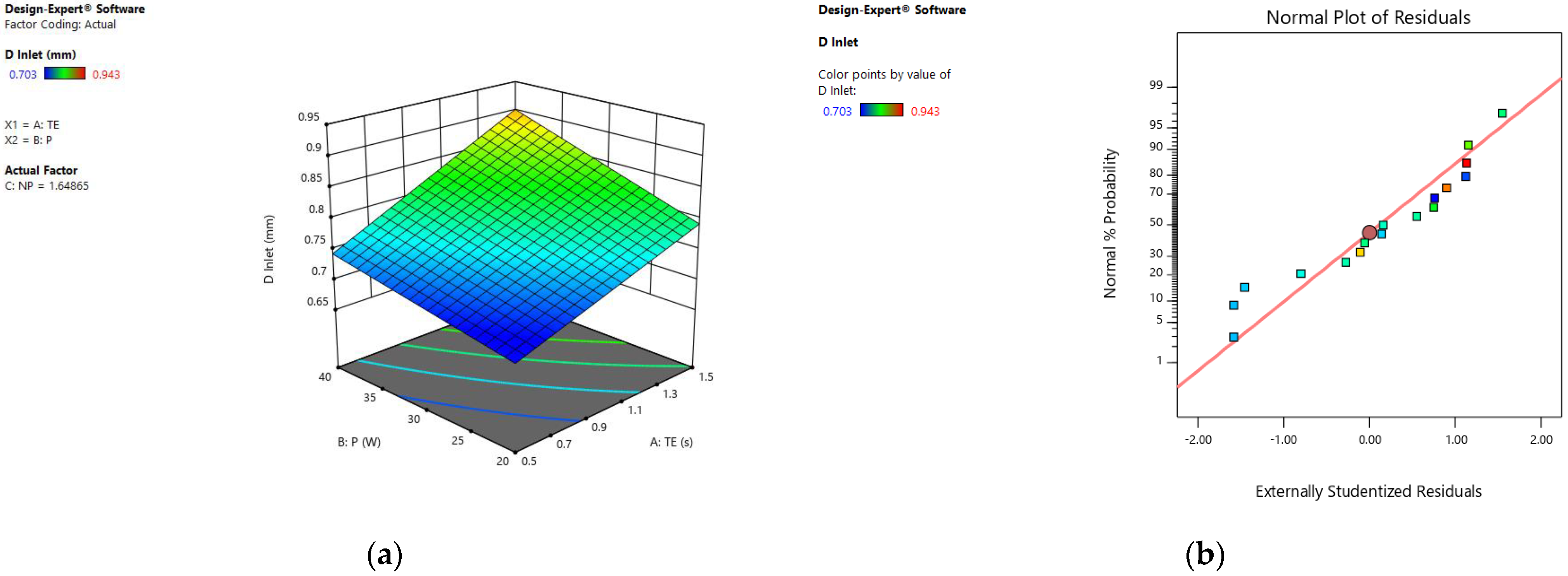
4.2.2. Inlet Diameter
4.3. ANOVA for 0.05 wt.% CNPs
4.3.1. Crack Length
4.3.2. Inlet Diameter
5. Overall Discussion of Findings
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Buerhop, C.; Blumenthal, B.; Weissmann, R.; Lutz, N.; Biermann, B. Glass surface treatment with excimer and CO2 lasers. Appl. Surf. Sci. 1990, 46, 430–434. [Google Scholar] [CrossRef]
- Kozhukharov, V.; Dimitrov, D.; Tonchev, D. Integration of CO2 laser radiation with glasses. Infrared Phys. 1989, 29, 415–422. [Google Scholar] [CrossRef]
- Isard, J.O. Surface reflectivity of strongly absorbing media and calculations of the infrared emissivity of glass. Infrared Phys. 1979, 20, 249–256. [Google Scholar] [CrossRef]
- Miller, J.C. Laser Ablation: Principles and Applications; Springer-Verlag: Berlin, Germany, 1994. [Google Scholar]
- Lee, Y.-I.; Song, K.; Sneddon, J. Laser-Induced Breakdown Spectrometry; Nova Science Publishers, Inc.: Huntington, NY, USA, 2000. [Google Scholar]
- Wang, S.-C.; Lee, C.-Y.; Chen, H.-P. Thermoplastic microchannel fabrication using carbon dioxide laser ablation. J. Chromatogr. A 2006, 1111, 252–257. [Google Scholar] [CrossRef] [PubMed]
- Chung, C.K.; Wu, M.; Wu, J.; Sung, Y.; Huang, G.R. Silicon micromachining by CO2 laser. In Proceedings of the 1st IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Zhuhai, China, 18–21 January 2006; pp. 1445–1448. [Google Scholar]
- Issa, A. Computational Control of Laser Systems For Micro-Machining. Ph.D. Thesis, Dublin City University, Dublin, Ireland, 2007. [Google Scholar]
- Uno, K.; Yamamoto, T.; Akitsu, T.; Jitsuno, T. Glass drilling by longitudinally excited CO2 laser with short laser pulse. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XX, San Francisco, CA, USA, 7–12 February 2015. [Google Scholar] [CrossRef]
- Chung, C.K.; Lin, S.L. CO2 laser micromachined crackless through holes of Pyrex 7740 glass. Int. J. Mach. Tools Manuf. 2010, 50, 961–968. [Google Scholar] [CrossRef]
- Nagesh, S.; Murthy, H.N.; Krishna, M.; Basavaraj, H. Parametric study of CO2 laser drilling of carbon nanopowder/vinylester/glass nanocomposites using design of experiments and grey relational analysis. Opt. Laser Technol. 2013, 48, 480–488. [Google Scholar] [CrossRef]
- Kannatey-Asibu, E. Principles of Laser Materials Processing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Maini, A.K. Lasers and Optoelectronics: Fundamentals, Devices and Applications; John Wiley and Sons Ltd.: West Sussex, UK, 2013. [Google Scholar]
- Baasandash, C.; Yabe, T.; Maehara, J.; Yamaguchi, M.; Wakatsuki, H. Crack-Free High-Aspect-Ratio Drilling of Glasses by 1 μm Yttrium Aluminum Garnet Laser and Translucent Adhesive Tape. Jpn. J. Appl. Phys. Part 2 Lett. 2004, 43, L133–L135. [Google Scholar] [CrossRef]
- Brusberg, L.; Queisser, M.; Neitz, M.; Schroder, H.; Lang, K.D. CO2-Laser drilling of TGVs for glass interposer applications lars. In Proceedings of the 2014 IEEE 64th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 27–30 May 2014. [Google Scholar] [CrossRef]
- Lee, H.M.; Choi, J.; Moon, S.J. Determining the machining parameters for femtosecond laser helical drilling of aluminosilicate glass substrate. Int. J. Precis. Eng. Manuf. 2017, 18, 923–930. [Google Scholar] [CrossRef]
- Ogur, H.; Yoshida, Y. Hole Drilling of Glass Substrates with a Slab Waveguide CO2 Laser. Jpn. J. Appl. Phys. Part 1 Regul. Pap. Short Notes Rev. Pap. 2000, 42, 2881–2886. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Chung, S.-C. Inspection of Micro-Drilling Processes by Using the On-Machine Vision, Focus (Madison); 2005. [Google Scholar]
- Park, B.J.; Choi, Y.; Chu, C.N. Prevention of exit crack in mirco drilling of soda-lime glass. CIRP Ann. Manuf. Technol. 2002, 51, 347–350. [Google Scholar] [CrossRef]
- Noori, A.; Upadhyaya, S.; Selvanganapathy, P.R. Materials and microfabrication processes for microfluidic devices. In Microfluidics for Biological Applications; Tian, W.C., Finehout, E., Eds.; Springer: Boston, MA, USA, 2008; pp. 35–92. [Google Scholar] [CrossRef]
- Iliescu, C.; Tay, F.; Miao, J. Strategies in deep wet etching of Pyrex glass. Sens. Actuators A Phys. 2007, 133, 395–400. [Google Scholar] [CrossRef]
- Iliescu, C.; Taylor, H.; Avram, M.; Miao, J.; Franssila, S. A practical guide for the fabrication of microfluidic devices using glass and silicon. Biomicrofluidics 2012, 6, 016505. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Auda, L.H.; Al-Hamaoy, A.R. Effect of power on hole quality of underwater glass drilling using CO2 laser. J. Eng. Sustain. Dev. 2020, 24, 59–65. [Google Scholar] [CrossRef]
- Mahdi, M.N.; Al-Hamaoy, A.R.; Hasan, H.S. Effect of nano fluid and number of pulses on glass drilling using CO2 laser. AIP Conf. Proc. 2021, 2372, 080025. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | TE (s) | P (W) | NP (Pulses) | CL (mm) Predicted | CL (mm) Experimental | |
| Sample 1 | 0.1 | 0.5 | 20 | 6 | 0.1538 | 0.141 |
| Sample 2 | 0.1 | 1 | 40 | 2 | 0.217 | 0.218 |
| Sample 3 | 0.075 | 1.5 | 20 | 5 | 0.356 | 0.358 |
| Sample 4 | 0.075 | 0.5 | 40 | 2 | 0.361 | 0.368 |
| wt.% | TE (s) | P (W) | NP (Pulses) | DINLET (mm) Predicted | DINLET (mm) Experimental | |
| Sample 5 | 0.1 | 0.5 | 20 | 4 | 0.476 | 0.473 |
| Sample 6 | 0.1 | 1 | 40 | 3 | 0.735 | 0.732 |
| Sample 7 | 0.075 | 0.5 | 20 | 6 | 0.983 | 0.971 |
| Sample 8 | 0.075 | 1.5 | 40 | 2 | 1.396 | 1.432 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahdi, M.N.; Issa, A.; Hasan, H.S.; Al-Hamaoy, A.R.; Hanon, M.M. Influence of Exposure Parameters on Nanoliquid-Assisted Glass Drilling Process Using CO2 Laser. Photonics 2023, 10, 89. https://doi.org/10.3390/photonics10010089
Mahdi MN, Issa A, Hasan HS, Al-Hamaoy AR, Hanon MM. Influence of Exposure Parameters on Nanoliquid-Assisted Glass Drilling Process Using CO2 Laser. Photonics. 2023; 10(1):89. https://doi.org/10.3390/photonics10010089
Chicago/Turabian StyleMahdi, Mohaimen Najah, Ahmed Issa, Hala Salman Hasan, Ahmed R. Al-Hamaoy, and Muammel M. Hanon. 2023. "Influence of Exposure Parameters on Nanoliquid-Assisted Glass Drilling Process Using CO2 Laser" Photonics 10, no. 1: 89. https://doi.org/10.3390/photonics10010089
APA StyleMahdi, M. N., Issa, A., Hasan, H. S., Al-Hamaoy, A. R., & Hanon, M. M. (2023). Influence of Exposure Parameters on Nanoliquid-Assisted Glass Drilling Process Using CO2 Laser. Photonics, 10(1), 89. https://doi.org/10.3390/photonics10010089