1. Introduction
Diffraction-free Bessel beams were first discovered and described by Durnin et al. [
1] in 1987, and they represent the propagation-invariant solution of the Helmholz equation. While Durnin et al. [
2] showed convergences to the ideal Bessel beams for a finite range, in theory, they are of an infinite transverse extent and they carry infinite energy, so they cannot be generated experimentally [
3,
4]. To design a so-called quasi-Bessel beam, based on a Gaussian beam profile, there are several commonly used components, such as ring apertures [
2], binary-coded holograms [
5], axicon lenses [
6,
7], converging lenses with spherical aberrations [
8], tunable acoustic gradient lenses [
9], phase-shifted Fresnel axicons [
10], and spatial light modulators (SLMs) [
11,
12], respectively, which have been successfully employed. Using a SLM, it is also possible to create an array of Bessel beams with a flexible separation instead of a single Bessel beam [
13,
14,
15].
Quasi-Bessel beams offer advantages for various micro-machining processes due to their particular intensity distribution. The long and high intensity range in the propagation direction of a quasi-Bessel beam makes it an excellent tool, especially for laser drilling holes with a high aspect ratio in transparent materials. As Xie et al. [
4] showed, the advantage of the higher focal length of Bessel beams leads to a 52 times higher aspect ratio as compared to a focused Gaussian beam profile. With a further improvement of the focal position and the used pulse energy, the authors achieved an aspect ratio of up to 330:1 in PMMA, for holes with a diameter between 1.5 µm and 2.4 µm. In addition to drilling holes in transparent materials, Bessel beams offer the possibility to induce cracks in glass in a controlled manner by means of internal volume modification. For example, Dudutis et al. [
16] demonstrated the possibility of using a pulse energy of 2 mJ to produce a 2.3 mm-long modification of an elliptical shape to create cracks in the axial direction. Finally, it was shown that it is possible to control the orientation of the cracks by rotating the polarization of the Bessel beam profile. Furthermore, Mitra et al. [
17] fabricated nanovoids with a length up to 5 mm in borosilicate glass, corresponding to an aspect ratio of 1200:1.
While the processing of transparent materials is often possible with one or a few pulses [
4], the processing of non-transparent materials, such as metals, requires a large number of pulses, due to the significantly smaller optical penetration depth. According to Alexeev et al. [
18], the aspect ratio of holes drilled by a Bessel beam in non-transparent materials is significantly lower, as exemplified by this for drilling 100 µm-thick copper sheets with an exit hole diameter of 15 µm. Due to the typical Bessel beam profile, which is also characterized by ring-shaped intensities around the intense maximum, ring-shaped modifications or even ablation can be seen on the processed surface of non-transparent materials [
18]. To minimize these effects, He et al. [
19] developed a tailored Bessel beam using a binary phase plate in front of the axicon, which enables the drilling of 6 µm holes in a 100 µm silicon wafer.
The most common method of creating a quasi-Bessel beam for drilling applications is to use an axicon in combination with an imaging lens assembly [
3,
16,
20,
21]. Although this allows processes with low power losses and high-quality drilled holes, it only generates one single Bessel beam. Additionally, the generation of Bessel beam arrays is a promising method for drilling applications with multi-spot beam profiles [
22]. Contrary to conventional axicons, which generate one quasi-Bessel beam behind their apex, axicon arrays can be used to form a multitude of these beams. Schwarz et al. [
23] showed a femtosecond laser ablation process with a polishing step using a CO
2 laser for the production of micro axicon arrays, including a characterization of the resulting multi-Bessel beams. While axicon arrays have a fixed separation of the Bessel beams due to their fixed geometry, the separation of the Bessel beams can be adapted to the machining process using variable optical elements.
Spatial light modulators are variable optical elements for a lot of different beam-shaping applications, such as spherical aberration correction [
24] and multi-spot processing [
25]. By means of SLM, it is possible to create multi-Bessel beams by combining axicon phase patterns or beam splitter functions [
26,
27,
28]. Studies by García-Martínez et al. [
26] show the generation of multi-Bessel beams by a combination of phase patterns consisting of linear axicons or binary axicons with a Dammann grating, resulting in a focal depth of more than 125 cm. The limited phase shift of an SLM allows only very small axicon angles compared to commercial axicons made of glass, resulting in very long Bessel beams of several centimeters or even meters in length [
26,
29].
Reducing the period length of the phase mask imaged on the SLM results in a larger angle, but the diffraction efficiency of the SLM decreases drastically, and efficient operation with this setup is not possible due to high power losses. Based on these correlations, in this contribution we demonstrate an optical system based on a simulation and experimental evaluation that combines the flexible beam-shaping capabilities of an SLM with an axicon-generated Bessel beam profile to create multi-Bessel beams. The SLM enables flexible changes of the Bessel beam separation by the calculated computer-generated hologram without the exchange of optical components and subsequent adjustment work on the optical setup. This approach allows the drilling of holes in non-transparent materials using a multi-Bessel beam, which is exemplified by an experimental study of a multi-Bessel beam.
2. Experimental
We used an ultrashort pulsed laser (Light Conversion, Pharos, Vilnius, Lithuania) with a wavelength of 1028 nm, an adjustable repetition rate of up to 610 kHz, and a pulse duration between 230 fs and 15 ps. The linearly polarized and collimated laser beam with a diameter of 3.4 mm (FWHM) is shaped by a Holoeye SLM (Berlin, Germany) with a resolution of 1920 × 1080 pixels with a pixel pitch of 8 µm (Pluto 2, NIR-015-D, Berlin, Germany) in combination with a 170° precision axicon from Eksma Optics (Vilnius, Lithuania) and different lenses to complete the optical setup. After reflecting the laser beam from the SLM, the first lens (f = 100 mm) is placed 200 mm behind the SLM to image its phase pattern onto the following axicon. Behind the axicon, the resulting Bessel beam is imaged using a 4f-setup with two lenses with f = 100 mm and f = 50 mm into the focal plane. By superimposing the phase pattern of the SLM and the imaged Bessel beam, a multi-Bessel beam results in the focus of lens 3. To image the intensity distribution, a camera (IDS UI-1490SE-M-GL, Farnham, UK) is used, which is replaced by a workpiece in order to conduct experimental drilling applications.
The optical setup shown in
Figure 1 allows for the adjustment of the separation of a multi-spot beam profile using the SLM with different beam splitter patterns and the generation of multi-Bessel beams with the included axicon. As stated before, the generation of Bessel beams only using an SLM leads to very long intensity profiles, while this setup combines short Bessel beams generated by the used axicon with the flexibility regarding the beam-splitting possibilities of the SLM.
3. Simulation
To simulate parameters such as the spot separation and the axicon angle, Virtual Lab from LightTrans International GmbH (Jena, Germany) is used. The simulation results in
Figure 2 show an optical system that generates multi-Bessel beams with the described combination of a spatial light modulator and an axicon. The input beam is defined as 3.4 mm in diameter (1/e²) with a Gaussian shape, which is directed onto the SLM. The phase pattern shown in
Figure 2a is a computer-generated hologram (CGH), which is calculated with an iterative Fourier transform algorithm with a spot separation of 1 mm for a focal length of 100 mm. Thus, at the focal plane between lens 1 and the following axicon,
Figure 2b shows a 2 × 2 regular beam splitter with Gaussian-shaped spots and a separation of 1 mm. As a result of the superposition of the phase pattern, in 30 mm distance from the axicon, a multiplied Bessel beam with a separation of 200 µm is shown in
Figure 2c. Through the following two lenses, the beam profile is imaged into the focal plane with a separation of 1 mm, where material processing is possible (
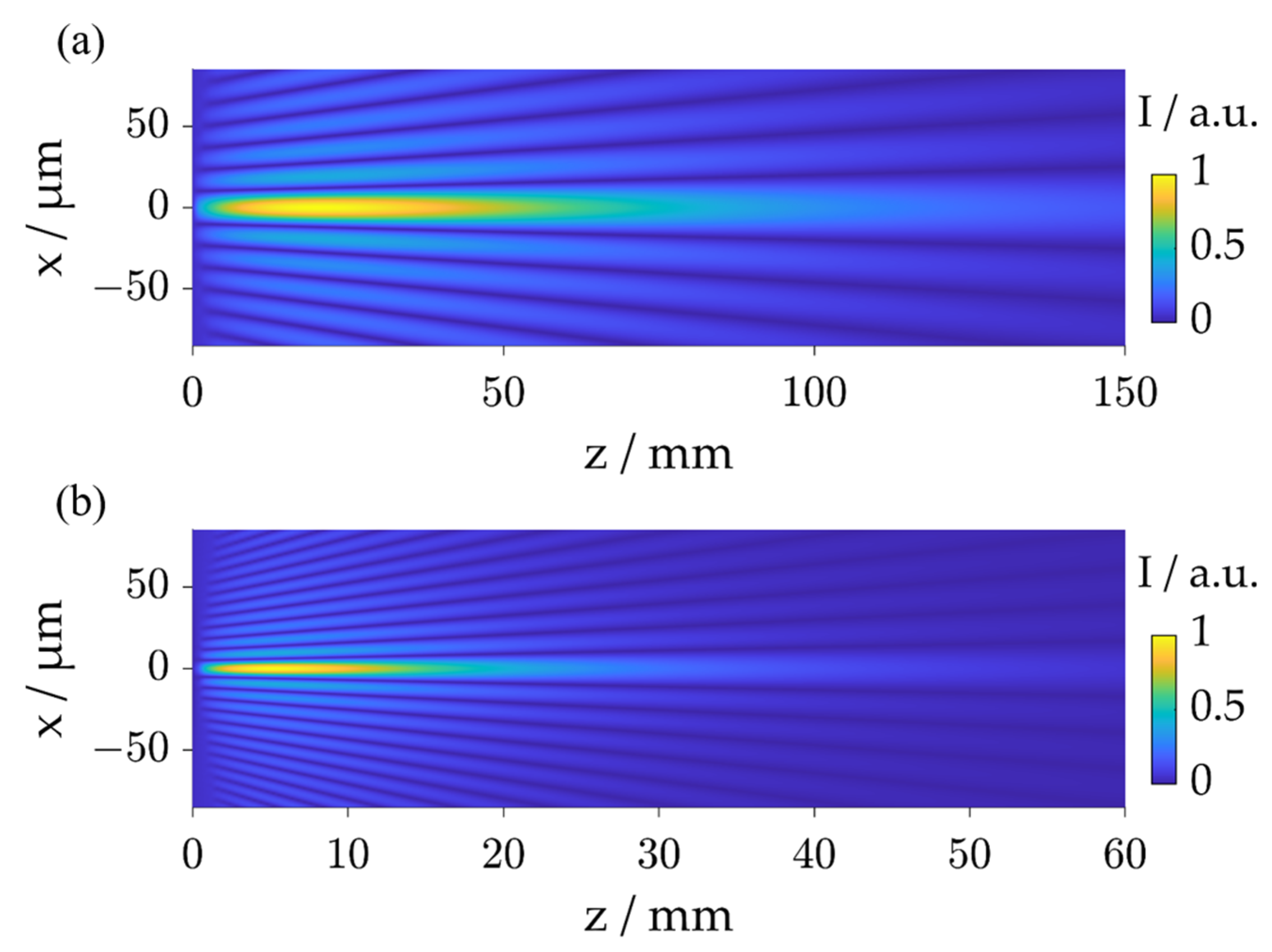
Figure 2d). Furthermore, the intensity distribution along the propagation direction of the single Bessel beam was simulated. The beam profiles shown in
Figure 3 were obtained by detecting the intensity in the cross-section at different Z propagations: (a) shows the intensity distribution of the beam directly after the axicon with a length of 68.8 mm (FWHM) for a single Bessel beam, while the SLM is treated as a mirror. After a propagation of z = 21 mm, the Bessel beam reaches its maximum intensity and has a core diameter of 15.3 µm (FWHM). The ring-shaped secondary maxima that are typical for Bessel beams can also be seen, which move away from the center of the beam profile with increasing propagation, due to the divergent input beam of the axicon. Through lenses two and three, the beam is imaged according to the focal lengths of the lenses in the ratio 2 to 1. As can be seen in
Figure 3b, the diameter at the point of maximum intensity, which is reached at a propagation length of z = 5.2 mm, is halved to 7.6 µm (FWHM). Due to the special propagation properties of Bessel beams, the imaging ratio of 2:1 has a quadratic effect on the length of the intensity distribution [
30]. The length of the Bessel beam is thus 17.5 mm. In addition, the ring-shaped side maxima behave accordingly, whereby a higher number can be seen by imaging in the same cross-sectional area.
While for the simulation results in
Figure 3, the SLM was used only as a mirror, with respect to an exemplifying application in material processing, a binary-blazed grating is now applied to create a 2 × 1 beam splitter on the SLM. The binary-blazed grating has a periodical length of 16 pixels. In
Figure 4, beam profiles are shown with the generated multi-Bessel beam at different propagation positions in 4 mm steps from 5 mm to 17 mm. For better visualization, the beam profiles shown in
Figure 4 are normalized. As can be seen, the two generated Bessel beams distribute symmetrically, moving away from the center of the beam profile with continuous propagation. While the distance between the beams in the 5 mm position is 53 µm and increases to 182 µm at a propagation distance of 17 mm, showing that the two beams are arranged at an angle of 0.62° in relation to the propagation axis. It can also be seen that the Bessel beams are surrounded by diffraction patterns, which also separate with increasing propagation. However, it is obvious that the two Bessel beams have the same intensity in the simulation, which predicts the ideal position of the components.
4. Experimental Results
As illustrated in
Figure 1, based on the simulation results, the optical setup is transferred to an optical breadboard to realize module integration into an existing ultrashort pulsed laser machine. To evaluate the optical simulation, the imaged workpiece was replaced by a camera, a neutral density filter with a transmission of 1% and a re-imaging lens setup for the detection of the lateral intensity profiles, which can be moved precisely along the propagation of the laser beam due to the installed axis with a length of 60 mm. For precise imaging of the experimentally generated Bessel beam, the camera is moved in steps of 250 µm by a motorized axis. For the single Bessel beam, the sequence of intensity distributions recorded in this way is shown in
Figure 5. Due to the experimental measurements by a camera and the approach of different z positions in 250 µm steps, a lower resolution results in the diagram shown compared to the simulation. Due to the sequencing of the recorded beam profiles, pixel-wise positional errors occur, causing the intensity distribution in the propagation to exhibit slight fluctuations. Nevertheless,
Figure 5 highlights that the intensity distribution of the experimentally generated Bessel beam corresponds to the simulation and has a length of about 16 mm with a diameter of 6.4 µm at the peak of the highest intensity. The intensity maximum is approximately beyond a propagation length of 6 mm. In general, it can be stated that the beam-shaping results correspond well to the simulated results, apart from minor error influences.
In addition, we measured the multi-Bessel beam profiles at different positions behind lens 3 with an IDS camera in accordance with
Figure 4. As shown in
Figure 6 the Gaussian input beam with a diameter of 3.4 mm results in a 2 × 1 multi-beam with 88 µm separation, 5 mm behind lens 3. As already shown in the simulation, the Bessel beams deviate from a parallel course to the propagation axis so that they reach a separation of 258 µm after 17 mm propagation. The resulting angle is 0.81°, which is 0.2° larger than in the simulation. It can also be seen that the two Bessel beams are not identical, but they have slightly different intensities, which is particularly evident in the 5 mm and 13 mm positions. This may result from a slight misalignment and non-ideal optical components.
In both the simulation and the experimental setup, diffraction effects occur due to the superposition of the SLM phase pattern and the axicon. Additionally, Orlov et al. [
22] reported these interferences for beams with smaller separations. For example, a 2 × 1 Bessel beam profile with a separation of about 800 µm shows strong interference patterns, whereas with a double-sized separation, no interferences can be detected. Another effect is the visibility of the zeroth order in the center of the beam profile, which does not occur in the simulation results because an ideal diffraction element is used.
5. Drilling Study
To exemplify and initially demonstrate the experimental applicability of the multi-Bessel beam, a drilling study is performed on 5 µm-thin aluminum foils. The maximum average power of 10 W at a repetition rate of 50 kHz and a pulse duration of 220 fs was used to generate the drill holes. To achieve better drilling results in terms of the heat effects, a pulse divider of five was used. Due to power losses in the numerous optical elements as well as the SLM, the measured power in the machining plane is 7 W. During the study, the number of pulses varied between 200 and 200,000. For the analysis of the six boreholes drilled with the 2 × 1 Bessel beam per parameter, the diameter of the boreholes was measured by two perpendicular lines and the averages were calculated from them. The output diameter is shown in
Figure 7a for the different pulse numbers.
The first holes where the backside of the material is breached can be seen after about 500 pulses, although the holes are still very deformed and thus have a low roundness, as is visible in
Figure 7b. This circumstance is commonly observed for drilling non-transparent materials using Bessel beams and is already known from other publications [
18,
19,
31]. The initial diameter increases as a result of a higher pulse number of 2000 pulses to a maximum of approx. 5 µm, whereby the roundness of the holes increases significantly, as can be seen in
Figure 7c. A further increase in the number of pulses leads to a stagnation of the initial diameter. The diameter of the drilled holes is about 5 µm, starting from a pulse number of 2000 with a measured diameter of the beam profile of 6.4 µm (FWHM) at the intensity maximum, according to
Figure 5.
It is also evident that the diameter of borehole 2 in the boundary region of the breakthrough is slightly larger than that of borehole 1, indicating a slightly higher fluence in this Bessel beam. This may be due to a small misalignment in the beam path. However, the diameters converge significantly ay about 2000 pulses and vary for increasing pulse numbers in the same range.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






