
Effect of Various Types of Sugar Binder on the Physical Properties of Gum Powders Prepared via Fluidized-Bed Agglomeration

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. FBA Process
2.3. Particle Size Distribution (PSD) Measurements
2.4. Capillary Viscosity (ηc) Measurements of the Sugar Solutions
2.5. Flowability and Cohesiveness Measurements
2.6. Particle Density (ρparticle) and Porosity (ε) Measurements
2.7. Powder Dispersibility
2.8. Scanning Electron Microscopy (SEM)
2.9. Color Analysis
2.10. Statistical Analysis
3. Results and Discussion
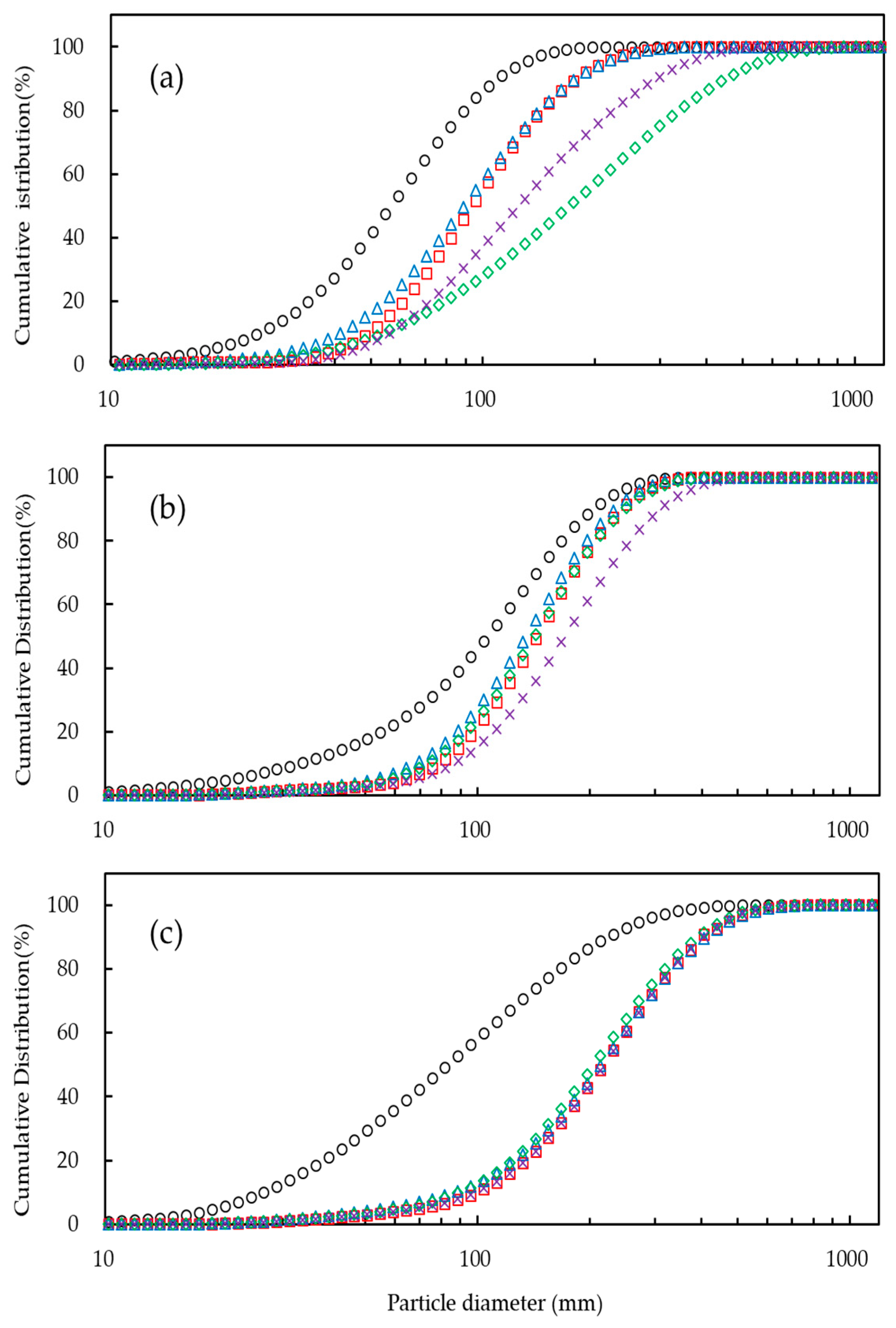
3.1. Particle Size Distribution (PSD) and Particle Diameter
3.2. Flowability, Cohesiveness, and Porosity (ε)
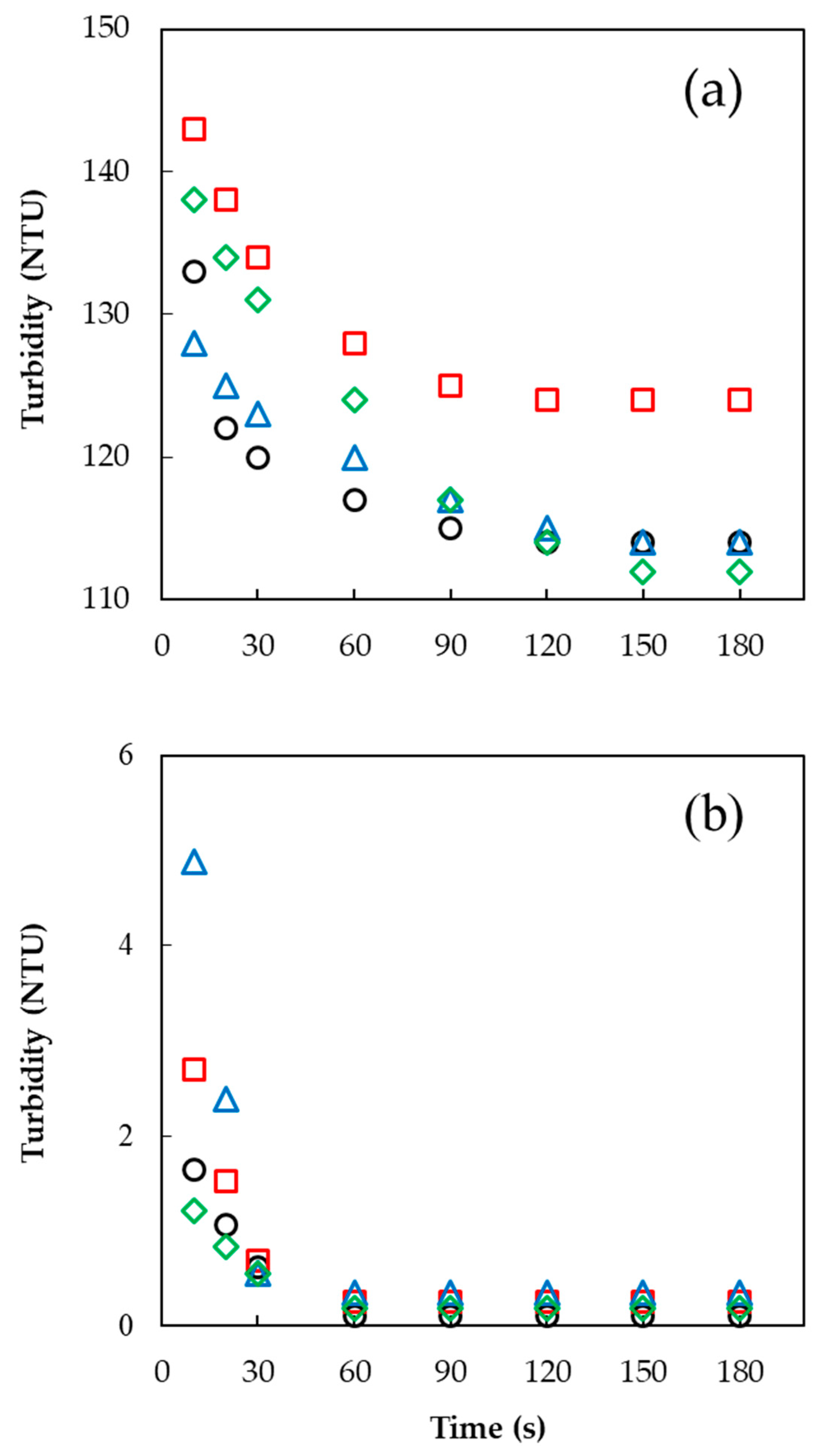
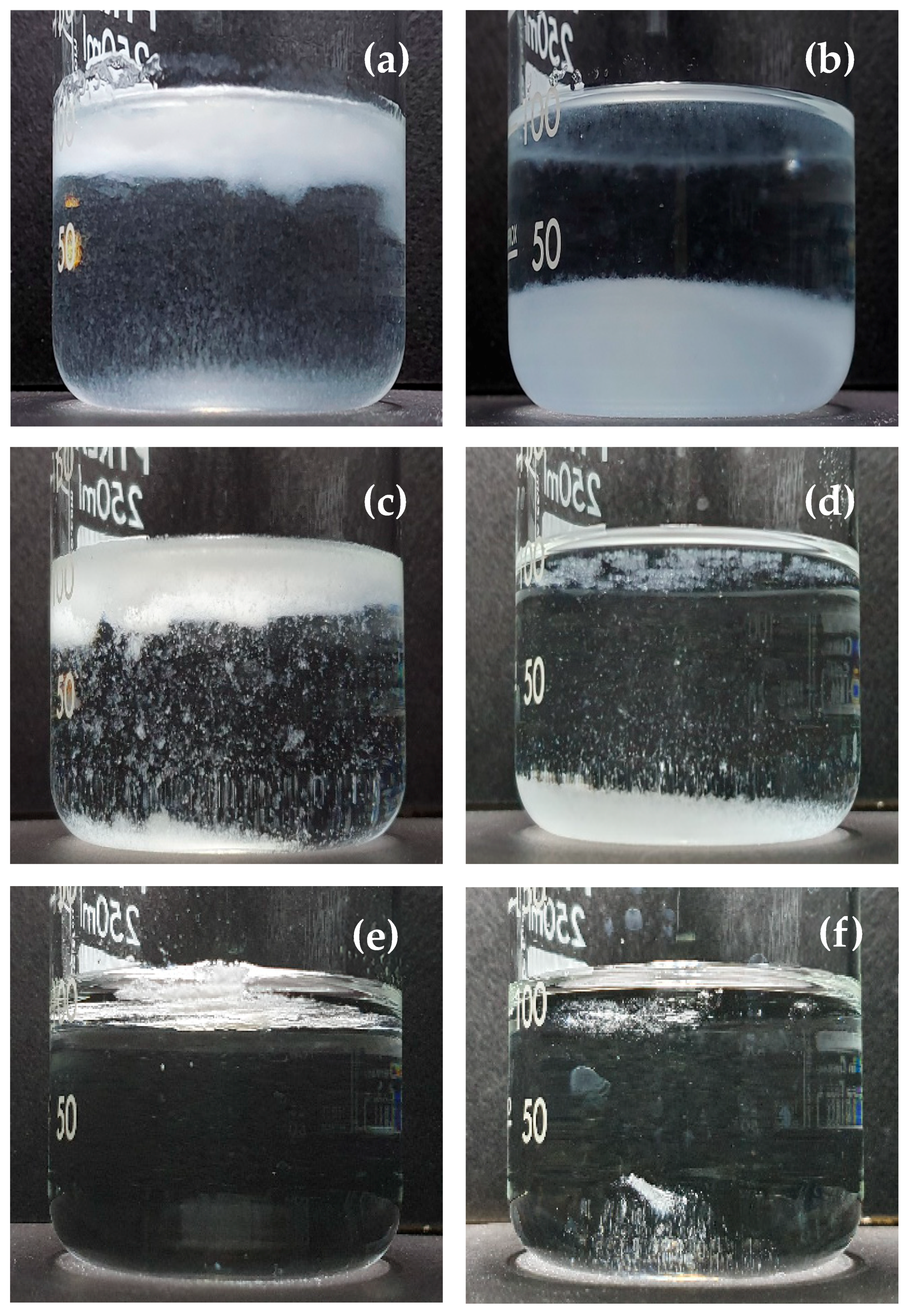
3.3. Powder Dispersibility
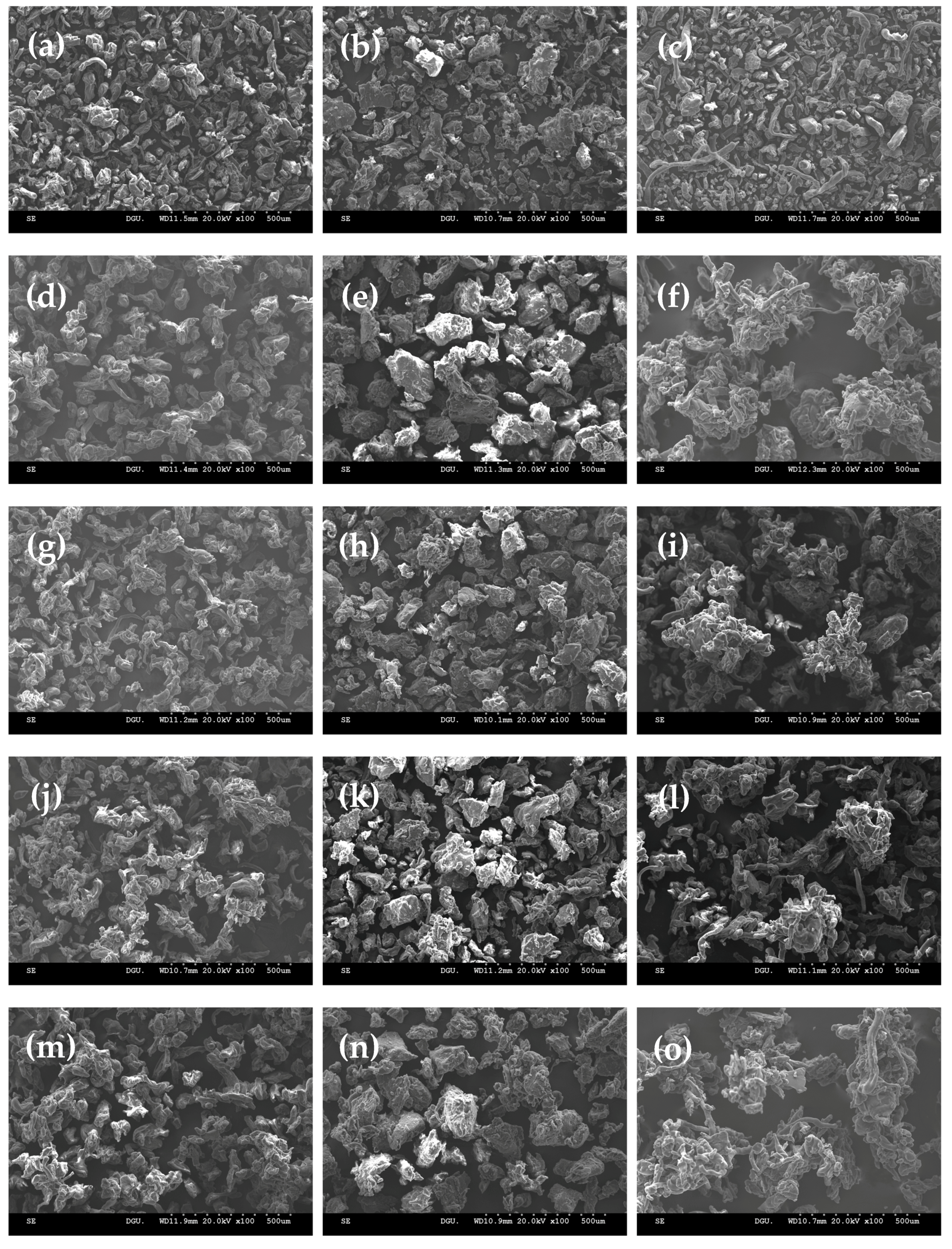
3.4. Morphology
3.5. Colorimetric Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Higashitani, K.; Makino, H.; Matsusaka, S. Power Technology Handbook, 4th ed.; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Smith, P.G. Introduction to Food Process Engineering, 2nd ed.; Springer: New York, NY, USA, 2011. [Google Scholar]
- Barbosa-Canova, G.; Ortega-Rivas, E.; Juliano, P. Food Powders-Physical Properties, Processing, and Functionality; Kluwer Academic/Plenum Publishers: New York, NY, USA, 2005. [Google Scholar]
- Lee, H.; Yoo, B. Agglomeration of galactomannan gum powders: Physical, rheological, and structural characterizations. Carbohydr. Polym. 2021, 256, 117599. [Google Scholar] [CrossRef] [PubMed]
- Jeong, G.; Bak, J.; Yoo, B. Physical and rheological properties of xanthan gum agglomerated in fluidized bed: Effect of HPMC as a binder. Int. J. Biol. Macromol. 2019, 121, 424–428. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Yoo, B. Agglomerated xanthan gum powder used as a food thickener: Effect of sugar binders on physical, microstructural, and rheological properties. Powder Technol. 2020, 362, 301–306. [Google Scholar] [CrossRef]
- Park, J.; Yoo, B. Particle agglomeration of gum mixture thickeners used for dysphagia diets. J. Food Eng. 2020, 279, 109958. [Google Scholar] [CrossRef]
- Ji, J.; Cronin, K.; Fitzpatrick, J.; Fenelon, M.; Miao, S. Effects of fluid bed agglomeration on the structure modification and reconstitution behaviour of milk protein isolate powders. J. Food Eng. 2015, 167, 175–182. [Google Scholar] [CrossRef]
- Srivastava, S.; Mishra, G. Fluid bed technology: Overview and parameters for process selection. Int. J. Pharm. Sci. Drug Res. 2010, 2, 236–246. [Google Scholar]
- Atalar, I.; Yazici, F. Effect of different binders on reconstitution behaviors and physical, structural, and morphological properties of fluidized bed agglomerated yoghurt powder. Dry Technol. 2019, 37, 1656–1664. [Google Scholar] [CrossRef]
- Kim, Y.H.; Kim, S.G.; Yoo, B. Effect of maltodextrin on physical properties of granulated xanthan gum prepared by fluidized-bed granulator. Int. J. Food Eng. 2017, 13. [Google Scholar] [CrossRef]
- Morkhade, D.M. Comparative impact of different binder addition methods, binders and diluents on resulting granule and tablet attributes via high shear wet granulation. Powder Technol. 2017, 320, 114–124. [Google Scholar] [CrossRef]
- Rajniak, P.; Mancinelli, C.; Chern, R.; Stepanek, F.; Farber, L.; Hill, B. Experimental study of wet granulation in fluidized bed: Impact of the binder properties on the granule morphology. Int. J. Pharm. 2007, 334, 92–102. [Google Scholar] [CrossRef]
- Hoefler, A.C. Hydrocolloids; Eagan Press: Minnesota, MN, USA, 2004. [Google Scholar]
- Seo, C.W.; Yoo, B. Steady and dynamic shear rheological properties of gum-based food thickeners used for diet modification of patients with dysphagia: Effect of concentration. Dysphagia 2013, 28, 205–211. [Google Scholar] [CrossRef]
- Wei, Y.; Guo, Y.; Li, R.; Ma, A.; Zhang, H. Rheological characterization of polysaccharide thickeners oriented for dysphagia management: Carboxymethylated curdlan, konjac glucomannan and their mixtures compared to xanthan gum. Food Hydrocoll. 2021, 110, 106198. [Google Scholar] [CrossRef]
- Bak, J.H.; Yoo, B. Intrinsic viscosity of binary gum mixtures with xanthan gum and guar gum: Effect of NaCl, sucrose, and pH. Int. J. Biol. Macromol. 2018, 111, 77–81. [Google Scholar] [CrossRef] [PubMed]
- Hausner, H.H. Friction conditions in a mass of metal powder. Int. J. Powder Metall. 1967, 13, 7–13. [Google Scholar]
- Carr, R.L., Jr. Evaluating flow properties of solids. Chem. Eng. 1965, 72, 163–168. [Google Scholar]
- Johansen, A.; Schæfer, T. Effects of interactions between powder particle size and binder viscosity on agglomerate growth mechanisms in a high shear mixer. Eur. J. Pharm Sci. 2001, 12, 297–309. [Google Scholar] [CrossRef]
- Mangwandi, C.; Adams, M.J.; Hounslow, M.J.; Salman, A.D. Effect of impeller speed on mechanical and dissolution properties of high-shear granules. Chem. Eng. J. 2010, 164, 305–315. [Google Scholar] [CrossRef]
- Jinapong, N.; Suphantharika, M.; Jamnong, P. Production of instant soymilk powders by ultrafiltration, spray drying and fluidized bed agglomeration. J. Food Eng. 2008, 84, 194–205. [Google Scholar] [CrossRef]
- Rayo, L.M.; Carvalho, L.C.; Sardá, F.A.; Dacanal, G.C.; Menezes, E.W.; Tadini, C.C. Production of instant green banana flour (Musa cavendischii, var. Nanicao) by a pulsed-fluidized bed agglomeration. LWT 2015, 63, 461–469. [Google Scholar] [CrossRef] [Green Version]
- Avilés-Avilés, C.; Dumoulin, E.; Turchiuli, C. Fluidised bed agglomeration of particles with different glass transition temperatures. Powder Technol. 2015, 270, 445–452. [Google Scholar] [CrossRef]
- Hirata, T.A.M.; Dacanal, G.C.; Menegalli, F.C. Effect of operational conditions on the properties of pectin powder agglomerated in pulsed fluid bed. Powder Technol. 2013, 245, 174–181. [Google Scholar] [CrossRef]
- Da Silva, D.F.; Ahrné, L.; Ipsen, R.; Hougaard, A.B. Casein-Based Powders: Characteristics and Rehydration Properties. Compr. Rev. Food Sci. Food Saf. 2018, 17, 240–254. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gaiani, C.; Schuck, P.; Scher, J.; Desobry, S.; Banon, S. Dairy powder rehydration: Influence of protein state, incorporation mode, and agglomeration. J. Dairy Sci. 2007, 90, 570–581. [Google Scholar] [CrossRef]
- Cunha, R.L.; Maialle, K.G.; Menegalli, F.C. Evaluation of the drying process in spouted bed and spout fluidized of xanthan gum: Focus on product quality. Powder Technol. 2000, 107, 234–242. [Google Scholar] [CrossRef]
- Sakhare, S.D.; Inamdar, A.A.; Soumya, C.; Indrani, D.; Rao, G.V. Effect of flour particle size on microstructural, rheological and physico-sensory characteristics of bread and south Indian parotta. J. Food Sci. Technol. 2014, 51, 4108–4113. [Google Scholar] [CrossRef] [PubMed] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gum Powder Type | Binder Type | D10 (μm) | D50 (μm) | D90 (μm) | Span |
|---|---|---|---|---|---|
| Fine GG | 25.0 ± 0.1 e | 56.7 ± 0.1 e | 108.9 ± 0.5 d | 1.48 ± 0.01 d | |
| GG agglomerate | Glucose | 49.4 ± 0.1 c | 93.9 ± 0.1 c (39) | 179.4 ± 0.3 c | 1.39 ± 2·10−3 e |
| Sucrose | 41.6 ± 0.1 d | 89.5 ± 0.4 d (58) | 179.4 ± 1.1 c | 1.54 ± 5·10−3 c | |
| Lactose | 53.7 ± 0.4 b | 169.8 ± 0.4 a (200) | 445.7 ± 1.4 a | 2.31 ± 0.01 a | |
| Sorbitol | 56.3 ± 0.5 a | 124.4 ± 0.4 b (117) | 293.0 ± 1.2 b | 1.90 ± 0.01 b | |
| Fine LBG | 33.1 ± 0.1 e | 106.3 ± 0.1 d | 203.1 ± 0.1 e | 1.60 ± 1·10−3 a | |
| LBG agglomerate | Glucose | 78.7 ± 0.3 b | 143.3 ± 0.4 b (35) | 238.1 ± 0.1 c | 1.11 ± 3·10−3 d |
| Sucrose | 68.5 ± 0.1 d | 135.0 ± 0.2 c (27) | 233.2 ± 0.2 d | 1.22 ± 2·10−3 c | |
| Lactose | 73.4 ± 0.3 c | 142.0 ± 0.7 b (34) | 246.9 ± 0.9 b | 1.22 ± 0.01 c | |
| Sorbitol | 86.4 ± 0.3 a | 170.5 ± 0.3 a (61) | 310.8 ± 0.9 a | 1.32 ± 4·10−3 b | |
| Fine CMC | 26.6 ± 0.1 d | 82.5 ± 0.1 d | 222.2 ± 0.6 d | 2.37 ± 5·10−3 a | |
| CMC agglomerate | Glucose | 99.7 ± 0.5 a | 217.5 ± 1.2 a (163) | 400.4 ± 0.1 b | 1.38 ± 0.01 d |
| Sucrose | 87.3 ± 0.2 c | 215.7 ± 0.6 b (159) | 408.4 ± 1.2 a | 1.50 ± 0.01 b | |
| Lactose | 90.2 ± 0.5 b | 206.6 ± 1.5 c (151) | 391.6 ± 1.9 c | 1.46 ± 4·10−3 c | |
| Sorbitol | 99.0 ± 0.3 a | 218.3 ± 0.7 a (164) | 400.2 ± 0.9 b | 1.38 ± 5·10−3 d |
| Binder Type | ηc (mPa·s) |
|---|---|
| Glucose | 1.161 ± 0.001 c |
| Sucrose | 1.182 ± 1·10−4 b |
| Lactose | 1.186 ± 1·10−4 a |
| Sorbitol | 1.154 ± 0.001 d |
| Gum Powder Type | Binder Type | ρbulk (g/cm3) | ρtapped (g/cm3) | Porosity (%) | CI (%) | HR (-) |
|---|---|---|---|---|---|---|
| Fine GG | 0.58 ± 1·10−3 a | 0.71 ± 0.01 a | 57.2 ± 0.1 d | 19.0 ± 1·10−3 b | 1.23 ± 1·10−3 b | |
| GG agglomerate | Glucose | 0.43 ± 1·10−3 b | 0.49 ± 1·10−3 b | 77.0 ± 2.9 a | 12.0 ± 1·10−3 e | 1.14 ± 1·10−3 e |
| Sucrose | 0.40 ± 0.01 c | 0.47 ± 1·10−3 c | 63.7 ± 2.7 c | 14.9 ± 0.4 c | 1.19 ± 0.01 c | |
| Lactose | 0.37 ± 1·10−3 d | 0.43 ± 0.01 d | 65.4 ± 1·10−3 c | 14.0 ± 0.4 d | 1.17 ± 0.01 d | |
| Sorbitol | 0.31 ± 0.01 e | 0.39 ± 0.01 e | 72.7 ± 1·10−3 b | 21.7 ± 0.6 a | 1.28 ± 1·10−3 a | |
| Fine LBG | 0.58 ± 0.01 a | 0.73 ± 0.01 a | 71.0 ± 1·10−3 e | 19.7 ± 0.6 a | 1.24 ± 0.01 a | |
| LBG agglomerate | Glucose | 0.50 ± 0.01 d | 0.59 ± 0.01 c | 88.3 ± 1·10−3 b | 7.7 ± 0.6 c | 1.09 ± 0.01 d |
| Sucrose | 0.52 ± 1·10−3 c | 0.57 ± 1·10−3 d | 88.6 ± 1·10−3 a | 9.5 ± 0.7 b | 1.11 ± 0.01 c | |
| Lactose | 0.54 ± 1·10−3 b | 0.60 ± 1·10−3 b | 82.0 ± 1·10−3 d | 10.0 ± 1·10−3 b | 1.11 ± 1·10−3 c | |
| Sorbitol | 0.42 ± 1·10−3 e | 0.52 ± 0.01 e | 84.7 ± 1·10−3 c | 18.5 ± 0.7 a | 1.23 ± 0.01 b | |
| Fine CMC | 0.57 ± 1·10−3 a | 0.77 ± 1·10−3 a | 48.4 ± 1·10−3 c | 26.7 ± 0.6 d | 1.36 ± 0.01 d | |
| CMC agglomerate | Glucose | 0.18 ± 1·10−3 c | 0.28 ± 1·10−3 c | 90.8 ± 1·10−3 a | 34.0 ± 1·10−3 c | 1.52 ± 1·10−3 c |
| Sucrose | 0.21 ± 1·10−3 b | 0.32 ± 1·10−3 b | 78.7 ± 1·10−3 b | 35.0 ± 1·10−3 b | 1.54 ± 1·10−3 b | |
| Lactose | 0.21 ± 1·10−3 b | 0.32 ± 1·10−3 b | 78.8 ± 1·10−3 b | 34.0 ± 1·10−3 c | 1.52 ± 1·10−3 c | |
| Sorbitol | 0.16 ± 1·10−3 d | 0.26 ± 1·10−3 d | 91.2 ± 1·10−3 a | 39.0 ± 1·10−3 a | 1.64 ± 1·10−3 a |
| Sample | Binder Type | L * | C * | ΔE * |
|---|---|---|---|---|
| Fine GG | 81.8 ± 0.1 c | 12.9 ± 1·10−3 c | - | |
| GG agglomerate | Glucose | 82.8 ± 1·10−3 a | 14.2 ± 0.1 a | 1.75 ± 0.03 b |
| Sucrose | 79.9 ± 0.1 d | 13.9 ± 1·10−3 b | 2.20 ± 0.06 a | |
| Lactose | 79.9 ± 0.1 d | 14.1 ± 1·10−3 a | 2.29 ± 0.06 a | |
| Sorbitol | 82.4 ± 1·10−3 b | 13.9 ± 1·10−3 b | 1.42 ± 0.06 c | |
| Fine LBG | 82.9 ± 0.1 a | 13.0 ± 0.1 c | - | |
| LBG agglomerate | Glucose | 82.5 ± 0.1 b | 14.6 ± 1·10−3 a | 1.76 ± 0.19 a |
| Sucrose | 82.7 ± 0.1 ab | 14.5 ± 1·10−3 ab | 1.64 ± 0.14 a | |
| Lactose | 82.8 ± 0.1 ab | 14.3 ± 1·10−3 b | 1.54 ± 0.13 a | |
| Sorbitol | 82.1 ± 0.1 c | 14.4 ± 0.1 ab | 1.72 ± 0.36 a | |
| Fine CMC | 88.3 ± 1·10−3 a | 10.4 ± 1·10−3 d | - | |
| CMC agglomerate | Glucose | 84.5 ± 0.2 b | 11.1 ± 1·10−3 b | 3.92 ± 0.21 b |
| Sucrose | 84.7 ± 0.2 b | 10.9 ± 1·10−3 c | 3.69 ± 0.21 b | |
| Lactose | 84.6 ± 1·10−3 b | 11.3 ± 1·10−3 a | 3.81 ± 1·10−3 b | |
| Sorbitol | 83.7 ± 1·10−3 c | 11.3 ± 0.1 a | 4.68 ± 0.01 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Min, G.; Roh, W.; Yoo, B. Effect of Various Types of Sugar Binder on the Physical Properties of Gum Powders Prepared via Fluidized-Bed Agglomeration. Foods 2021, 10, 1387. https://doi.org/10.3390/foods10061387
Lee D, Min G, Roh W, Yoo B. Effect of Various Types of Sugar Binder on the Physical Properties of Gum Powders Prepared via Fluidized-Bed Agglomeration. Foods. 2021; 10(6):1387. https://doi.org/10.3390/foods10061387
Chicago/Turabian StyleLee, Donghyeon, Gyeongeon Min, Wooseok Roh, and Byoungseung Yoo. 2021. "Effect of Various Types of Sugar Binder on the Physical Properties of Gum Powders Prepared via Fluidized-Bed Agglomeration" Foods 10, no. 6: 1387. https://doi.org/10.3390/foods10061387
APA StyleLee, D., Min, G., Roh, W., & Yoo, B. (2021). Effect of Various Types of Sugar Binder on the Physical Properties of Gum Powders Prepared via Fluidized-Bed Agglomeration. Foods, 10(6), 1387. https://doi.org/10.3390/foods10061387