
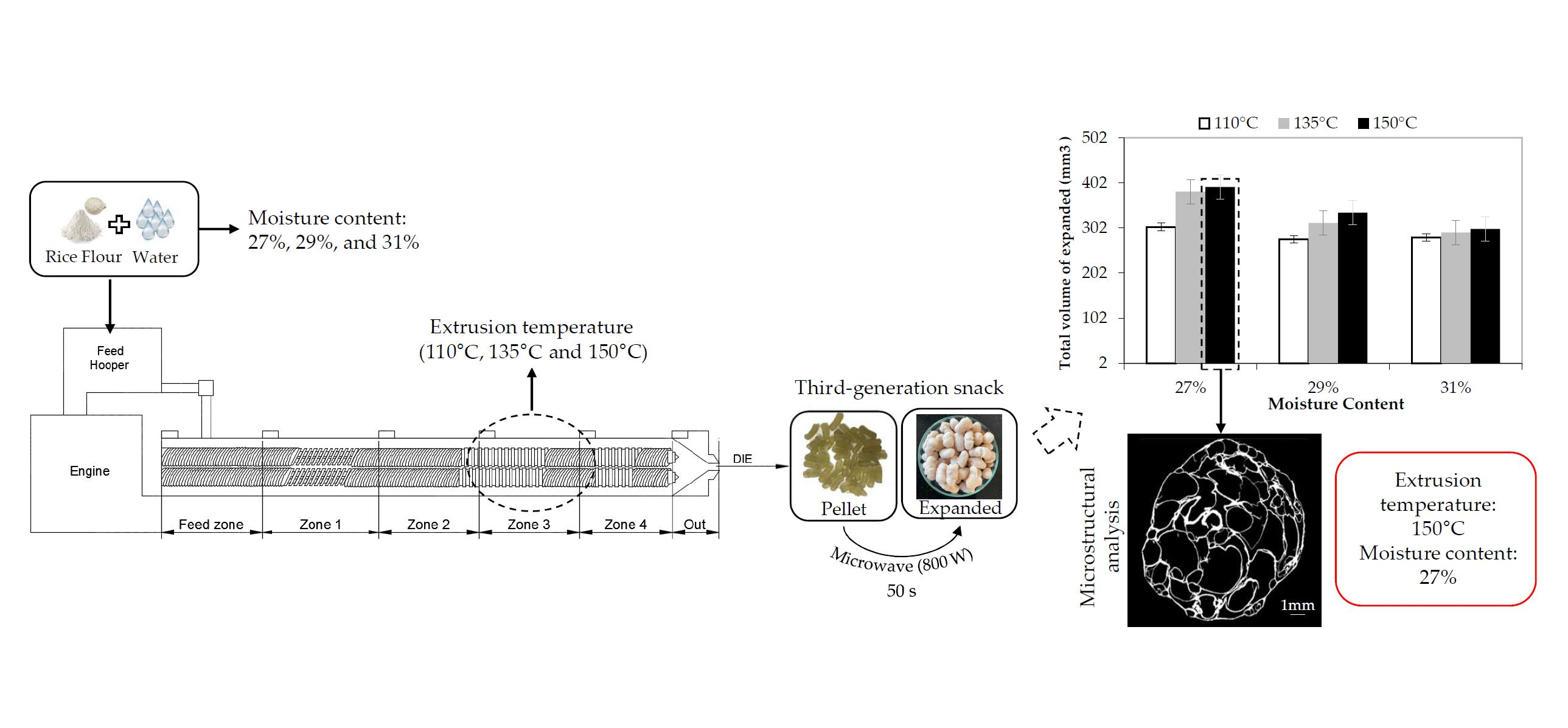
Effect of Extrusion Temperature and Feed Moisture Content on the Microstructural Properties of Rice-Flour Pellets and Their Impact on the Expanded Product


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Moisture Content
2.3. Rheological Behavior of the Samples
2.4. Extrusion Parameters
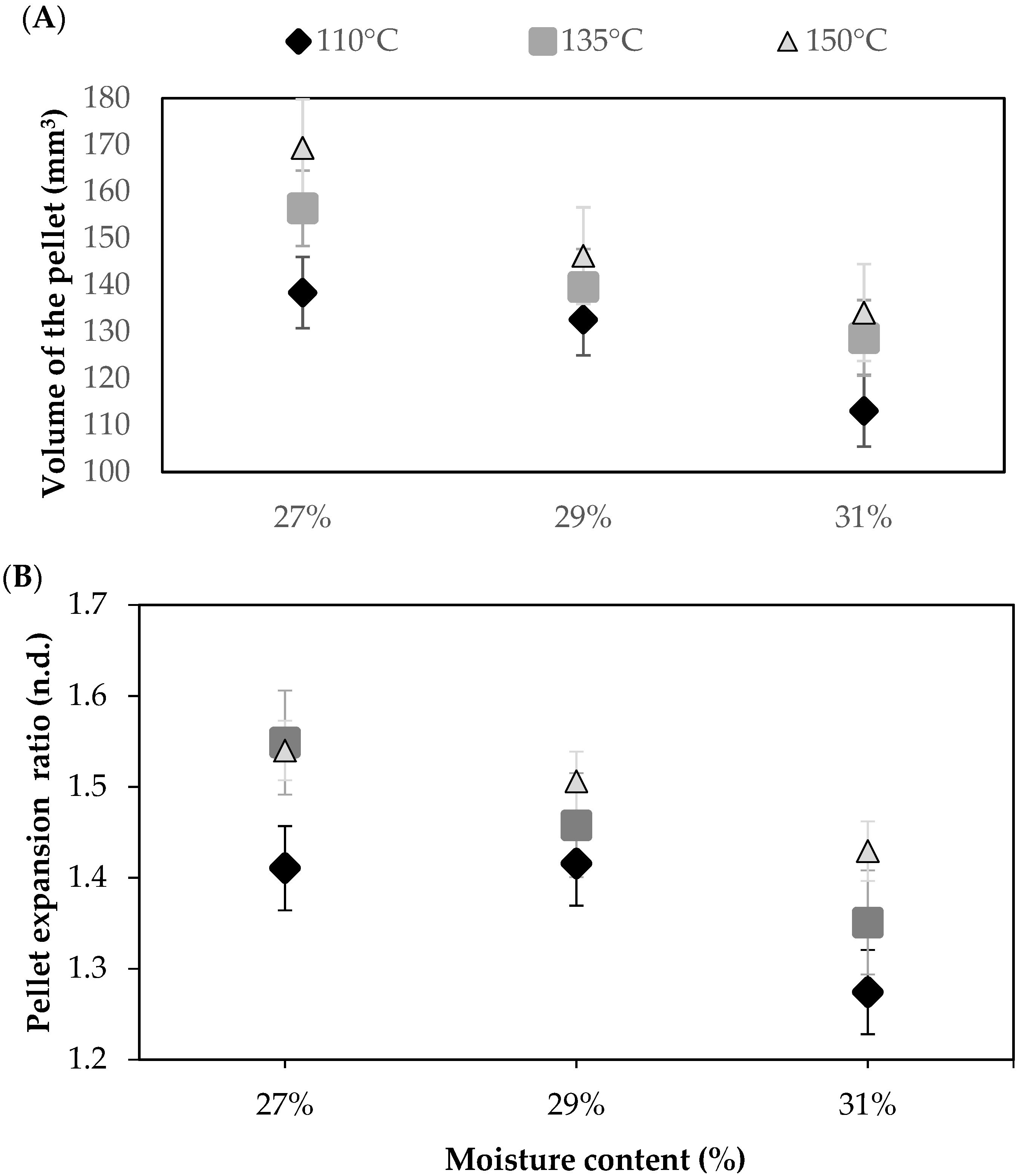
2.5. Texture and Expansion Ratio of the Pellet
2.6. Water Activity
2.7. Microwave Expansion Process
2.8. Texture of the Expanded Product
2.9. Microstructural Analysis Using Micro-CT
2.9.1. Image Acquisition and Reconstruction Process
2.9.2. Image Analysis
2.10. Statistical Analysis
3. Results and Discussion
3.1. Rheological Properties of the Feeding Mix
3.2. Relationship between Processing Conditions and the Extruded Pellets
3.3. Influence of Processing Conditions on Textural Properties of Pellets
3.4. Relationship between Processing Conditions, Pellets, and Expanded Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Harper, J.M. The Technology of Extrusion Cooking; Blackie Academic & Professional: London, UK, 1994; Volume 1, ISBN 9788578110796. [Google Scholar]
- Bryant, R.J.; Kadan, R.S.; Champagne, E.T.; Vinyard, B.T.; Boykin, D. Functional and digestive characteristics of extruded rice flour. Cereal Chem. 2001, 78, 131–137. [Google Scholar] [CrossRef]
- de Pinho Ferreira Guine, R.; Correia, P.M. Engineering Aspects of Cereal and Cereal-Based Products; CRC Press: Boca Raton, FL, USA, 2014; ISBN 9781439887035. [Google Scholar]
- Rahman, S.; Ahmed, J. Handbook of Food Process Design; Wiley-Blackwell: Hoboken, NJ, USA, 2012; ISBN 9781444398274. [Google Scholar]
- Tovar-Jiménez, X.; Aguilar-Palazuelos, E.; Gómez-Aldapa, C.A.; Caro-Corrales, J. Microstructure of a third generation snack manufactured by extrusion from potato starch and orange vesicle flour. J. Food Process. Technol. 2016, 7, 1–6. [Google Scholar] [CrossRef]
- Castellanos-Gallo, L.; Galicia-García, T.; Estrada-Moreno, I.; Mendoza-Duarte, M.; Márquez-Meléndez, R.; Portillo-Arroyo, B.; Soto-Figueroa, C.; Leal-Ramos, Y.; Sanchez-Aldana, D. Development of an Expanded Snack of Rice Starch Enriched with Amaranth by Extrusion Process. Molecules 2019, 24, 2430. [Google Scholar] [CrossRef] [Green Version]
- Ding, Q.-B.; Ainsworth, P.; Tucker, G.; Marson, H. The effect of extrusion conditions on the physicochemical properties and sensory characteristics of rice-based expanded snacks. J. Food Eng. 2005, 66, 283–289. [Google Scholar] [CrossRef]
- Panak Balentić, J.; Babić, J.; Jozinović, A.; Ačkar, Đ.; Miličević, B.; Muhamedbegović, B.; Šubarić, D. Production of third-generation snacks. Croat. J. Food Sci. Technol. 2018, 10, 98–105. [Google Scholar] [CrossRef] [Green Version]
- Kadan, R.S.; Pepperman, A.B. Physicochemical properties of starch in extruded rice flours. Cereal Chem. 2002, 79, 476–480. [Google Scholar] [CrossRef]
- Moreira, R.; Chenlo, F.; Torres, M.D. Rheology of gluten-free doughs from blends of chestnut and rice flours. Food Bioprocess Technol. 2013, 6, 1476–1485. [Google Scholar] [CrossRef]
- Sharma, C.; Singh, B.; Hussain, S.Z.; Sharma, S. Investigation of process and product parameters for physicochemical properties of rice and mung bean (Vigna radiata) flour based extruded snacks. J. Food Sci. Technol. 2017, 54, 1711–1720. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Riaz, M.N. Extruders in Food Applications; CRC Press: Boca Raton, FL, USA, 2000; 225p. [Google Scholar]
- Ruiz-Armenta, X.A.; de Jesús Zazueta-Morales, J.; Aguilar-Palazuelos, E.; Delgado-Nieblas, C.; López-Diaz, A.; Camacho-Hernández, I.L.; Gutiérrez-Dorado, R.; Martínez-Bustos, F. Effect of extrusion on the carotenoid content, physical and sensory properties of snacks added with bagasse of naranjita fruit: Optimization process. CyTA-J. Food 2017, 16, 172–180. [Google Scholar] [CrossRef] [Green Version]
- Delgado-Nieblas, C.; Aguilar-Palazuelos, E.; Gallegos-Infante, A.; Rocha-Guzmán, N.; Zazueta-Morales, J.; Caro-Corrales, J. Characterization and optimization of extrusion cooking for the manufacture of third-generation snacks with winter squash (Cucurbita moschata D.) flour. Cereal Chem. 2012, 89, 65–72. [Google Scholar] [CrossRef]
- Chanvrier, H.; Nordström Pillin, C.; Vandeputte, G.; Haiduc, A.; Leloup, V.; Gumy, J.C. Impact of extrusion parameters on the properties of rice products: A physicochemical and X-ray tomography study. Food Struct. 2015, 6, 29–40. [Google Scholar] [CrossRef]
- Philipp, C.; Oey, I.; Silcock, P.; Beck, S.M.; Buckow, R. Impact of protein content on physical and microstructural properties of extruded rice starch-pea protein snacks. J. Food Eng. 2017, 212, 165–173. [Google Scholar] [CrossRef]
- Maskan, M.; Altan, A. Advances in Food Extrusion Technology, 1st ed.; CRC Press: Boca Raton, FL, USA, 2011; ISBN 9788578110796. [Google Scholar]
- Steel, C.J.; Leoro, M.G.V.; Schmiele, M.; Ferreira, R.E.; Chang, Y.K. Thermoplastic extrusion in food processing. In Termoplastic Elastomers; El-Sonbati, A., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 265–290. ISBN 9789537619992. [Google Scholar]
- Guy, R. Extrusion Cooking: Technologies and Applications; Woodhead Publishing: Sawston, UK, 2001; ISBN 9788578110796. [Google Scholar]
- Karwe, M.V. Food Extrusion. In Food Engineering-Volume III; Barbosa-Cánovas, G.V., Ed.; EOLSS Publications: Abu Dhabi, United Arab Emirates, 2009; p. 534. [Google Scholar]
- Robin, F.; Dubois, C.; Pineau, N.; Schuchmann, H.P.; Palzer, S. Expansion mechanism of extruded foams supplemented with wheat bran. J. Food Eng. 2011, 107, 80–89. [Google Scholar] [CrossRef]
- Huber, G.R.; Rokey, G.J. Extruded Snacks. In Snack Food; Springer US: Boston, MA, USA, 1990; pp. 107–138. [Google Scholar]
- Moraru, C.I.; Kokini, J. Nucleation and expansion during extrusion and microwave heating of cereal foods. Compr. Rev. Food Sci. Food Saf. 2003, 2, 147–165. [Google Scholar] [CrossRef] [PubMed]
- Camacho-Hernández, I.L.; Zazueta-Morales, J.J.; Gallegos-Infante, J.A.; Aguilar-Palazuelos, E.; Rocha-Guzmán, N.E.; Navarro-Cortez, R.O.; Jacobo-Valenzuela, N.; Gómez-Aldapa, C.A. Effect of extrusion conditions on physicochemical characteristics and anthocyanin content of blue corn third-generation snacks. CyTA-J. Food 2014, 12, 320–330. [Google Scholar] [CrossRef]
- Tovar-Jiménez, X.; Caro-Corrales, J.; Gómez-Aldapa, C.A.; Zazueta-Morales, J.; Limón-Valenzuela, V.; Castro-Rosas, J.; Hernández-Ávila, J.; Aguilar-Palazuelos, E. Third generation snacks manufactured from orange by-products: Physicochemical and nutritional characterization. J. Food Sci. Technol. 2015, 52, 6607–6614. [Google Scholar] [CrossRef] [Green Version]
- Aguilar-Palazuelos, E.; de Jesús Zazueta-Morales, J.; Harumi, E.N.; Martínez-Bustos, F. Optimization of extrusion process for production of nutritious pellets. Food Sci. Technol. 2012, 32, 34–42. [Google Scholar] [CrossRef] [Green Version]
- Aguilera, J.M. Why food microstructure? J. Food Eng. 2005, 67, 3–11. [Google Scholar] [CrossRef]
- Parada, J.; Aguilera, J.M.; Brennan, C. Effect of guar gum content on some physical and nutritional properties of extruded products. J. Food Eng. 2011, 103, 324–332. [Google Scholar] [CrossRef]
- Babin, P.; Della Valle, G.; Dendievel, R.; Lourdin, D.; Salvo, L. X-ray tomography study of the cellular structure of extruded starches and its relations with expansion phenomenon and foam mechanical properties. Carbohydr. Polym. 2007, 68, 329–340. [Google Scholar] [CrossRef]
- Ahmed, J.; Almusallam, A.S.; Al-Salman, F.; AbdulRahman, M.H.; Al-Salem, E. Rheological properties of water insoluble date fiber incorporated wheat flour dough. LWT Food Sci. Technol. 2013, 51, 409–416. [Google Scholar] [CrossRef]
- Min, W.; Yi, L.; Lijun, W.; Dong, L. Effects of extrusion parameters on rheological properties, chromatism, protein solubility and microstructure of flaxseed-corn mixture Citation. Int. J. Agric. Biol. Eng. 2015, 8, 89–98. [Google Scholar] [CrossRef]
- Letang, C.; Piau, M.; Verdier, C. Characterization of wheat flour-water doughs. Part I: Rheometry and microstructure. J. Food Eng. 1999, 41, 121–132. [Google Scholar] [CrossRef]
- Keentok, M.; Newberry, M.P.; Gras, P.; Bekes, F.; Tanner, R.I. The rheology of bread dough made from four commercial flours. Rheol. Acta 2002, 41, 173–179. [Google Scholar] [CrossRef]
- Khan, R.M.; Mushtag, A.; Israr, A.; Nafees, A. Comparative study for melt flow index of different microstructure polyethylene. Pakistan J. Eng. Appl. Sci. 2015, 17, 39–45. [Google Scholar]
- Mertz, A.M.; Mix, A.W.; Baek, H.M.; Giacomin, A.J. Understanding Melt Index and ASTM D1238. J. Test. Eval. 2013, 41, 20120161. [Google Scholar] [CrossRef]
- Kormin, S.; Kormin, F.; Beg, H. Effect of plasticizer on physical and mechanical properties of ldpe/sago starch blend. J. Phys. Conf. Ser. 2019, 1150, 012032. [Google Scholar] [CrossRef]
- Kartika, A.I.; Pontalier, P.Y.; Rigal, L. Extraction of sunflower oil by twin screw extruder: Screw configuration and operating condition effects. Bioresour. Technol. 2006, 97, 2302–2310. [Google Scholar] [CrossRef]
- Kirby, A.R.; Ollett, A.-L.; Parker, R.; Smith, A.C. An experimental study of screw configuration effects in the twin-screw extrusion-cooking of maize grits. J. Food Eng. 1988, 8, 247–272. [Google Scholar] [CrossRef]
- Nabar, Y.; Narayan, R.; Schindler, M. Twin-screw extrusion production and characterization of starch foam products for use in cushioning and insulation applications. Polym. Eng. Sci. 2006, 46, 438–451. [Google Scholar] [CrossRef]
- Gulati, P.; Weier, S.A.; Santra, D.; Subbiah, J.; Rose, D.J. Effects of feed moisture and extruder screw speed and temperature on physical characteristics and antioxidant activity of extruded proso millet (Panicum miliaceum) flour. Int. J. Food Sci. Technol. 2016, 51, 114–122. [Google Scholar] [CrossRef]
- Ghumman, A.; Kaur, A.; Singh, N.; Singh, B. Effect of feed moisture and extrusion temperature on protein digestibility and extrusion behaviour of lentil and horsegram. LWT-Food Sci. Technol. 2016, 70, 349–357. [Google Scholar] [CrossRef]
- Boischot, C.; Moraru, C.I.; Kokini, J. Factors that influence the microwave expansion of glassy amylopectin extrudates. Cereal Chem. 2003, 80, 56–61. [Google Scholar] [CrossRef]
- Fleischman, E.F.; Kowalski, R.J.; Morris, C.F.; Nguyen, T.; Li, C.; Ganjyal, G.; Ross, C.F. Physical, textural, and antioxidant properties of extruded waxy wheat flour snack supplemented with several varieties of bran. J. Food Sci. 2016, 81, E2726–E2733. [Google Scholar] [CrossRef]
- Meng, X.; Threinen, D.; Hansen, M.; Driedger, D. Effects of extrusion conditions on system parameters and physical properties of a chickpea flour-based snack. Food Res. Int. 2010, 43, 650–658. [Google Scholar] [CrossRef]
- Robin, F.; Engmann, J.; Pineau, N.; Chanvrier, H.; Bovet, N.; Valle, G. Della Extrusion, structure and mechanical properties of complex starchy foams. J. Food Eng. 2010, 98, 19–27. [Google Scholar] [CrossRef]
- Contardo, I.; Bouchon, P. Enhancing Micro-CT methods to quantify oil content and porosity in starch-gluten matrices. J. Food Eng. 2018, 237, 154–161. [Google Scholar] [CrossRef]
- Gondek, E.; Jakubczyk, E.; Herremans, E.; Verlinden, B.; Hertog, M.; Vandendriessche, T.; Verboven, P.; Antoniuk, A.; Bongaers, E.; Estrade, P.; et al. Acoustic, mechanical and microstructural properties of extruded crisp bread. J. Cereal Sci. 2013, 58, 132–139. [Google Scholar] [CrossRef] [Green Version]
- Trater, A.M.; Alavi, S.; Rizvi, S.S.H. Use of non-invasive X-ray microtomography for characterizing microstructure of extruded biopolymer foams. Food Res. Int. 2005, 38, 709–719. [Google Scholar] [CrossRef]
- Bruker Introduction to Porosity Analysis—Method Note 59. Available online: www.brukersupport.com (accessed on 26 March 2020).
- Liu, Y.; Yu, Y.; Liu, C.; Regenstein, J.M.; Liu, X.; Zhou, P. Rheological and mechanical behavior of milk protein composite gel for extrusion-based 3D food printing. LWT 2019, 102, 338–346. [Google Scholar] [CrossRef]
- Kristiawan, M.; Della Valle, G.; Kansou, K.; Ndiaye, A.; Vergnes, B. Validation and use for product optimization of a phenomenological model of starch foods expansion by extrusion. J. Food Eng. 2019, 246, 160–178. [Google Scholar] [CrossRef]
- Dautant, F.J.; Simancas, K.; Sandoval, A.J.; Müller, A.J. Effect of temperature, moisture and lipid content on the rheological properties of rice flour. J. Food Eng. 2006, 78, 1159–1166. [Google Scholar] [CrossRef]
- Aguilera, J.M.; Lillford, P.J. Food Materials Science; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 0926-3373. [Google Scholar]
- Rolee, A.; LeMeste, M. Effect of moisture content on thermomechanical behavior of concentrated wheat starch-water preparations. Cereal Chem. 1999, 76, 452–458. [Google Scholar] [CrossRef]
- Kraus, S.; Enke, N.; Gaukel, V.; Schuchmann, H.P. Influence of degree of gelatinization on expansion of extruded, starch-based pellets during microwave vacuum processing. J. Food Process Eng. 2014, 37, 220–228. [Google Scholar] [CrossRef]
- Assifaoui, A.; Champion, D.; Chiotelli, E.; Verel, A. Rheological behaviour of biscuit dough in relation to water mobility. Int. J. Food Sci. Technol. 2006, 41, 124–128. [Google Scholar] [CrossRef]
- Dalbhagat, C.G.; Mahato, D.K.; Mishra, H.N. Effect of extrusion processing on physicochemical, functional and nutritional characteristics of rice and rice-based products: A review. Trends Food Sci. Technol. 2019, 85, 226–240. [Google Scholar] [CrossRef]
- Ditudompo, S.; Takhar, P.S.; Ganjyal, G.M.; Hanna, M.A. The effect of temperature and moisture on the mechanical properties of extruded cornstarch. J. Texture Stud. 2013, 44, 225–237. [Google Scholar] [CrossRef]
- Fitzgerald, M.A.; Martin, M.; Ward, R.M.; Park, W.D.; Shead, H.J. Viscosity of rice flour: A rheological and biological study. J. Agric. Food Chem. 2003, 51, 2295–2299. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the melt flow index be used to predict the success of fused deposition modelling of commercial poly (lactic acid) filaments into 3D printed materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Singha, P.; Muthukumarappan, K.; Krishnan, P. Influence of processing conditions on apparent viscosity and system parameters during extrusion of distiller’s dried grains-based snacks. Food Sci. Nutr. 2018, 6, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Cisneros, F.H.; Kokini, J. A generalized theory linking barrel fill length and air bubble entrapment during extrusion of starch. J. Food Eng. 2002, 51, 139–149. [Google Scholar] [CrossRef]
- Sandrin, R.; Caon, T.; Zibetti, A.W.; de Francisco, A. Effect of extrusion temperature and screw speed on properties of oat and rice flour extrudates. J. Sci. Food Agric. 2018, 98, 3427–3436. [Google Scholar] [CrossRef] [PubMed]
- Aguilar-Palazuelos, E.; de Jesús Zazueta-Morales, J.; Martínez-Bustos, F. Preparation of High-Quality Protein-Based Extruded Pellets Expanded by Microwave Oven. Cereal Chem. J. 2006, 83, 363–369. [Google Scholar] [CrossRef]
- Aguilera, J.M. Edible Structures: The Basic Science of What We Eat; CRC Press: Boca Raton, FL, USA, 2013; ISBN 9781439898918. [Google Scholar]
- Chung, H.J.; Lim, S.T. Physical aging of glassy normal and waxy rice starches: Thermal and mechanical characterization. Carbohydr. Polym. 2004, 57, 15–21. [Google Scholar] [CrossRef]
- Lee, E.Y.; Lim, K.I.; Lim, J.K.; Lim, S.T. Effects of gelatinization and moisture content of extruded starch pellets on morphology and physical properties of microwave-expanded products. Cereal Chem. 2000, 77, 769–773. [Google Scholar] [CrossRef]
- Chanvrier, H.; Jakubczyk, E.; Gondek, E.; Gumy, J.-C. Insights into the texture of extruded cereals: Structure and acoustic properties. Innov. Food Sci. Emerg. Technol. 2014, 24, 61–68. [Google Scholar] [CrossRef]
- Gimeno, E.; Moraru, C.I.; Kokini, J.L. Effect of xanthan gum and CMC on the structure and texture of corn flour pellets expanded by microwave heating. Cereal Chem. 2004, 81, 100–107. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Conditions | TVE/VP (n.d.) | Porosity (%) | Wall Thickness (μm) | Pore Size (μm) | Hardness (N) | |
|---|---|---|---|---|---|---|
| 110 °C | 27% | 2.3 ± 0.2 a | 79.4 ± 2.3 a | 97.1 ± 11.4 a | 808.7 ± 0.1 ab | 25.8 ± 3.1 a |
| 29% | 2.3 ± 0.3 a | 77.9 ± 4.6 a | 110.3 ± 37.2 a | 705.4 ± 0.2 a | 29.1 ± 3.8 a | |
| 31% | 2.6 ± 0.4 a | 83.5 ± 2.8 a | 76.5 ± 16.5 a | 722.3 ± 0.1 a | 23.0 ± 2.6 a | |
| 135 °C | 27% | 2.5 ± 0.2 a | 81.8 ± 2.3 a | 93.9 ± 12.2 a | 870.9 ± 0.1 b | 27.9 ± 2.8 a |
| 29% | 2.3 ± 0.2 a | 79.1 ± 3.6 a | 106.9 ± 21.0 a | 935.9 ± 0.1 b | 27.2 ± 3.7 a | |
| 31% | 2.6 ± 0.3 a | 80.6 ± 4.3 a | 81.1 ± 16.4 a | 694.4 ± 0.1 a | 24.7 ± 2.9 a | |
| 150 °C | 27% | 2.5 ± 0.2 a | 81.3 ± 1.8 a | 91.5 ± 9.3 a | 879.1 ± 0.1 ab | 27.8 ± 3.5 a |
| 29% | 2.4 ± 0.2 a | 79.2 ± 4.0 a | 101.7 ± 19.2 a | 982.7 ± 0.2 b | 25.9 ± 3.9 a | |
| 31% | 2.4 ± 0.2 a | 80.5 ± 3.3 a | 89.0 ± 16.6 a | 769.1 ± 0.1 a | 25.2 ± 2.8 a | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zambrano, Y.; Contardo, I.; Moreno, M.C.; Bouchon, P. Effect of Extrusion Temperature and Feed Moisture Content on the Microstructural Properties of Rice-Flour Pellets and Their Impact on the Expanded Product. Foods 2022, 11, 198. https://doi.org/10.3390/foods11020198
Zambrano Y, Contardo I, Moreno MC, Bouchon P. Effect of Extrusion Temperature and Feed Moisture Content on the Microstructural Properties of Rice-Flour Pellets and Their Impact on the Expanded Product. Foods. 2022; 11(2):198. https://doi.org/10.3390/foods11020198
Chicago/Turabian StyleZambrano, Yadira, Ingrid Contardo, María Carolina Moreno, and Pedro Bouchon. 2022. "Effect of Extrusion Temperature and Feed Moisture Content on the Microstructural Properties of Rice-Flour Pellets and Their Impact on the Expanded Product" Foods 11, no. 2: 198. https://doi.org/10.3390/foods11020198
APA StyleZambrano, Y., Contardo, I., Moreno, M. C., & Bouchon, P. (2022). Effect of Extrusion Temperature and Feed Moisture Content on the Microstructural Properties of Rice-Flour Pellets and Their Impact on the Expanded Product. Foods, 11(2), 198. https://doi.org/10.3390/foods11020198