

Effect of Combined Infrared Hot Air Drying on Yam Slices: Drying Kinetics, Energy Consumption, Microstructure, and Nutrient Composition


Abstract
:1. Introduction
- To investigate the effects of IR-HAD and HAD at various temperatures (50 °C, 55 °C, 60 °C, 65 °C, and 70 °C) on the drying process, unit energy consumption, color, rehydration rate, microstructure, and polysaccharide and allantoin content of yam slices.
- To calculate the effective moisture diffusion coefficient and drying activation energy during the drying process of yam slices and establish the corresponding mathematical models and verify them through experiments.
2. Materials and Methods
2.1. Materials
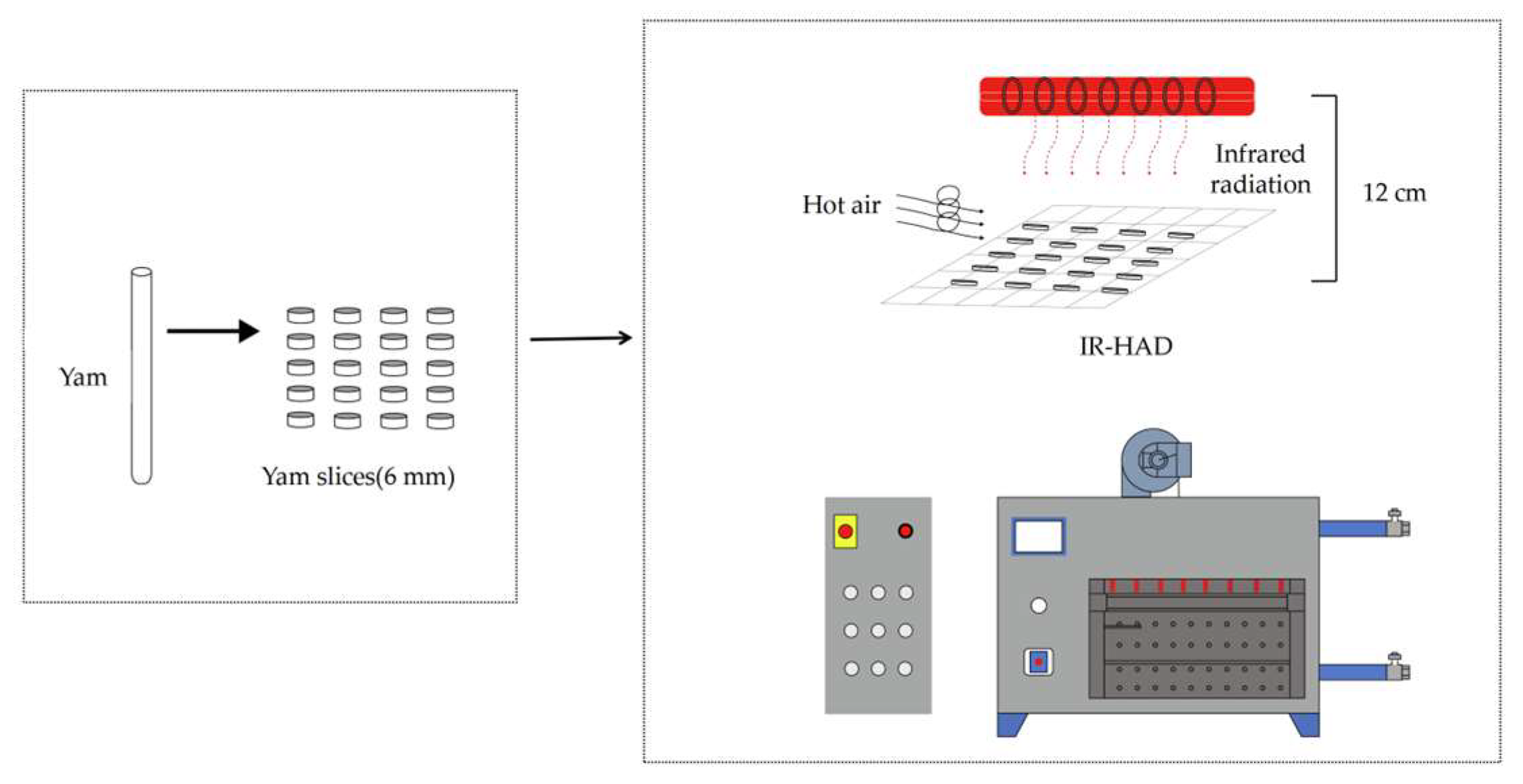
2.2. Test Method
2.3. Drying Characteristics
2.4. Moisture Diffusion Coefficient Effective
2.5. Drying Activation Energy
2.6. Unit Energy Consumption
2.7. Determination of Color and Luster
2.8. Determination of Rehydration Ratio
2.9. Microstructure
2.10. Polysaccharide Composition
2.11. The Presence of Allantoin
2.12. Comprehensive Analysis Using the Coefficient of Variation Method
2.13. Model of Thin Layer Drying
2.14. Statistical Analysis
3. Results and Analysis
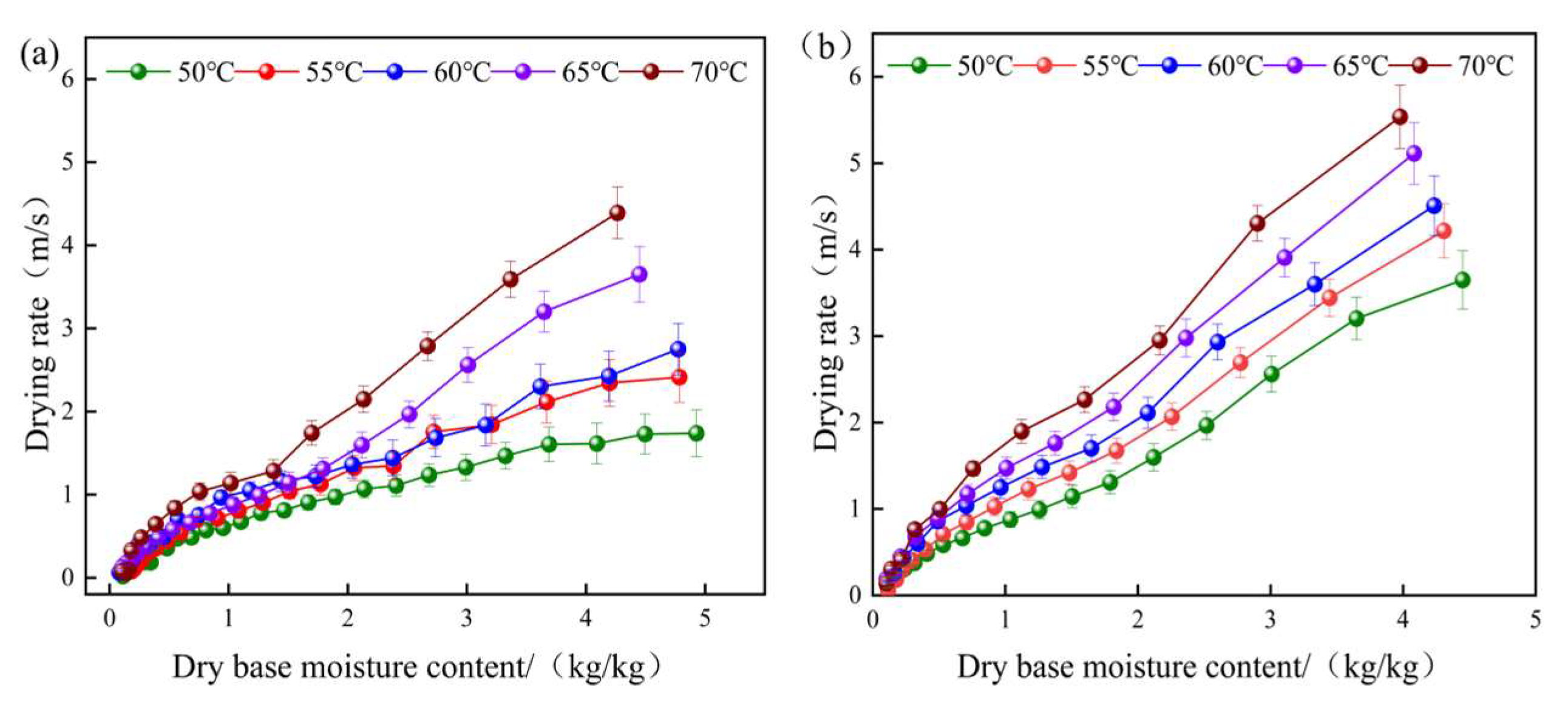
3.1. Drying Characteristics of Yam Slices
3.2. Effective Moisture Diffusion Coefficient
3.3. Yam Slice Activation Energy
3.4. Unit Energy Consumption
3.5. Color Evaluation
3.6. Rehydration Rate
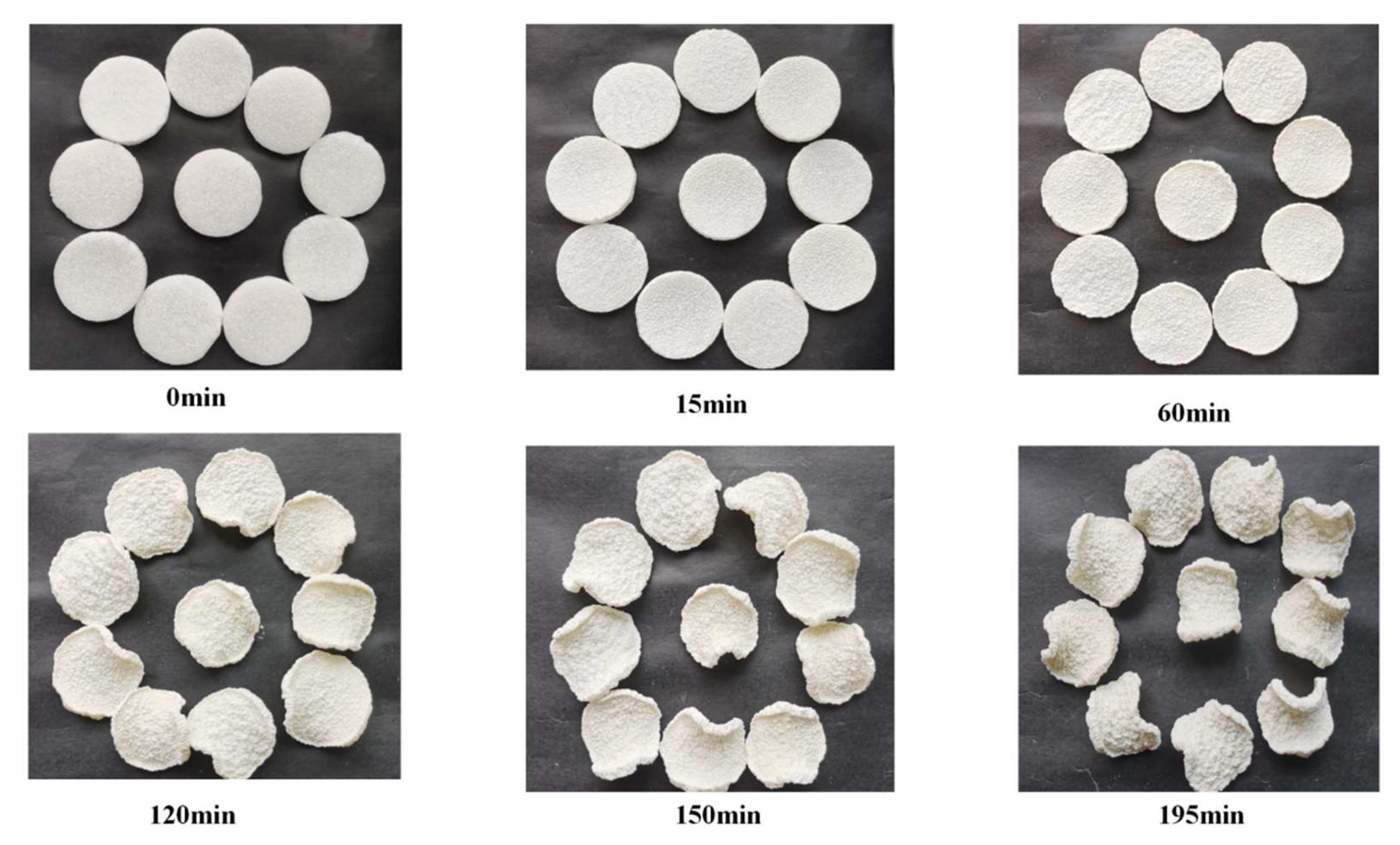
3.7. Microstructure
3.8. Polysaccharide Content
3.9. The Presence of Allantoin
3.10. Comprehensive Analysis Using the Coefficient of Variation Method
3.11. Drying Kinetic Curve of Yam Slices
4. Conclusions
- (1)
- Yam slices are progressively dried throughout the IR-HAD and HAD stages; there is no fixed constant temperature drying rate period, and temperature increases can encourage moisture transfer. At the same drying temperature, IR-HAD needed 31.25~38.1% less time than HAD, and the drying rate of IR-HAD was more than 1.56 times that of HAD.
- (2)
- The Deff of IR-HAD is higher than that of HAD at the same temperature, and it increases with temperature, with the Deff at 70 °C being more than 1.8 times that of 50 °C. IR-HAD has a lower activation energy of 26.35 kJ/mol than HAD, which has a higher activation energy of 32.53 kJ/mol.
- (3)
- The unit energy consumption of both drying processes increased initially and subsequently dropped as the temperature climbed. Furthermore, at the same temperature, HAD has a larger unit energy consumption than IR-HAD, more than 1.3 times higher.
- (4)
- As the drying temperature climbed, the color difference value grew, and the ΔE at 70 °C was more than 2.1 times that at 50 °C. The rehydration rate, microscopic porosity, and polysaccharide and allantoin content all increased and then decreased with the increase in temperature. IR-HAD-treated yam slices outperformed HAD in all five quality metrics at the same temperature. At 60 °C, IR-HAD produced the finest overall quality of yam slices.
- (5)
- Six thin-layer drying models describing yam slices were fitted and compared with the test value data, and three goodness-of-fit assessment indices revealed that the Weibull model was more compatible with the variation pattern of the drying test data.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kamal, M.M.; Ali, M.R.; Shishir, M.R.I.; Mondal, S.C. Thin-layer drying kinetics of yam slices, physicochemical, and functional attributes of yam flour. J. Food Process Eng. 2020, 43, e13448. [Google Scholar] [CrossRef]
- Guo, S.; Zhao, X.; Ma, Y.; Wang, Y.; Wang, D. Fingerprints and changes analysis of volatile compounds in fresh-cut yam during yellowing process by using HS-GC-IMS. Food Chem. 2022, 369, 130939. [Google Scholar] [CrossRef]
- Meng, Z.; Cui, X.; Zhang, H.; Liu, Y.; Wang, Z.; Zhang, F. Study on drying characteristics of yam slices under heat pump-electrohydrodynamics combined drying. Case Stud. Therm. Eng. 2023, 41, 102601. [Google Scholar] [CrossRef]
- Gu, C.; Ma, H.; Guo, L.; Zhang, X.; Liu, D.; Ouyang, N.; Tuly, J.A. Effects of catalytic infrared drying in combination with hot air drying and freeze drying on the drying characteristics and product quality of chives. LWT-Food Sci. Technol. 2022, 161, 113363. [Google Scholar] [CrossRef]
- Xu, W.; Pei, Y.; Zhu, G.; Han, C.; Wu, M.; Wang, T.; Gao, Z. Effect of far infrared and far infrared combined with hot air drying on the drying kinetics, bioactives, aromas, physicochemical qualities of Anoectochilus roxburghii (Wall.) Lindl. LWT-Food Sci. Technol. 2022, 162, 113452. [Google Scholar] [CrossRef]
- Dai, Y.P.; Cao, Y.P.; Zhou, W.; Zhu, D.H. Hot Air Drying of Sipunculus nudus: Effect of Microwave-Assisted Drying on Quality and Aroma. Foods 2023, 12, 733. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.L.; Jang, J.H.; Amani, M.; Yan, W.M. Numerical and experimental study on the heat and mass transfer of kiwifruit during vacuum freeze-drying process. Alex. Eng. J. 2023, 73, 427–442. [Google Scholar] [CrossRef]
- Alibas, I. Microwave, air and combined microwave-air-drying parameters of pumpkin slices. LWT-Food Sci. Technol. 2007, 40, 1445–1451. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Huang, D.; Zhang, Y.X.; Lu, Y.J.; Huang, S.; Gong, G.L.; Li, L.J. Ultrasonic assisted far infrared drying characteristics and energy consumption of ginger slices. Ultrason. Sonochem. 2023, 92, 106287. [Google Scholar] [CrossRef]
- Geng, Z.; Torki, M.; Kaveh, M.; Beigi, M.; Yang, X. Characteristics and multi-objective optimization of carrot dehydration in a hybrid infrared/hot air dryer. LWT-Food Sci. Technol. 2022, 172, 114229. [Google Scholar] [CrossRef]
- Chia, Z.B.; Putranto, A.; Chen, X.D.; Onwude, D.I. Combined infrared and hot air drying (IR-HAD) of sweet potato explored using a multiphase model: Application of reaction engineering approach. Dry. Technol. 2022, 40, 1629–1638. [Google Scholar] [CrossRef]
- Yao, L.Y.; Fan, L.P.; Duan, Z.H. Effect of different pretreatments followed by hot-air and far-infrared drying on the bioactive compounds, physicochemical property and microstructure of mango slices. Food Chem. 2020, 305, 125477. [Google Scholar] [CrossRef] [PubMed]
- Pei, Y.S.; Li, Z.F.; Song, C.F.; Li, J.; Song, F.H.; Zhu, G.Y.; Liu, M.B. Effects of combined infrared and hot-air drying on ginsenosides and sensory properties of ginseng root slices (Panax ginseng Meyer). J. Food Process. Preserv. 2020, 44, e14312. [Google Scholar] [CrossRef]
- Xu, H.; Wu, M.; Wang, Y.; Wei, W.; Sun, D.; Li, D.; Gao, F. Effect of Combined Infrared and Hot Air Drying Strategies on the Quality of Chrysanthemum (Chrysanthemum morifolium Ramat.) Cakes: Drying Behavior, Aroma Profiles and Phenolic Compounds. Foods 2020, 11, 2240. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, G.; Li, X.; Zhao, Y.; Lei, D.; Ding, G.; Liu, Y. Combined medium- and short-wave infrared and hot air impingement drying of sponge gourd (Luffa cylindrical) slices. J. Food Eng. 2020, 284, 110043. [Google Scholar] [CrossRef]
- Bao, X.; Min, R.; Zhou, K.; Traffano-Schiffo, M.V.; Dong, Q.; Luo, W. Effects of vacuum drying assisted with condensation on drying characteristics and quality of apple slices. J. Food Eng. 2023, 340, 111286. [Google Scholar] [CrossRef]
- Wang, S.; Bi, Y.; Zhou, Z.; Peng, W.; Tian, W.; Wang, H.; Fang, X. Effects of pulsed vacuum drying temperature on drying kinetics, physicochemical properties and microstructure of bee pollen. LWT-Food Sci. Technol. 2022, 169, 113966. [Google Scholar] [CrossRef]
- Chuwattanakul, V.; Eiamsa-ard, S. Hydrodynamics investigation of pepper drying in a swirling fluidized bed dryer with multiple-group twisted tape swirl generators. Case Stud. Therm. Eng. 2019, 13, 100389. [Google Scholar] [CrossRef]
- Dehghannya, J.; Pourahmad, M.; Ghanbarzadeh, B.; Ghaffari, H. Heat and mass transfer enhancement during foam-mat drying process of lime juice: Impact of convective hot air temperature. Int. J. Therm. Sci. 2019, 135, 30–43. [Google Scholar] [CrossRef]
- Du, Y.J.; Yan, J.C.; Wei, H.; Xie, H.X.; Wu, Y.H.; Zhou, J.E. Drying kinetics of paddy drying with graphene far-infrared drying equipment at different IR temperatures, radiations-distances, grain-flow, and dehumidifying-velocities. Case Stud. Therm. Eng. 2023, 43, 102780. [Google Scholar] [CrossRef]
- El-Mesery, H.S.; Sarpong, F.; Xu, W.; Elabd, M.A. Design of low-energy consumption hybrid dryer: A case study of garlic (Allium sativum) drying process. Case Stud. Therm. Eng. 2022, 33, 101929. [Google Scholar] [CrossRef]
- Bai, R.X.; Sun, J.R.; Qiao, X.G.; Zheng, Z.J.; Li, M.; Zhang, B. Hot Air Convective Drying of Ginger Slices: Drying Behaviour, Quality Characteristics, Optimisation of Parameters, and Volatile Fingerprints Analysis. Foods 2023, 12, 1283. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.L.; Xie, L.; Zielinska, M.; Pan, Z.; Deng, L.Z.; Zhang, J.S.; Xiao, H.-W. Improvement of drying efficiency and quality attributes of blueberries using innovative far-infrared radiation heating assisted pulsed vacuum drying (FIR-PVD). Innov. Food Sci. Emerg. 2022, 77, 102948. [Google Scholar] [CrossRef]
- Bai, J.W.; Wang, Y.C.; Cai, J.R.; Zhang, L.; Dai, Y.; Tian, X.Y.; Xiao, H.W. Three-Dimensional Appearance and Physicochemical Properties of Pleurotus eryngii under Different Drying Methods. Foods 2023, 12, 1999. [Google Scholar] [CrossRef]
- Zhou, S.Y.; Huang, G.L.; Chen, G.Y. Extraction, structural analysis, derivatization and antioxidant activity of polysaccharide from Chinese yam. Food Chem. 2021, 361, 130089. [Google Scholar] [CrossRef]
- Fu, Y.C.; Ferng, L.H.A.; Huang, P.Y. Quantitative analysis of allantoin and allantoic acid in yam tuber, mucilage, skin and bulbil of the Dioscorea species. Food Chem. 2006, 94, 541–549. [Google Scholar] [CrossRef]
- Han, Y.; Liu, J.; Li, J.; Jiang, Z.; Ma, B.; Chu, C.; Geng, Z. Novel risk assessment model of food quality and safety considering physical-chemical and pollutant indexes based on coefficient of variance integrating entropy weight. Sci. Total Environ. 2023, 877, 162730. [Google Scholar] [CrossRef]
- Royen, M.J.; Noori, A.W.; Haydary, J. Experimental Study and Mathematical Modeling of Convective Thin-Layer Drying of Apple Slices. Processes 2020, 8, 1562. [Google Scholar] [CrossRef]
- Behera, G.; Sutar, P.P. A comprehensive review of mathematical modeling of paddy parboiling and drying: Effects of modern techniques on process kinetics and rice quality. Trends Food Sci. Technol. 2018, 75, 206–230. [Google Scholar] [CrossRef]
- Keneni, Y.G.; Hvoslef-Eide, A.K.; Marchetti, J.M. Mathematical modelling of the drying kinetics of Jatropha curcas L. seeds. Ind. Crops Prod. 2019, 132, 12–20. [Google Scholar] [CrossRef]
- Wanderley, R.d.O.S.; de Figueiredo, R.M.F.; Queiroz, A.J.d.M.; dos Santos, F.S.; Paiva, Y.F.; Ferreira, J.P.d.L.; Maracaja, P.B. The Temperature Influence on Drying Kinetics and Physico-Chemical Properties of Pomegranate Peels and Seeds. Foods 2023, 12, 286. [Google Scholar] [CrossRef] [PubMed]
- Drucker, C.T.; Senger, L.W.; Pacioles, C.T. Application of the weibull model to describe the kinetic behaviors of thiol decolorizers in chlorogenic acid-lysine solutions. J. Food Eng. 2023, 339, 111287. [Google Scholar] [CrossRef]
- Ghimire, A.; Basnet, S.; Poudel, R.; Ghimire, A. Mathematical modeling of thin layer microwave drying of Jaya fish (Aspidoparia jaya). Food Sci. Technol. Int. 2021, 27, 508–516. [Google Scholar] [CrossRef] [PubMed]
- Wu, M.; Sun, Y.; Bi, C.H.; Ji, F.; Xing, J.J. Effects of extrusion conditions on the physicochemical properties of soy protein/gluten composite. Int. J. Agr. Biol. Eng. 2018, 11, 230–237. [Google Scholar]
- Chen, Q.Q.; Song, H.H.; Bi, J.F.; Chen, R.J.; Liu, X.; Wu, X.Y.; Hou, H.N. Multi-Objective Optimization and Quality Evaluation of Short- and Medium-Wave Infrared Radiation Dried Carrot Slices. Int. J. Food Eng. 2019, 15, 20180234. [Google Scholar] [CrossRef]
- Jeevarathinam, G.; Pandiselvam, R.; Pandiarajan, T.; Preetha, P.; Balakrishnan, M.; Thirupathi, V.; Kothakota, A. Infrared assisted hot air dryer for turmeric slices:Effect on drying rate and quality parameters. LWT-Food Sci. Technol. 2021, 144, 111258. [Google Scholar] [CrossRef]
- Sharifian, F.; Gharkhloo, Z.R.; Yamchi, A.A.; Kaveh, M. Infrared and hot drying of saffron petal (Crocus sativus L.): Effect on drying, energy, color, and rehydration. J. Food Process Eng. 2023, 46, e14342. [Google Scholar] [CrossRef]
- Chen, Q.; Bi, J.; Wu, X.; Yi, J.; Zhou, L.; Zhou, Y. Drying kinetics and quality attributes of jujube (Zizyphus jujuba Miller) slices dried by hot-air and short- and medium-wave infrared radiation. LWT-Food Sci. Technol. 2015, 64, 759–766. [Google Scholar] [CrossRef]
- Ahmed, M.; Faisal, M.; Laskar, A.; Abdullah, A.; Shahadat, M.; Umar, K.; Yusuf, M. Experimental studies for thin layer model validation and microwave drying characteristics of beetroot considering energy optimization. Fuel 2023, 346, 128345. [Google Scholar] [CrossRef]
- Tan, S.; Xu, Y.; Zhu, L.; Geng, Z.; Zhang, Q.; Yang, X. Hot Air Drying of Seabuckthorn (Hippophae rhamnoides L.) Berries: Effects of Different Pretreatment Methods on Drying Characteristics and Quality Attributes. Foods 2022, 11, 3675. [Google Scholar] [CrossRef]
- Zheng, Z.; Wang, S.; Zhang, C.; Wu, M.; Cui, D.; Fu, X.; Liu, Z. Hot Air Impingement Drying Enhanced Drying Characteristics and Quality Attributes of Ophiopogonis Radix. Foods 2023, 12, 1441. [Google Scholar] [CrossRef] [PubMed]
- Geng, Z.; Zhu, L.; Wang, J.; Yu, X.; Li, M.; Yang, W.; Yang, X. Drying sea buckthorn berries (Hippophae rhamnoides L.): Effects of different drying methods on drying kinetics, physicochemical properties, and microstructure. Front. Nutr. 2023, 10, 1106009. [Google Scholar] [CrossRef] [PubMed]
- Pei, Y.; Li, Z.; Song, C.; Li, J.; Xu, W.; Zhu, G. Analysis and modelling of temperature and moisture gradient for ginger slices in hot air drying. J. Food Eng. 2022, 323, 111009. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Z.L.; Vidyarthi, S.K.; Wang, Q.H.; Gao, L.; Li, B.R.; Xiao, H.W. Effects of different drying methods on drying kinetics, physicochemical properties, microstructure, and energy consumption of potato (Solanum tuberosum L.) cubes. Dry. Technol. 2020, 39, 418–431. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Abdan, K.; Janius, R.; Chen, G.N. Investigating the influence of novel drying methods on sweet potato (Ipomoea batatas L.): Kinetics, energy consumption, color, and microstructure. J. Food Process Eng. 2018, 41, e12686. [Google Scholar] [CrossRef]
- Yang, Y.; Sun, Y.; Zhu, C.; Shen, X.; Sun, J.; Jing, T.; Tang, Z. Allantoin induces pruritus by activating MrgprD in chronic kidney disease. J. Cell. Physiol. 2023, 238, 813–828. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Model Name | Model Equations | References |
|---|---|---|---|
| 1 | Lewis model | MR = exp(−kt) | [28] |
| 2 | Page model | MR = exp(−kt)n | [29] |
| 3 | Henderson and Pabis model | MR = aexp(−kt) | [30] |
| 4 | Verma model | MR = aexp(−kt) + (1 − a)exp(−gt) | [31] |
| 5 | Two-term model | MR = aexp(−kt) + (1 − a)exp(−kat) | [5] |
| 6 | Weibull model | MR = exp(−(t/α)β) | [32] |
| Temperature (°C) | Linear Equation | R2 | Deff (m2/s) |
|---|---|---|---|
| 50 | LnMR = −0.2375t + 0.1338 | 0.99051 | 8.55 × 10−9 |
| 55 | LnMR = −0.2747t + 0.1072 | 0.99605 | 9.89 × 10−8 |
| 60 | LnMR = −0.3275t + 0.175 | 0.98857 | 1.18 × 10−8 |
| 65 | LnMR = −0.3673t + 0.1585 | 0.99189 | 1.32 × 10−8 |
| 70 | LnMR = −0.4097t + 0.1467 | 0.99437 | 1.79 × 10−8 |
| Temperature (°C) | Linear Equation | R2 | Deff (m2/s) |
|---|---|---|---|
| 50 | LnMR = −0.1615t + 0.2792 | 0.98352 | 5.81 × 10−9 |
| 55 | LnMR = −0.1871t + 0.1491 | 0.99622 | 6.74 × 10−9 |
| 60 | LnMR = −0.2317t + 0.33 | 0.9825 | 8.34 × 10−9 |
| 65 | LnMR = −0.2375t + 0.1338 | 0.99051 | 8.55 × 10−9 |
| 70 | LnMR = −0.2927t + 0.0772 | 0.99024 | 1.05 × 10−8 |
| Indicators | Standard Deviation | Standard Deviation | Coefficient of Variation | Weights |
|---|---|---|---|---|
| Color difference | 3.8 | 10.76 | 0.35 | 0.48 |
| Rehydration rate | 0.23 | 2.22 | 0.1 | 0.14 |
| Polysaccharide content | 3.76 | 19.54 | 0.19 | 0.26 |
| Allantoin content | 0.2 | 2.26 | 0.09 | 0.12 |
| Indicators | IR-HAD 50 °C | IR-HAD 55 °C | IR-HAD 60 °C | IR-HAD 65 °C | IR-HAD 70 °C | HAD 50 °C | HAD 55 °C | HAD 60 °C | HAD 65 °C | HAD 70 °C |
|---|---|---|---|---|---|---|---|---|---|---|
| Color difference | 0.79 | 0.46 | 0.41 | −0.01 | −0.4 | 0.32 | −0.06 | −1.3 | −0.53 | −0.86 |
| Rehydration rate | 0.03 | 0.14 | 0.27 | −0.05 | −0.08 | −0.16 | −0.03 | 0.16 | −0.1 | −0.18 |
| Polysaccharide | 0.17 | 0.23 | 0.32 | −0.18 | −0.27 | 0.07 | 0.13 | 0.29 | −0.34 | −0.41 |
| Allantoin content | 0.01 | 0.17 | 0.26 | 0.02 | −0.1 | −0.06 | 0.02 | 0.08 | −0.04 | −0.18 |
| Overall rating | 1 | 1.01 | 1.26 | −0.23 | −0.85 | 0.17 | 0.07 | 0.39 | −1.01 | −1.63 |
| Models | Temperature (°C) | Model Constants | R2 | RMSE | χ2 |
|---|---|---|---|---|---|
| Lewis model | 50 | k = 0.01254 | 0.99879 | 0.00185 | 9.56 × 10−4 |
| 55 | k = 0.01254 | 0.99893 | 0.00151 | 9.44 × 10−4 | |
| 60 | k = 0.0164 | 0.99757 | 0.003 | 2.31 × 10−4 | |
| 65 | k = 0.0187 | 0.99815 | 0.00216 | 1.8 × 10−4 | |
| 70 | k = 0.021 | 0.99797 | 0.00225 | 2.05 × 10−4 | |
| Page model | 50 | k = 0.01183, n = 1.01271 | 0.99884 | 0.00177 | 1.04 × 10−4 |
| 55 | k = 0.01268, n = 1.03428 | 0.99927 | 0.00104 | 6.91 × 10−4 | |
| 60 | k = 0.01229, n = 1.06699 | 0.99866 | 0.00153 | 1.27 × 10−4 | |
| 65 | k = 0.01454, n = 1.06 | 0.99898 | 0.00109 | 9.91 × 10−5 | |
| 70 | k = 0.01559, n = 1.07 | 0.99915 | 8.56 × 10−4 | 8.56 × 10−5 | |
| Henderson and Pabis model | 50 | k = 0.01255, a = 1.00035 | 0.99879 | 0.00185 | 1.09 × 10−4 |
| 55 | k = 0.01484, a = 1.00559 | 0.9989 | 0.00146 | 9.71 × 10−4 | |
| 60 | k = 0.0166, a = 1.0012 | 0.99776 | 0.00276 | 2.3 × 10−4 | |
| 65 | k = 0.01899, a = 1.01 | 0.99812 | 0.00201 | 1.83 × 10−4 | |
| 70 | k = 0.02126, a = 1.012 | 0.99798 | 0.00204 | 2.04 × 10−4 | |
| Verma model | 50 | k = 0.0125, a = 1, b = 11.86 | 0.99864 | 0.00185 | 1.16 × 10−4 |
| 55 | k = 0.01495, a = 1.01, b = 10.87 | 0.99889 | 0.00138 | 9.86 × 10−5 | |
| 60 | k = 0.01693, a = 1.03, b = 10.39 | 0.99774 | 0.00236 | 2.15 × 10−4 | |
| 65 | k = 0.01927, a = 1.03, b = 9.48 | 0.99824 | 0.00171 | 8.14 × 10−4 | |
| 70 | k = 0.02189, a = 1.04, b = 8.88 | 0.99834 | 0.00151 | 1.68 × 10−4 | |
| Two-term exponential model | 50 | k = 0.0136, a = 1.3218 | 0.99884 | 0.00177 | 1.04 × 10−4 |
| 55 | k = 0.01666, a = 1.408 | 0.99922 | 0.00104 | 6.91 × 10−5 | |
| 60 | k = 0.01944, a = 1.502 | 0.99866 | 0.00153 | 1.27 × 10−4 | |
| 65 | k = 0.02196, a = 1.48 | 0.99898 | 0.00109 | 9.91 × 10−4 | |
| 70 | k = 0.02506, a = 1.51 | 0.99915 | 8.56 × 10−4 | 8.56 × 10−5 | |
| Weibull model | 50 | α = 79.94, β = 1.01319 | 0.99887 | 0.00163 | 1.03 × 10−4 |
| 55 | α = 68.26, β = 1.0348 | 0.99936 | 8.416 × 10−4 | 5.64 × 10−5 | |
| 60 | α = 61.74, β = 1.067 | 0.99887 | 0.00129 | 1.08 × 10−4 | |
| 65 | α = 54.09, β = 1.0607 | 0.99919 | 8.696 × 10−4 | 1.71 × 10−4 | |
| 70 | α = 48.29, β = 1.0737 | 0.9993 | 7.06 × 10−4 | 1.68 × 10−4 |
| Models | Temperature (°C) | Model Constants | R2 | RMSE | χ2 |
|---|---|---|---|---|---|
| Lewis model | 50 | k = 0.00782 | 0.98931 | 0.02614 | 9.68 × 10−4 |
| 55 | k = 0.00953 | 0.99495 | 0.01071 | 4.46 × 10−4 | |
| 60 | k = 0.00998 | 0.98816 | 0.02367 | 0.00113 | |
| 65 | k = 0.01254 | 0.99879 | 0.00185 | 1.04 × 10−4 | |
| 70 | k = 0.01589 | 0.99802 | 0.00286 | 1.78 × 10−4 | |
| Page model | 50 | k = 0.00272, n = 1.1954 | 0.99895 | 0.00247 | 9.51 × 10−5 |
| 55 | k = 0.00497, n = 1.1343 | 0.99958 | 8.56 × 10−4 | 3.72 × 10−5 | |
| 60 | k = 0.00377, n = 1.2 | 0.99802 | 0.00377 | 1.89 × 10−4 | |
| 65 | k = 0.01183, n = 1.013 | 0.99877 | 0.00177 | 1.05 × 10−4 | |
| 70 | k = 0.01266, n = 1.06 | 0.99885 | 0.00156 | 1.04 × 10−4 | |
| Henderson and Pabis model | 50 | k = 0.00766, a = 1.053 | 0.99231 | 0.0181 | 9.96 × 10−4 |
| 55 | k = 0.009896, a = 1.039 | 0.99645 | 0.00721 | 3.13 × 10−4 | |
| 60 | k = 0.01047, a = 1.05 | 0.9906 | 0.0179 | 8.95 × 10−4 | |
| 65 | k = 0.01255, a = 1 | 0.99872 | 0.0185 | 1.09 × 10−4 | |
| 70 | k = 0.01606, a = 1.01 | 0.99805 | 0.00264 | 1.76 × 10−4 | |
| Verma model | 50 | k = 0.00789, a = 1.08, b = 15.94 | 0.994 | 0.01359 | 5.43 × 10−4 |
| 55 | k = 0.01018, a = 1.07, b = 14.58 | 0.99769 | 0.00448 | 2.03 × 10−4 | |
| 60 | k = 0.01089, a = 1.094, b = 14.5 | 0.99343 | 0.01314 | 6.91 × 10−4 | |
| 65 | k = 0.01255, a = 1, b = 11.86 | 0.99864 | 0.00185 | 1.16 × 10−4 | |
| 70 | k = 0.01635, a = 1.03, b = 10.59 | 0.99817 | 0.0023 | 1.65 × 10−4 | |
| Two-term exponential model | 50 | k = 0.00979, a = 1.728 | 0.99886 | 0.00268 | 1.03 × 10−4 |
| 55 | k = 0.01221, a = 1.64 | 0.99958 | 8.55 × 10−4 | 3.29 × 10−5 | |
| 60 | k = 0.013431, a = 1.74 | 0.99789 | 0.00423 | 2.11 × 10−4 | |
| 65 | k = 0.0136, a = 1.32 | 0.99877 | 0.00177 | 9.56 × 10−4 | |
| 70 | k = 0.0186, a = 1.48 | 0.99885 | 0.00156 | 8.84 × 10−4 | |
| Weibull model | 50 | α = 141.19, β = 1.19 | 0.99895 | 0.00247 | 9.5 × 10−5 |
| 55 | α = 107.4, β = 1.14 | 0.99963 | 7.56 × 10−4 | 3.71 × 10−5 | |
| 60 | α = 103.5, β = 1.21 | 0.99812 | 0.00376 | 1.88 × 10−4 | |
| 65 | α = 79.94, β = 1.01 | 0.99887 | 0.00163 | 1.03 × 10−4 | |
| 70 | α = 63.73, β = 1.06 | 0.99908 | 0.00133 | 1.04 × 10−4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Zheng, X.; Xiao, H.; Li, Y.; Yang, T. Effect of Combined Infrared Hot Air Drying on Yam Slices: Drying Kinetics, Energy Consumption, Microstructure, and Nutrient Composition. Foods 2023, 12, 3048. https://doi.org/10.3390/foods12163048
Zhang J, Zheng X, Xiao H, Li Y, Yang T. Effect of Combined Infrared Hot Air Drying on Yam Slices: Drying Kinetics, Energy Consumption, Microstructure, and Nutrient Composition. Foods. 2023; 12(16):3048. https://doi.org/10.3390/foods12163048
Chicago/Turabian StyleZhang, Jikai, Xia Zheng, Hongwei Xiao, Yican Li, and Taoqing Yang. 2023. "Effect of Combined Infrared Hot Air Drying on Yam Slices: Drying Kinetics, Energy Consumption, Microstructure, and Nutrient Composition" Foods 12, no. 16: 3048. https://doi.org/10.3390/foods12163048
APA StyleZhang, J., Zheng, X., Xiao, H., Li, Y., & Yang, T. (2023). Effect of Combined Infrared Hot Air Drying on Yam Slices: Drying Kinetics, Energy Consumption, Microstructure, and Nutrient Composition. Foods, 12(16), 3048. https://doi.org/10.3390/foods12163048