
Study on the Function of Conveying, Kneading Block and Reversing Elements on the Mixing Efficiency and Dispersion Effect inside the Barrel of an Extruder with Numerical Simulation
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
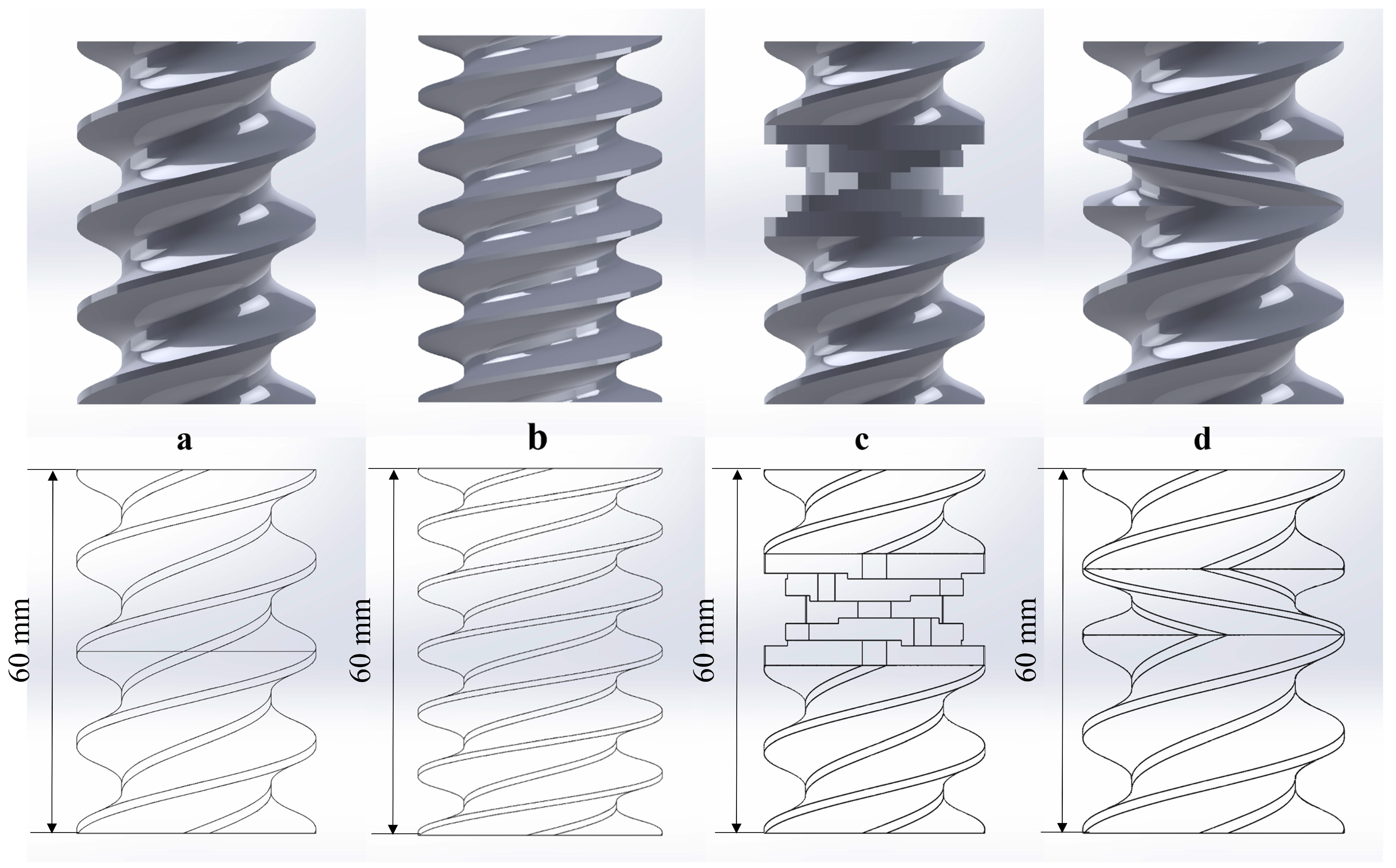
2.1. The Establishment of the Screw Model
2.2. Material Selection and Screw Model Setup
2.3. Fluid Flow Particle Tracking the Physical Field
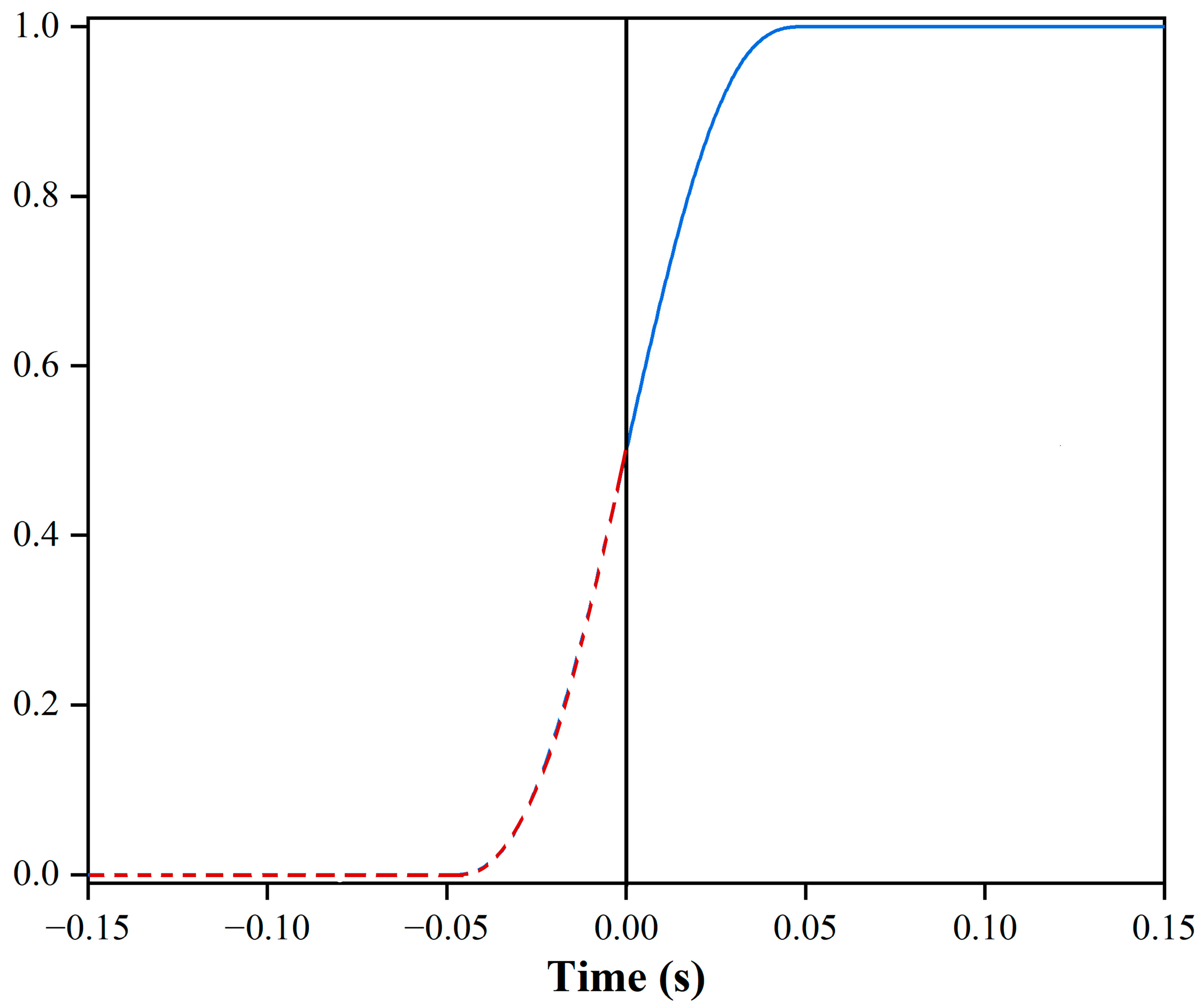
2.4. Thin Matter Transfer in a Physical Field Setting
3. Results
3.1. Analysis of the Flow Field Shear Rate of the Screw with Different Configurations
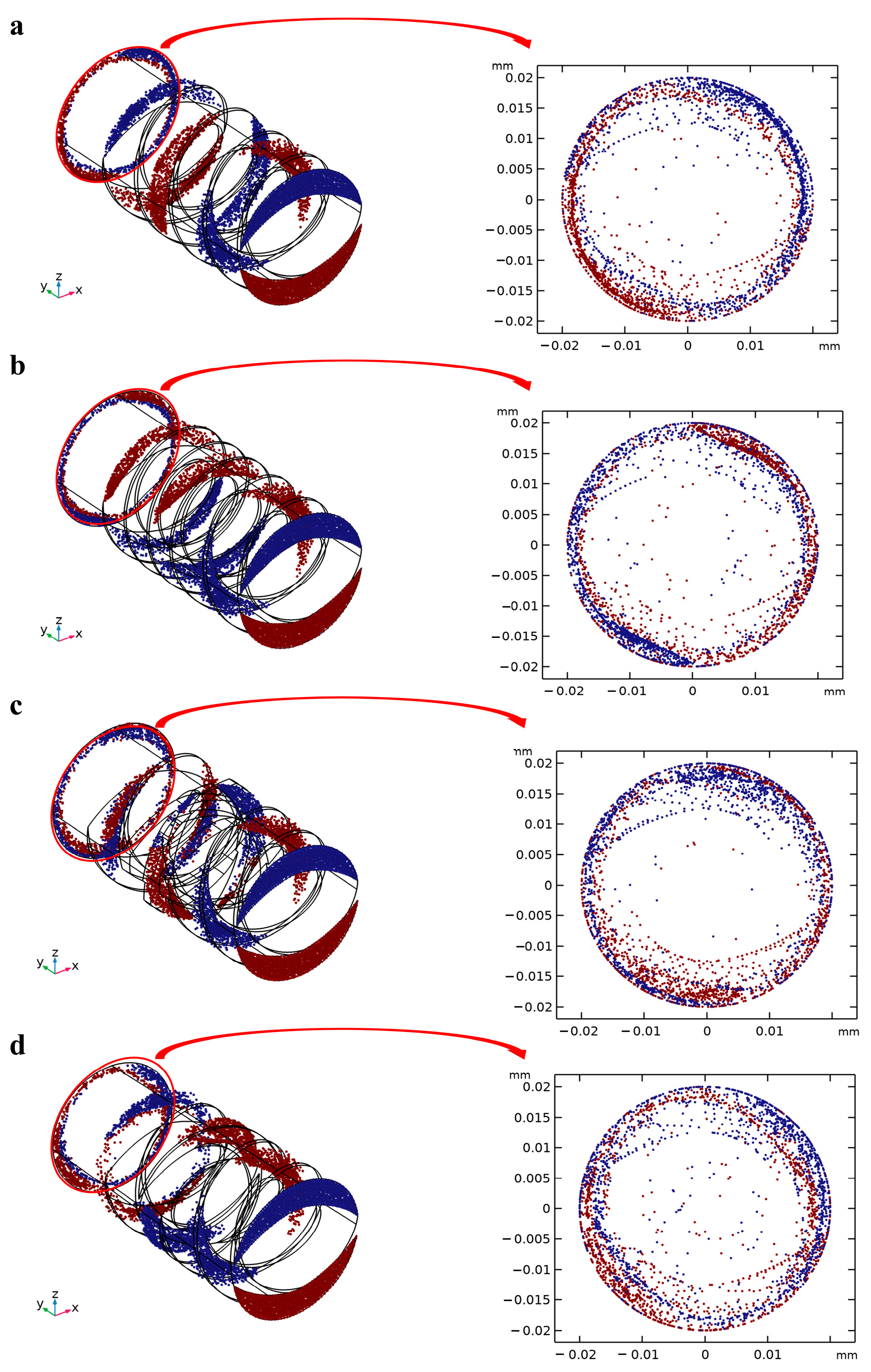
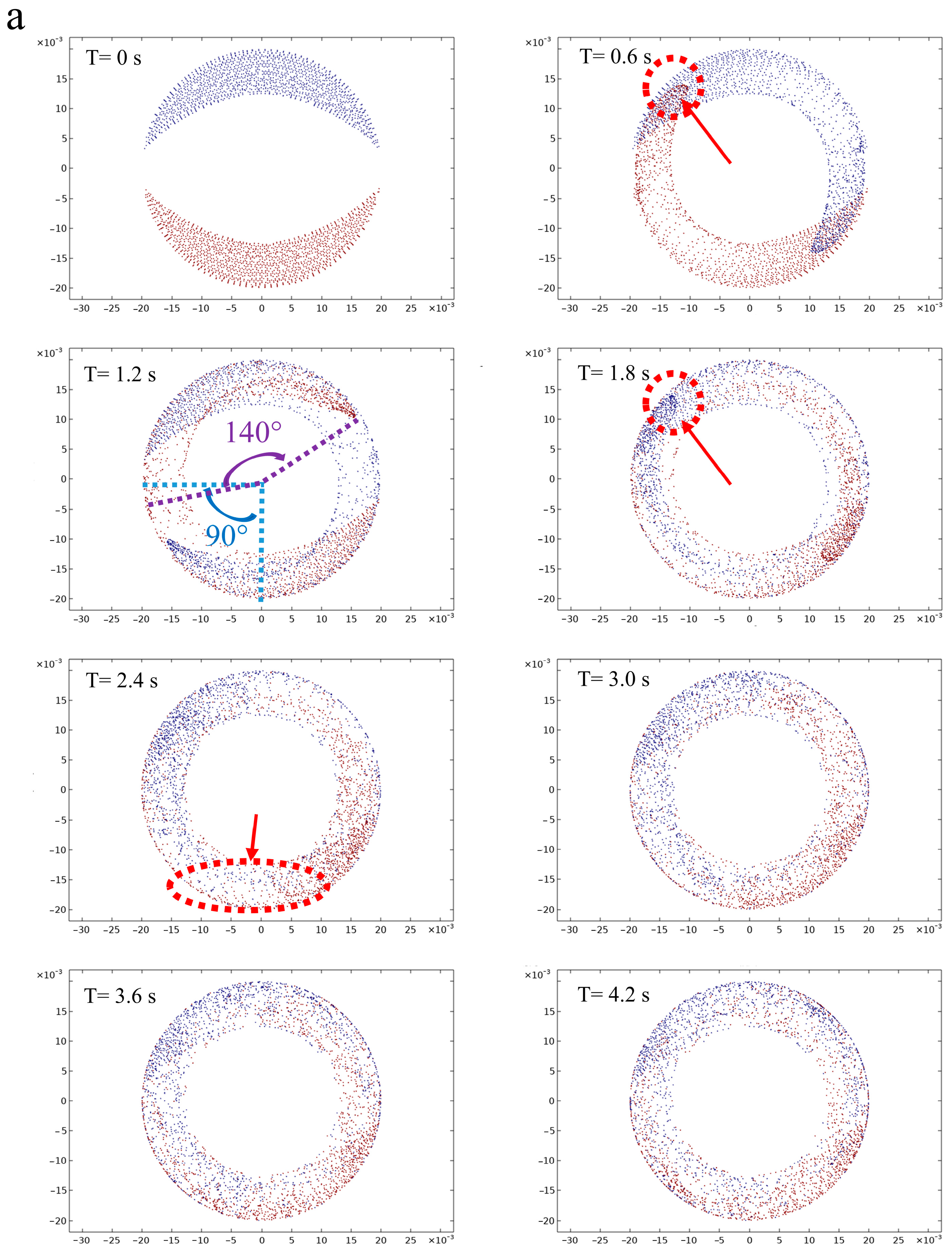
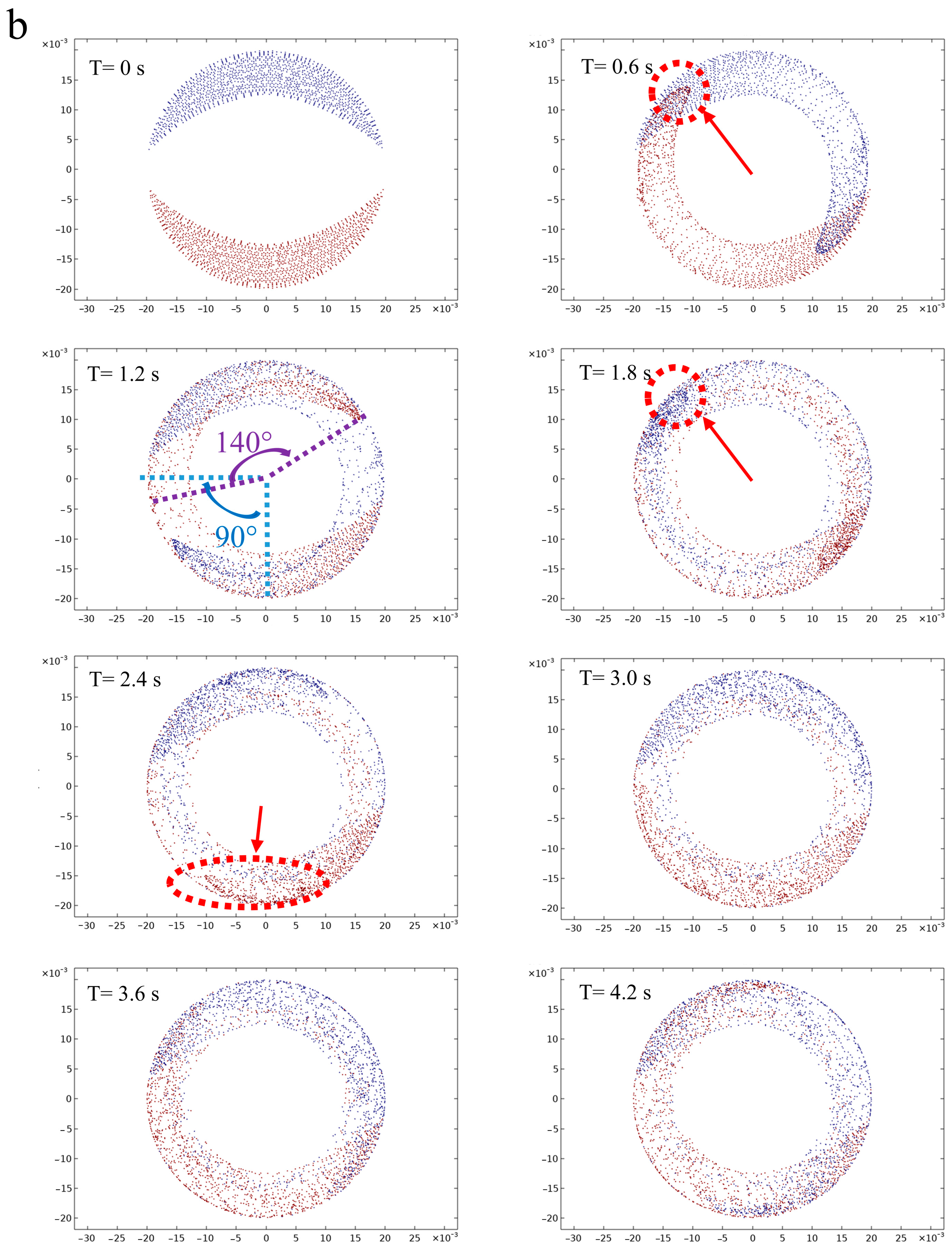
3.2. Analysis of Particle Dispersion and Panglais Cross-Section of the Screw with Different Configurations
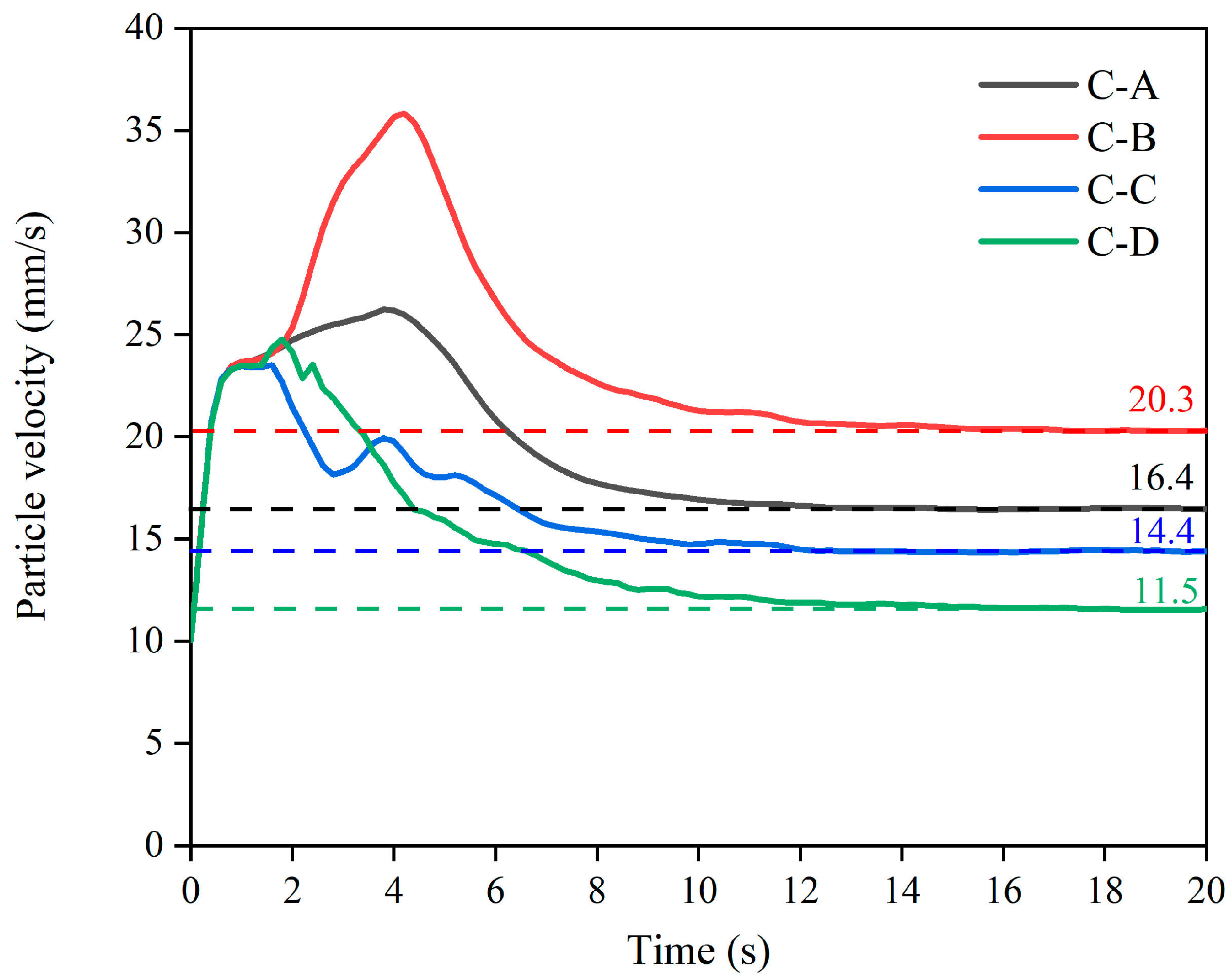
3.3. Analysis of the Particle Velocity Variation of the Screw with Different Configurations
3.4. Analysis of the Particle Residence Time of the Screw with Different Configurations
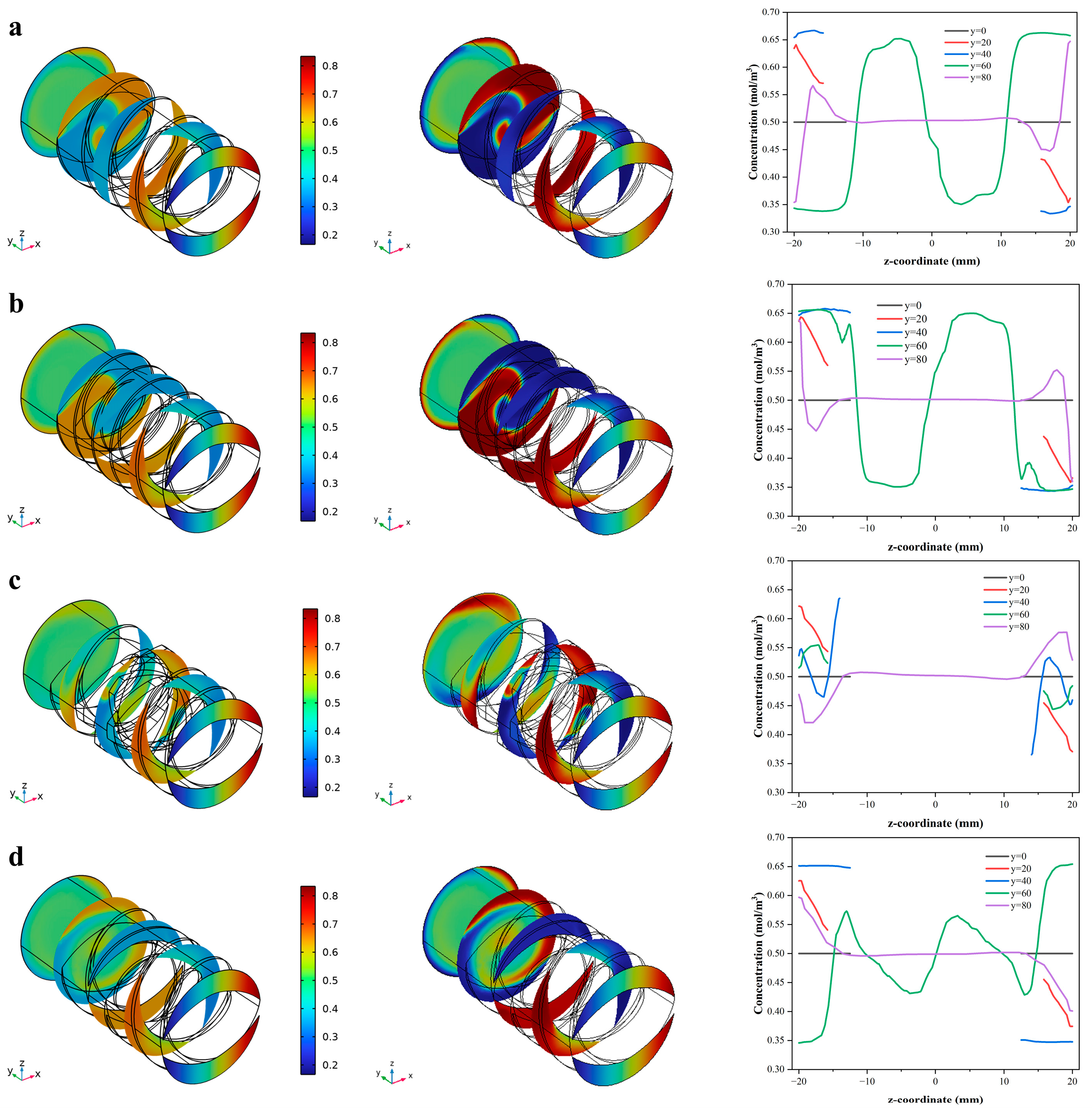
3.5. Analysis of the Particle Concentration Variation of the Screw with Different Configurations
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xia, S.; Xue, Y.; Xue, C.; Jiang, X.; Li, J. Structural and rheological properties of meat analogues from Haematococcus pluvialis residue-pea protein by high moisture extrusion. LWT-Food Sci. Technol. 2022, 154, 112756. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, W.; Li, L.; Gao, Y.; Lai, K.-H. Recent Advances in the Processing and Manufacturing of Plant-Based Meat. J. Agric. Food Chem. 2023, 71, 1276–1290. [Google Scholar] [CrossRef]
- Dhaval, M.; Sharma, S.; Dudhat, K.; Chavda, J. Twin-Screw Extruder in Pharmaceutical Industry: History, Working Principle, Applications, and Marketed Products: An In-depth Review. J. Pharm. Innov. 2022, 17, 294–318. [Google Scholar] [CrossRef]
- Kristiawan, M.; Della Valle, G.; Berzin, F. Extrusion Simulation for the Design of Cereal and Legume Foods. Foods 2022, 11, 1780. [Google Scholar] [CrossRef]
- Zhang, Y.; He, Z.J.; Xu, M.J.; Zhang, X.; Cao, S.; Hu, Y.; Luan, G. Physicochemical properties and protein structure of extruded corn gluten meal: Implication of temperature. Food Chem. 2023, 399, 133985. [Google Scholar] [CrossRef]
- Nasrollahzadeh, F.; Roman, L.; Skov, K.; Jakobsen, L.M.A.; Trinh, B.M.; Tsochatzis, E.D.; Mekonnen, T.; Corredig, M.; Dutcher, J.R. A comparative investigation of seed storage protein fractions: The synergistic impact of molecular properties and composition on anisotropic structuring. Food Hydrocoll. 2023, 137, 108400. [Google Scholar] [CrossRef]
- Wang, L.; Duan, Y.M.; Tong, L.F.; Yu, X.-S.; Xiao, Z.-G.; Wang, P. Insights into the interaction mechanism of glutelin and rice starch during extrusion processing: The role of specific mechanical energy. Food Chem. 2023, 405, 134850. [Google Scholar] [CrossRef]
- Wittek, P.; Zeiler, N.; Karbstein, H.P.; Emin, M.A. High Moisture Extrusion of Soy Protein: Investigations on the Formation of Anisotropic Product Structure. Foods 2021, 10, 102. [Google Scholar] [CrossRef]
- Immonen, M.; Chandrakusuma, A.; Sibakov, J.; Poikelispaa, M.; Sontag-Strohm, T. Texturization of a Blend of Pea and Destarched Oat Protein Using High-Moisture Extrusion. Foods 2021, 10, 1517. [Google Scholar] [CrossRef]
- Ferawati, F.; Zahari, I.; Barman, M.; Hefni, M.; Ahlstrom, C.; Witthoft, C.; Ostbring, K. High-moisture meat analogues produced from yellow pea and Faba bean protein isolates/concentrate: Effect of raw material composition and extrusion parameters on texture properties. Foods 2021, 10, 843. [Google Scholar] [CrossRef]
- Martin, A.; Naumann, S.; Osen, R.; Karnstein, H.P.; Emin, M.A. Extrusion Processing of Rapeseed Press Cake-Starch Blends: Effect of Starch Type and Treatment Temperature on Protein, Fiber and Starch Solubility. Foods 2021, 10, 1160. [Google Scholar] [CrossRef]
- Zhang, X.M.; Feng, L.F.; Chen, W.X.; Hu, G.-H. Numerical simulation and experimental validation of mixing performance of kneading discs in a twin screw extruder. Polym. Eng. Sci. 2009, 49, 1772–1783. [Google Scholar] [CrossRef]
- Wittek, P.; Pereira, G.; Emin, M.A.; Lemiale, V.; Cleary, P.W. Accuracy analysis of SPH for flow in a model extruder with a kneading element. Chem. Eng. Sci. 2018, 187, 256–268. [Google Scholar] [CrossRef]
- Stritzinger, U.; Roland, W.; Berger-Weber, G.; Steinbichler, G. Modeling melt conveying and power consumption of co-rotating twin-screw extruder kneading blocks: Part B. Prediction models. Polym. Eng. Sci. 2023, 63, 841–862. [Google Scholar] [CrossRef]
- Ren, A.; Spahn, J.E.; Smyth, H.D.C.; Zhang, F. Twin-screw continuous mixing: Effect of mixing elements and processing parameters on properties of aerosol powders. Powder Technol. 2023, 424, 118519. [Google Scholar] [CrossRef]
- Gautam, A.; Choudhury, G.S. Screw configuration effects on starch breakdown during twin-screw extrusion of rice flour. J. Food Process. Preserv. 1999, 23, 355–375. [Google Scholar] [CrossRef]
- Sun, D.; Wu, M.; Zhou, C.; Wang, B. Transformation of high moisture extrusion on pea protein isolate in melting zone during: From the aspects of the rheological property, physicochemical attributes and modification mechanism. Food Hydrocoll. 2022, 133, 108016. [Google Scholar] [CrossRef]
- Hertel, M.; Schwarz, E.; Kobler, M.; Haupstein, S.; Steckel, H.; Scherlie, R. The influence of high shear mixing on ternary dry powder inhaler formulations. Int. J. Pharm. 2017, 534, 242–250. [Google Scholar] [CrossRef]
- Kartika, I.A.; Pontalier, P.Y.; Rigal, L. Oil extraction of oleic sunflower seeds by twin screw extruder: Influence of screw configuration and operating conditions. Ind. Crops Prod. 2005, 22, 207–222. [Google Scholar] [CrossRef]
- Nakayama, Y.; Takemitsu, H.; Kajiwara, T.; Kimura, K.; Takeuchi, T.; Tomiyana, H. Improving mixing characteristics with a pitched tip in kneading elements in twin-screw extrusion. AlChE J. 2018, 64, 1424–1434. [Google Scholar] [CrossRef]
- Choudhury, G.S.; Gogoi, B.K.; Oswalt, A.J. Twin-Screw Extrusion Pink Salmon Muscle and Rice Flour Blends. J. Aquat. Food Prod. Technol. 1998, 7, 69–91. [Google Scholar] [CrossRef]
- Bravo, V.L.; Hrymak, A.N.; Wright, J.D. Study of particle trajectories, residence times and flow behavior in kneading discs of intermeshing co-rotating twin-screw extruders. Polym. Eng. Sci. 2004, 44, 779–793. [Google Scholar] [CrossRef]
- Gogoi, B.K.; Choudhury, G.S.; Oswalt, A.J. Effects of location and spacing of reverse screw and kneading element combination during twin-screw extrusion of starchy and proteinaceous blends. Food Res. Int. 1996, 29, 505–512. [Google Scholar] [CrossRef]
- Zheng, J.; Choo, K.; Rehmann, L. The effects of screw elements on enzymatic digestibility of corncobs after pretreatment in a twin-screw extruder. Biomass Bioenergy 2015, 74, 224–232. [Google Scholar] [CrossRef]
- Lawal, A.; Kalyon, D.M. Simulation of intensity of segregation distributions using three-dimensional fem analysis: Application to corotating twin screw extrusion processing. J. Appl. Polym. Sci. 1995, 58, 1501–1507. [Google Scholar] [CrossRef]
- Zong, Y.; Tang, H.; Zhao, L. 3-D numerical simulations for polycondensation of poly(p-phenylene terephthalamide) in twin screw extruder. Polym. Eng. Sci. 2017, 57, 1252–1261. [Google Scholar] [CrossRef]
- Purlis, E.; Cevoli, C.; Fabbri, A. Modelling volume change and deformation in food products/processes: An overview. Foods 2021, 10, 778. [Google Scholar] [CrossRef]
- Emin, M.A.; Schuchmann, H.P. Analysis of the dispersive mixing efficiency in a twin-screw extrusion processing of starch based matrix. J. Food Eng. 2013, 115, 132–143. [Google Scholar] [CrossRef]
- Sisay, M.T.; Emire, S.A.; Ramaswamy, H.S.; Workneh, T.S. Residence time distribution and flow pattern of reduced-gluten wheat-based formulations in a twin screw extruder. LWT-Food Sci. Technol. 2017, 79, 213–222. [Google Scholar] [CrossRef]
- Sun, D.Y.; Zhou, C.Y.; Yu, H.Z.; Wang, B.; Li, Y. Integrated numerical simulation and quality attributes of soybean protein isolate extrusion under different screw speeds and combinations. Innov. Food Sci. Emerg. Technol. 2022, 79, 103053. [Google Scholar] [CrossRef]
- Nakayama, Y.; Takeda, E.; Shigeishi, T.; Tomiyama, H.; Kajiwara, T. Melt-mixing by novel pitched-tip kneading disks in a co-rotating twin-screw extruder. Chem. Eng. Sci. 2011, 66, 103–110. [Google Scholar] [CrossRef]
- Sarhangi Fard, A.; Anderson, P.D. Simulation of distributive mixing inside mixing elements of co-rotating twin-screw extruders. Comput. Fluids 2013, 87, 79–91. [Google Scholar] [CrossRef]
- Monchatre, B.; Raveyre, C.; Carrot, C. Influence of the melt viscosity and operating conditions on the degree of filling, pressure, temperature, and residence time in a co-kneader. Polym. Eng. Sci. 2018, 58, 133–141. [Google Scholar] [CrossRef]
- Eitzlmayr, A.; Matić, J.; Khinast, J. Analysis of flow and mixing in screw elements of corotating twin-screw extruders via SPH. AlChE J. 2017, 63, 2451–2463. [Google Scholar] [CrossRef]
- Pan, Y.R.; Liu, Y.C.; Wang, Z.L.; Ma, C. Study on improving the quality of high content recycled PE foamed board by enhancing screw elongational effect in mixing process. J. Appl. Polym. Sci. 2022, 139, 52053. [Google Scholar] [CrossRef]
- Kalyon, D.M.; Malik, M. An integrated approach for numerical analysis of coupled flow and heat transfer in co-rotating twin screw extruders. Int. Polym. Process. 2007, 22, 293–302. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, M.; Sun, D.; Zhang, T.; Zhou, C.; Zhang, B. Study on the Function of Conveying, Kneading Block and Reversing Elements on the Mixing Efficiency and Dispersion Effect inside the Barrel of an Extruder with Numerical Simulation. Foods 2023, 12, 3503. https://doi.org/10.3390/foods12183503
Wu M, Sun D, Zhang T, Zhou C, Zhang B. Study on the Function of Conveying, Kneading Block and Reversing Elements on the Mixing Efficiency and Dispersion Effect inside the Barrel of an Extruder with Numerical Simulation. Foods. 2023; 12(18):3503. https://doi.org/10.3390/foods12183503
Chicago/Turabian StyleWu, Min, Dongyu Sun, Tong Zhang, Chengyi Zhou, and Bowen Zhang. 2023. "Study on the Function of Conveying, Kneading Block and Reversing Elements on the Mixing Efficiency and Dispersion Effect inside the Barrel of an Extruder with Numerical Simulation" Foods 12, no. 18: 3503. https://doi.org/10.3390/foods12183503
APA StyleWu, M., Sun, D., Zhang, T., Zhou, C., & Zhang, B. (2023). Study on the Function of Conveying, Kneading Block and Reversing Elements on the Mixing Efficiency and Dispersion Effect inside the Barrel of an Extruder with Numerical Simulation. Foods, 12(18), 3503. https://doi.org/10.3390/foods12183503