


Ultrasonic Wave Mode-Based Application for Contactless Density Measurement of Highly Aerated Batters


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Batter Formulation
2.3. Density Measurement
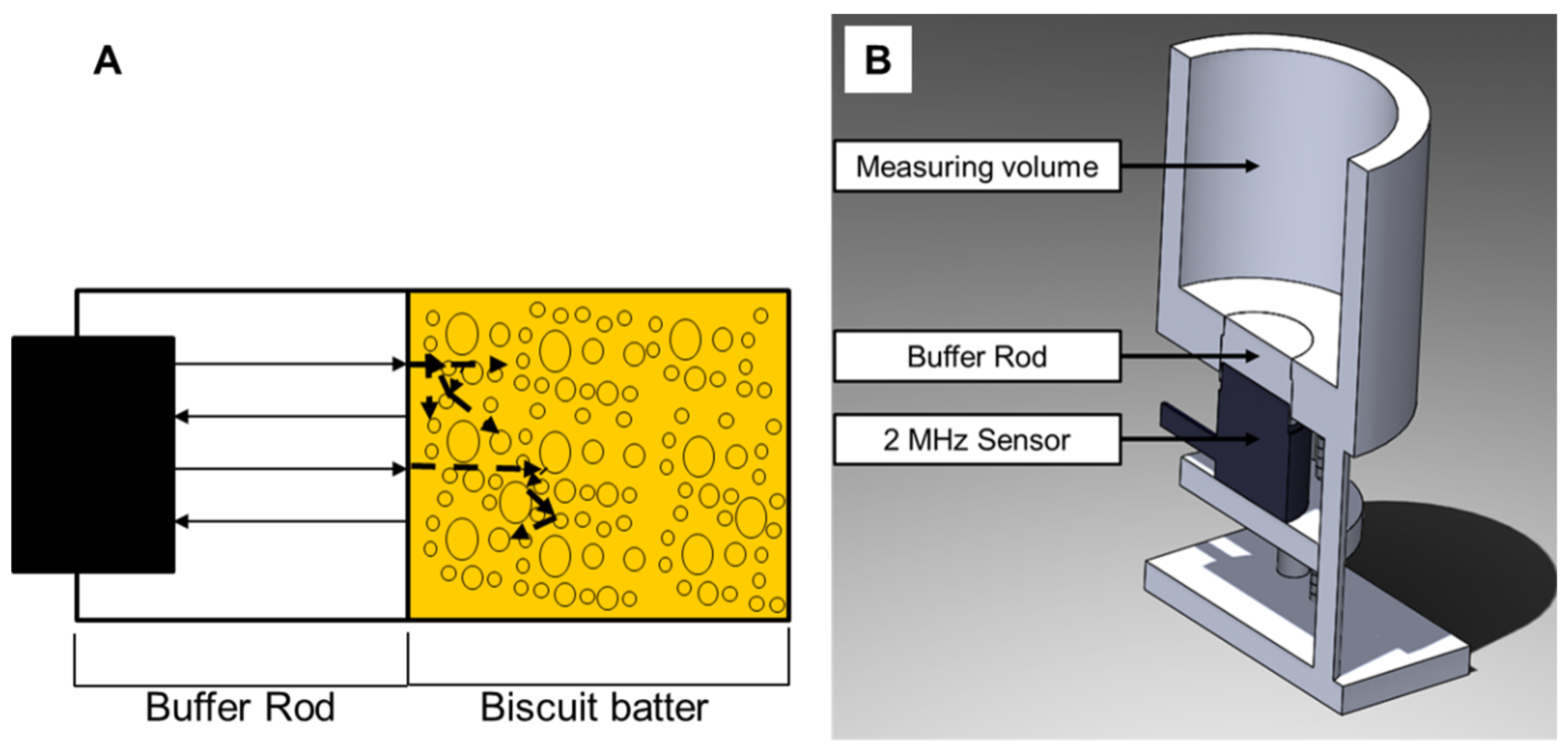
2.4. Ultrasonic Measurement System

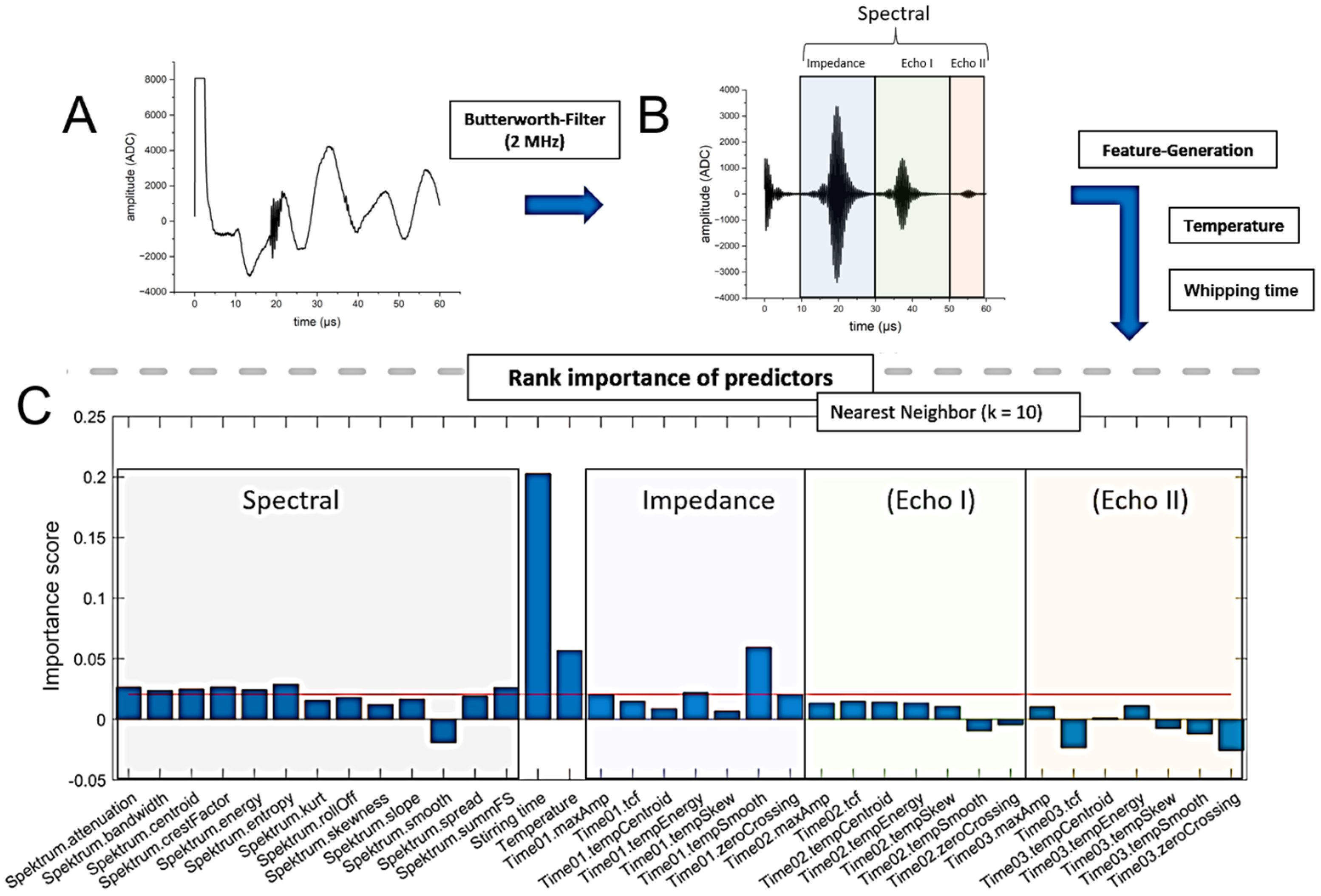
2.5. Signal Pre-Processing
- Sensor ringing (0–10 µs)
- Echo of impedance signal (PMMA/batter) (10–30 µs)
- First echo of reflections and scattering effects in batter (30–50 µs)
- Second echo of reflections and scattering effects in batter (50–60 µs)

2.6. Ultrasonic Feature Creation
2.6.1. Time Domain Features
2.6.2. Spectral Domain Features
2.7. Feature Selection and Regression Method
3. Results and Discussion
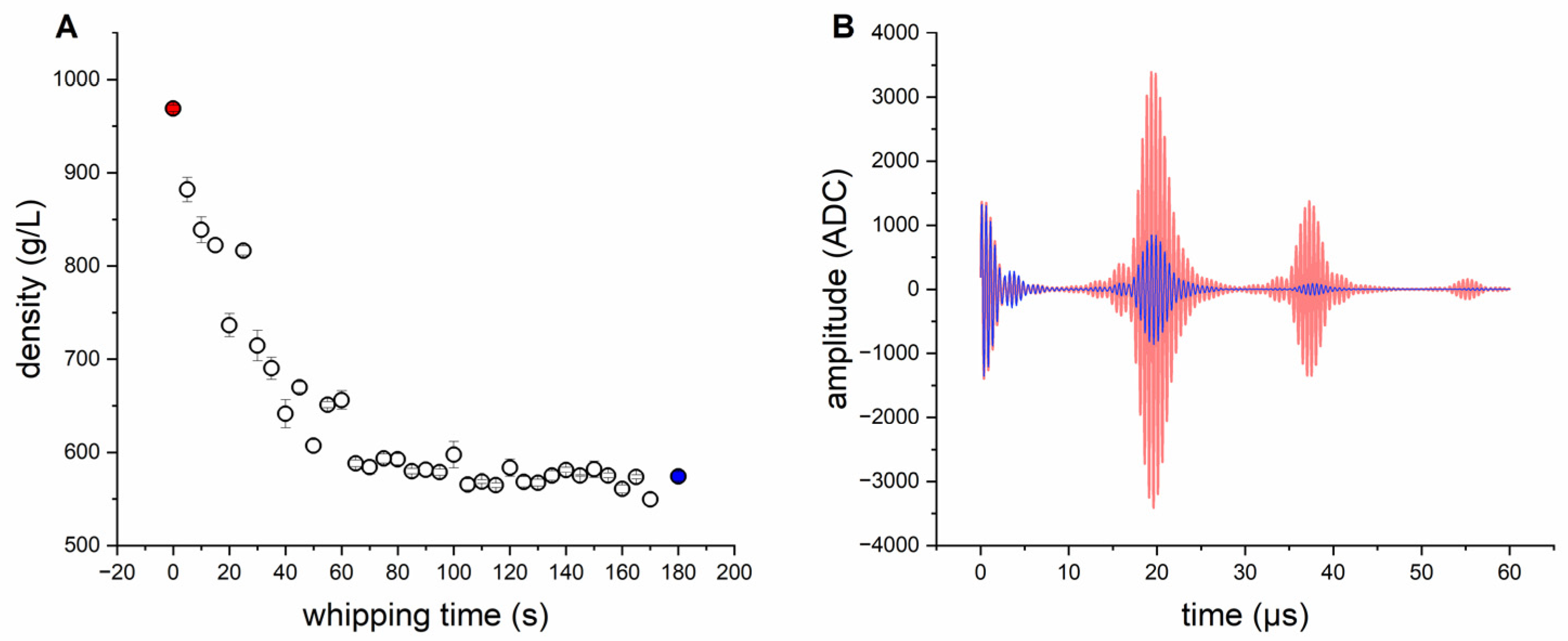
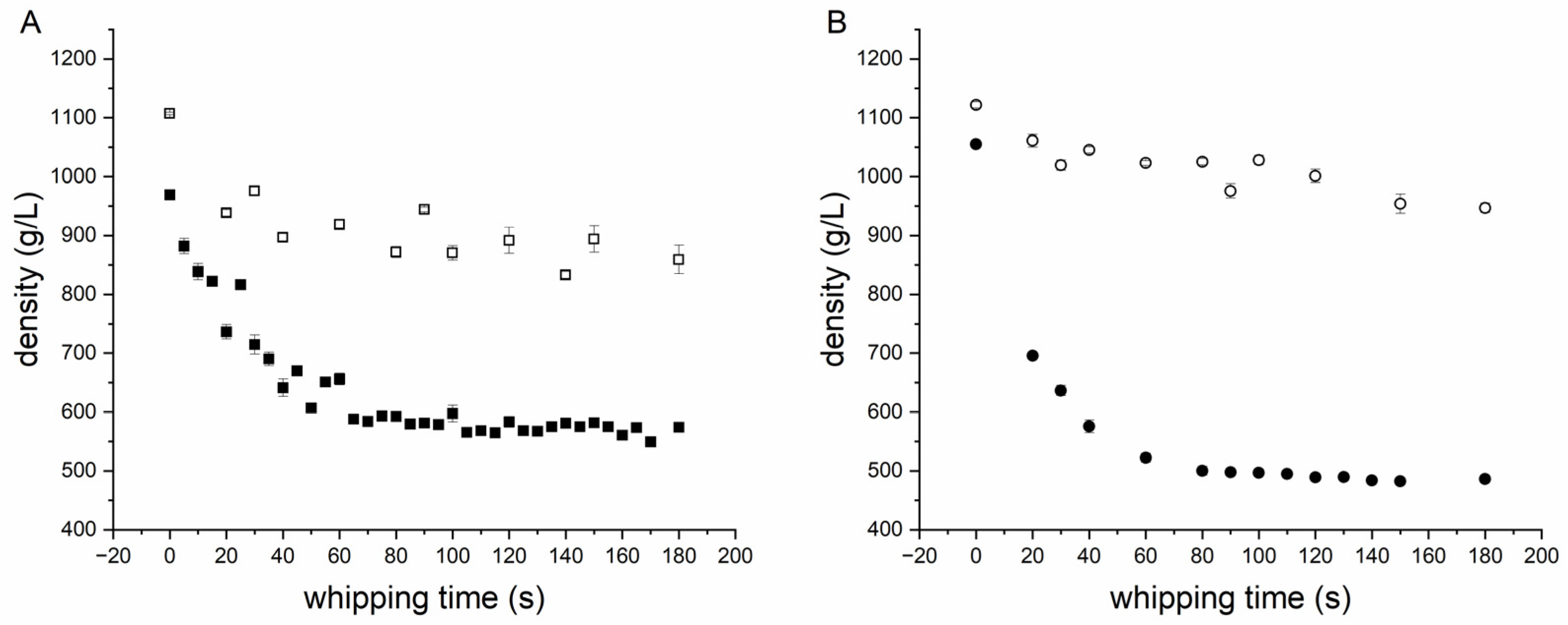
3.1. Density Measurement for Standard Batter without Variation
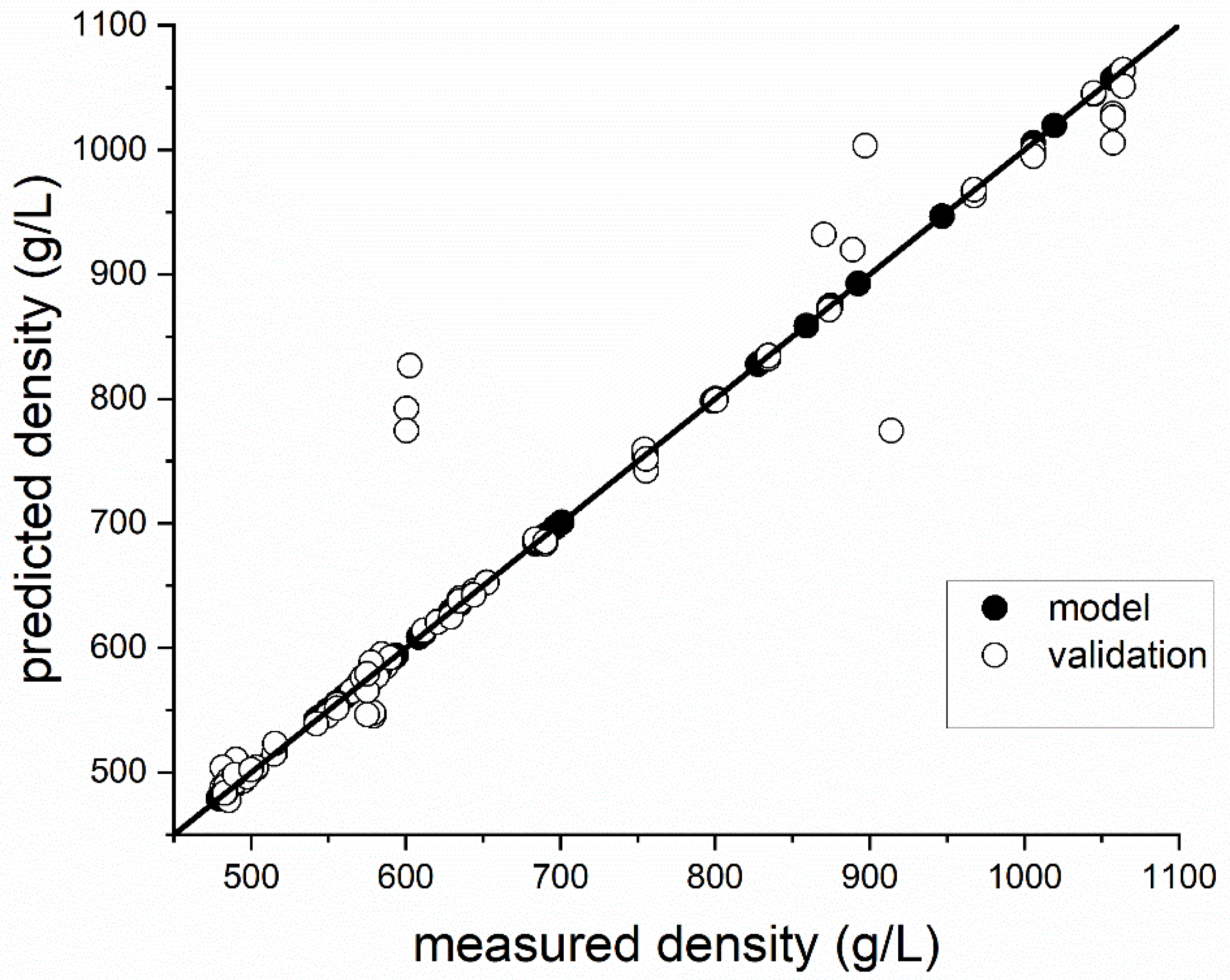
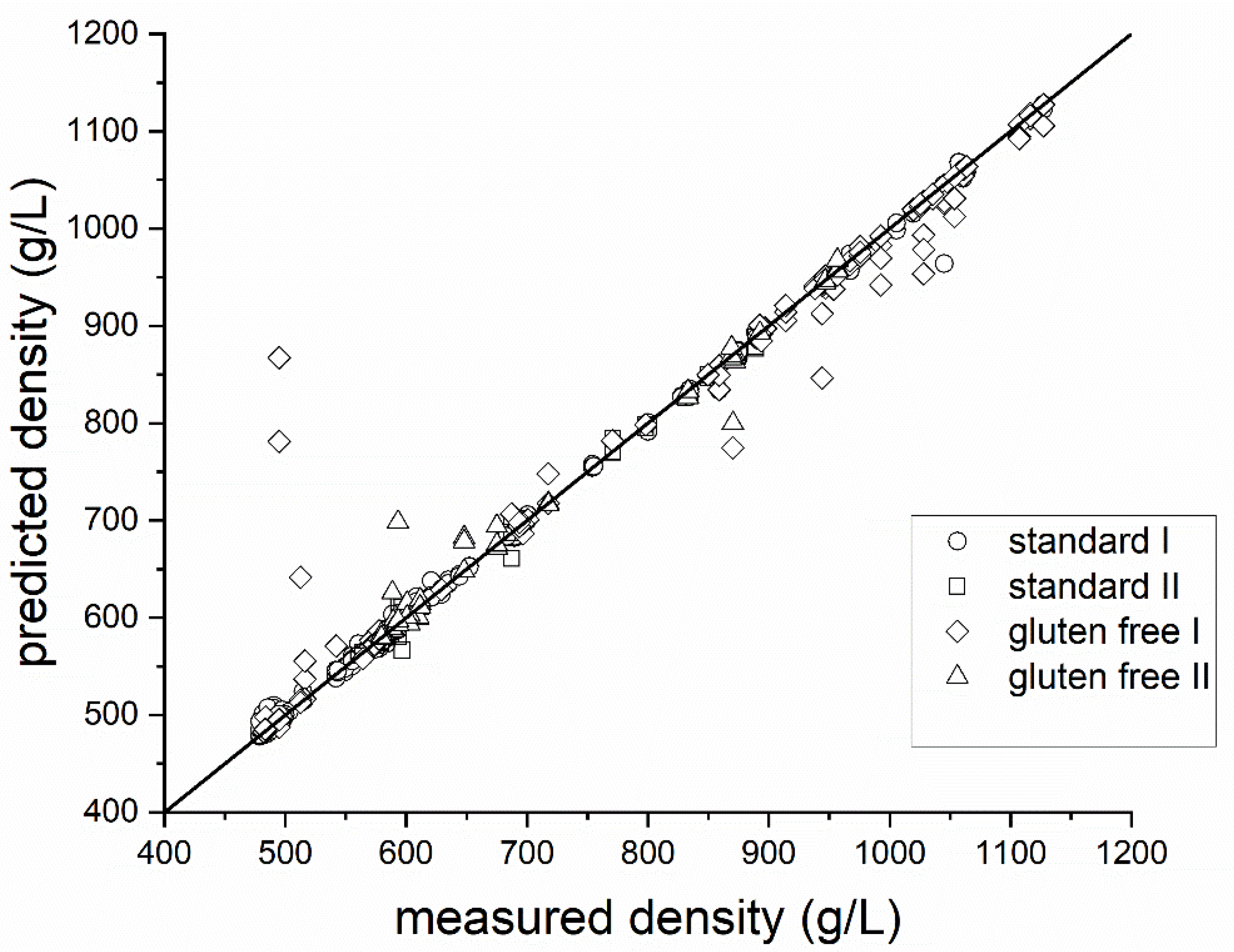
3.2. Density Measurement for Batter Variations
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Færgestad, E.M.; Magnus, E.M.; Sahlström, S.; Næs, T. Influence of Flour Quality and Baking Process on Hearth Bread Characteristics Made Using Gentle Mixing. J. Cereal Sci. 1999, 30, 61–70. [Google Scholar] [CrossRef]
- Hruskova, M.; Machova, D. Changes of wheat flour properties during short term storage. Czech J. Food Sci.—UZPI 2002, 20, 125–130. [Google Scholar] [CrossRef]
- Psimouli, V.; Oreopoulou, V. The effect of alternative sweeteners on batter rheology and cake properties. J. Sci. Food Agric. 2012, 92, 99–105. [Google Scholar] [CrossRef]
- Alifakı, Y.Ö.; Şakıyan, Ö. Dielectric properties, optimum formulation and microwave baking conditions of chickpea cakes. J. Food Sci. Technol. 2017, 54, 944–953. [Google Scholar] [CrossRef] [PubMed]
- Yildiz, E.; Guner, S.; Sumnu, G.; Sahin, S.; Oztop, M.H. Monitoring the Effects of Ingredients and Baking Methods on Quality of Gluten-Free Cakes by Time-Domain (TD) NMR Relaxometry. Food Bioprocess Technol. 2018, 11, 1923–1933. [Google Scholar] [CrossRef]
- Conforti, F.D. Cake Manufacture. In Bakery Products Science and Technology; Wiley: Hoboken, NJ, USA, 2014; pp. 563–584. [Google Scholar]
- Wilderjans, E.; Luyts, A.; Brijs, K.; Delcour, J.A. Ingredient functionality in batter type cake making. Trends Food Sci. Technol. 2013, 30, 6–15. [Google Scholar] [CrossRef]
- Campbell, G. Creation and characterisation of aerated food products. Trends Food Sci. Technol. 1999, 10, 283–296. [Google Scholar] [CrossRef]
- Salazar, J.; Turó, A.; Chávez, J.A.; García, M.J. Ultrasonic inspection of batters for on-line process monitoring. Ultrasonics 2004, 42, 155–159. [Google Scholar] [CrossRef]
- Bowler, A.L.; Bakalis, S.; Watson, N.J. A review of in-line and on-line measurement techniques to monitor industrial mixing processes. Chem. Eng. Res. Des. 2020, 153, 463–495. [Google Scholar] [CrossRef]
- Layton, R.A.; Murray, W.R.; Garbini, J.L. The feasibility of controlling power for efficient batch mixing. Mechatronics 1996, 6, 21–34. [Google Scholar] [CrossRef]
- Layton, R.A.; Murray, W.R.; Garbini, J.L. The Control of Power for Efficient Batch Mixing. Propellants Explos. Pyrotech. 1997, 22, 269–278. [Google Scholar] [CrossRef]
- Kilborn, R.H.; Preston, K.R. A dough height tracker and its potential application to the study of dough characteristics. Cereal Chem. 1981, 58, 198–201. [Google Scholar]
- Trinh, L.; Lowe, T.; Campbell, G.M.; Withers, P.J.; Martin, P.J. Bread dough aeration dynamics during pressure step-change mixing: Studies by X-ray tomography, dough density and population balance modelling. Chem. Eng. Sci. 2013, 101, 470–477. [Google Scholar] [CrossRef]
- Awad, T.S.; Moharram, H.A.; Shaltout, O.E.; Asker, D.; Youssef, M.M. Applications of ultrasound in analysis, processing and quality control of food: A review. Food Res. Int. 2012, 48, 410–427. [Google Scholar] [CrossRef]
- Chandrapala, J.; Oliver, C.; Kentish, S.; Ashokkumar, M. Ultrasonics in food processing—Food quality assurance and food safety. Trends Food Sci. Technol. 2012, 26, 88–98. [Google Scholar] [CrossRef]
- Khairi, M.T.M.; Ibrahim, S.; Yunus, M.A.M.; Faramarzi, M. Contact and non-contact ultrasonic measurement in the food industry: A review. Meas. Sci. Technol. 2015, 27, 12001. [Google Scholar] [CrossRef]
- Sarkar, T.; Salauddin, M.; Kirtonia, K.; Pati, S.; Rebezov, M.; Khayrullin, M.; Panasenko, S.; Tretyak, L.; Temerbayeva, M.; Kapustina, N.; et al. A Review on the Commonly Used Methods for Analysis of Physical Properties of Food Materials. Appl. Sci. 2022, 12, 2004. [Google Scholar] [CrossRef]
- Salimi Khorshidi, A.; Thandapilly, S.J.; Ames, N. Application of low-intensity ultrasound as a rapid, cost-effective tool to wheat screening: A systematic frequency selection. J. Cereal Sci. 2018, 82, 190–197. [Google Scholar] [CrossRef]
- Létang, C.; Piau, M.; Verdier, C.; Lefebvre, L. Characterization of wheat-flour–water doughs: A new method using ultrasound. Ultrasonics 2001, 39, 133–141. [Google Scholar] [CrossRef] [PubMed]
- Elmehdi, H.M.; Page, J.H.; Scanlon, M.G. Ultrasonic Investigation of the Effect of Mixing Under Reduced Pressure on the Mechanical Properties of Bread Dough. Cereal Chem. J. 2004, 81, 504–510. [Google Scholar] [CrossRef]
- Ross, K.A.; Pyrak-Nolte, L.J.; Campanella, O.H. The use of ultrasound and shear oscillatory tests to characterize the effect of mixing time on the rheological properties of dough. Food Res. Int. 2004, 37, 567–577. [Google Scholar] [CrossRef]
- Elmehdi, H.M.; Page, J.H.; Scanlon, M.G. Monitoring Dough Fermentation Using Acoustic Waves. Food Bioprod. Process. 2003, 81, 217–223. [Google Scholar] [CrossRef]
- Skaf, A.; Nassar, G.; Lefebvre, F.; Nongaillard, B. A new acoustic technique to monitor bread dough during the fermentation phase. J. Food Eng. 2009, 93, 365–378. [Google Scholar] [CrossRef]
- Bowler, A.L.; Bakalis, S.; Watson, N.J. Monitoring Mixing Processes Using Ultrasonic Sensors and Machine Learning. Sensors 2020, 20, 1813. [Google Scholar] [CrossRef]
- Scanlon, M.G.; Page, J.H. Probing the Properties of Dough with Low-Intensity Ultrasound. Cereal Chem. J. 2015, 92, 121–133. [Google Scholar] [CrossRef]
- Strybulevych, A.; Leroy, V.; Shum, A.L.; Koksel, H.F.; Scanlon, M.G.; Page, J.H. Use of an ultrasonic reflectance technique to examine bubble size changes in dough. In IOP Conference Series: Materials Science and Engineering, Proceedings of the International Symposium on Ultrasound in the Control of Industrial Processes (UCIP 2012), Madrid, Spain, 18–20 April 2012; Volume 42, p. 12037. [CrossRef]
- Allais, I.; Edoura-Gaena, R.-B.; Dufour, É. Characterisation of lady finger batters and biscuits by fluorescence spectroscopy—Relation with density, color and texture. J. Food Eng. 2006, 77, 896–909. [Google Scholar] [CrossRef]
- Fox, P.D.; Smith, P.P.; Sahi, S.S. Buffer rod design for measurement of specific gravity in the processing of industrial food batters. In 2002 IEEE Ultrasonics Symposium, Proceedings of the An International Symposium, Forum Hotel, Munich, Germany, 8–11 October 2002; Yuhas, D.E., Schneider, S.C., Eds.; IEEE: Piscataway, NJ, USA, 2002; pp. 679–682. ISBN 0-7803-7582-3. [Google Scholar]
- Fox, P.; Smith, P.P.; Sahi, S. Ultrasound measurements to monitor the specific gravity of food batters. J. Food Eng. 2004, 65, 317–324. [Google Scholar] [CrossRef]
- Gómez, M.; Oliete, B.; García-Álvarez, J.; Ronda, F.; Salazar, J. Characterization of cake batters by ultrasound measurements. J. Food Eng. 2008, 89, 408–413. [Google Scholar] [CrossRef]
- Colombi, A.; Ageeva, V.; Smith, R.J.; Clare, A.; Patel, R.; Clark, M.; Colquitt, D.; Roux, P.; Guenneau, S.; Craster, R.V. Enhanced sensing and conversion of ultrasonic Rayleigh waves by elastic metasurfaces. Sci. Rep. 2017, 7, 6750. [Google Scholar] [CrossRef]
- Mayer, W.G. Energy partition of ultrasonic waves at flat boundaries. Ultrasonics 1965, 3, 62–68. [Google Scholar] [CrossRef]
- Chaplain, G.J.; de Ponti, J.M.; Colombi, A.; Fuentes-Dominguez, R.; Dryburg, P.; Pieris, D.; Smith, R.J.; Clare, A.; Clark, M.; Craster, R.V. Tailored elastic surface to body wave Umklapp conversion. Nat. Commun. 2020, 11, 3267. [Google Scholar] [CrossRef] [PubMed]
- Clement, G.T.; White, P.J.; Hynynen, K. Enhanced ultrasound transmission through the human skull using shear mode conversion. J. Acoust. Soc. Am. 2004, 115, 1356–1364. [Google Scholar] [CrossRef] [PubMed]
- Wall, K. Complexity of chemical products, plants, processes and control systems. Chem. Eng. Res. Des. 2009, 87, 1430–1437. [Google Scholar] [CrossRef]
- Gao, W.; Liu, W.; Hu, Y.; Wang, J. Study of Ultrasonic Near-Field Region in Ultrasonic Liquid-Level Monitoring System. Micromachines 2020, 11, 763. [Google Scholar] [CrossRef]
- Amirkhani, M.; Taschin, A.; Cucini, R.; Bartolini, P.; Leporini, D.; Torre, R. Polymer thermal and acoustic properties using heterodyne detected transient grating technique. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 685–690. [Google Scholar] [CrossRef]
- Kanatov, I.; Kaplun, D.; Butusov, D.; Gulvanskii, V.; Sinitca, A. One Technique to Enhance the Resolution of Discrete Fourier Transform. Electronics 2019, 8, 330. [Google Scholar] [CrossRef]
- Alías, F.; Socoró, J.; Sevillano, X. A Review of Physical and Perceptual Feature Extraction Techniques for Speech, Music and Environmental Sounds. Appl. Sci. 2016, 6, 143. [Google Scholar] [CrossRef]
- Robnik-Šikonja, M.; Kononenko, I. Theoretical and Empirical Analysis of ReliefF and RReliefF. Mach. Learn. 2003, 53, 23–69. [Google Scholar] [CrossRef]
- Zhang, N.; Xiong, J.; Zhong, J.; Leatham, K. Gaussian Process Regression Method for Classification for High-Dimensional Data with Limited Samples. In Proceedings of the 8th International Conference on Information Science and Technology, ICIST 2018, Granada/Cordoba/Seville, Spain, 30 June–6 July 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 358–363, ISBN 978-1-5386-3782-1. [Google Scholar]
- Chesterton, A.; de Abreu, D.P.; Moggridge, G.D.; Sadd, P.A.; Wilson, D.I. Evolution of cake batter bubble structure and rheology during planetary mixing. Food Bioprod. Process. 2013, 91, 192–206. [Google Scholar] [CrossRef]
- Bowler, A.L.; Pound, M.P.; Watson, N.J. A review of ultrasonic sensing and machine learning methods to monitor industrial processes. Ultrasonics 2022, 124, 106776. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Ingredient Consumption g/5 kg | |||
|---|---|---|---|---|
| Standard I | Standard II | Gluten-Free I | Gluten-Free II | |
| Whole egg | 1417 | 1417 | 1417 | 1417 |
| Wheat flour (Type 550) | 750 | 750 | 0 | 0 |
| Wheat starch | 925 | 975 | 1675 | 1725 |
| White sugar | 1858 | 1858 | 1858 | 1858 |
| Emulsifier | 50 | 0 | 50 | 0 |
| R2 | RMSE | NRMSE [%] | |
|---|---|---|---|
| Model | 0.99 | 0.03 | 0.006 |
| Validation | 0.91 | 54.69 | 11.41 |
| Total | 0.96 | 30.31 | 6.32 |
| R2 | RMSE | NRMSE [%] | |
|---|---|---|---|
| Standard I | 0.99 | 6.32 | 1.31 |
| Standard II | 0.99 | 7.46 | 1.55 |
| Gluten-free I | 0.96 | 42.53 | 8.88 |
| Gluten-free II | 0.94 | 18.66 | 3.89 |
| Total | 0.98 | 19.92 | 4.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Metzenmacher, M.; Geier, D.; Becker, T. Ultrasonic Wave Mode-Based Application for Contactless Density Measurement of Highly Aerated Batters. Foods 2023, 12, 1927. https://doi.org/10.3390/foods12091927
Metzenmacher M, Geier D, Becker T. Ultrasonic Wave Mode-Based Application for Contactless Density Measurement of Highly Aerated Batters. Foods. 2023; 12(9):1927. https://doi.org/10.3390/foods12091927
Chicago/Turabian StyleMetzenmacher, Michael, Dominik Geier, and Thomas Becker. 2023. "Ultrasonic Wave Mode-Based Application for Contactless Density Measurement of Highly Aerated Batters" Foods 12, no. 9: 1927. https://doi.org/10.3390/foods12091927
APA StyleMetzenmacher, M., Geier, D., & Becker, T. (2023). Ultrasonic Wave Mode-Based Application for Contactless Density Measurement of Highly Aerated Batters. Foods, 12(9), 1927. https://doi.org/10.3390/foods12091927