1. Introduction
Soymilk is a high protein liquid with considerable amounts of carbohydrates, fats, essential vitamins and mineral, generally produced by grinding soaked soybeans in excess water, which is then filtered to separate out the milk from solids and fiber. It is a stable oil in water emulsion, where the continuous phase is formed by dispersed soybean protein. Soymilk is composed of 94% water, 3% protein, 1.5% fat and 1.5% of carbohydrates. It also contains 7.36 and 0.33 mg/100 mL of riboflavin and thiamin, respectively, a composition similar to cow’s milk but with little-saturated fat and no cholesterol [
1,
2,
3]. The nutritional profile of soymilk and cow’s milk (3.25% milkfat) are summarized in
Table 1 [
4].
In recent years, the consumption of soymilk has increased, especially among consumers who are lactose intolerant, vegetarian, vegan and/or seeking healthy diets. It is also considered safe for children with galactosemia [
5], as galactose is absent in soymilk. In developing countries, soymilk is used as a low-cost substitute for cow’s milk in many food preparations [
6,
7]. This increase in consumption of soymilk can also be attributed to the presence of high-quality protein and low-fat content [
2]. In 1999, the U.S. Food and Drug Administration approved the health claim for soy protein, which states that its consumption may reduce the risk of heart diseases by lowering the levels of low-density lipoproteins adding to its acceptance by a wide variety of consumers [
8]. Several researchers have also associated the consumption of soy products to reduced risks of coronary heart diseases, atherosclerosis, type 2 diabetes, colorectal cancer, breast cancer and prostate cancer [
9,
10,
11].
Despite all the beneficial factors, the nutritional value of soy milk is reduced by the presence of a variety of anti-nutritional factors such as Kunitz trypsin inhibitors (KTI), Bowman-Birk inhibitors (BBI) and lipoxygenase (LOX). Soybean contains the highest amount of protease inhibitors that accounts for two to six percent of whole soybean protein [
12]. These proteases (KTI and BBI) inhibit the enzymatic activity of trypsin and chymotrypsin, the primary digestive enzymes responsible for reducing the proteins into dipeptides and tripeptides. The KTI has a molecular weight of 20 kDa with two disulfide bridges and exhibits specificity to inhibit trypsin. BBI has a molecular weight of eight kDa with seven disulfide bonds and exhibits specificity to inhibit chymotrypsin and trypsin [
13,
14]. Rouhana et al. reported 60% of soymilk trypsin inhibition activity (TIA) was from KTI [
15]. High levels of active KTI have been shown to reduce protein digestibility and cause pancreatic carcinogenesis upon consumption [
16]. In animals, protease inhibitors have been associated with growth suppression and pancreatic hypertrophy, emphasizing the need for identification and development of effective techniques to reduce their presence in soy products [
17,
18,
19]. Soybean trypsin inhibitors are heat stable and require a long processing time. According to Yuan et al., TIA values decreased to 13% of the original raw soymilk TIA values when processed by the traditional thermal treatment (heating at 100 °C for 20 min) [
20]. However, the long processing time may affect the other nutritional properties of soy products and hence should be avoided [
20,
21]. At the same time, 100% inactivation of trypsin inhibitors (TI) causes overheating and damages the proteins by destroying lysine, tryptophan and cysteine in soymilk. Thus, extended periods of thermal treatment inactivate TI effectively, but it denatures essential soybean proteins resulting in amino acid degradation, browning reaction and other deteriorative reactions [
20,
21]. The flavor, color, and vitamin content are also affected depending on the type of heat treatment used [
21,
22]. Hence, processing plays an essential role in the sensory appeal and nutritive value of soybean and soy products including soymilk. The various factors to be considered for a good quality soymilk during processing are yield, nutritional quality, anti-nutritional profile, color attributes, particle size, texture profile and organoleptic quality [
14,
23].
Moreover, there are still questions concerning the ideal processing conditions to produce commercially sterile soymilk with minimum nutrient degradation. Manufacturing techniques are required that have shorter processing time, are energy efficient (environment-friendly), have lower production costs and maintain the quality of soymilk [
24]. Autoclaving, batch boiling and steam injection [
25,
26], Ultra-High Temperature (UHT) [
27], High Temperature and Pressure combination [
28], Ohmic heating [
29], and High-Pressure Processing (HPP) [
17] are processing methods that have been explored for inactivation of TI in soymilk.
Industrial scale dielectric heat treatment technology at 42 MHz (Radio frequency) and 2450 MHz (Microwave) were found to be effective against TI in soybean and these methods also improved the overall quality of the protein. The processing time required to reach safe levels of TI inactivation is less in microwave treatment when compared to conventional methods for soybeans [
30]. Studies by Barac and his team showed that the TI levels were reduced to 13% of the initial value in soybean during microwave roasting at 2.45 GHz for two min [
31]. In a study conducted by Yoshida et al., the inactivation of the anti-nutritional factors to safe limits of soaked soybean at 2.45 GHz requires only four min [
32]. In comparison, the conventional batch boiling process takes 15 min at 100 °C to inactivate the levels of TI to 20% [
15]. To the best of our knowledge, no studies have been done on the inactivation of soybean trypsin inhibitor in soymilk using microwave processing despite the upsides of using this dielectric processing technique. This can be regarded as a potential alternative to existing conventional processing methods in the food industry for inactivation of anti-nutritional factors.
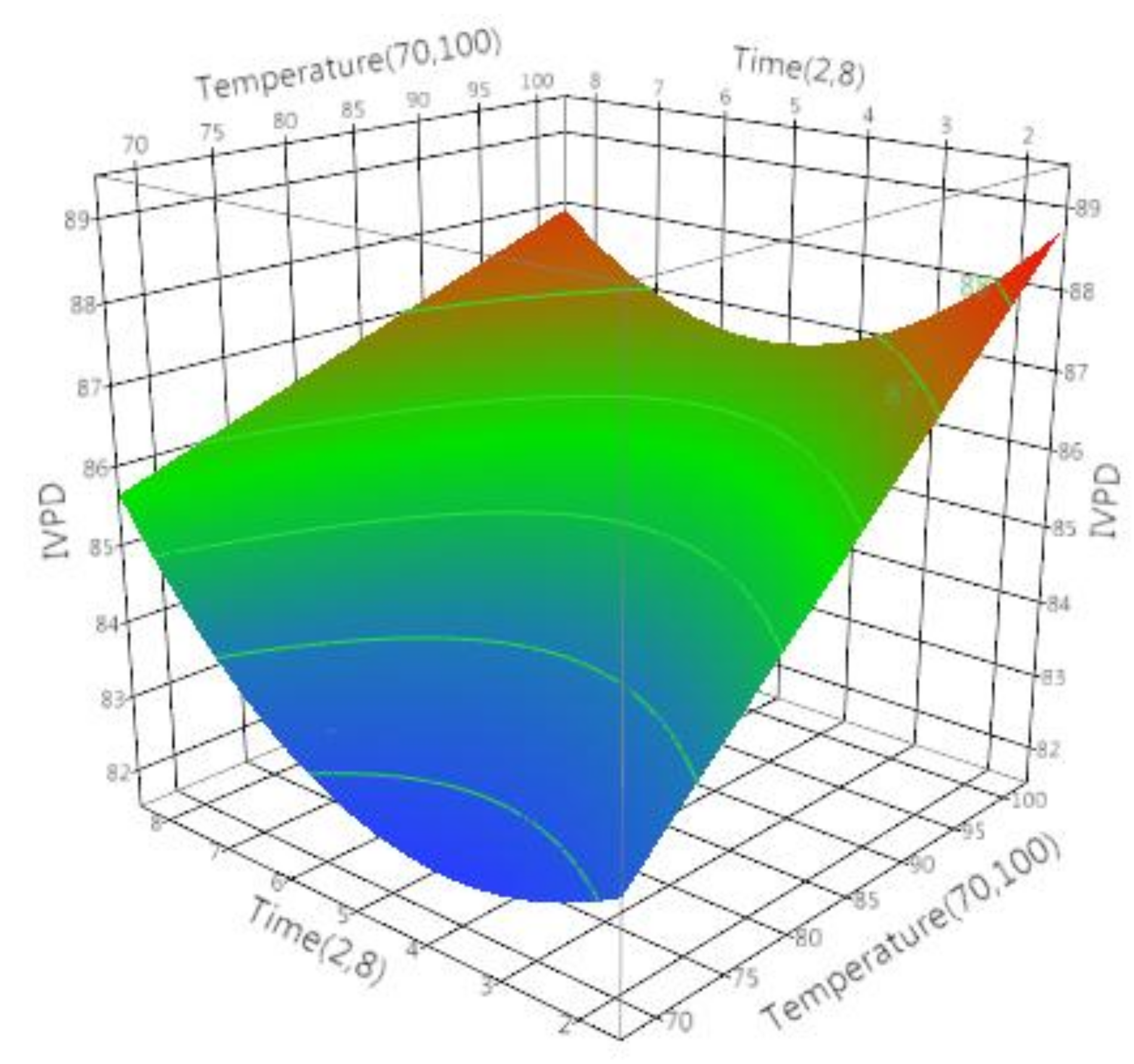
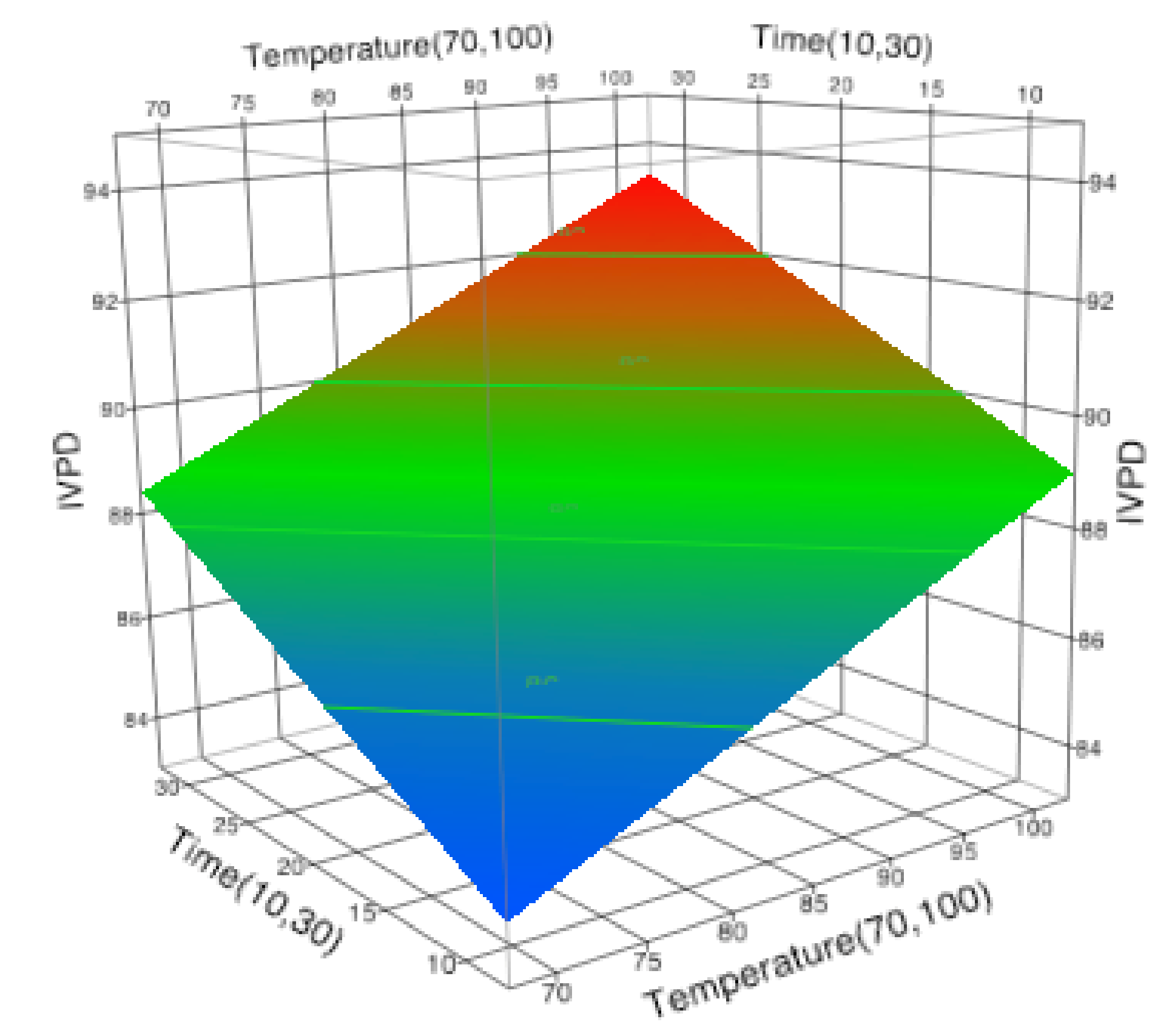
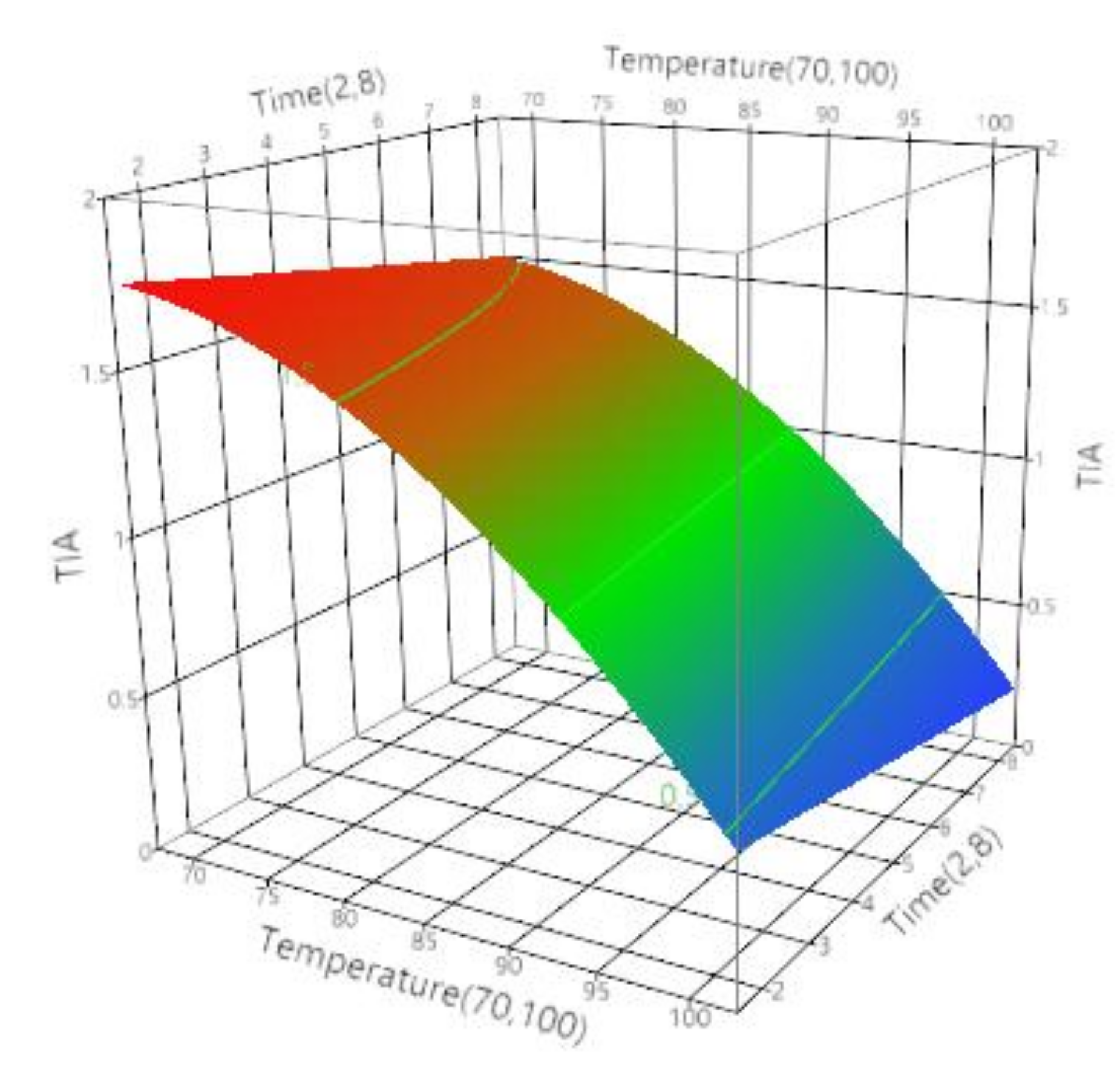
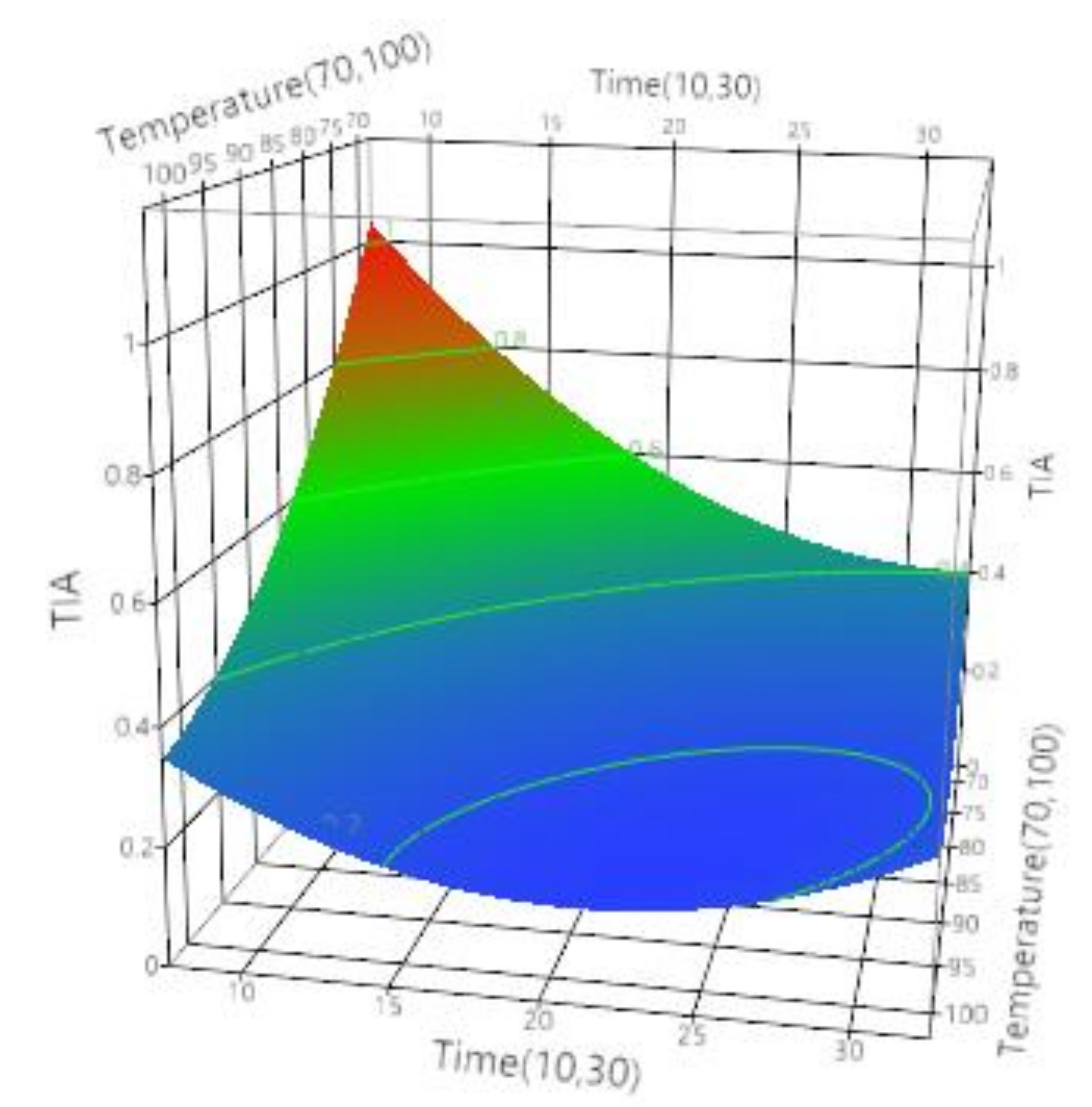
This study reports the effect of microwave processing on the reduction of TIA in comparison to the conventional thermal processing of soymilk. In vitro Protein digestibility (IVPD) studies were also performed to assess the effects of microwave processing on its digestibility at different time and temperature conditions. Optimization of these processing techniques was performed using Response Surface Analysis.
2. Materials and Methods
Soybeans (
Glycine max) was procured from Goliath, QC, Canada. Initial moisture content was found to be 10.1% on a wet basis. The moisture content was determined by AOAC official method for moisture content in soybean flour by hot air oven method. Soybean flour (5 g) was dried in an oven at 130 °C ± 3 °C for two hours, after which the weight became constant [
33]. Fresh soymilk was prepared from fresh soybean before performing thermal and microwave processing.
2.1. Soymilk Preparation
Soybeans were washed, cleaned and soaked in distilled water in the ratio 1:10 (
w:
v) (bean:water) for 18 h at room temperature (25 °C) for complete hydration. The soymilk was prepared by wet grinding the hydrated soybeans along with water for three mins at high speed in a stainless-steel blender (Nutri Bullet, NutriBullet LLC, Pacoima, CA, USA). The slurry was filtered through a double layer of cheesecloth to separate out the solids from soymilk. Raw soymilk obtained had a pH of 6.5 [
8,
34].
2.2. Solvents and Reagents
All reagents and solvent used were of High-Performance Liquid Chromatography (HPLC) grade and were purchased from Fisher Scientific (Ottawa, ON, Canada). The enzymes used for in vitro Protein Digestibility (IVPD %) determination and trypsin inhibitor assay were purchased from Sigma Aldrich (Oakville, ON, Canada).
2.3. Conventional Thermal Treatment
For conventional thermal treatment, 30 mL of soymilk was placed in a water bath which was pre-set and maintained at the processing temperatures of 70 °C, 85 °C and 100 °C. The samples were treated for 10, 20 and 30 min in the water bath. All the experiments were conducted in triplicate. After cooling at room temperature, the samples were collected, stored overnight at 40 °C and later freeze-dried in a laboratory freeze-dryer (Gamma 1-16 LSC Freeze dryer, Martin Christ Gefriertrocknungsanlagen GmbH, Osterode am Harz, Germany) and stored in opaque air-tight containers at −20 °C until further analysis was conducted.
2.4. Microwave Processing
The microwave processing was conducted using the MiniWAVE digestion system (SCP Science, Baie-D’Urfe, QC, Canada) that operates at a frequency of 2.45 GHz at 1000 watts. The soymilk samples were heated in cylindrical quartz reactor vessels. The experiments were conducted at processing temperatures of 70 °C, 85 °C and 100 °C for 2, 5 and 8 min. The sample temperature was monitored using Infra-red (IR) sensors located on the sidewalls and displayed in real time on the controller screen during the run. The MiniWAVE system uses a single magnetron located below the floor of the chamber. After the treatment, the reactor vessels were cooled to room temperature gradually by the cooling unit of the microwave system. The samples were stored until further analysis in the same manner as that of conventionally treated samples.
2.5. Chemical Analysis
2.5.1. In Vitro Protein Digestibility (Multi Enzyme Method)
The In-vitro Protein Digestibility (IVPD) of soybean protein was evaluated using the multi-enzyme method. The working protein suspension was prepared by dissolving samples to yield 312.5 mg of protein in 50 mL of distilled water, whose pH was adjusted to 8.0 using 0.1 N NaOH and 0.1 N HCl. A multi-enzyme mixture was prepared, containing 1.6 mg/mL trypsin, 3.6 mg/mL chymotrypsin, and 1.3 mg/mL peptidase and its pH was adjusted to 8.0. The mixture was placed in an ice-bath and continuously stirred [
35,
36,
37,
38]. Five milliliters of the multi-enzyme solution were added to the samples, which were maintained at 37 °C in a water bath for the digestion with continuous stirring. The pH was measured after 10 min of the digestion and IVPD was calculated using Equation (1) [
37].
2.5.2. Trypsin Inhibitor Assay
In this study, the total Trypsin inhibitor assay was assessed using the procedure followed by Hamerstrand et al. [
39,
40] with some modifications. Freeze dried soy milk (0.5 g) was extracted with 50 mL of 0.01 M NaOH for three hours, with constant stirring at room temperature. The suspension was then allowed to stand for two hours at 4 °C. The supernatant from each sample was collected and diluted, such that 2 mL of the extract could produce 40–60% trypsin inhibitor activity.
Trypsin (type 1× from bovine pancreas, Sigma Chemical Co.) was used as a standard. Diluted soymilk supernatant (1 mL) was pipetted into test tubes in triplicates containing 2 mL of trypsin solution (20 mg in 0.001 M HCl). The control sample (blank) consisted of diluted sample extract and distilled water. The tubes were preheated at 37 °C for 10 min and then, 5 mL of benzyl-DL-arginine-para-nitroanilide (BAPNA), pre-warmed to 37 °C, and was added to each of the tubes and vortexed. After incubating this mixture at 37 °C for 10 min, the reaction was stopped by adding 1 mL of acetic acid (30%). The samples were centrifuged at 3000 g for 10 min. The absorbance of the clear supernatant was measured using spectrophotometer at 410 nm [
41,
42]. TIA is calculated in terms pure trypsin/g sample as weighed (mg/g).
where D is the dilution factor (factor by which the original soymilk sample was diluted to obtain an inhibition between 40% and 60% by 1 mL of the diluted extract), S is the sample weight and A
I is the change in absorbance due to trypsin inhibitor/mL diluted sample extracted.
2.6. Statistical Design and Analysis
In this study, a response surface methodology including the design of experiments, fitting of mathematical model and optimization of processing condition for soymilk samples was employed. The central composite design (CCD) with uniform precision was applied for two independent factors, namely temperature (
X1) and time (
X2), each at three levels (−1, 0, and +1) as shown in
Table 2. The design used to plan experiments consisted of a total of 14 combinations with six central, four factorial and four axial points combinations as shown in
Table 3. The responses: TIA and IVPD were recorded. JMP software version 11 (SAS Institute Inc., Cary, NC, USA) was used for the experimental design and analysis. The functional relationship between the factors (
Xi,
Xj,
Xk, etc.) and responses (
Y) was unknown, hence a regression model (Equation (3)) was used to analyze the actual response surfaces [
43,
44,
45].
where β
0 is the constant coefficient, β
i is the linear coefficient, β
ii is the quadratic coefficient for main process parameters and β
ij is the second order interaction coefficient of variables
i and
j, respectively. The statistical design was prepared taking the temperature in °C and time in min. Separate CCD was prepared for both conventional thermal processing and microwave processing method. F value and its significance, Lack of Fit (LOF), and the coefficient of determination (
R2) were assessed and the ANOVA analysis of the predictive model with the corresponding significant terms were reported in
Table 5,
Table 6,
Table 8,
Table 9. The differences among the treatments were also detected using Duncan multiple-range test using the probability level 0.05 [
46].

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}