
Effect of Inserting Baffles on the Solid Particle Segregation Behavior in Fluidized Bed Reactor: A Computational Study

Abstract
:1. Introduction
2. Materials and Methods
2.1. Mathematical Model
2.1.1. Governing Equations and Constitutive Equations
- Continuity equations of gas and solid phases
- Momentum equation of gas and solid phases
- Fluid—solid exchange coefficient
- Drag modification factor
- Solid–solid exchange coefficient
2.1.2. Boundary and Initial Conditions
- The inlet boundary condition entailed the introduction of gas into the reactor at a velocity of 0.312 m/s. To represent the real condition at 2000 kPa, an introduced gas maintained a constant density and viscosity of 20 kg/m3 and 1.2 × 10−5 Pa.s, respectively.
- The outlet boundary condition was characterized by a constant pressure setup, designated as the pressure outlet. The pressure was set to 2000 kPa.
- Regarding the wall boundary condition, the gas phase was established under a no-slip condition, while all solid particle phases were configured to exhibit a partially slipped condition.
2.2. The Percentage of Segregation
2.3. Investigating Parameters
3. Results and Discussion
3.1. Grid Independency Test
3.2. Model Validation
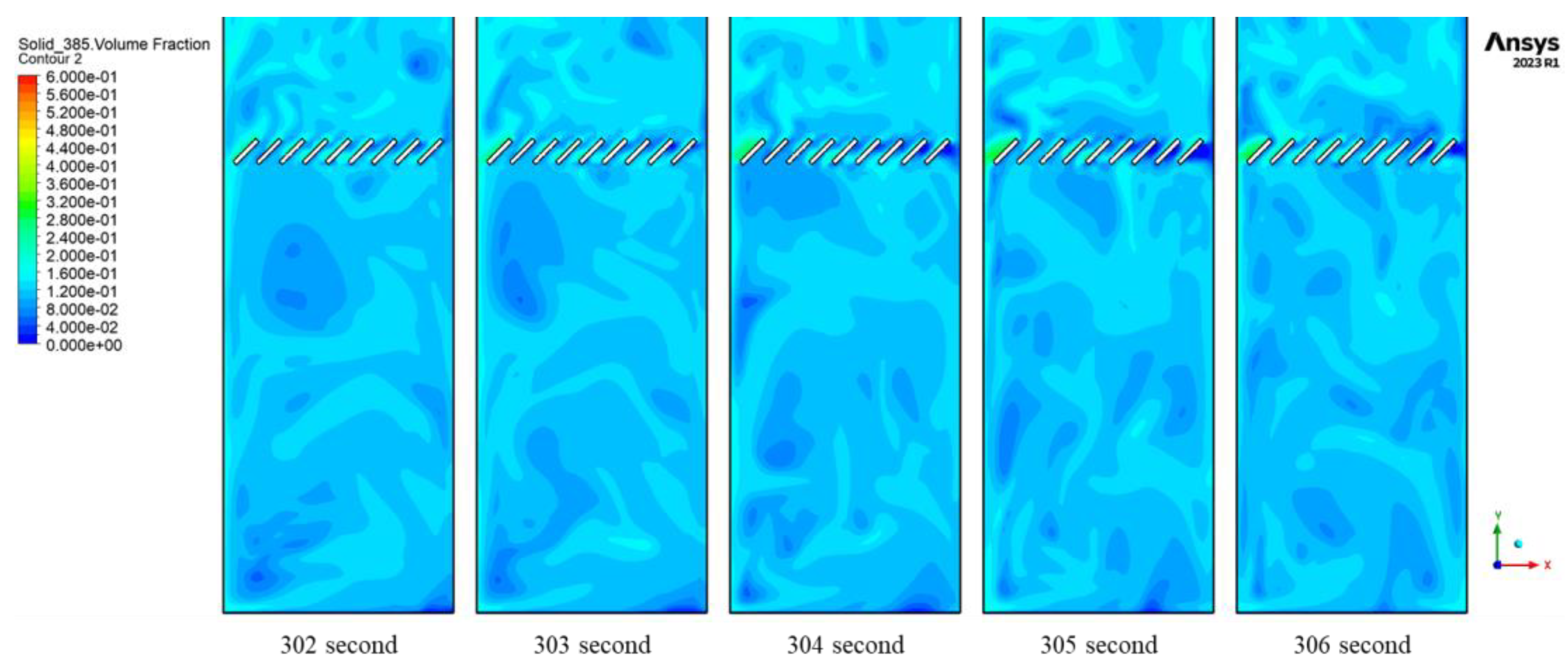
3.3. Segregation Behavior
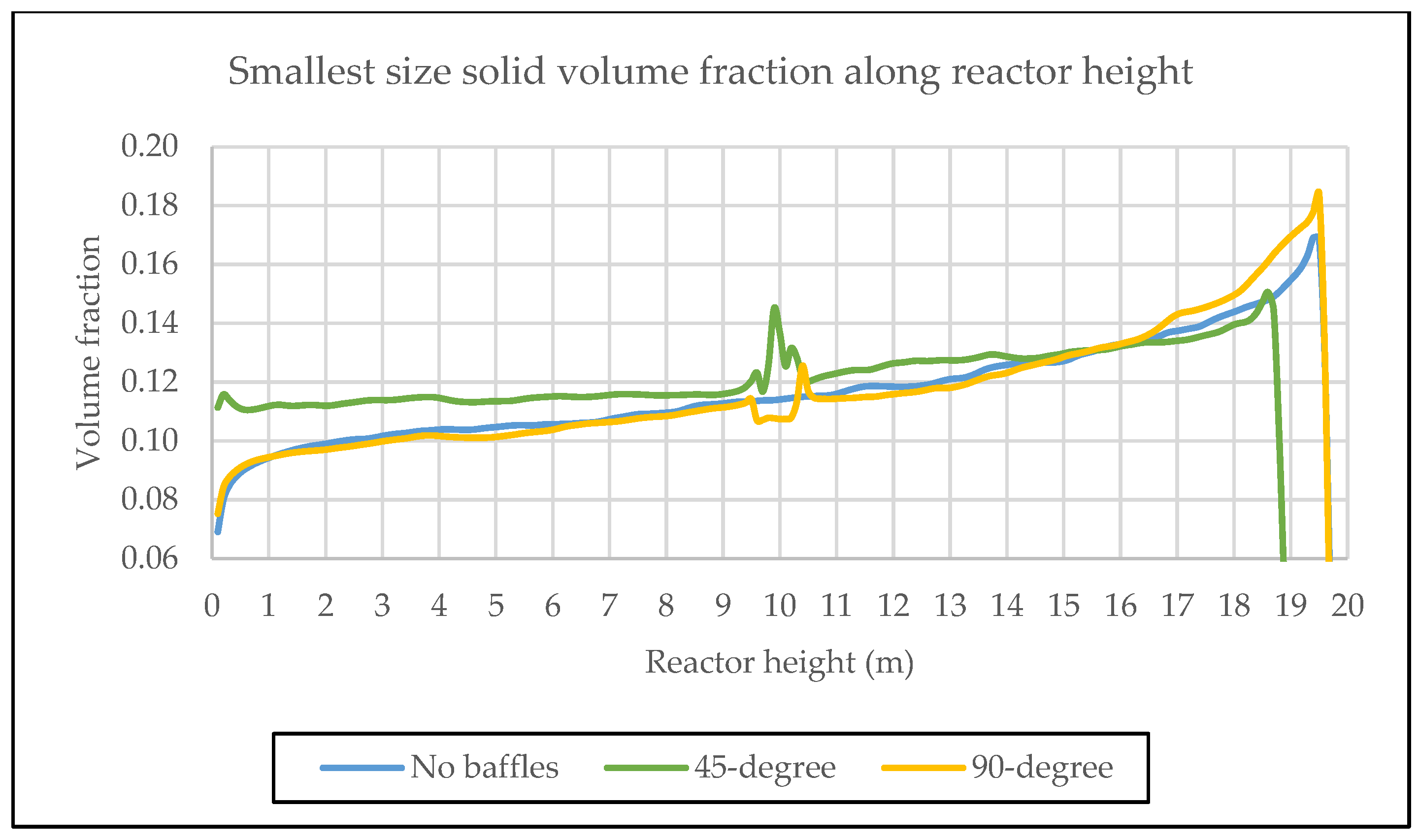
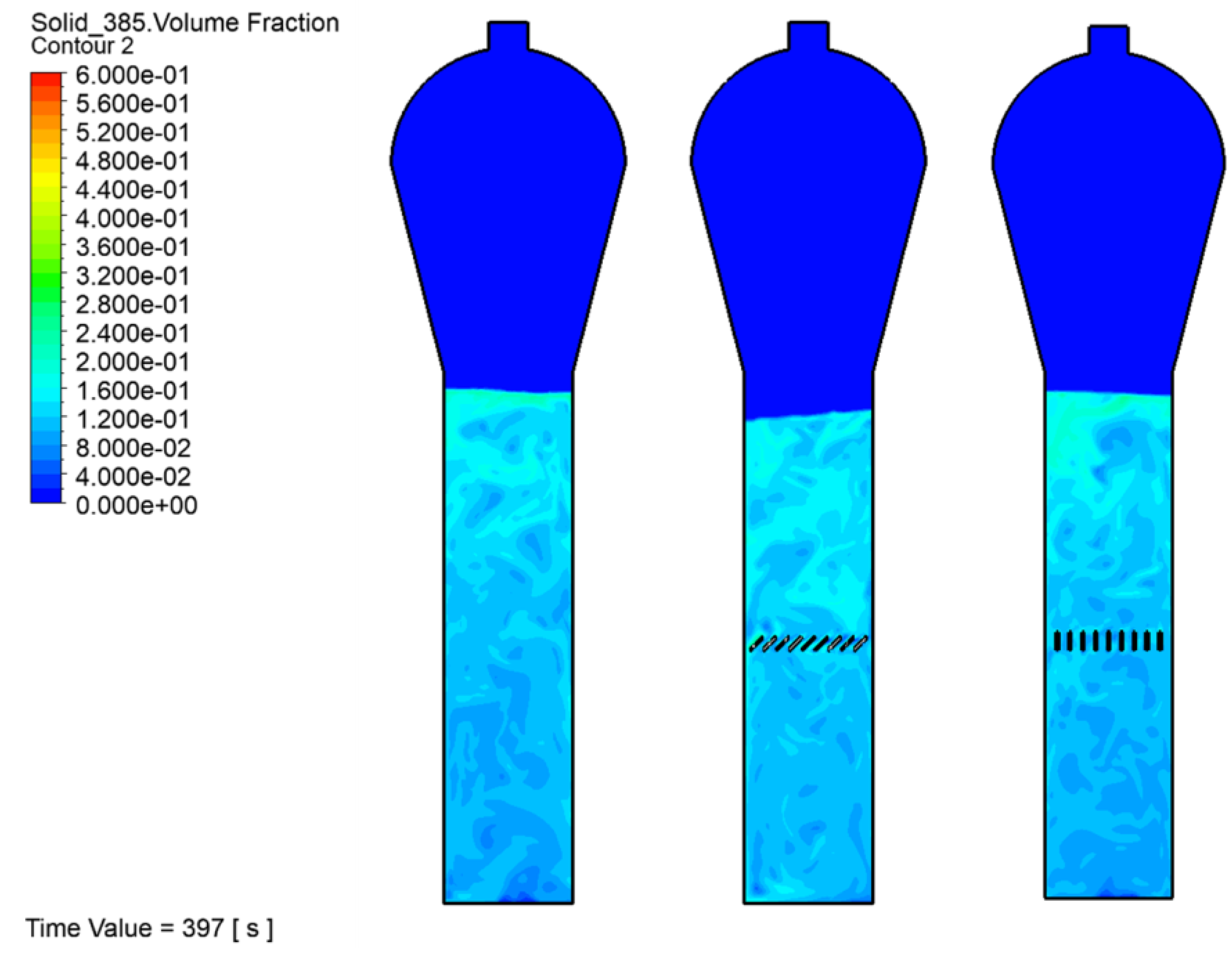
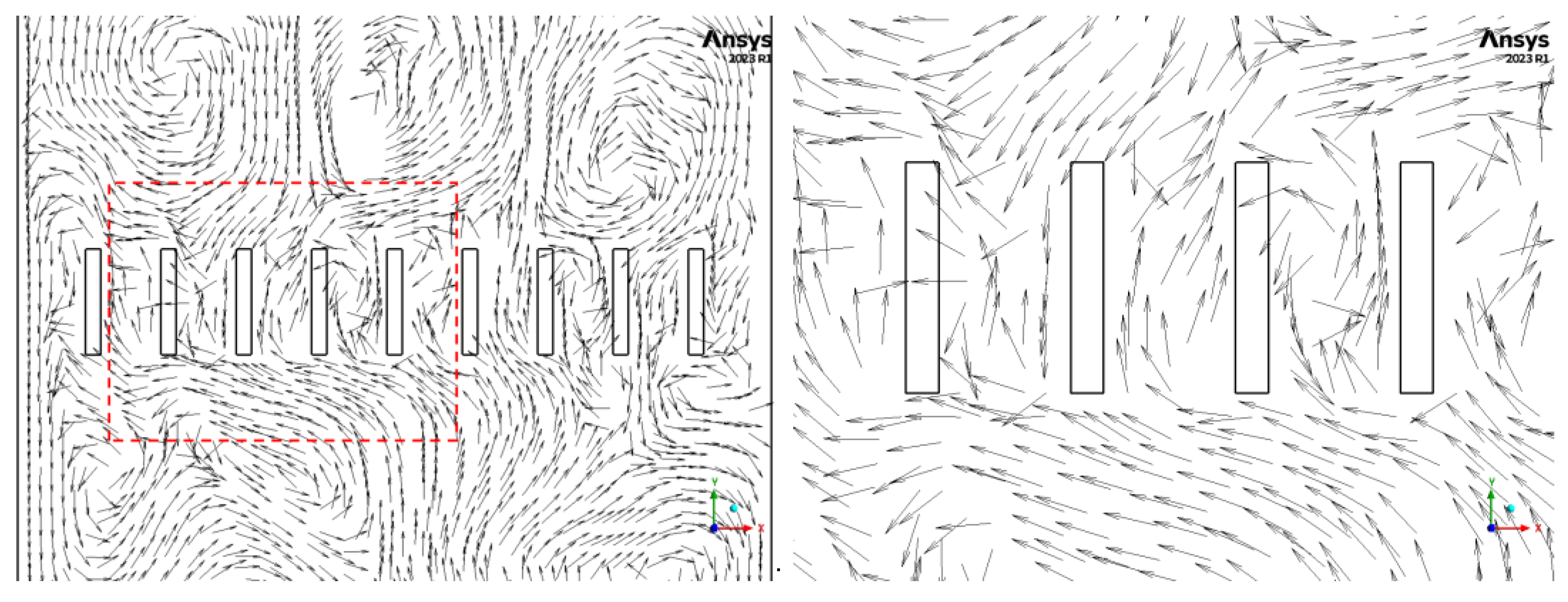
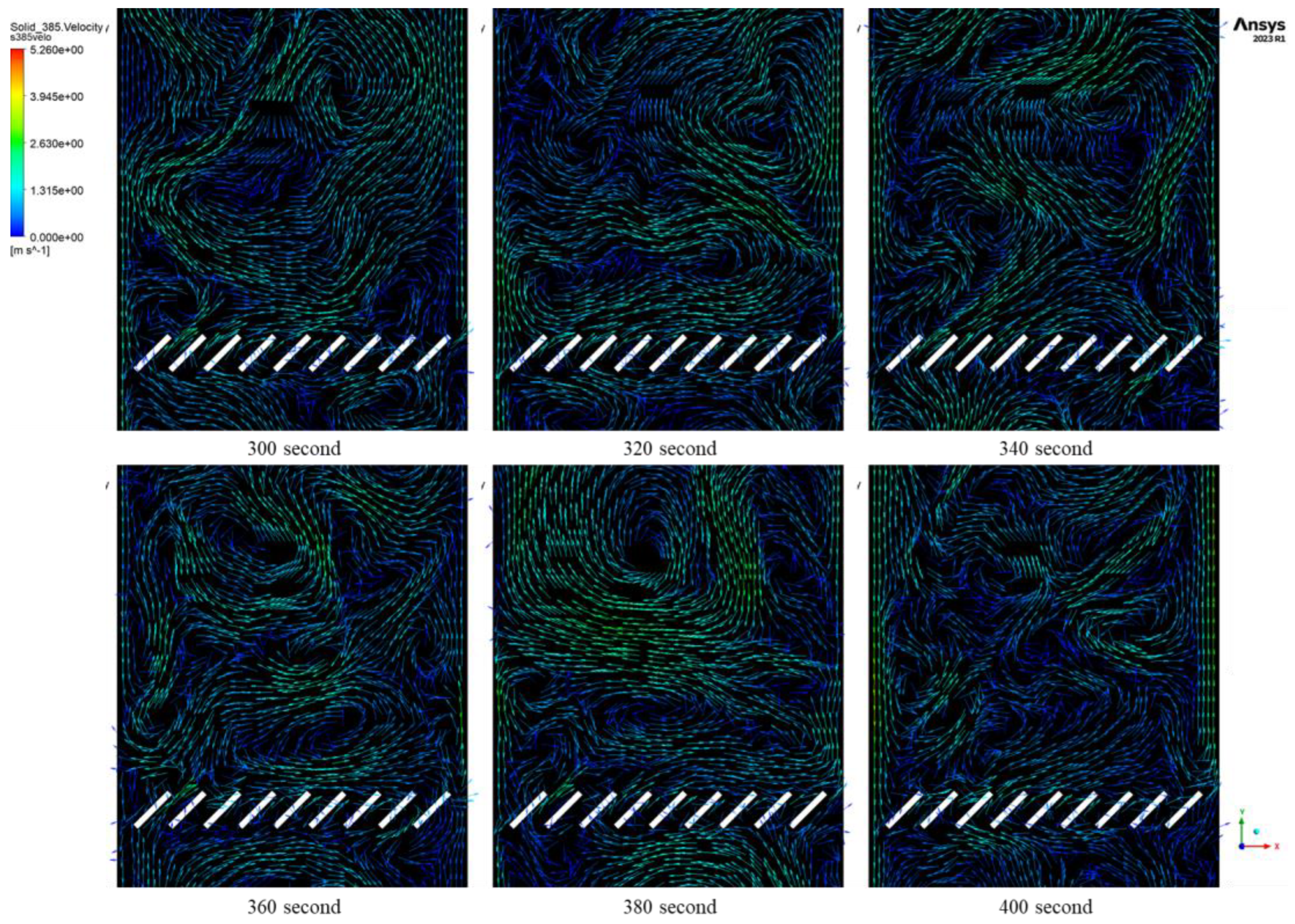
3.4. Effect of Baffles and Baffle Angles
3.5. Effect of Stage Number
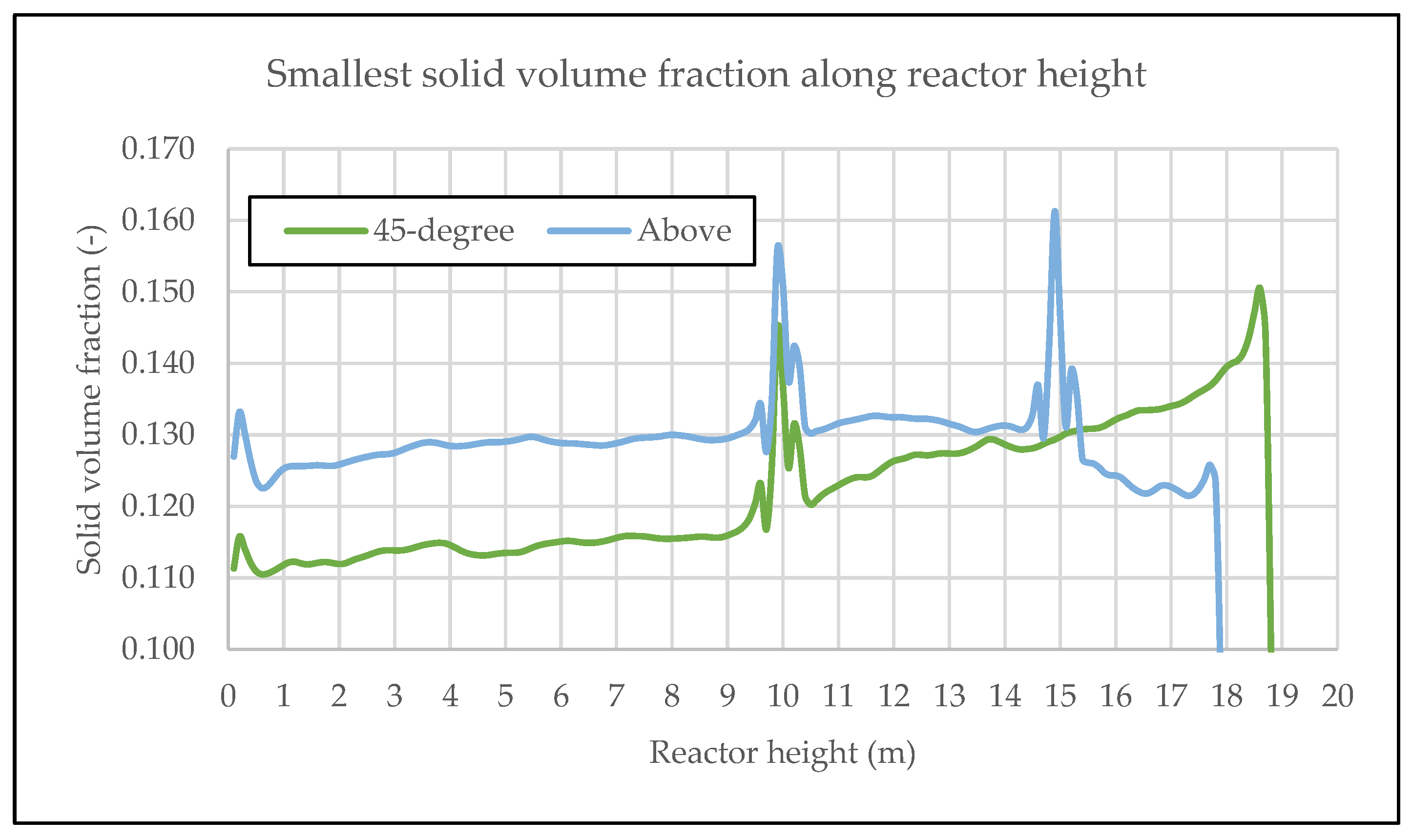
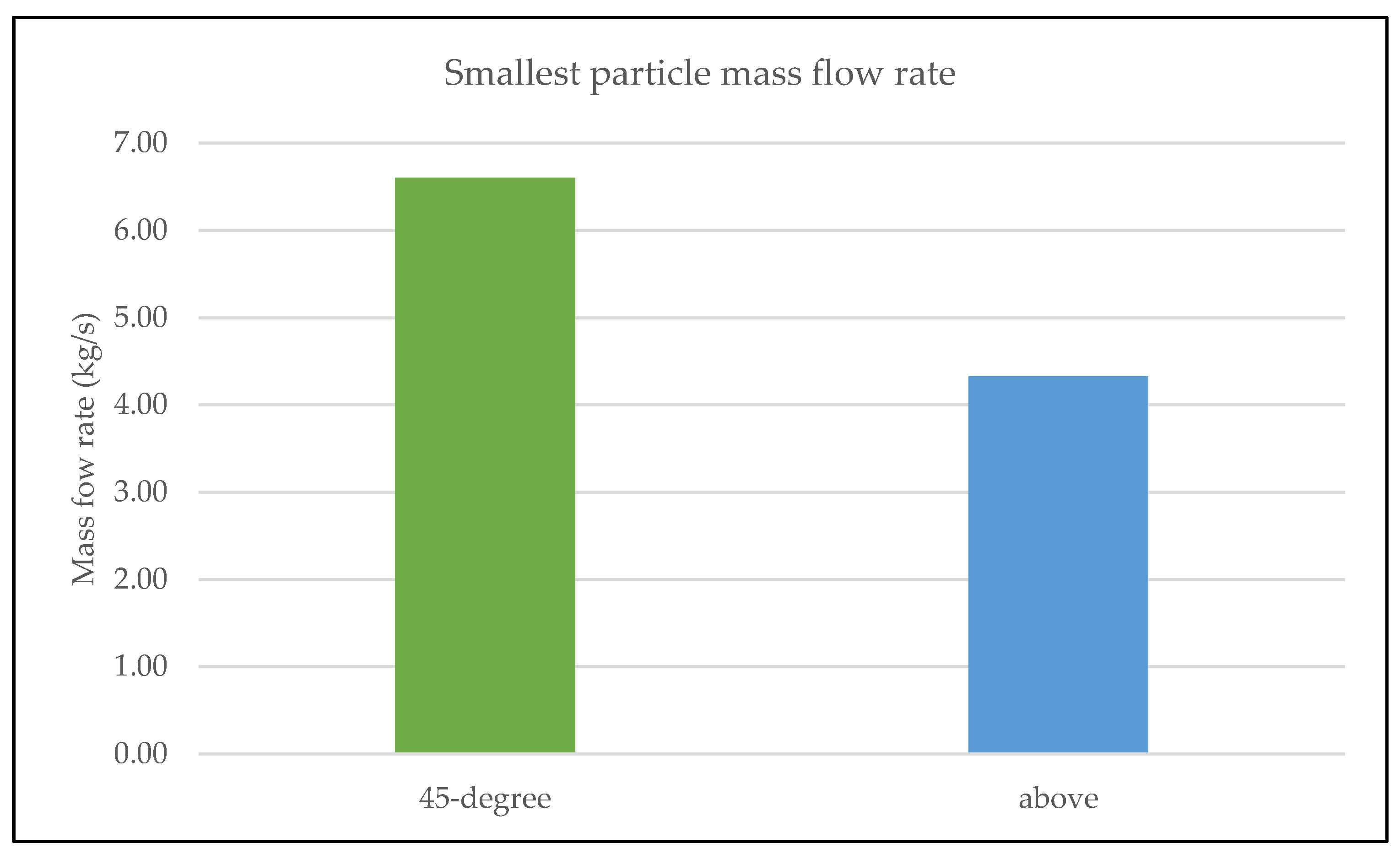
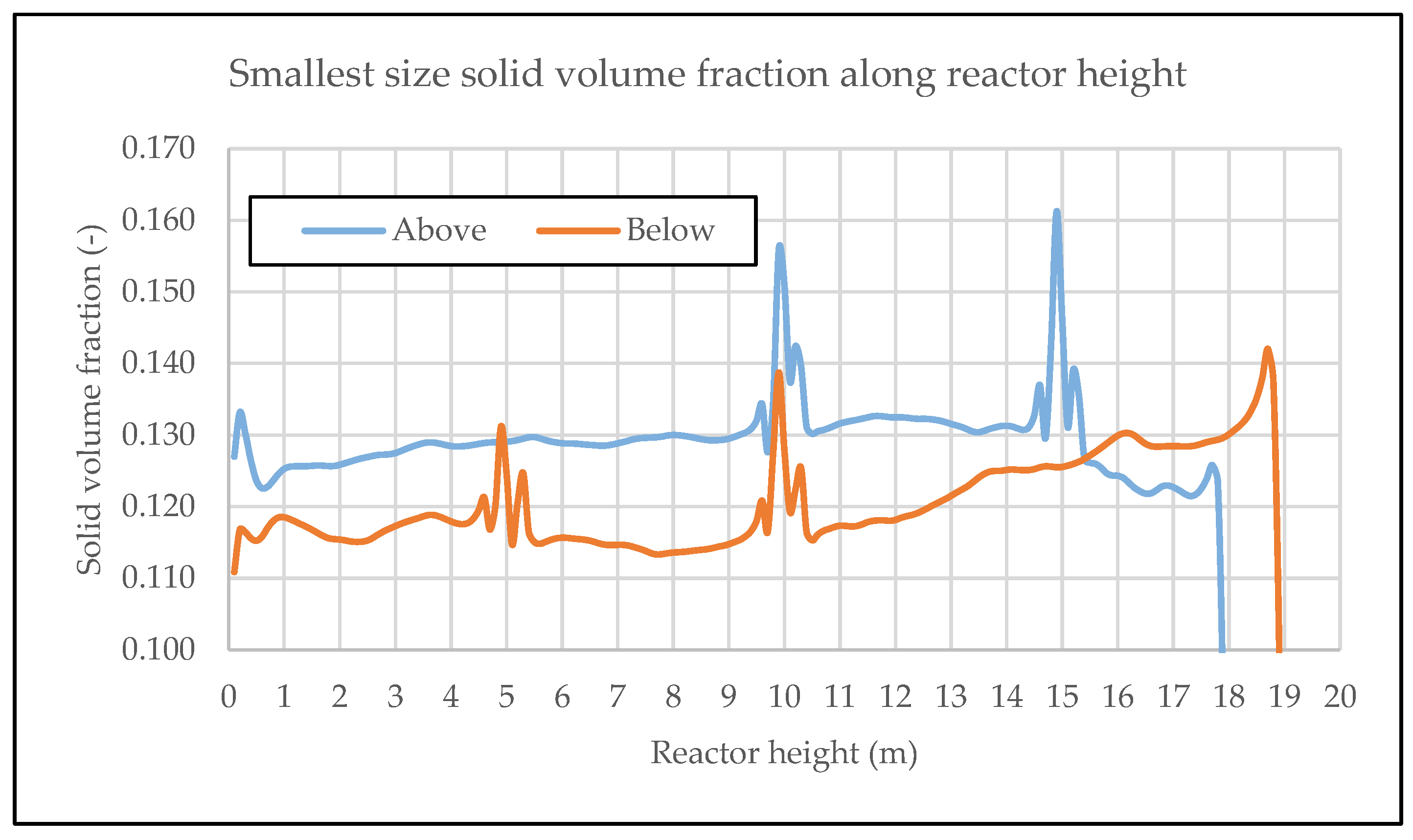
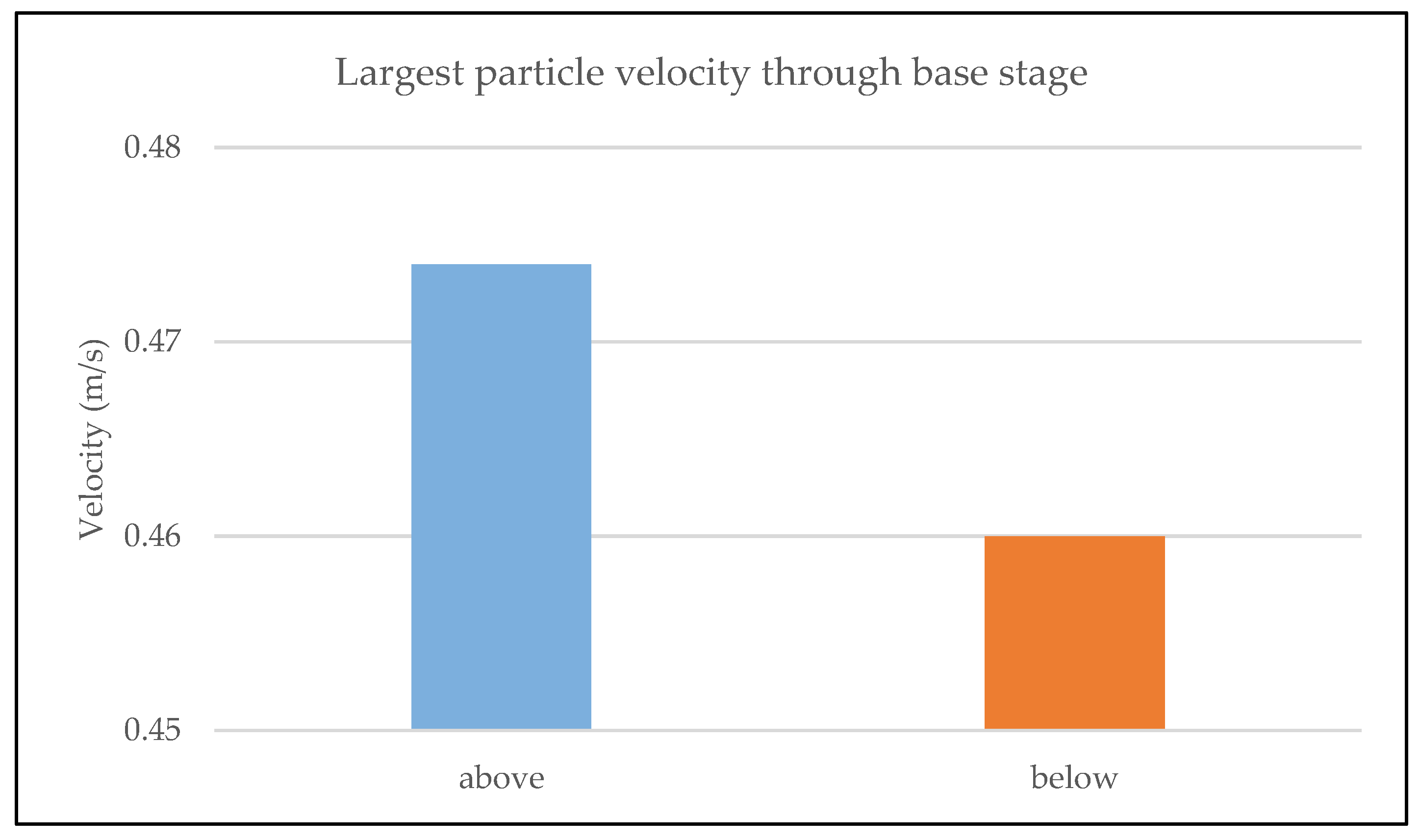
3.6. Effect of Stage Arrangement
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols | |
| drag coefficient | |
| friction coefficient | |
| particle diameter, m | |
| time-step size, s | |
| mesh size, m | |
| restitution coefficient | |
| gravitational acceleration, m/s2 | |
| the radial distribution coefficient | |
| average bed height of small solid particles, m | |
| average bed height of large solid particles, m | |
| interphase momentum exchange coefficient | |
| Courant number | |
| gas pressure, Pa | |
| solid pressure, Pa | |
| particle Reynolds number | |
| percentage of segregation | |
| actual degree of segregation | |
| maximum degree of segregation | |
| U | gas velocity, m/s |
| velocity, m/s | |
| mass fraction of small solid particles | |
| Greek symbols | |
| volume fraction | |
| drag modification factor | |
| dynamic viscosity kg/m-s | |
| stress tensor Pa | |
| density, kg m−3 | |
| Subscripts | |
| gas phase | |
| ith particle phase | |
| i, k | generic particle phase |
References
- Sarkar, D.K. Fluidized-Bed Combustion Boilers. Therm. Power Plant 2015, 159–187. [Google Scholar] [CrossRef]
- Wu, G.; Chen, W.; He, Y. Investigation on gas–solid flow behavior in a multistage fluidized bed by using numerical simulation. Powder Technol. 2020, 364, 251–263. [Google Scholar] [CrossRef]
- Kersten, S.R.A.; Prins, W.; van der Drift, B.; van Swaaij, W.P.M. Principles of a novel multistage circulating fluidized bed reactor for biomass gasification. Chem. Eng. Sci. 2003, 58, 725–731. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, X.; Huangfu, L.; Yu, F.; Chen, Z.; Li, C.; Liu, Z.; Yu, J.; Gao, S. The simultaneous removal of SO2 and NO from flue gas over activated coke in a multi-stage fluidized bed at low temperature. Fuel 2020, 275, 117862. [Google Scholar] [CrossRef]
- Davarpanah, M.; Hashisho, Z.; Phillips, J.H.; Crompton, D.; Anderson, J.E.; Nichols, M. Modeling VOC adsorption in a multistage countercurrent fluidized bed adsorber. Chem. Eng. J. 2020, 394, 124963. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Y.; Lai, D.; Geng, S.; Zhou, Q.; Gao, S.; Xu, G. Coupling coal pyrolysis with char gasification in a multi-stage fluidized bed to co-produce high-quality tar and syngas. Appl. Energy 2018, 215, 348–355. [Google Scholar] [CrossRef]
- Yang, S.; Li, H.; Zhu, Q. Experimental study and numerical simulation of baffled bubbling fluidized beds with Geldart A particles in three dimensions. Chem. Eng. J. 2015, 259, 338–347. [Google Scholar] [CrossRef]
- Jang, H.T.; Park, T.S.; Cha, W.S. Mixing-segregation phenomena of binary system in a fluidized bed. J. Ind. Eng. Chem. 2010, 16, 390–394. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, M.; Yao, X.; Lyu, J.; Yang, H. The exit impact on segregation of binary particles in the CFB system. Powder Technol. 2018, 339, 930–938. [Google Scholar] [CrossRef]
- Park, H.C.; Choi, H.S. The segregation characteristics of char in a fluidized bed with varying column shapes. Powder Technol. 2013, 246, 561–571. [Google Scholar] [CrossRef]
- Zhao, S.; Xu, X.; Chen, Z.; Fan, R.; Zhou, E.; Duan, C. Effect of louver baffle on the stability and separation performance of the gas-solid separation fluidized bed. Chem. Eng. Res. Des. 2023, 192, 582–592. [Google Scholar] [CrossRef]
- Oloruntoba, A.; Zhang, Y.; Li, S. Performance evaluation of gas maldistribution mitigation via baffle installation: Computational study using ozone decomposition in low-velocity dense fluidized beds. Chem. Eng. Res. Des. 2023, 195, 38–53. [Google Scholar] [CrossRef]
- Phuakpunk, K.; Chalermsinsuwan, B.; Assabumrungrat, S. Reduction of bubble coalescence by louver baffles in fluidized bed gasifier. Energy Rep. 2022, 8, 96–106. [Google Scholar] [CrossRef]
- Phuakpunk, K.; Chalermsinsuwan, B.; Assabumrungrat, S. Effect of louver baffles installation on hydrodynamics of bubbling fluidization in biomass gasifier. Sci. Rep. 2022, 12, 14891. [Google Scholar] [CrossRef]
- Liu, N.; Liu, X.; Wang, F.; Xin, F.; Sun, M.; Zhai, Y.; Zhang, X. Chinese Journal of Chemical Engineering CFD simulation study of the effect of baffles on the fluidized bed for hydrogenation of silicon tetrachloride. Chin. J. Chem. Eng. 2022, 45, 219–228. [Google Scholar] [CrossRef]
- Akbari, V.; Borhani, T.N.G.; Godini, H.R.; Hamid, M.K.A. Model-based analysis of the impact of the distributor on the hydrodynamic performance of industrial polydisperse gas phase fluidized bed polymerization reactors. Powder Technol. 2014, 267, 398–411. [Google Scholar] [CrossRef]
- Akbari, V.; Nejad Ghaffar Borhani, T.; Shamiri, A.; Hamid, M.K.A. A CFD-PBM coupled model of hydrodynamics and mixing/segregation in an industrial gas-phase polymerization reactor. Chem. Eng. Res. Des. 2015, 96, 103–120. [Google Scholar] [CrossRef]
- Akbari, V.; Borhani, T.N.G.; Shamiri, A.; Aramesh, R.; Hussain, M.A.; Hamid, M.K.A. 2D CFD-PBM simulation of hydrodynamic and particle growth in an industrial gas phase fluidized bed polymerization reactor. Chem. Eng. Res. Des. 2015, 104, 53–67. [Google Scholar] [CrossRef]
- Coroneo, M.; Mazzei, L.; Lettieri, P.; Paglianti, A.; Montante, G. CFD prediction of segregating fluidized bidisperse mixtures of particles differing in size and density in gas-solid fluidized beds. Chem. Eng. Sci. 2011, 66, 2317–2327. [Google Scholar] [CrossRef]
- Cornelissen, J.T.; Taghipour, F.; Escudié, R.; Ellis, N.; Grace, J.R. CFD modelling of a liquid-solid fluidized bed. Chem. Eng. Sci. 2007, 62, 6334–6348. [Google Scholar] [CrossRef]
- Goldschmidt, M.J.V.; Link, J.M.; Mellema, S.; Kuipers, J.A.M. Digital image analysis measurements of bed expansion and segregation dynamics in dense gas-fluidised beds. Powder Technol. 2003, 138, 135–159. [Google Scholar] [CrossRef]
- Fan, R.; Fox, R.O. Segregation in polydisperse fluidized beds: Validation of a multi-fluid model. Chem. Eng. Sci. 2008, 63, 272–285. [Google Scholar] [CrossRef]
- Brazhenko, V.; Qiu, Y.; Mochalin, I.; Zhu, G.; Cai, J.C.; Wang, D. Study of hydraulic oil filtration process from solid admixtures using rotating perforated cylinder. J. Taiwan Inst. Chem. Eng. 2022, 141, 104578. [Google Scholar] [CrossRef]
- Zhan, X.; Yu, L.; Jiang, Y.; Jiang, Q.; Shi, T. Mixing Characteristics and Parameter Effects on the Mixing Efficiency of High-Viscosity Solid–Liquid Mixtures under High-Intensity Acoustic Vibration. Processes 2023, 11, 2367. [Google Scholar] [CrossRef]
- Kou, B.; Hou, Y.; Fu, W.; Yang, N.; Liu, J.; Xie, G. Simulation of Multi-Phase Flow in Autoclaves Using a Coupled CFD-DPM Approach. Processes 2023, 11, 890. [Google Scholar] [CrossRef]
- Jin, Y.; Wei, F.; Wang, Y.; Yang, W.C. Handbook of Fluidization and Fluid Particle Systems; CRC Press: Boca Raton, FL, USA, 2003; p. 171. [Google Scholar]
- Zhang, Y.; Lu, C.; Grace, J.R.; Bi, X.; Shi, M. Gas Back-Mixing in a Two-Dimensional Baffled Turbulent Fluidized Bed. Ind. Eng. Chem. Res. 2008, 47, 8484–8491. [Google Scholar] [CrossRef]
- Zhang, Y.; Grace, J.R.; Bi, X.; Lu, C.; Shi, M. Effect of louver baffles on hydrodynamics and gas mixing in a fluidized bed of FCC particles. Chem. Eng. Sci. 2009, 64, 3270–3281. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, Y.; Zhang, H. CPFD simulation on effects of louver baffles in a two-dimensional fluidized bed of Geldart A particles. Adv. Powder Technol. 2019, 30, 2712–2725. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (Micron) | Umf (m/s) | Fluidization Number |
|---|---|---|
| 365 | 0.046 | 6.85 |
| 765 | 0.093 | 3.35 |
| 1520 | 0.152 | 2.06 |
| Grid Size (m) | Grid Number | Courant Number | Pressure Drop (kPa) | %Difference |
|---|---|---|---|---|
| 0.100 | 19,225 | 0.031 | 45.69 | - |
| 0.075 | 34,128 | 0.046 | 45.60 | 0.20 |
| 0.050 | 76,581 | 0.052 | 45.65 | 0.11 |
| Case | Grid Number |
|---|---|
| 45-degree baffles | 34,232 |
| 90-degree baffles | 34,356 |
| Above arrangement | 36,617 |
| Below arrangement | 34,842 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kreesaeng, S.; Chalermsinsuwan, B.; Piumsomboon, P. Effect of Inserting Baffles on the Solid Particle Segregation Behavior in Fluidized Bed Reactor: A Computational Study. ChemEngineering 2024, 8, 7. https://doi.org/10.3390/chemengineering8010007
Kreesaeng S, Chalermsinsuwan B, Piumsomboon P. Effect of Inserting Baffles on the Solid Particle Segregation Behavior in Fluidized Bed Reactor: A Computational Study. ChemEngineering. 2024; 8(1):7. https://doi.org/10.3390/chemengineering8010007
Chicago/Turabian StyleKreesaeng, Suchart, Benjapon Chalermsinsuwan, and Pornpote Piumsomboon. 2024. "Effect of Inserting Baffles on the Solid Particle Segregation Behavior in Fluidized Bed Reactor: A Computational Study" ChemEngineering 8, no. 1: 7. https://doi.org/10.3390/chemengineering8010007
APA StyleKreesaeng, S., Chalermsinsuwan, B., & Piumsomboon, P. (2024). Effect of Inserting Baffles on the Solid Particle Segregation Behavior in Fluidized Bed Reactor: A Computational Study. ChemEngineering, 8(1), 7. https://doi.org/10.3390/chemengineering8010007