
Improved Processability and Antioxidant Behavior of Poly(3-hydroxybutyrate) in Presence of Ferulic Acid-Based Additives

 , ,
, , 
 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
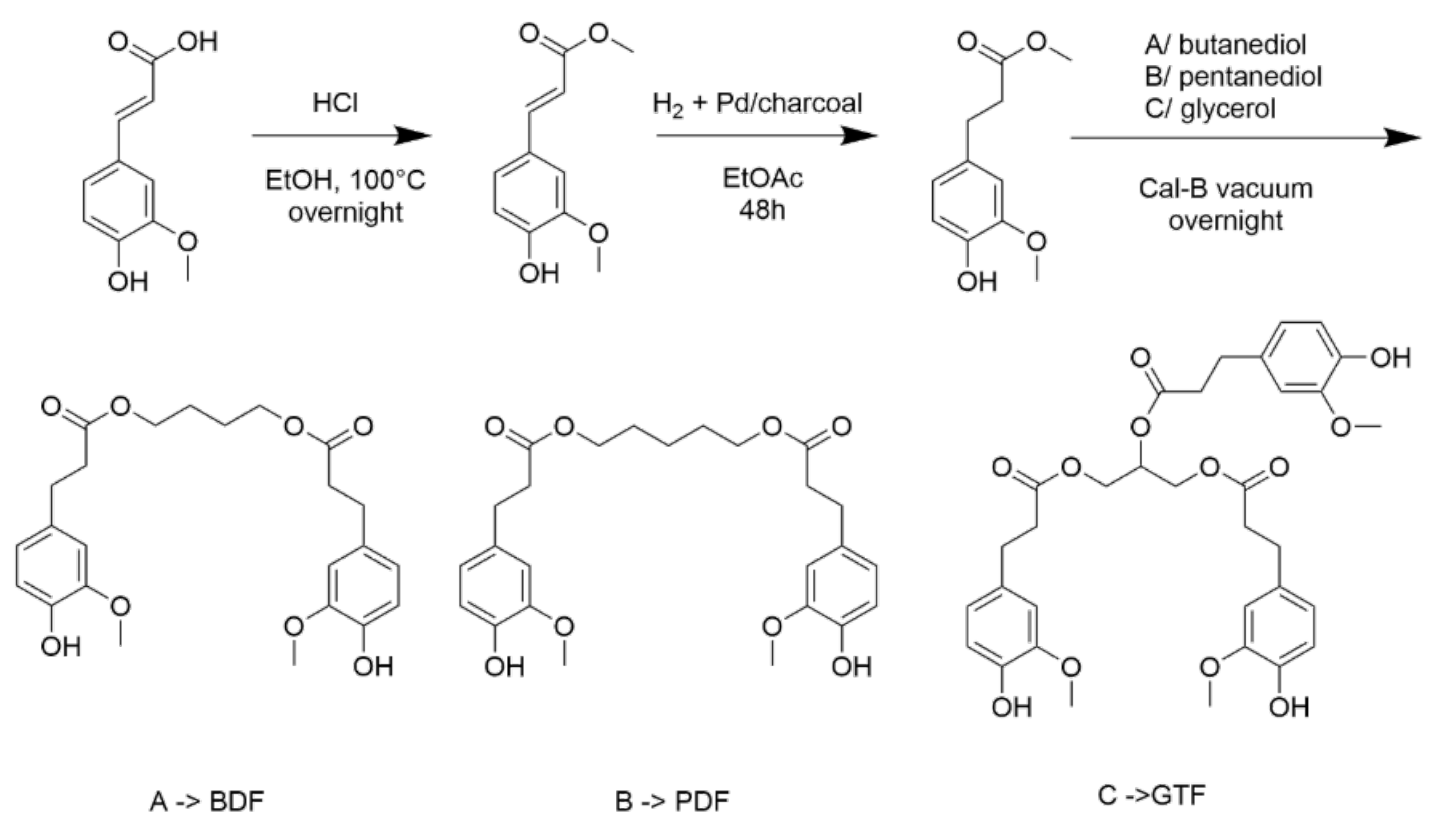
2.1. Synthesis of Ferulate Derivatives
2.2. Extrusion Process
2.3. Characterization
2.4. Antioxydant Activity and Flammability Measurements
3. Results and Discussion
3.1. Synthesis of the Additives Based on Ferulic Acid
3.2. PHB/Additives Blends and Their Mechanical Properties
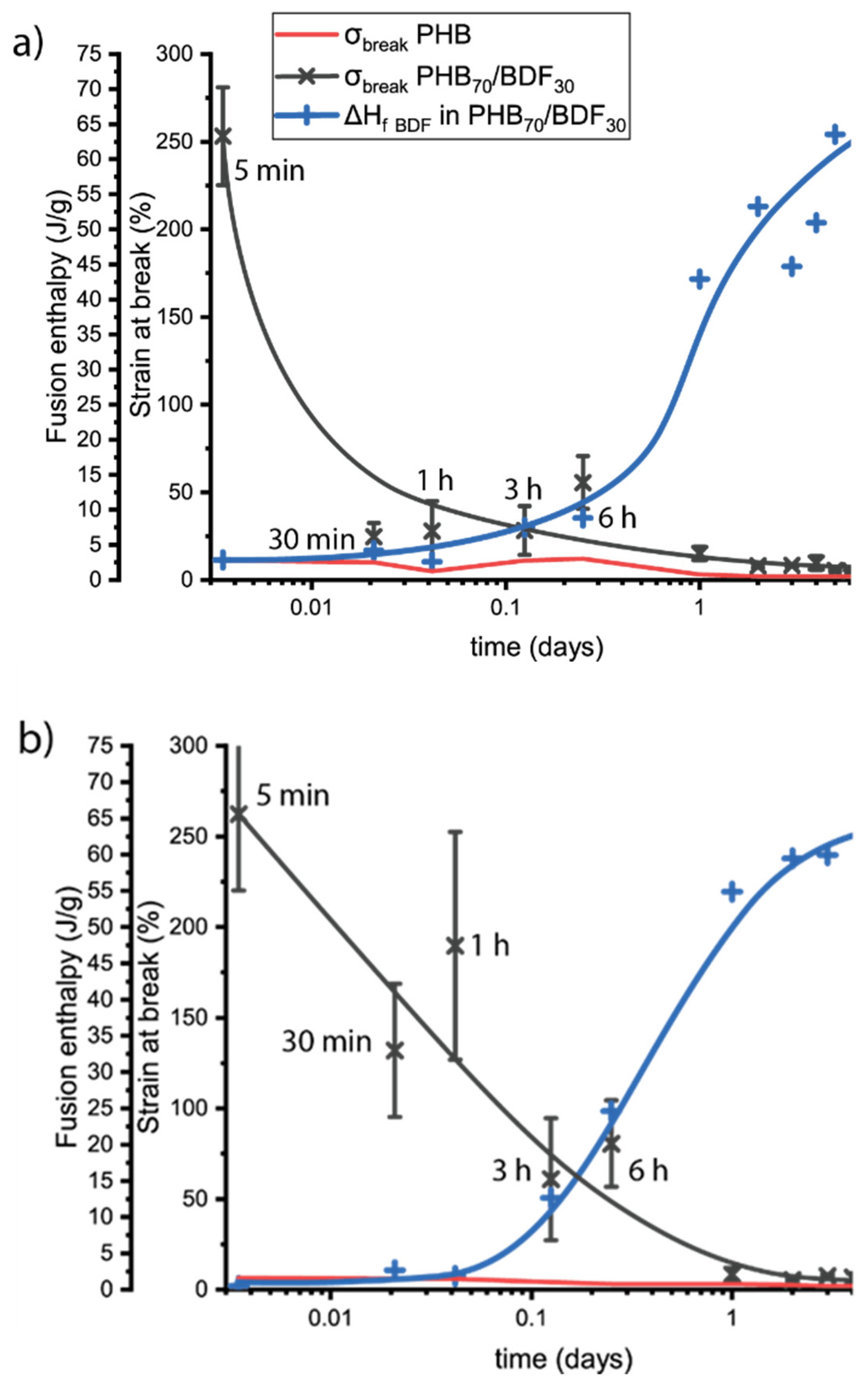
3.3. Evolution of Mechanical Properties over Time
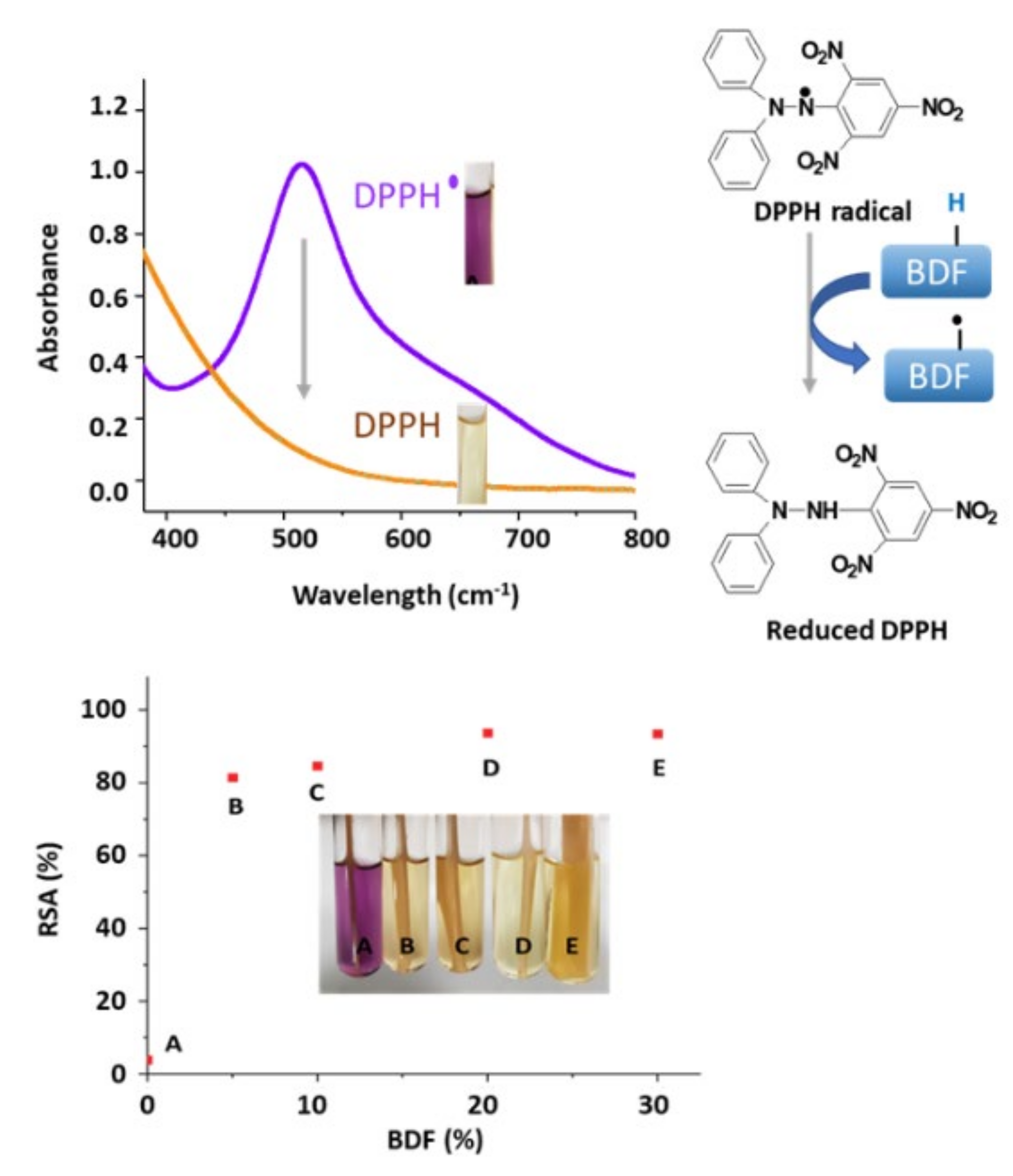
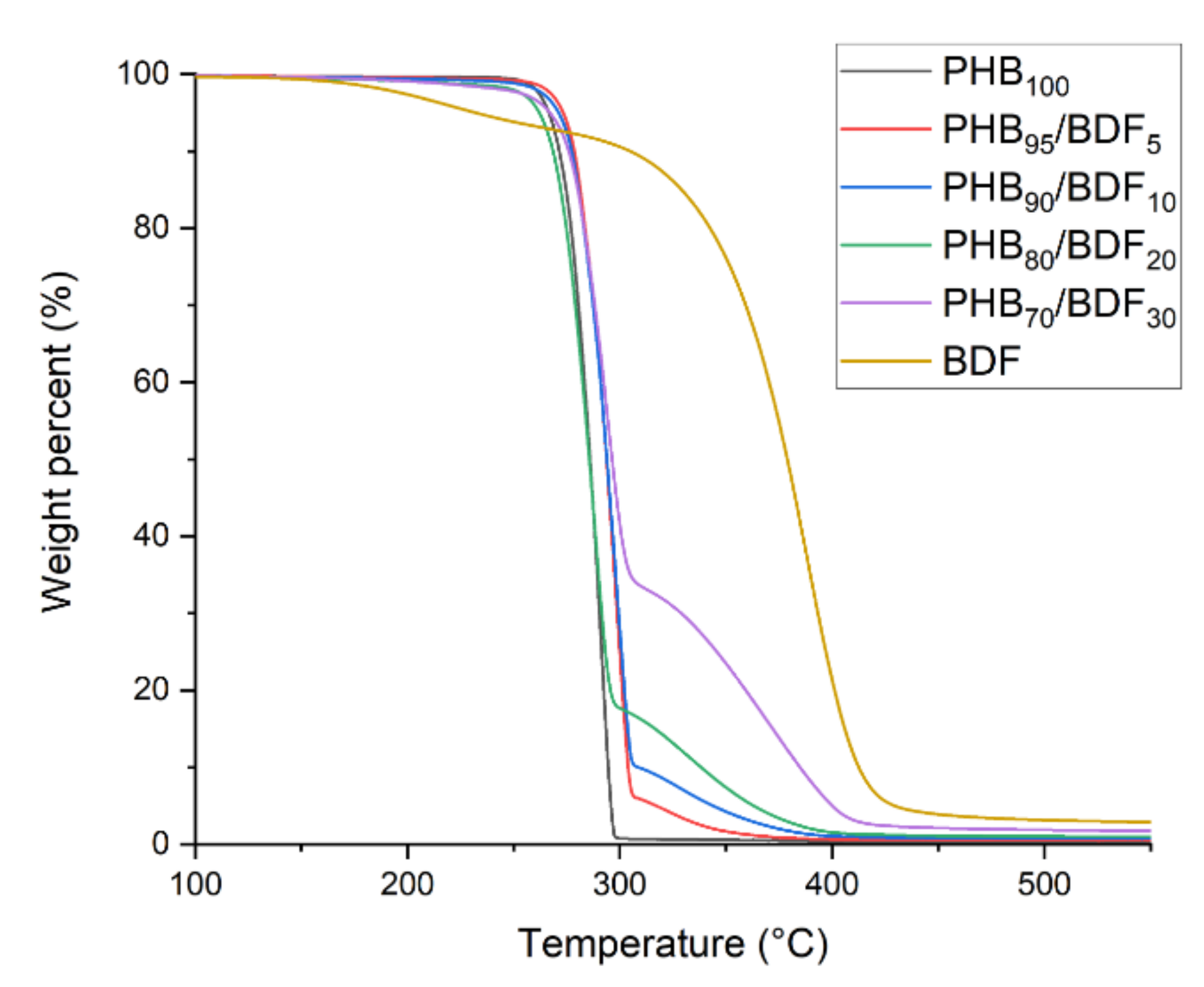
3.4. Antioxidant Properties and Thermal Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Steinbüchel, A.; Valentin, H.E. Diversity of Bacterial Polyhydroxyalkanoic Acids. FEMS Microbiol. Lett. 1995, 128, 219–228. [Google Scholar] [CrossRef]
- Sudesh, K.; Abe, H.; Doi, Y. Synthesis, Structure and Properties of Polyhydroxyalkanoates: Biological Polyesters. Prog. Polym. Sci. 2000, 10, 1503–1555. [Google Scholar] [CrossRef]
- Lenz, R.W.; Marchessault, R.H. Bacterial Polyesters: Biosynthesis, Biodegradable Plastics and Biotechnology. Biomacromolecules 2005, 6, 1–8. [Google Scholar] [CrossRef]
- Akaraonye, E.; Keshavarz, T.; Roy, I. Production of Polyhydroxyalkanoates: The Future Green Materials of Choice. J. Chem. Technol. Biotechnol. 2010, 85, 732–743. [Google Scholar] [CrossRef]
- Chen, G.Q.; Chen, X.Y.; Wu, F.Q.; Chen, J.C. Polyhydroxyalkanoates (PHA) toward cost competitiveness and functionality. Adv. Ind. Eng. Polym. Res. 2020, 3, 1–7. [Google Scholar] [CrossRef]
- Koller, M. Biodegradable and Biocompatible Polyhydroxy-alkanoates (PHA): Auspicious Microbial Macromolecules for Pharmaceutical and Therapeutic Applications. Molecules 2018, 23, 362. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Shishatskaya, E.I.; Volova, T.G.; Da Silva, F.L.; Chen, G.Q. Polyhydroxyalkanoates for therapeutic applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2018, 86, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Rai, R.; Keshavarz, T.; Roether, J.A.; Boccaccini, A.R.; Roy, I. Medium chain length polyhydroxyalkanoates, promising new biomedical materials for the future. Mater. Sci. Eng. 2011, 72, 29–47. [Google Scholar] [CrossRef]
- Guerin, P.; Renard, E.; Langlois, V. Degradation of Natural and Artificial Poly[(R)-3-Hydroxyalkanoate]s: From Biodegradation to Hydrolysis. In Plastics from Bacteria; Microbiology Monographs; Springer: Berlin/Heidelberg, Germany, 2010; pp. 283–321. [Google Scholar]
- Jendrossek, D.; Handrick, R. Microbial Degradation of Polyhydroxyalkanoates. Annu. Rev. Microbiol. 2002, 56, 403–432. [Google Scholar] [CrossRef]
- Renard, E.; Walls, M.; Guérin, P.; Langlois, V. Hydrolytic Degradation of Blends of Polyhydroxyalkanoates and Functionalized Polyhydroxyalkanoates. Polym. Degrad. Stab. 2004, 85, 779–787. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.P. Review Degradation of Microbial Polyesters. Biotechnol. Lett. 2004, 26, 1181–1189. [Google Scholar] [CrossRef] [PubMed]
- Numata, K.; Abe, H.; Iwata, T. Biodegradability of Poly(hydroxyalkanoate) Materials. Materials 2009, 2, 1104–1126. [Google Scholar] [CrossRef]
- Volova, T.; Prudnikova, S.V.; Vinogradova, O.N.; Syrvacgheva, D.A.; Shihatskaya, E.I. Microbial degradation of polyhydroxyalkanoates with different chemical compositions and their biodegradability. Microb. Ecol. 2017, 73, 353–367. [Google Scholar] [CrossRef] [PubMed]
- Grassie, N.; Murray, E.J.; Holmes, P.A. The Thermal Degradation of Poly(-(d)-β-Hydroxybutyric Acid): Part 2-Changes in Molecular Weight. Polym. Degrad. Stab. 1984, 6, 95–103. [Google Scholar] [CrossRef]
- Gigante, V.; Cinneli, P.; Segginai, M.; Alavarez, V.A.; Lazzer, A. Processing and thermomechanical properties of PHA. In The Handbook of Polyhydroxyalkanoates; CRC Press: Boca Raton, FL, USA, 2020; ISBN 9781003087663. [Google Scholar]
- Qiu, Y.Z.; Han, J.; Quo, J.-J.; Chen, G.-Q. Production of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) from Gluconate and Glucose by Recombinant Aeromonas hydrophila and Pseudomonas putida. Biotechnol. Lett. 2005, 27, 1381–1386. [Google Scholar] [CrossRef]
- Jost, V. Mechanical and permeation properties of PHA-based blends and composites. In The Handbook of Polyhydroxyalkanoates; CRC Press: Boca Raton, FL, USA, 2020; ISBN 9781003087663. [Google Scholar]
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-Based Plasticizers and Biopolymer Films: A Review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.-G.; Hsu, H.-W.; Ye, M.-T. Thermal Properties and Applications of Low Molecular Weight Polyhydroxybutyrate. J. Therm. Anal. Calorim. 2012, 111, 1243–1250. [Google Scholar] [CrossRef]
- Brunel, D.G.; Pachekoski, W.M.; Dalmolin, C.; Agnelli, J.A.M. Natural additives for poly (hydroxybutyrate-CO-hydroxyvalerate)-PHBV: Effect on mechanical properties and biodegradation. Mater. Res. 2014, 17, 1145–1156. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.S.; Park, W.H. Effect of Biodegradable Plasticizers on Thermal and Mechanical Properties of poly(3-Hydroxybutyrate). Polym. Test. 2004, 23, 455–460. [Google Scholar] [CrossRef]
- Mekonnen, T.; Mussone, P.; Khalil, H.; Bressler, D. Progress in Bio-Based Plastics and Plasticizing Modifications. J. Mater. Chem. A 2013, 1, 13379–13398. [Google Scholar] [CrossRef] [Green Version]
- Parra, D.F.; Fusaro, J.; Gaboardi, F.; Rosa, D.S. Influence of Poly (ethylene Glycol) on the Thermal, Mechanical, Morphological, Physical–chemical and Biodegradation Properties of Poly (3-Hydroxybutyrate). Polym. Degrad. Stab. 2006, 91, 1954–1959. [Google Scholar] [CrossRef]
- Erceg, M.; Kovačić, T.; Klarić, I. Thermal Degradation of poly(3-Hydroxybutyrate) Plasticized with Acetyl Tributyl Citrate. Polym. Degrad. Stab. 2005, 90, 313–318. [Google Scholar] [CrossRef]
- Baltieri, R.C.; Innocentini Mei, L.H.; Bartoli, J. Study of the Influence of Plasticizers on the Thermal and Mechanical Properties of poly(3-Hydroxybutyrate) Compounds. Macromol. Symp. 2003, 197, 33–44. [Google Scholar] [CrossRef]
- Jost, V.; Langowski, H.-C. Effect of Different Plasticisers on the Mechanical and Barrier Properties of Extruded Cast PHBV Films. Eur. Polym. J. 2015, 68 (Suppl. C), 302–312. [Google Scholar] [CrossRef]
- Arrieta, M.; López, J.; Hernández, A.; Rayón, E. Ternary PLA-PHB-Limonene Blends Intended for Biodegradable Food Packaging Applications. Eur. Polym. J. 2013, 50, 255–270. [Google Scholar] [CrossRef]
- Persico, P.; Ambrogi, V.; Baroni, A.; Santagata, G.; Carfagna, C.; Malinconico, M.; Cerruti, P. Enhancement of poly (3-hydroxybutyrate) thermal and processing stability using a bio-waste derived additive. Int. J. Biol. Macromol. 2012, 51, 1151–1158. [Google Scholar] [CrossRef]
- Auriemma, M.; Piscitelli, A.; Pasquino, R.; Cerruti, P.; Malinconico, M.; Grizzuti, N. Blending poly(3-Hydroxybutyrate) with Tannic Acid: Influence of a Polyphenolic Natural Additive on the Rheological and Thermal Behavior. Eur. Polym. J. 2015, 63, 123–131. [Google Scholar] [CrossRef]
- Audic, J.-L.; Lemiègre, L.; Corre, Y.-M. Thermal and Mechanical Properties of a Polyhydroxyalkanoate Plasticized with Biobased Epoxidized Broccoli Oil. J. Appl. Polym. Sci. 2014, 131, 1–7. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Ferri, J.M.; Montanes, N.; Lopez-Martinez, J.; Balart, R. Plasticization Effects of Epoxidized Vegetable Oils on Mechanical Properties of poly(3-Hydroxybutyrate). Polym. Int. 2016, 65, 1157–1164. [Google Scholar] [CrossRef]
- Mangeon, C.; Modjinou, T.; Rios de Anda, A.; Thevenieau, F.; Renard, E.; Langlois, V. Renewable Semi-Interpenetrating Polymer Networks Based on Vegetable Oils Used as Plasticized Systems of Poly(3-hydroxyalkanoate)s. ACS Sustain. Chem. Eng. 2018, 6, 5034–5042. [Google Scholar] [CrossRef]
- Mangeon, C.; Michely, L.; Rios de Anda, A.; Thevenieau, F.; Renard, E.; Langlois, V. Natural Terpenes Used as Plasticizers for Poly(3-hydroxybutyrate). ACS Sustain. Chem. Eng. 2018, 6, 16160–16168. [Google Scholar] [CrossRef]
- Gallos, A.; Paës, G.; Legland, D.; Beaugrand, J.; Allais, F. Microstructural and Chemical Approach to Highlight How a Simple Methyl Group Affects the Mechanical Properties of a Natural Fibers Composite. ACS Sustain. Chem. Eng. 2017, 5, 10352–10360. [Google Scholar] [CrossRef]
- Gallos, A.; Crowet, J.-M.; Michely, L.; Raghuwanshi, V.S.; Mention, M.M.; Langlois, V.; Dauchez, M.; Garnier, G.; Allais, F. Blending ferulic acid derivatives and polylactic acid into biobased and transparent elastomeric materials with shape memory properties. Biomacromolecules 2021, 22, 1568–1578. [Google Scholar] [CrossRef] [PubMed]
- Kasmi, S.; Gallos, A.; Beaugrand, J.; Paës, G.; Allais, F. Ferulic acid derivatives used as biobased powders for a convenient plasticization of polylactic acid in continuous hot-melt process. Eur. Polym. J. 2019, 110, 293–300. [Google Scholar] [CrossRef]
- Bruker AXS. Topas V4. 2: General Profile and Structure Analysis Software for Powder Diffraction Data AXS Bruker; Bruker AXS: Karlsruhe, Germany, 2009. [Google Scholar]
- Kawaguchi, Y.; Doi, Y. Structure of native poly(3-hydroxybutyrate) granules characterized by X-ray diffraction. FEMS Microbiol. Lett. 1990, 70, 151–156. [Google Scholar] [CrossRef]
- Brückner, S.; Meille, S.V.; Malpezzi, L.; Cesàro, A.; Navarini, L.; Tomblini, R. The structure of Poly(D-(-)-β-hydroxybutyrate). A Refinement based on the Rietveld method. Macromolecules 1988, 21, 967–971. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Le Bail, A. Whole powder pattern decomposition methods and applications: A retrospection. Powder Diffr. 2005, 20, 316–326. [Google Scholar] [CrossRef] [Green Version]
- Sureshkumar, M.; Lee, P.-N.; Lee, C.-K. Facile preparation of a robust and flexible antioxidant film based on self-polymerized dopamine in a microporous battery separator. RSC Adv. 2012, 2, 5127–5129. [Google Scholar] [CrossRef]
- Engman, L.; Persson, J.; Vessman, K.; Ekström, M.; Berglund, M.; Andersson, C.-M. Organotellurium compounds as efficient retarders of lipid peroxidation in methanol. Free Radic. Biol. Med. 1995, 19, 441–452. [Google Scholar] [CrossRef]
- Sonnier, R.; Vahabi, H.; Ferry, L.; Lopez-Cuesta, J.-M. Pyrolysis-combustion flow calorimetry: A powerful tool to evaluate the flame retardancy of polymers. Fire Polym. VI New Adv. Flame Retard. Chem. Sci. 2012, 1118, 361–390. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| M (g·mol−1) | Tg (°C) | Tm (°C) | ΔHm (J/g) | |
|---|---|---|---|---|
| BDF | 446.2 | −19 | 112 | 108 |
| 460.2 | −22 | - | - | |
| GTF | 626.2 | +42 | - | - |
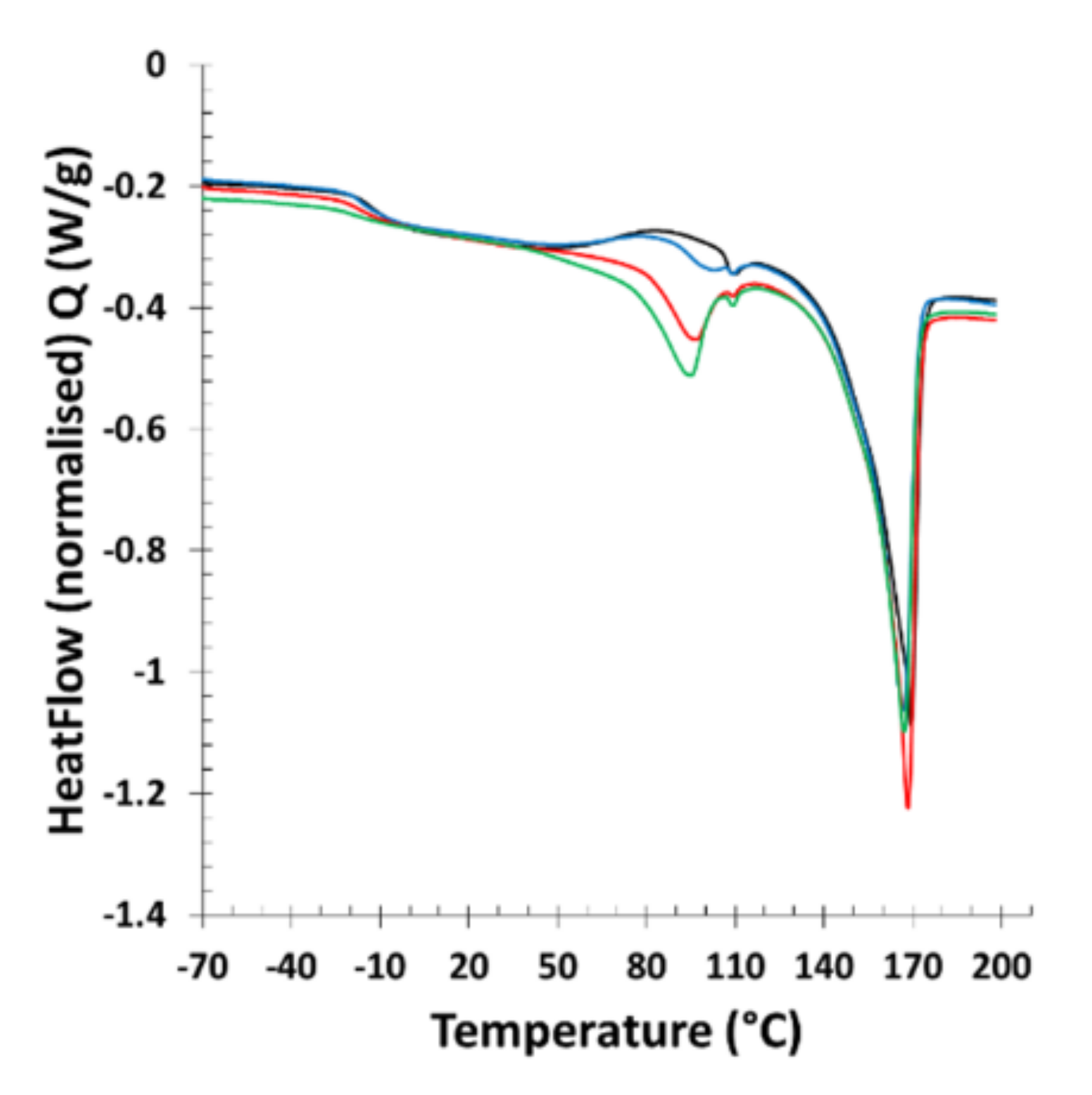
| PHBxBDF100−x | Time after extrusion (day) | Tg theo. (°C) | Tg (°C) | TmPHB (°C) | ΔHm PHB (J/g) | TmBDF (°C) | ΔHm BDF (J/g) |
|---|---|---|---|---|---|---|---|
| PHB100BDF0 | 7 | - | +0.9 | 177 | 101 | - | - |
| PHB95BDF5 | 7 | −0.2 b | −0.7 | 173 | 98 | - | - |
| PHB90BDF10 | 7 | −1.2 b | −1.5 | 172 | 99 | - | - |
| PHB80BDF20 | 7 | −3.2 b | −4.1 | 168 | 98 | 100 | 9 |
| PHB70BDF30 | 0.25 | −5.3 b | −17 | 167 | 93 | 102 | 9 |
| PHB70BDF30 | 1 | −5.3 b | −17 | 168 | 97 | 96 | 37 |
| PHB70BDF30 | 7 | −5.3 b | −18 | 167 | 91 | 95 | 56 |
| PHB0BDF100 | 7 | −17.7 a | −19.0 | - | - | 112 | 108 |
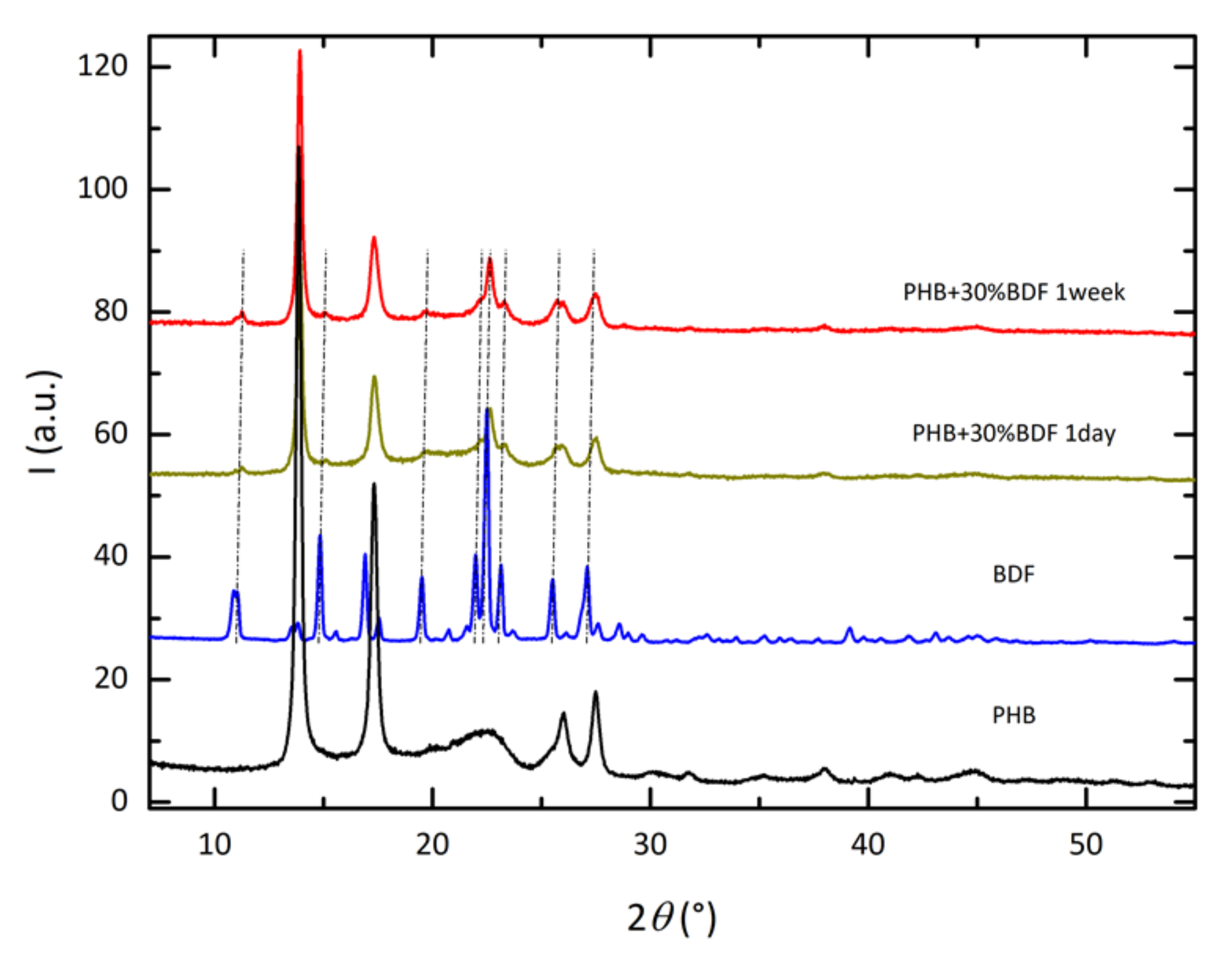
| Phase | Space Group | a (Å) | b (Å) | c (Å) | β (°) | Crystal Size (nm) |
|---|---|---|---|---|---|---|
| BDF | P2 (N°3) | 13.055 (2) | 11.029 (2) | 8.682 (2) | 112.30 (2) | 71 (5) |
| PHB | P212121 | 5.713 (2) | 13.171 (5) | 6.055 (3) | - | 286 (49) |
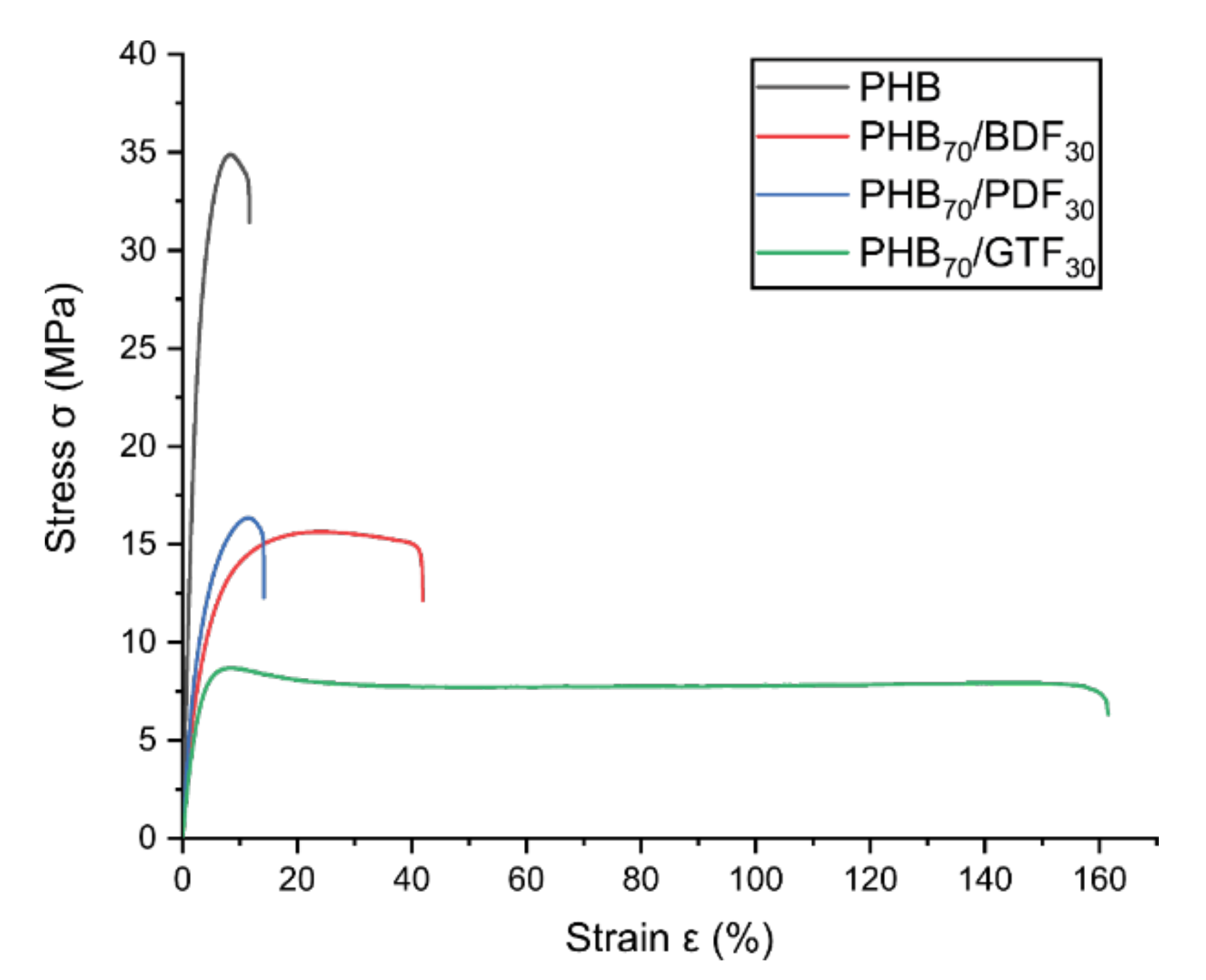
| Young Modulus (MPa) | Stress at Break (MPa) | Elongation at Break (%) | |
|---|---|---|---|
| PHB100 | 1169 ± 38 | 29.7 ± 1.6 | 11 ± 1.6 |
| PHB70BDF30 | 417 ± 38 | 11.4 ± 1.1 | 42 ± 13.9 |
| PHB70PDF30 | 510 ± 82 | 12.3 ± 1.7 | 12 ± 5.5 |
| PHB70GTF30 | 211 ± 93 | 5.8 ± 0.8 | 178 ± 48.7 |
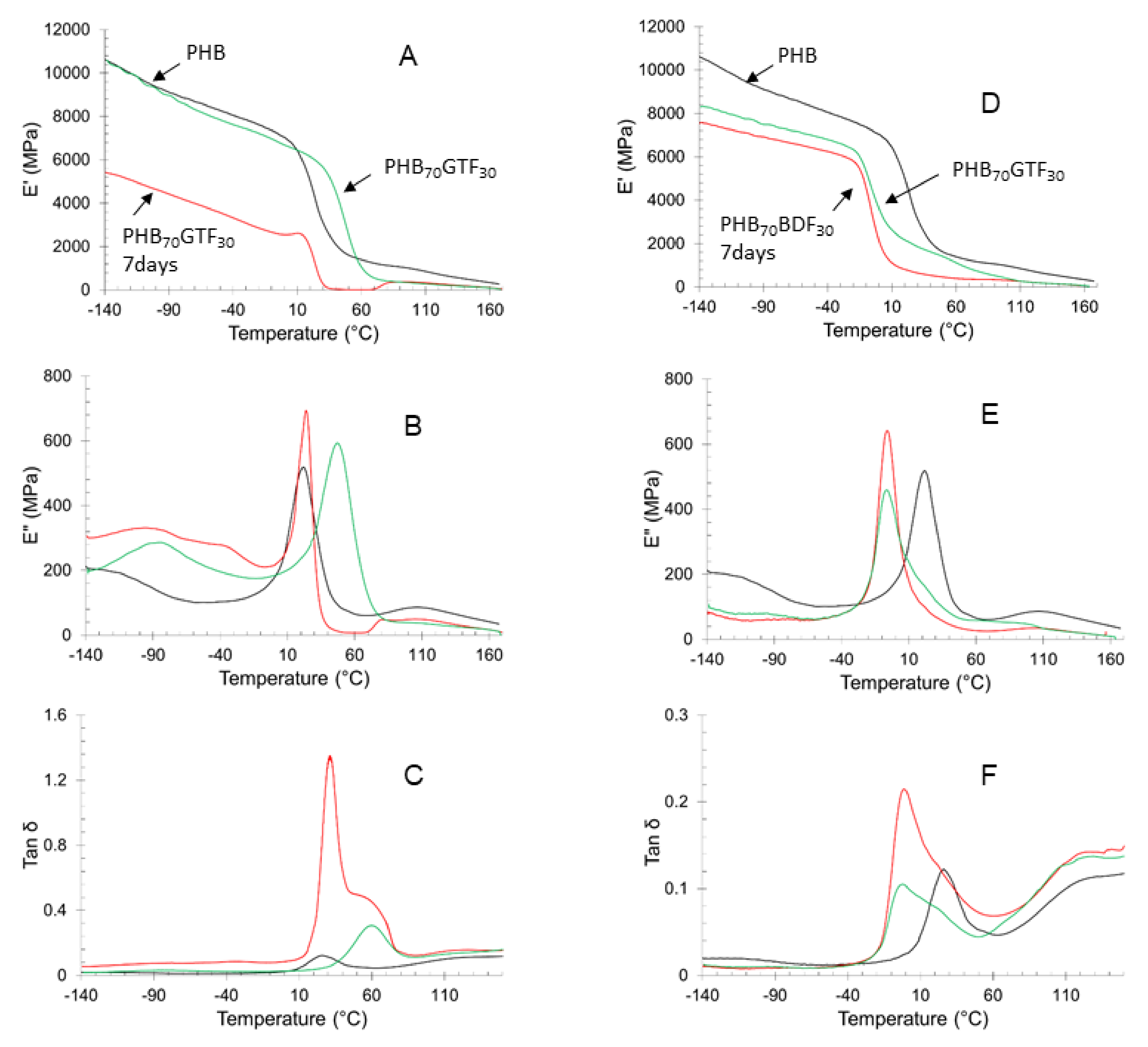
| E′ at 20°C (MPa) | E′ at 40 °C (MPa) | E″ Tα (°C) | E″ Tβ (°C) | Tan δ (°C) | |
|---|---|---|---|---|---|
| PHB70BDF30 (a) | 820 | 540 | −5 | −1 | |
| PHB70BDF30 (b) | 2190 | 1630 | −7 | −2 | |
| PHB70GTF30 (a) | 2000 | 45 | 24 | −100 | 31 |
| PHB70GTF30 (b) | 6140 | 4510 | 47 | −86 | 60 |
| Number of Anneals | εbreakPHB70BDF30 (%) | εbreak PHB100(%) | σbreakPHB70BDF30 (MPa) | σbreak PHB100 (MPa) |
|---|---|---|---|---|
| 0 | 253 ± 20 | 11 ± 0.2 | 12.5 ± 1.3 | 22.8 ± 0.5 |
| 1 | 34 ± 14 | 6 ± 0.2 | 17.0 ± 0.4 | 36.1 ± 1.9 |
| 2 | 54 ± 13 | 5 ± 0.8 | 15.2 ± 0.8 | 36.3 ± 2.8 |
| 3 | 262 ± 42 | 7 ± 2.0 | 18.1 ± 1.1 | 28.8 ± 1.2 |
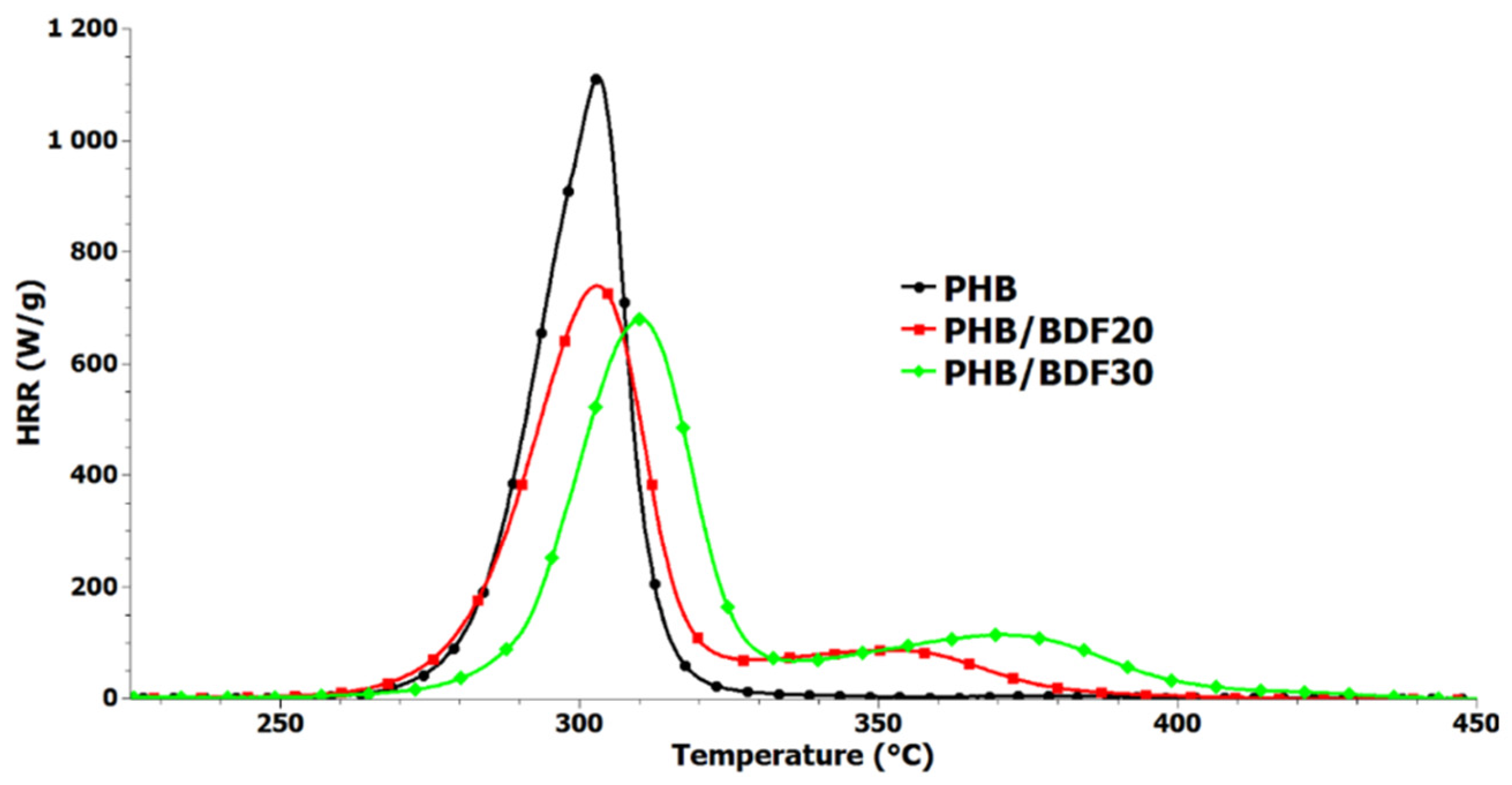
| pHRR (W/g) | TpHRR | THR (kJ/g) | Reduction in pHRR (%) | |
|---|---|---|---|---|
| PHB | 1074 | 305 | 22.3 | - |
| PHB80/BDF20 | 723 | 305.5 | 22.8 | 33 |
| PHB70/BDF30 | 659 | 310 | 23 | 39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Longé, L.F.; Michely, L.; Gallos, A.; Rios De Anda, A.; Vahabi, H.; Renard, E.; Latroche, M.; Allais, F.; Langlois, V. Improved Processability and Antioxidant Behavior of Poly(3-hydroxybutyrate) in Presence of Ferulic Acid-Based Additives. Bioengineering 2022, 9, 100. https://doi.org/10.3390/bioengineering9030100
Longé LF, Michely L, Gallos A, Rios De Anda A, Vahabi H, Renard E, Latroche M, Allais F, Langlois V. Improved Processability and Antioxidant Behavior of Poly(3-hydroxybutyrate) in Presence of Ferulic Acid-Based Additives. Bioengineering. 2022; 9(3):100. https://doi.org/10.3390/bioengineering9030100
Chicago/Turabian StyleLongé, Lionel F., Laurent Michely, Antoine Gallos, Agustin Rios De Anda, Henri Vahabi, Estelle Renard, Michel Latroche, Florent Allais, and Valérie Langlois. 2022. "Improved Processability and Antioxidant Behavior of Poly(3-hydroxybutyrate) in Presence of Ferulic Acid-Based Additives" Bioengineering 9, no. 3: 100. https://doi.org/10.3390/bioengineering9030100
APA StyleLongé, L. F., Michely, L., Gallos, A., Rios De Anda, A., Vahabi, H., Renard, E., Latroche, M., Allais, F., & Langlois, V. (2022). Improved Processability and Antioxidant Behavior of Poly(3-hydroxybutyrate) in Presence of Ferulic Acid-Based Additives. Bioengineering, 9(3), 100. https://doi.org/10.3390/bioengineering9030100