
The Effect of Carrier Quantity and Drying Method on the Physical Properties of Apple Juice Powders


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Drying Processes
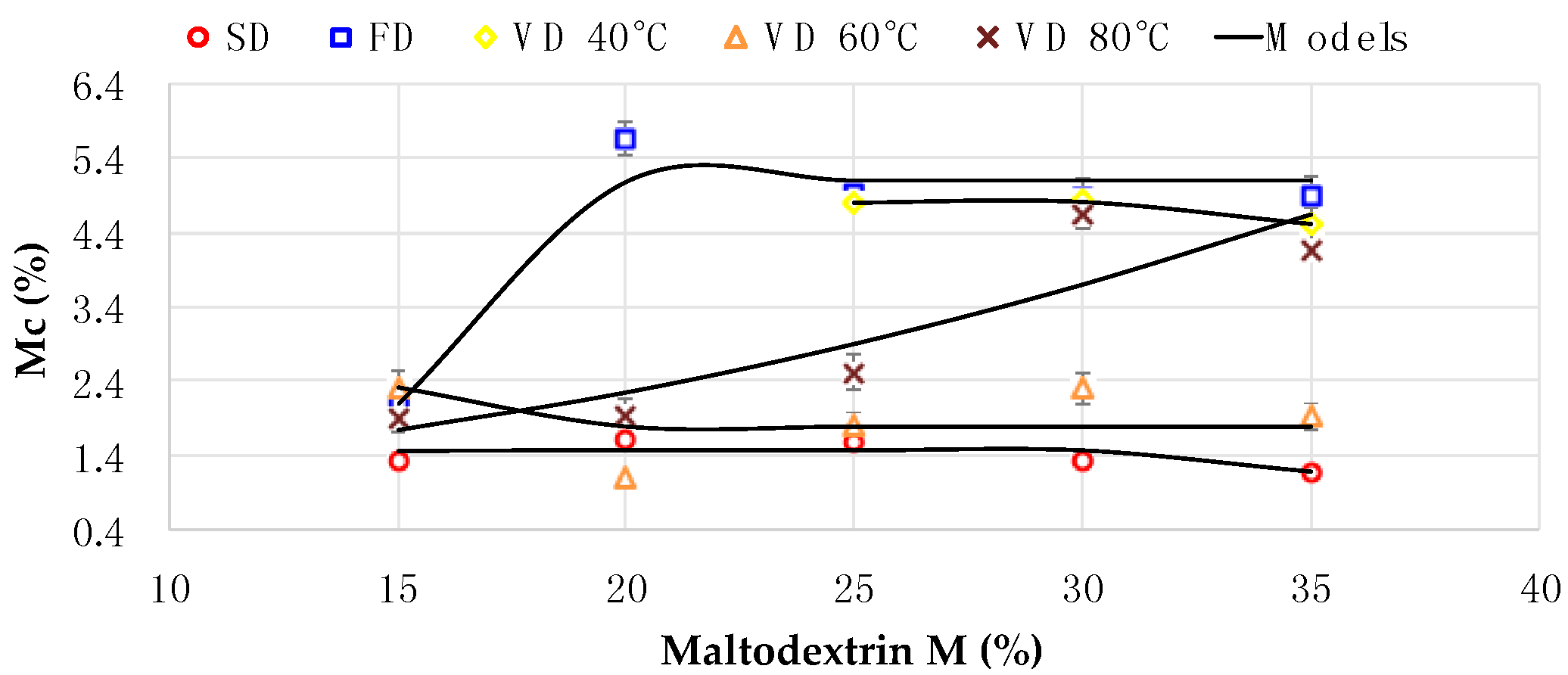
2.2.2. Moisture Content (Mc)
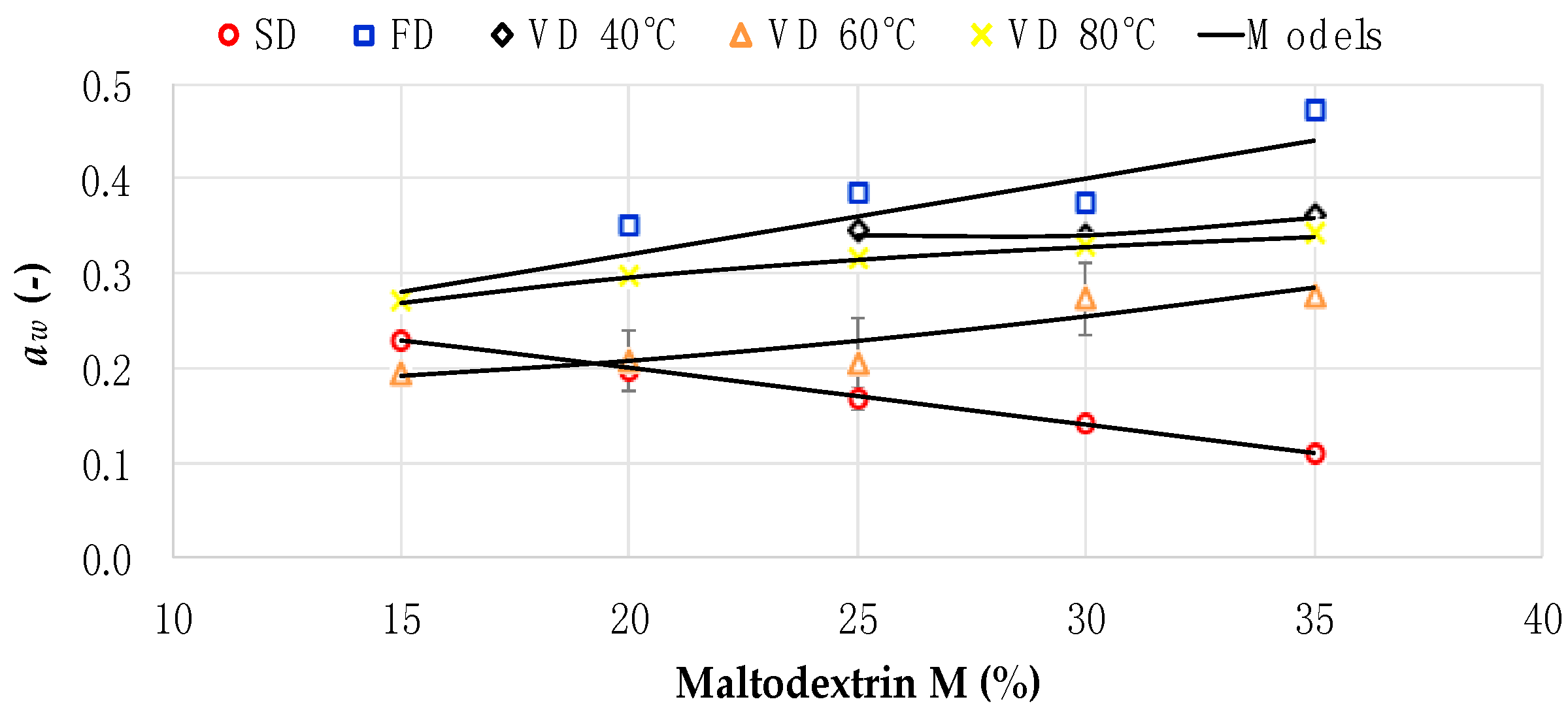
2.2.3. Water Activity
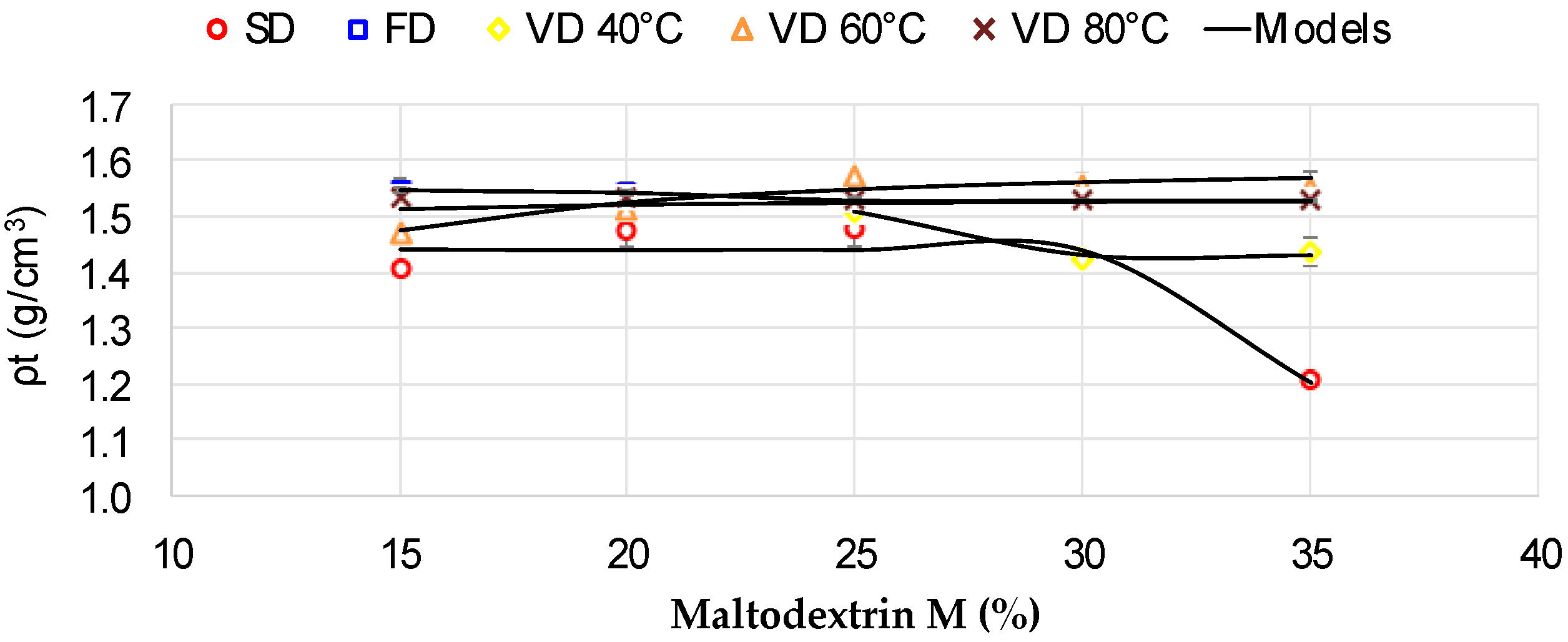
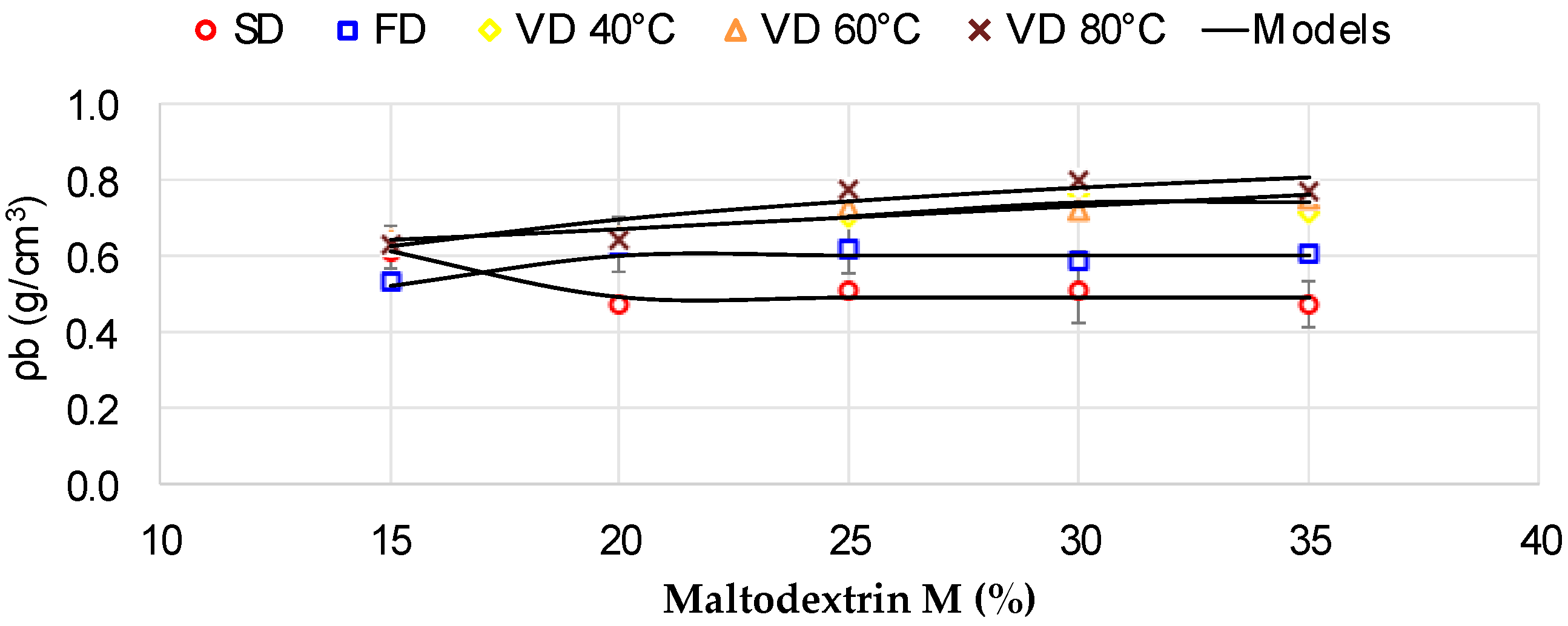
2.2.4. True Density, Bulk Density and Porosity
2.2.5. Statistical Analysis
3. Results and Discussion
3.1. The Physical Properties of Apple Juice Powders
3.2. Funtional Relationships
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Food and Agriculture Organization. Food and Agriculture Organization of the United Nations. Food and Agriculture Organization, 2017. Available online: http://www.fao.org/3/a-i5527e.pdf (accessed on 8 December 2017).
- Rabetafika, H.N.; Bchir, B.; Blecker, C.; Richel, A. Fractionation of apple by-products as source of new ingredients: Current situation and perspectives. Trends Food Sci. Technol. 2014, 40, 99–114. [Google Scholar] [CrossRef]
- Bhandari, B. 1-Introduction to food powders. In Handbook of Food Powders; Woodhead Publishing Series in Food Science, Technology and Nutrition; Woodhead Publishing: Cambridge, UK, 2013; pp. 1–25. ISBN 978-0-85709-513-8. [Google Scholar]
- Boonyai, P.; Howes, T.; Bhandari, B. Applications of the cyclone stickiness test for characterization of stickiness in food powders. Dry. Technol. 2006, 24, 703–709. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, M.; Adhikari, B. 21-Fruit and vegetable powders. In Handbook of Food Powders; Woodhead Publishing Series in Food Science, Technology and Nutrition; Woodhead Publishing: Cambridge, UK, 2013; pp. 532–552. ISBN 978-0-85709-513-8. [Google Scholar]
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Anthocyanin stability and antioxidant activity of spray-dried açai (Euterpe oleracea Mart.) juice produced with different carrier agents. Food Res. Int. 2010, 43, 907–914. [Google Scholar] [CrossRef]
- Phisut, N. Spray drying technique of fruit juice powder: Some factors influencing the properties of product. Int. Food Res. J. 2012, 19, 1297–1306. [Google Scholar]
- Michalska, A.; Wojdyło, A.; Honke, J.; Ciska, E.; Andlauer, W. Drying-induced physico-chemical changes in cranberry products. Food Chem. 2018, 240, 448–455. [Google Scholar] [CrossRef] [PubMed]
- Michalska, A.; Wojdyło, A.; Łysiak, G.P.; Figiel, A. Chemical composition and antioxidant properties of powders obtained from different plum juice formulations. Int. J. Mol. Sci. 2017, 18, 176. [Google Scholar] [CrossRef] [PubMed]
- Quek, S.Y.; Chok, N.K.; Swedlund, P. The physicochemical properties of spray-dried watermelon powders. Chem. Eng. Proc. Process Intensif. 2007, 46, 386–392. [Google Scholar] [CrossRef]
- Michalska, A.; Wojdyło, A.; Lech, K.; Łysiak, G.P.; Figiel, A. Effect of different drying techniques on physical properties, total polyphenols and antioxidant capacity of blackcurrant pomace powders. LWT Food Sci. Technol. 2017, 78, 114–121. [Google Scholar] [CrossRef]
- Horszwald, A.; Julien, H.; Andlauer, W. Characterisation of Aronia powders obtained by different drying processes. Food Chem. 2013, 141, 2858–2863. [Google Scholar] [CrossRef] [PubMed]
- Franceschinis, L.; Salvatori, D.M.; Sosa, N.; Schebor, C. Physical and functional properties of blackberry freeze- and spray-dried powders. Dry. Technol. 2014, 32, 197–207. [Google Scholar] [CrossRef]
- Islam, M.Z.; Kitamura, Y.; Yamano, Y.; Kitamura, M. Effect of vacuum spray drying on the physicochemical properties, water sorption and glass transition phenomenon of orange juice powder. J. Food Eng. 2016, 169, 131–140. [Google Scholar] [CrossRef]
- Tontul, I.; Topuz, A. Spray-drying of fruit and vegetable juices: Effect of drying conditions on the product yield and physical properties. Trends Food Sci. Technol. 2017, 63, 91–102. [Google Scholar] [CrossRef]
- Chopda, C.A.; Barrett, D.M. Optimization of guava juice and powder production. J. Food Process. Preserv. 2001, 25, 411–430. [Google Scholar] [CrossRef]
- Bhusari, S.N.; Muzaffar, K.; Kumar, P. Effect of carrier agents on physical and microstructural properties of spray dried tamarind pulp powder. Powder Technol. 2014, 266, 354–364. [Google Scholar] [CrossRef]
- Franco, T.S.; Perussello, C.A.; Ellendersen, L.N.; Masson, M.L. Effects of foam mat drying on physicochemical and microstructural properties of yacon juice powder. LWT Food Sci. Technol. 2016, 66, 503–513. [Google Scholar] [CrossRef]
- Rahman, M.S.; Labuza, T.P. Water activity and food preservation. In Handbook of Food Preservation; Rahman, S., Ed.; CRC Press, Taylor & Trancis Group: Boca Raton, FL, USA, 2007; pp. 447–476. [Google Scholar]
- Beuchat, L. Microbial stability as affected by water activity. Cereal Foods World 1981, 26, 345–349. [Google Scholar]
- Janiszewska-Turak, E.; Dellarosa, N.; Tylewicz, U.; Laghi, L.; Romani, S.; Dalla Rosa, M.; Witrowa-Rajchert, D. The influence of carrier material on some physical and structural properties of carrot juice microcapsules. Food Chem. 2017, 236, 134–141. [Google Scholar] [CrossRef] [PubMed]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of drying methods on the physical properties and microstructures of mango (Philippine ‘Carabao’ var.) powder. J. Food Eng. 2012, 111, 135–148. [Google Scholar] [CrossRef]
- Pathare, P.B.; Opara, U.L.; Al-Said, F.A.-J. Colour measurement and analysis in fresh and processed foods: A review. Food Bioprocess Technol. 2013, 6, 36–60. [Google Scholar] [CrossRef]
- Lopez, A.; Pique, M.T.; Boatella, J.; Parcerisa, J.; Romero, A.; Ferra, A.; Garci, J. Influence of drying conditions on the hazelnut quality. III. Browning. Dry. Technol. 1997, 15, 989–1002. [Google Scholar] [CrossRef]
- Goula, A.M.; Adamopoulos, K.G. Effect of maltodextrin addition during spray drying of tomato pulp in dehumidified air: I. drying kinetics and product recovery. Dry. Technol. 2008, 26, 714–725. [Google Scholar] [CrossRef]
- Jittanit, W.; Niti-Att, S.; Techanuntachikul, O. Study of spray drying of pineapple juice using maltodextrin as an adjunct. Chiang Mai J. Sci. 2010, 37, 498–506. [Google Scholar]
- Fazaeli, M.; Emam-Djomeh, Z.; Kalbasi Ashtari, A.; Omid, M. Effect of spray drying conditions and feed composition on the physical properties of black mulberry juice powder. Food Bioprod. Process. 2012, 90, 667–675. [Google Scholar] [CrossRef]
- Kha, T.C.; Nguyen, M.H.; Roach, P.D. Effects of spray drying conditions on the physicochemical and antioxidant properties of the Gac (Momordica cochinchinensis) fruit aril powder. J. Food Eng. 2010, 98, 385–392. [Google Scholar] [CrossRef]
- Fang, Z.; Bhandari, B. Comparing the efficiency of protein and maltodextrin on spray drying of bayberry juice. Food Res. Int. 2012, 48, 478–483. [Google Scholar] [CrossRef]
- Oberoi, D.P.S.; Sogi, D.S. Effect of drying methods and maltodextrin concentration on pigment content of watermelon juice powder. J. Food Eng. 2015, 165, 172–178. [Google Scholar] [CrossRef]
- Takeiti, C.Y.; Kieckbusch, T.G.; Collares-Queiroz, F.P. Morphological and physicochemical characterization of commercial maltodextrins with different degrees of dextrose-equivalent. Int. J. Food Prop. 2010, 13, 411–425. [Google Scholar] [CrossRef]
- Tze, N.L.; Han, C.P.; Yusof, Y.A.; Ling, C.N.; Talib, R.A.; Taip, F.S.; Aziz, M.G. Physicochemical and nutritional properties of spray-dried pitaya fruit powder as natural colorant. Food Sci. Biotechnol. 2012, 21, 675–682. [Google Scholar] [CrossRef]
- Laokuldilok, T.; Kanha, N. Effects of processing conditions on powder properties of black glutinous rice (Oryza sativa L.) bran anthocyanins produced by spray drying and freeze drying. LWT Food Sci. Technol. 2015, 64, 405–411. [Google Scholar] [CrossRef]
- Barbosa, J.; Borges, S.; Amorim, M.; Pereira, M.J.; Oliveira, A.; Pintado, M.E.; Teixeira, P. Comparison of spray drying, freeze drying and convective hot air drying for the production of a probiotic orange powder. J. Funct. Foods 2015, 17, 340–351. [Google Scholar] [CrossRef]
- Caliskan, G.; Nur Dirim, S. The effects of the different drying conditions and the amounts of maltodextrin addition during spray drying of sumac extract. Food Bioprod. Process. 2013, 91, 539–548. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drying Method | M | Mc (%) | Water Activity (-) | True Density (g cm−3) | Bulk Density (g cm−3) | Porosity (-) |
|---|---|---|---|---|---|---|
| Freeze-drying | 15% | 2.08 ± 0.2 d,e,f | 0.2742 ± 0.0016 d,e | 1.548 ± 0.019 e,f,g | 0.53 ± 0.012 a,b,c,d,e | 0.658 ± 0.007 i,j |
| 20% | 5.65 ± 0.23 i | 0.3518 ± 0.0015 f,g,h | 1.541 ± 0.018 e,f,g | 0.629 ± 0.072 c,d,e,f,g,h | 0.592 ± 0.038 f,g,h | |
| 25% | 4.93 ± 0.17 h | 0.3858 ± 0.0004 h | 1.531 ± 0.015 e,f,g | 0.616 ± 0.062 c,d,e,f,g | 0.598 ± 0.033 f,g,h | |
| 30% | 4.87 ± 0.26 h | 0.3742 ± 0.001g h | 1.541 ± 0.014 e,f,g | 0.59 ± 0.02 a,b,c,d,e,f | 0.617 ± 0.011 g,h,i | |
| 35% | 4.89 ± 0.26 h | 0.3901 ± 0.0003 i | 1.532 ± 0.013 e,f,g | 0.606 ± 0 b,c,d,e,f,g | 0.604 ± 0.003 f,g,h | |
| Vacuum drying 40 °C | - | - | - | - | - | - |
| - | - | - | - | - | ||
| 25% | 4.81 ± 0.15 h | 0.3452 ± 0.0015 f,g,h | 1.51 ± 0.02 c,d,e,f,g | 0.702 ± 0.008 f,g,h,i,j | 0.535 ± 0.007 b,c,d | |
| 30% | 4.82 ± 0.16 h | 0.3401 ± 0.0021 f,g,h | 1.422 ± 0.015 b | 0.763 ± 0.005 h,i,j | 0.463 ± 0.005 a | |
| 35% | 4.51 ± 0.23g h | 0.3608 ± 0.0018 f,g | 1.437 ± 0.027 b,c,d | 0.715 ± 0.021 f,g,h,i,j | 0.502 ± 0.014 a,b | |
| Vacuum drying 60 °C | 15% | 2.32 ± 0.22 e,f | 0.1932 ± 0.0081 b,c | 1.469 ± 0.02 b,c,d,e | 0.644 ± 0.031 d,e,f,g | 0.562 ± 0.018 c,d,e,f |
| 20% | 1.1 ± 0.1 a | 0.2067 ± 0.0317 c | 1.513 ± 0.046 d,e,f,g | 0.648 ± 0.002 e,f,g,h,i | 0.572 ± 0.011 d,e,f,g | |
| 25% | 1.81 ± 0.17 b,c,d,e | 0.2048 ± 0.0469 c | 1.571 ± 0.015 g | 0.728 ± 0.009 g,h,i,j | 0.536 ± 0.006 b,c,d | |
| 30% | 2.3 ± 0.22 e,f | 0.273 ± 0.0381 d,e | 1.556 ± 0.019 f,g | 0.719 ± 0.005 f,g,h,i,j | 0.538 ± 0.005 b,c,d,e | |
| 35% | 1.93 ± 0.18 c,d,e,f | 0.2765 ± 0.0139 d,e | 1.551 ± 0.032 e,f,g | 0.753 ± 0.006 h,i,j | 0.514 ± 0.009 a,b,c | |
| Vacuum drying 80 °C | 15% | 1.9 ± 0.2 b,c,d,e | 0.2717 ± 0.0022 d,e | 1.536 ± 0.014 e,f,g | 0.631 ± 0.002 c,d,e,f,g,h,i | 0.589 ± 0.003 e,f,g,h |
| 20% | 1.93 ± 0.18 d,e,f | 0.2981 ± 0.0008 e,f | 1.534 ± 0.018 e,f,g | 0.64 ± 0.003 e,f,g,h,i | 0.583 ± 0.004 d,e,f,g | |
| 25% | 2.52 ± 0.24 f | 0.3151 ± 0.0054 e,f,g | 1.529 ± 0.004 e,f,g | 0.773 ± 0.001 i,j | 0.495 ± 0.001 a,b | |
| 30% | 4.63 ± 0.24 g,h | 0.3289 ± 0.0025 e,f,g,h | 1.528 ± 0.022 e,f,g | 0.8 ± 0.016 j | 0.477 ± 0.011 a | |
| 35% | 4.17 ± 0.19 g | 0.3422 ± 0.0054 f,g,h | 1.528 ± 0.013 e,f,g | 0.771 ± 0.008 i,j | 0.496 ± 0.005 a,b | |
| Spray drying | 15% | 1.32 ± 0.13 a,b | 0.2280 ± 0.0028 c,d | 1.405 ± 0.015 b | 0.608 ± 0.043 c,d,e,f,g | 0.567 ± 0.025 d,e,f,g |
| 20% | 1.61± 0.15 a,b,c,d | 0.1978 ± 0.0007 b,c | 1.473 ± 0.029 b,c,d,e,f | 0.473 ± 0.002 a,b | 0.679 ± 0.005 j | |
| 25% | 1.6 ± 0.15 a,b,c,d | 0.1674 ± 0.0116 a,b,c | 1.478 ± 0.032 b,c,d,e,f,g | 0.506 ± 0.016 a,b,c | 0.658 ± 0.011 i,j | |
| 30% | 1.33 ± 0.13 a,b,c | 0.1401 ± 0.0028 a,b | 1.424 ± 0.012 b,c | 0.511 ± 0.09 a,b,c,d | 0.641 ± 0.052 h,i,j | |
| 35% | 1.18 ± 0.11 a | 0.1087 ± 0.0028 a | 1.206 ± 0.004 a | 0.471 ± 0.06 a | 0.61 ± 0.041 f,g,h,i |
| Drying Method | M | Colour | ||||
|---|---|---|---|---|---|---|
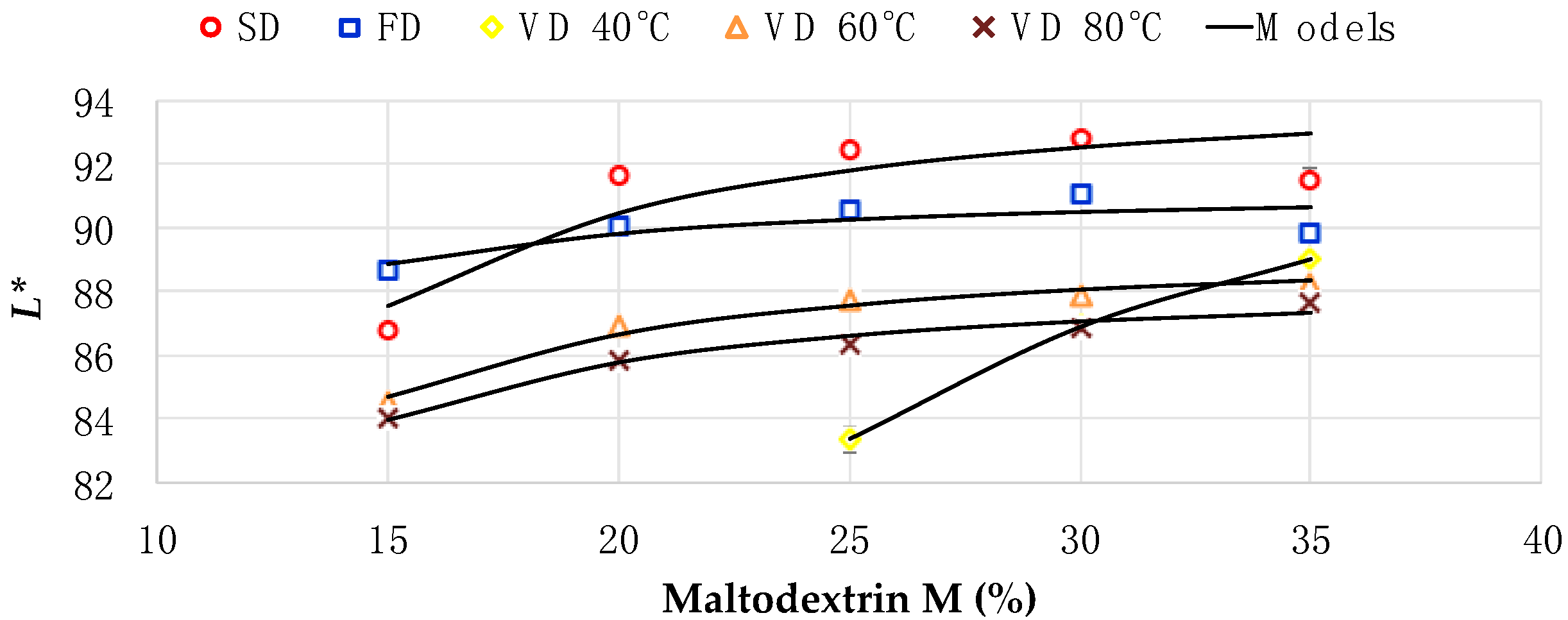
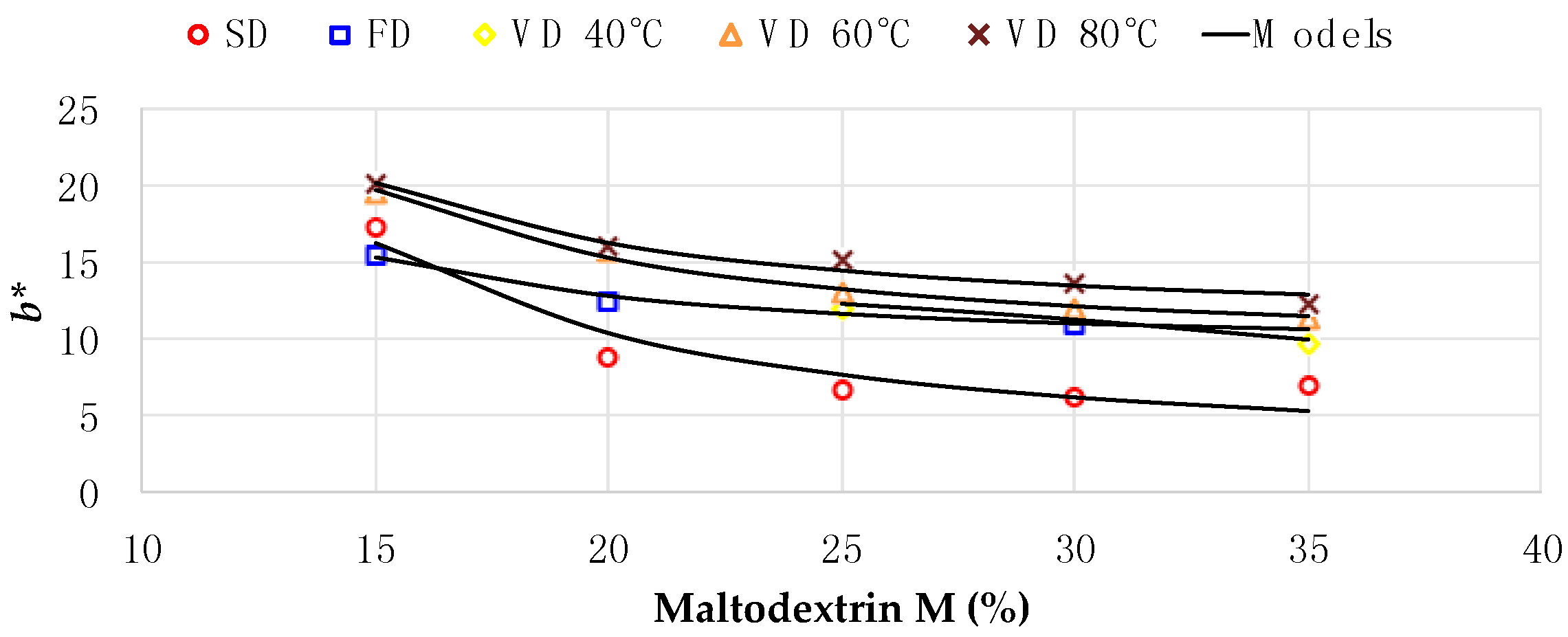
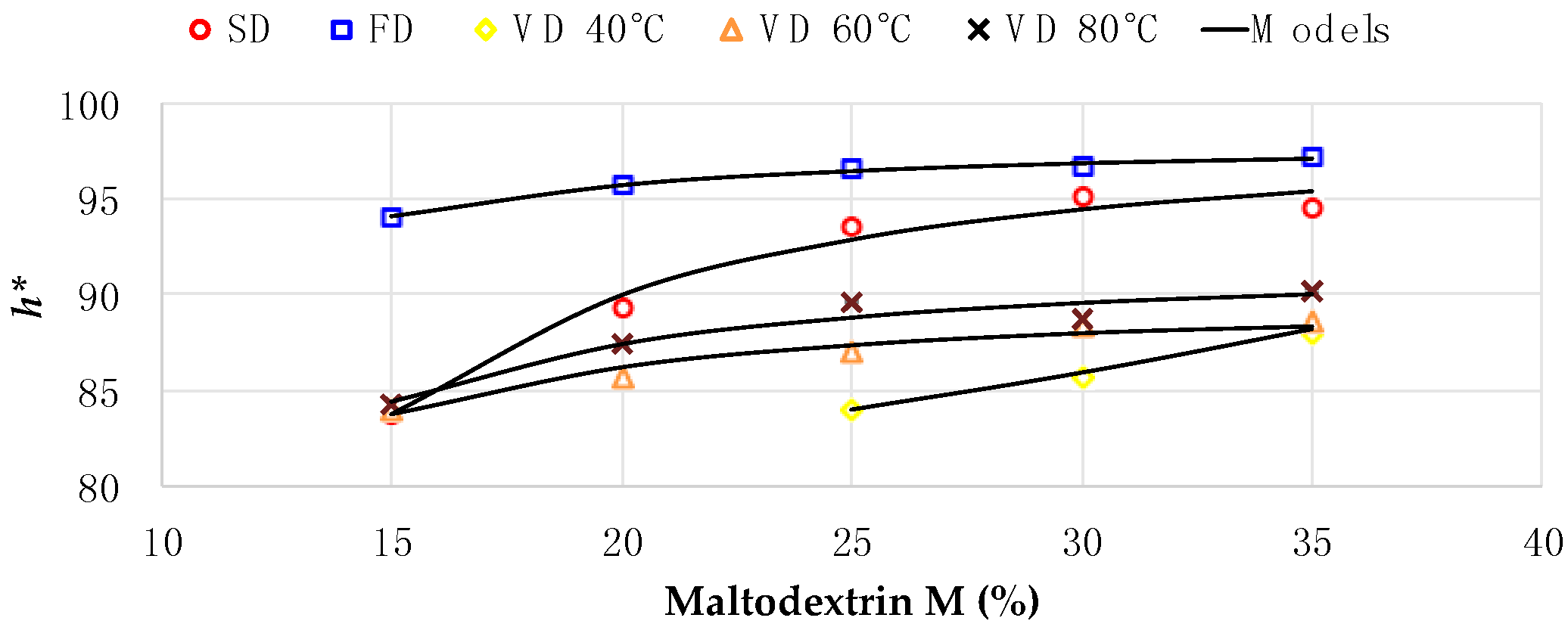
| L* (D65) | a* (D65) | b* (D65) | C* | h* | ||
| Freeze-drying | 15% | 88.658 ± 0.022 f,g,h,i,j | −1.094 ± 0.001 d | 15.422 ± 0.011 l | 15.458 ± 0.013 m | 94.052 ± 0.033 l |
| 20% | 90.07 ± 0.014 i,j,k | −1.264 ± 0.011 c | 12.448 ± 0.018 i | 12.512 ± 0.019 j | 95.790 ± 0.037 o | |
| 25% | 90.542 ± 0.004 j,k,l | −1.354 ± 0.013 a | 11.820 ± 0.012 g | 11.894 ± 0.011 h | 96.532 ± 0.053 p | |
| 30% | 91.048 ± 0.008 k,l,m | −1.284 ± 0.015 b,c | 10.944 ± 0.017 e | 11.018 ± 0.016 f | 96.684 ± 0.079 p | |
| 35% | 89.822 ± 0.008 h,i,j,k | −1.336 ± 0.015 a,b | 10.662 ± 0.031 e | 10.746 ± 0.031 f | 97.152 ± 0.059 r | |
| Vacuum drying 40 °C | - | - | - | - | - | - |
| - | - | - | - | - | - | |
| 25% | 83.344 ± 4.004 a | 1.268 ± 0.018 m | 11.932 ± 0.386 g,h | 11.998 ± 0.381 h,i | 83.934 ± 0.261 a | |
| 30% | 86.914 ± 0.038 d,e,f | 0.910 ± 0.034 k | 12.206 ± 0.091 h,i | 12.238 ± 0.090 h,i,j | 85.734 ± 0.112 c | |
| 35% | 89.018 ± 0.025 g,h,i | 0.330 ± 0.007 i | 9.680 ± 0.023 d | 9.686 ± 0.026 e | 88.038 ± 0.033 f | |
| Vacuum drying 60 °C | 15% | 84.534 ± 0.019 a,b,c | 2.040 ± 0.014 o | 19.450 ± 0.037 o | 19.564 ± 0.034 p | 84.014 ± 0.051 a,b |
| 20% | 86.958 ± 0.038 d,e,f | 1.196 ± 0.019 l | 15.812 ± 0.045 m | 15.858 ± 0.048 n | 85.668 ± 0.075 c | |
| 25% | 87.74 ± 0.076 d,e,f,g | 0.694 ± 0.036 j | 13.068 ± 0.123 j | 13.084 ± 0.126 k | 86.960 ± 0.138 d | |
| 30% | 87.872 ± 0.117 e,f,g,h | 0.338 ± 0.018 i | 12.012 ± 0.109 g,h | 12.016 ± 0.112 h,i | 88.382 ± 0.083 g | |
| 35% | 88.234 ± 0.05 e,f,g,h,i | 0.286 ± 0.034 i | 11.380 ± 0.026 f | 11.386 ± 0.029 g | 88.570 ± 0.162 g,h | |
| Vacuum drying 80 °C | 15% | 85.000 ± 0.255 a,b | 2.000 ± 0.016 o | 20.090 ± 0.074 p | 19.766 ± 0.110 p | 84.272 ± 0.576 b |
| 20% | 85.884 ± 0.090 b,c,d | 0.718 ± 0.036 j | 15.988 ± 0.152 m | 16.00 ± 0.148 n | 87.428 ± 0.118 e | |
| 25% | 86.324 ± 0.073 c,d,e | 0.102 ± 0.027 k | 15.172 ± 0.022 l | 15.172 ± 0.022 m | 89.606 ± 0.099 i | |
| 30% | 86.886 ± 0.117 d,e,f | 0.312 ± 0.015 i | 13.622 ± 0.168 k | 13.628 ± 0.167 l | 88.690 ± 0.076 h | |
| 35% | 87.664 ± 0.102 d,e,f,g | −0.034 ± 0.018 g | 12.278 ± 0.220 h,i | 12.280 ± 0.219 i,j | 90.154 ± 0.081 j | |
| Spray drying | 15% | 86.822 ± 0.203 d,e,f | 1.872 ± 0.1033 k | 17.216 ± 0.473 n | 17.316 ± 0.478 o | 83.802 ± 0.183 a |
| 20% | 91.676 ± 0.011 k,l,m | 0.096 ± 0.005 h | 8.728 ± 0.015 c | 8.730 ± 0.014 d | 89.370 ± 0.042 i | |
| 25% | 92.436 ± 0.018 l,m | −0.410 ± 0.007 f | 6.620 ± 0.022 b | 6.632 ± 0.023 b | 93.548 ± 0.063 k | |
| 30% | 92.826 ± 0.064 m | −0.550 ± 0.012 e | 6.140 ± 0.059 a | 6.166 ± 0.059 a | 95.140 ± 0.150 n | |
| 35% | 91.54 ± 0.314 k,l,m | −0.556 ± 0.025 e | 6.976 ± 0.061 b | 7.000 ± 0.064 c | 94.562 ± 0.231 m | |
| Physical Properties | Drying Method | Models | R2 | RMSE |
|---|---|---|---|---|
| Moisture content | Freeze-drying | 0.9404 | 0.39 | |
| Vacuum drying 40 °C | 0.9989 | 0.008 | ||
| Vacuum drying 60 °C | 0.2242 | 0.50 | ||
| Vacuum drying 80 °C | 0.7940 | 0.67 | ||
| Spray drying | 0.4655 | 0.16 | ||
| Water activity (aw) | Freeze-drying | 0.8665 | 0.030 | |
| Vacuum drying 40 °C | 0.9414 | 0.004 | ||
| Vacuum drying 60 °C | 0.8535 | 0.018 | ||
| Vacuum drying 80 °C | 0.9980 | 0.0014 | ||
| Spray drying | 0.9993 | 0.0012 | ||
| True density (ρt) | Freeze-drying | 0.6637 | 0.005 | |
| Vacuum drying 40 °C | 0.9743 | 0.011 | ||
| Vacuum drying 60 °C | 0.8584 | 0.018 | ||
| Vacuum drying 80 °C | 0.9020 | 0.0013 | ||
| Spray drying | 0.9226 | 0.036 | ||
| Bulk density (ρb) | Freeze-drying | 0.8596 | 0.017 | |
| Vacuum drying 40 °C | 0.4399 | 0.034 | ||
| Vacuum drying 60 °C | 0.8514 | 0.022 | ||
| Vacuum drying 80 °C | 0.7912 | 0.042 | ||
| Spray drying | 0.8907 | 0.021 | ||
| Porosity (ε) | Freeze drying | 0.8690 | 0.011 | |
| Vacuum drying 40 °C | 0.7025 | 0.028 | ||
| Vacuum drying 60 °C | 0.8286 | 0.011 | ||
| Vacuum drying 80 °C | 0.7940 | 0.028 | ||
| Spray drying | 0.6622 | 0.030 | ||
| Colour L* | Freeze-drying | 0.6398 | 0.62 | |
| Vacuum drying 40 °C | 0.9999 | 0.024 | ||
| Vacuum drying 60 °C | 0.9779 | 0.25 | ||
| Vacuum drying 80 °C | 0.9792 | 0.28 | ||
| Spray drying | 0.8067 | 1.23 | ||
| a* | Freeze-drying | 0.8505 | 0.045 | |
| Vacuum drying 40 °C | 0.9248 | 0.18 | ||
| Vacuum drying 60 °C | 0.9922 | 0.074 | ||
| Vacuum drying 80 °C | 0.9481 | 0.22 | ||
| Spray drying | 0.9569 | 0.25 | ||
| b* | Freeze-drying | 0.9881 | 0.24 | |
| Vacuum drying 40 °C | 0.7047 | 1.06 | ||
| Vacuum drying 60 °C | 0.9913 | 0.36 | ||
| Vacuum drying 80 °C | 0.9722 | 0.57 | ||
| Spray drying | 0.9114 | 1.59 | ||
| C* | Freeze-drying | 0.9879 | 0.24 | |
| Vacuum drying 40 °C | 0.7171 | 1.06 | ||
| Vacuum drying 60 °C | 0.9915 | 0.36 | ||
| Vacuum drying 80 °C | 0.9683 | 0.58 | ||
| Spray drying | 0.9099 | 1.61 | ||
| h* | Freeze-drying | 0.9919 | 0.13 | |
| Vacuum drying 40 °C | 0.9995 | 0.066 | ||
| Vacuum drying 60 °C | 0.9497 | 0.50 | ||
| Vacuum drying 80 °C | 0.9344 | 0.69 | ||
| Spray drying | 0.9778 | 0.82 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michalska, A.; Lech, K. The Effect of Carrier Quantity and Drying Method on the Physical Properties of Apple Juice Powders. Beverages 2018, 4, 2. https://doi.org/10.3390/beverages4010002
Michalska A, Lech K. The Effect of Carrier Quantity and Drying Method on the Physical Properties of Apple Juice Powders. Beverages. 2018; 4(1):2. https://doi.org/10.3390/beverages4010002
Chicago/Turabian StyleMichalska, Anna, and Krzysztof Lech. 2018. "The Effect of Carrier Quantity and Drying Method on the Physical Properties of Apple Juice Powders" Beverages 4, no. 1: 2. https://doi.org/10.3390/beverages4010002
APA StyleMichalska, A., & Lech, K. (2018). The Effect of Carrier Quantity and Drying Method on the Physical Properties of Apple Juice Powders. Beverages, 4(1), 2. https://doi.org/10.3390/beverages4010002