Improving Spinnability of Hyper-Coal Derived Spinnable Pitch through the Hydrogenation with 1,2,3,4-Tetrahydroquinoline


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Pitches and Carbon Fibers
2.3. Characterization of Pitches and Carbon Fibers
3. Results and Discussion
3.1. Analysis of HPC-Derived Precursors
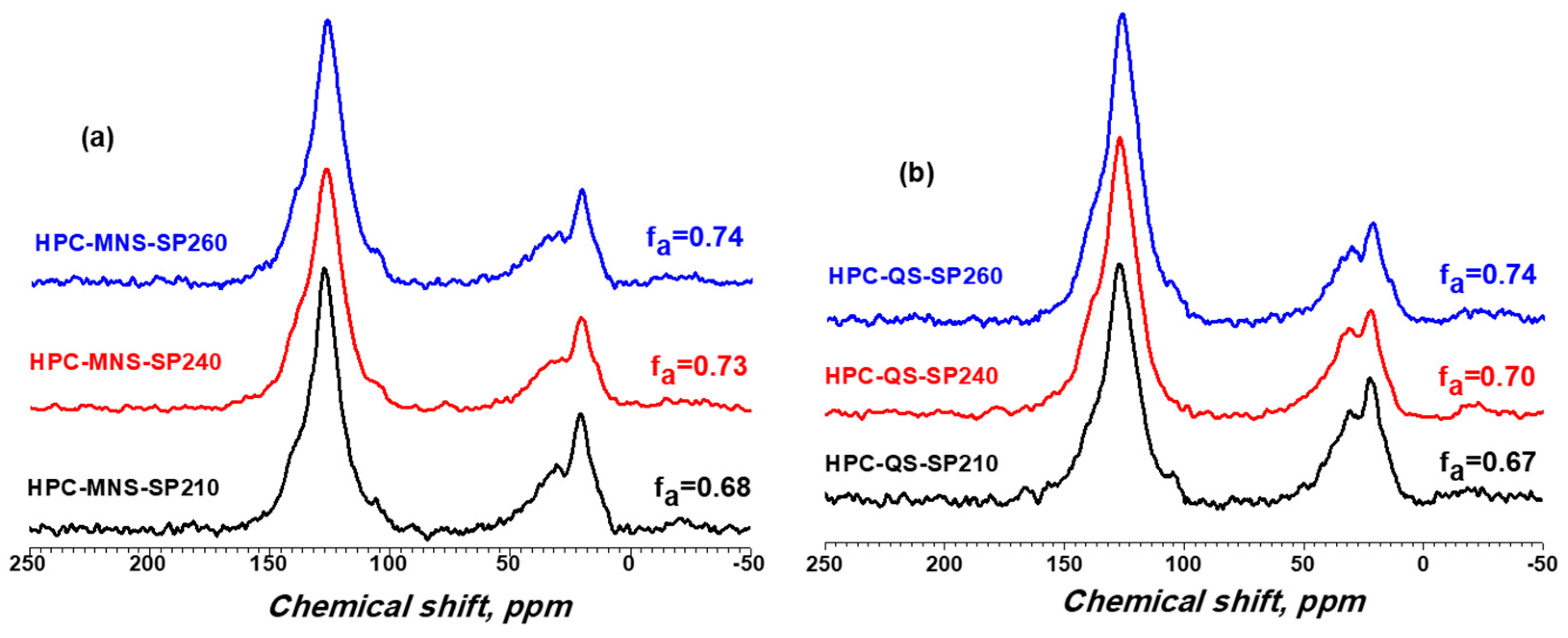
3.2. Characterization of Prepared Pitches
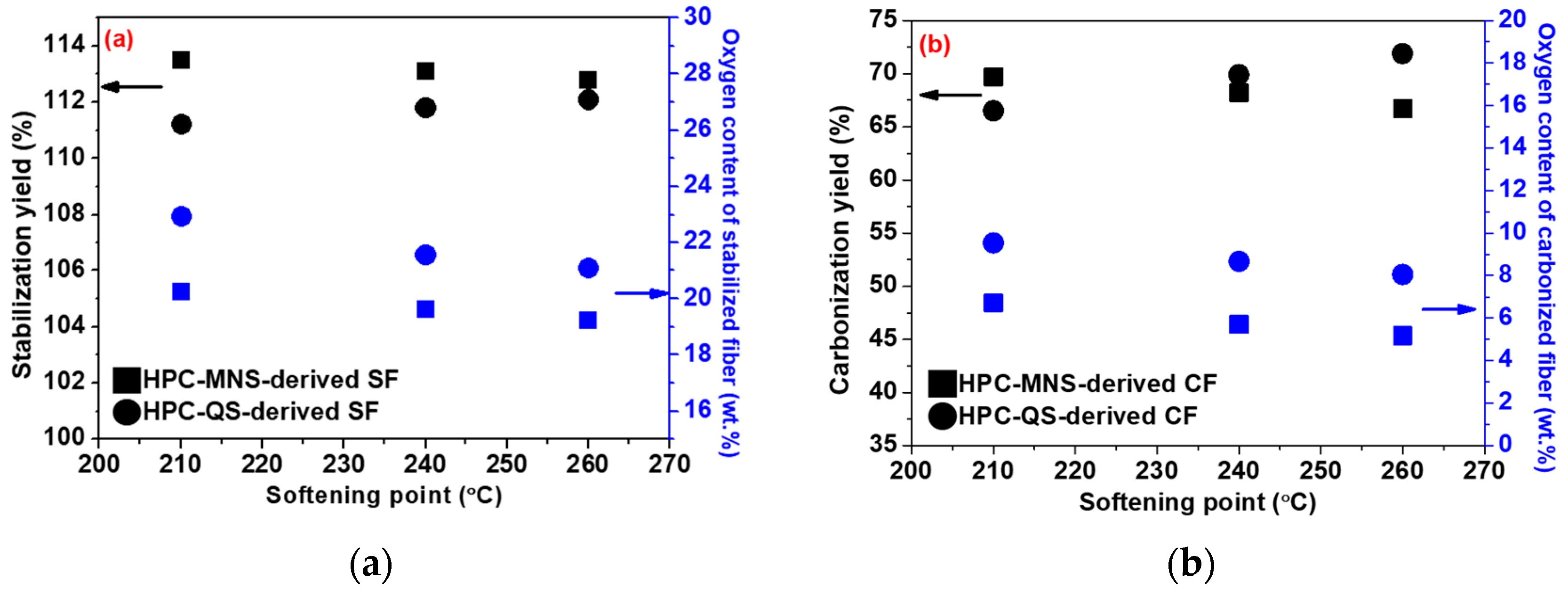
3.3. Stabilization and Carbonization Process of Pitch Fibers
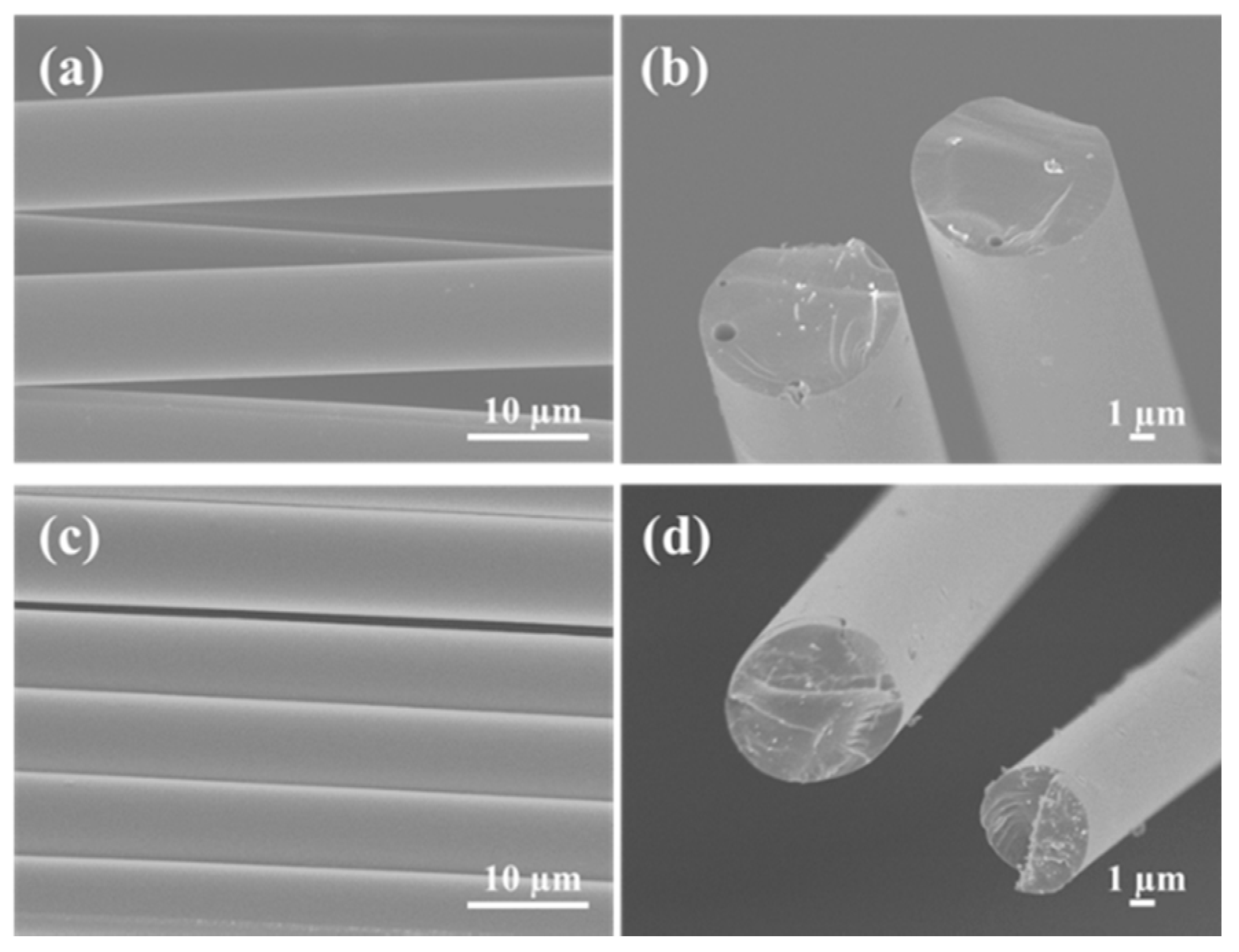
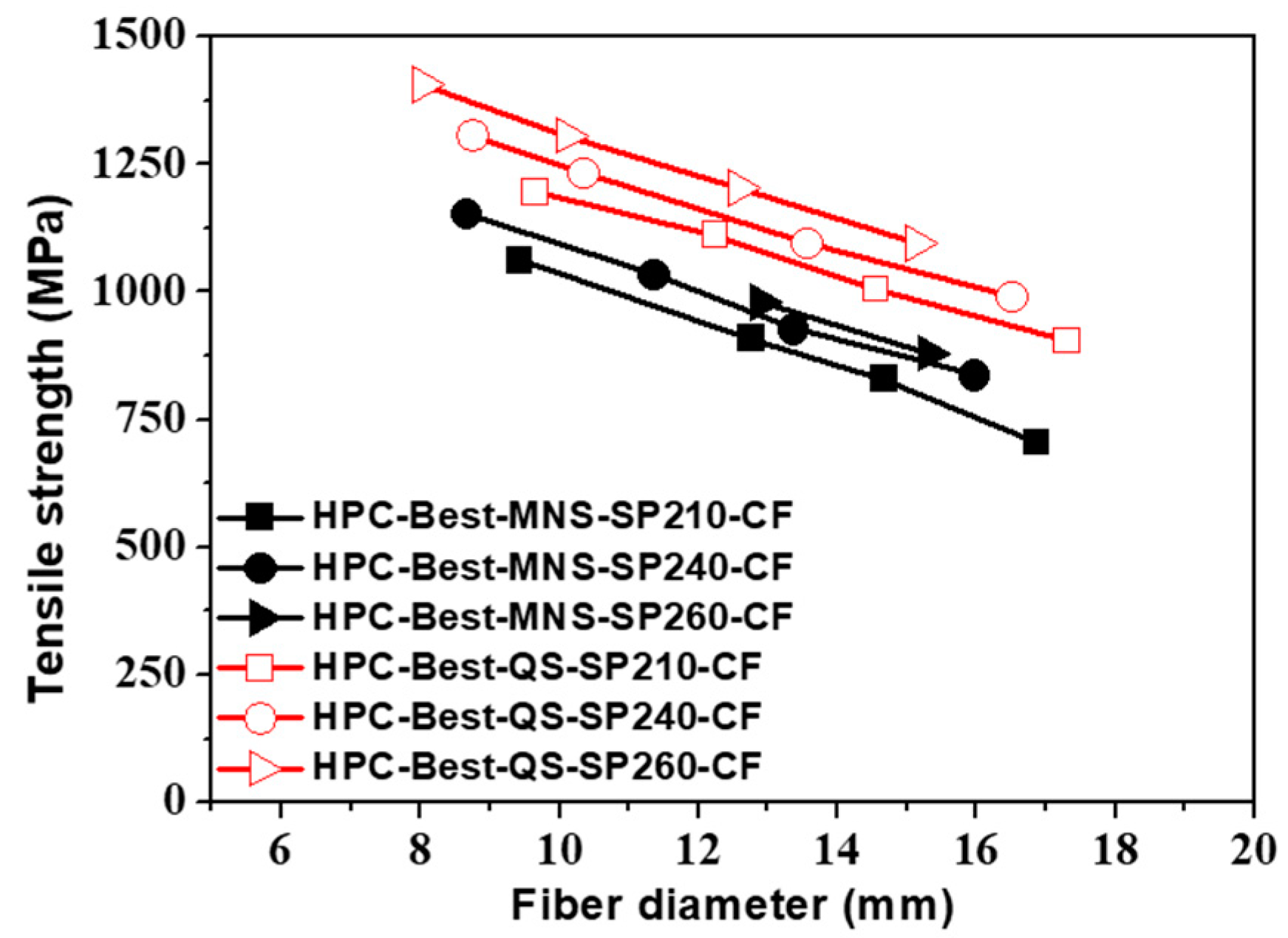
3.4. Morphology and Mechnical Property of Obtained CFs
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Baker, D.A.; Rials, T.G. Recent advances in low-cost carbon fiber manufacture from lignin. J. Appl. Polym. Sci. 2013, 130, 713–728. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.J.; Zhao, G.J. Preparation of carbon fibers from liquefied wood. Wood Sci. Technol. 2010, 44, 3–11. [Google Scholar]
- Berrueco, C.; Álvarez, P.; Díez, N.; Granda, M.; Menéndez, R.; Blanco, C.; Santamaria, R.; Millan, M. Characterisation and feasibility as carbon fibre precursors of isotropic pitches derived from anthracene oil. Fuel 2012, 101, 9–15. [Google Scholar] [CrossRef]
- Prauchner, M.J.; Pasa, V.M.; Otani, S.; Otani, C. Biopitch-based general purpose carbon fibers: Processing and properties. Carbon 2005, 43, 591–597. [Google Scholar] [CrossRef]
- Ko, S.; Choi, J.E.; Lee, C.W.; Jeon, Y.P. Modified oxidative thermal treatment for the preparation of isotropic pitch towards cost-competitive carbon fiber. J. Ind. Eng. Chem. 2017, 54, 252–261. [Google Scholar] [CrossRef]
- Kim, B.J.; Eom, Y.H.; Kato, O.; Miyawaki, J.; Kim, B.C.; Mochida, I.; Yoon, S.H. Preparation of carbon fibers with excellent mechanical properties from isotropic pitches. Carbon 2014, 77, 747–755. [Google Scholar] [CrossRef]
- Kim, B.J.; Eom, Y.; Kato, O.; Miyawaki, J.; Kim, B.C.; Mochida, I.; Yoon, S.H. Enhancing the tensile strength of isotropic pitch-based carbon fibers by improving the stabilization and carbonization properties of precursor pitch. Carbon 2016, 99, 649–657. [Google Scholar] [CrossRef]
- Yang, J.; Nakabayashi, K.; Miyawaki, J.; Yoon, S.H. Preparation of isotropic pitch-based carbon fiber using Hyper-coal through co-carbonation with ethylene bottom oil. J. Ind. Eng. Chem. 2016, 34, 397–404. [Google Scholar] [CrossRef]
- Yang, J.; Nakabayashi, K.; Miyawaki, J.; Yoon, S.H. Preparation of pitch based carbon fibers using Hyper-coal as a raw material. Carbon 2016, 106, 28–36. [Google Scholar] [CrossRef]
- Hamada, T.; Nishida, T.; Sajiki, Y.; Matsumoto, M.; Endo, M. Structures and physical properties of carbon fibers from coal tar mesophase pitch. J. Mater. Res. 1987, 2, 850–857. [Google Scholar] [CrossRef]
- Hatano, H.; Suginobe, H. Improvement and control of the quality of binder pitch for graphite electrodes. Fuel 1989, 68, 1503–1506. [Google Scholar] [CrossRef]
- Daguerre, E.; Guillot, A.; Stoeckli, F. Activated carbons prepared from thermally and chemically treated petroleum and coal tar pitches. Carbon 2001, 8, 1279–1285. [Google Scholar] [CrossRef]
- Brage, C.; Yu, Q.; Chen, G.; Sjöström, K. Tar evolution profiles obtained from gasification of biomass and coal. Biomass Bioenerg. 2000, 18, 87–91. [Google Scholar] [CrossRef]
- Okuyama, N.; Komatsu, N.; Shigehisa, T.; Kaneko, T.; Tsuruya, S. Hyper-coal process to produce the ash-free coal. Fuel Process. Technol. 2004, 85, 947–967. [Google Scholar] [CrossRef]
- Wang, P.; Jin, L.; Liu, J. Analysis of coal tar derived from pyrolysis at different atmospheres. Fuel 2013, 104, 14–21. [Google Scholar] [CrossRef]
- Takanohashi, T.; Shishido, T.; Kawashima, H.; Saito, I. Characterisation of Hyper-Coals from coals of various ranks. Fuel 2008, 87, 592–598. [Google Scholar] [CrossRef]
- Mishra, A.; Saha, M.; Bhatia, G.; Aggarwal, R.K.; Raman, V.; Yadav, H.S. A comparative study on the development of pitch precursor for general-purpose carbon fibers. J. Mater. Process. Technol. 2005, 168, 316–320. [Google Scholar] [CrossRef]
- Andrésen, J.M.; Zhang, Y.; Burgess, C.E.; Schobert, H.H. Synthesis of pitch materials from hydrogenation of anthracite. Fuel Process. Technol. 2004, 85, 1361–1372. [Google Scholar] [CrossRef]
- Andersen, S.I.; Jensen, J.O.; Speight, J.G. X-ray diffraction of subfractions of petroleum asphaltenes. Energ. Fuel 2005, 19, 2371–2377. [Google Scholar] [CrossRef]
- Liu, Y.; Kumar, S. Recent progress in fabrication, structure, and properties of carbon fibers. Polym. Rev. 2012, 42, 21–32. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
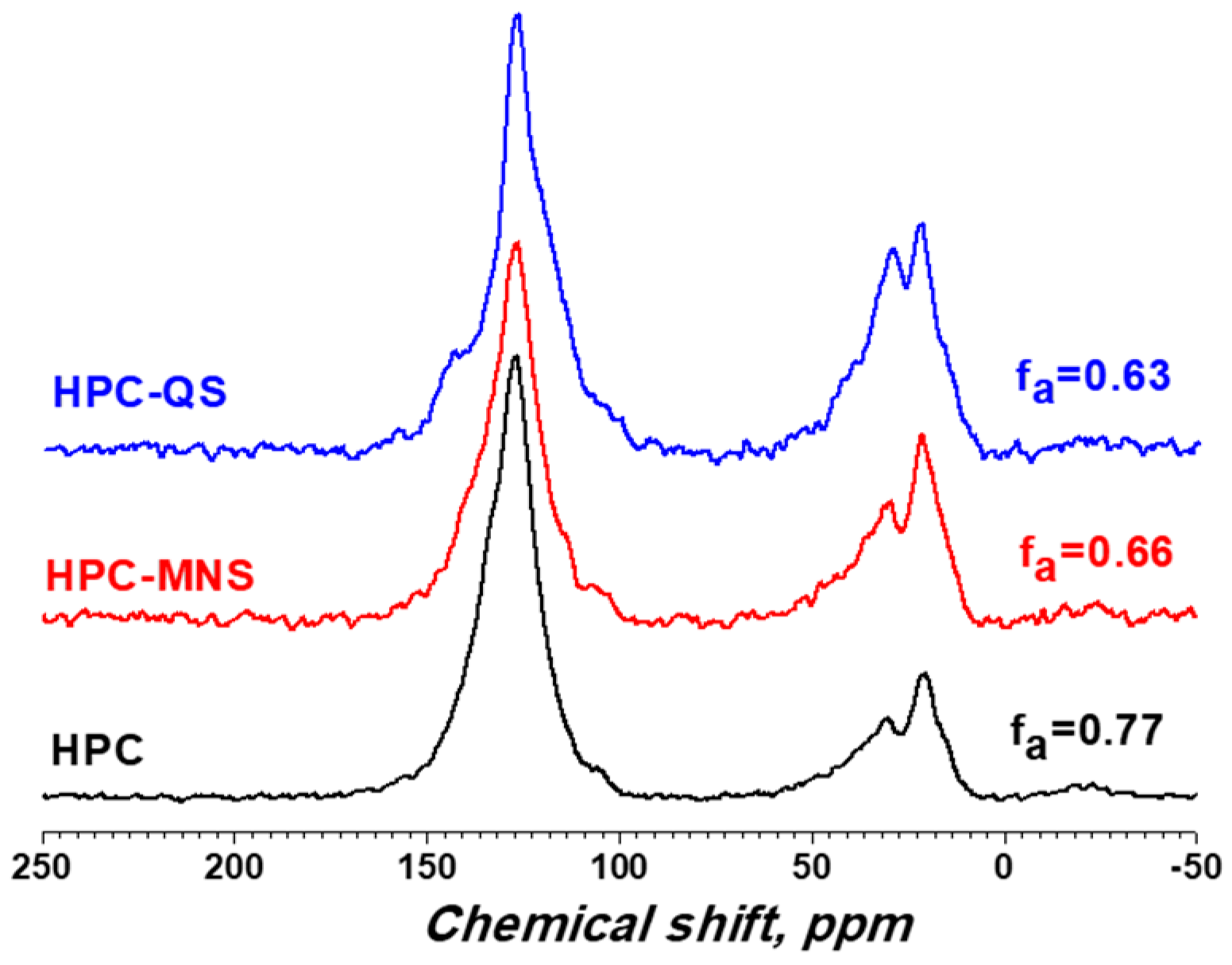
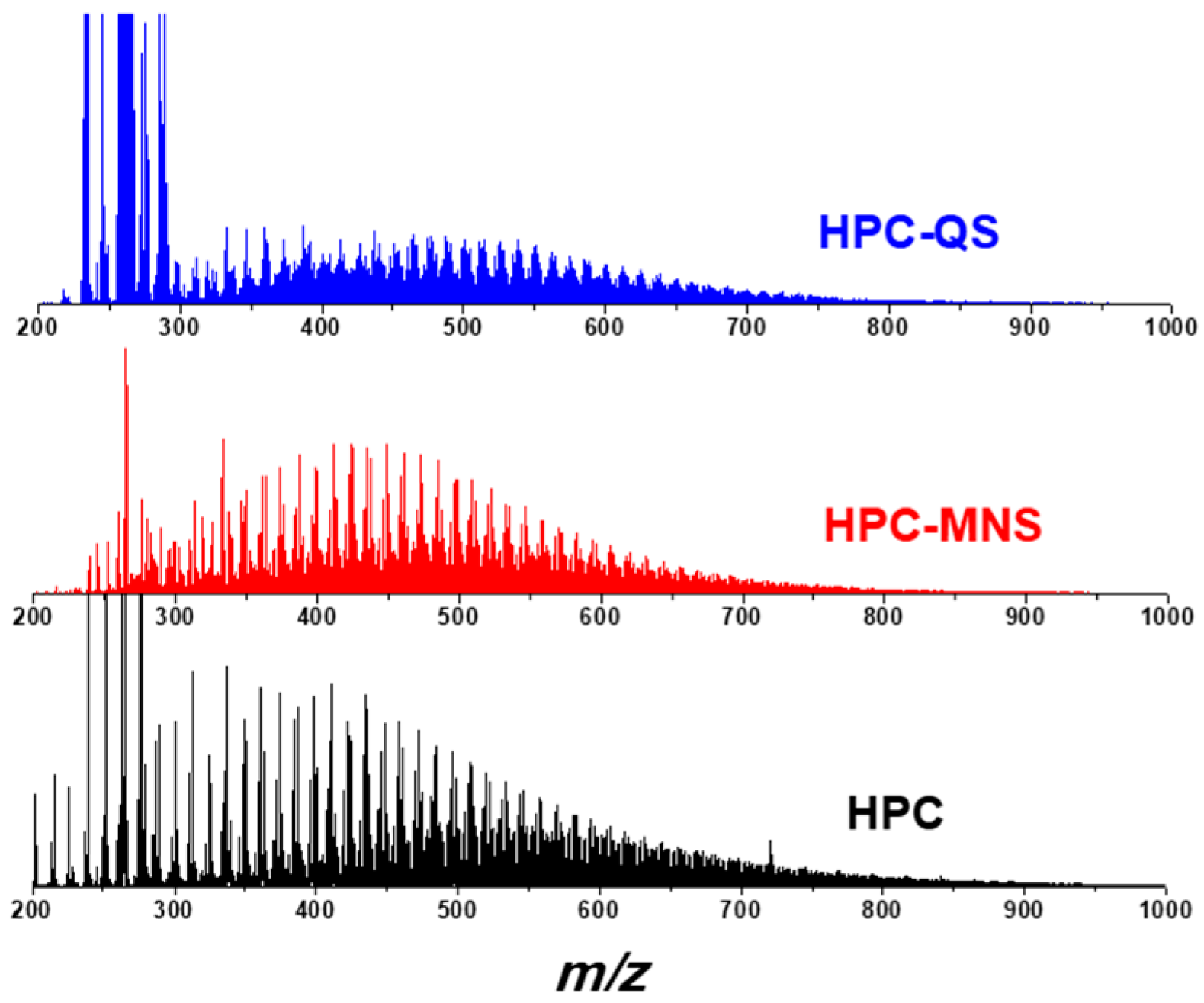
| Raw Materials | Yield (%) a | SP (°C) | O (wt %) b | fa c | Mw d |
|---|---|---|---|---|---|
| HPC | 45 | - | 2.95 | 0.77 | 472 |
| HPC-MNS | 23 | 170 | 3.46 | 0.66 | 390 |
| HPC-QS | 48 | 90 | 2.27 | 0.63 | 269 |
| Pitches | Yield (%) | O (wt %) | fa | Mw | Number of Fiber Breakage * |
|---|---|---|---|---|---|
| HPC-MNS-SP210 | 21 | 2.98 | 0.68 | 494 | 0 |
| HPC-MNS-SP240 | 20 | 2.97 | 0.73 | 513 | 2 |
| HPC-MNS-SP260 | 18 | 3.01 | 0.74 | 578 | 5 |
| HPC-QS-SP210 | 35 | 2.38 | 0.67 | 469 | 0 |
| HPC-QS-SP240 | 31 | 2.44 | 0.70 | 489 | 0 |
| HPC-QS-SP260 | 29 | 2.54 | 0.74 | 498 | 0 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Wu, W.; Zhang, X.; Shi, K.; Li, X.; Yoon, S.-H. Improving Spinnability of Hyper-Coal Derived Spinnable Pitch through the Hydrogenation with 1,2,3,4-Tetrahydroquinoline. C 2018, 4, 46. https://doi.org/10.3390/c4030046
Yang J, Wu W, Zhang X, Shi K, Li X, Yoon S-H. Improving Spinnability of Hyper-Coal Derived Spinnable Pitch through the Hydrogenation with 1,2,3,4-Tetrahydroquinoline. C. 2018; 4(3):46. https://doi.org/10.3390/c4030046
Chicago/Turabian StyleYang, Jianxiao, Wei Wu, Xiaxiang Zhang, Kui Shi, Xuanke Li, and Seong-Ho Yoon. 2018. "Improving Spinnability of Hyper-Coal Derived Spinnable Pitch through the Hydrogenation with 1,2,3,4-Tetrahydroquinoline" C 4, no. 3: 46. https://doi.org/10.3390/c4030046
APA StyleYang, J., Wu, W., Zhang, X., Shi, K., Li, X., & Yoon, S. -H. (2018). Improving Spinnability of Hyper-Coal Derived Spinnable Pitch through the Hydrogenation with 1,2,3,4-Tetrahydroquinoline. C, 4(3), 46. https://doi.org/10.3390/c4030046