
Pretreatment of Corn Stover Using an Extremely Low-Liquid Ammonia (ELLA) Method for the Effective Utilization of Sugars in Simultaneous Saccharification and Fermentation (SSF) of Ethanol


 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Feedstock
2.1.2. Chemicals
2.1.3. Enzyme
2.1.4. Microorganism
2.2. Methods
2.2.1. Pre-Conditioning
2.2.2. Chemical Pretreatment at Elevated Temperatures
2.2.3. Catalyst Recovery
2.2.4. Enzyme Saccharification
2.2.5. Simultaneous Saccharification and Fermentation (SSF)
2.3. Analytical Method
2.3.1. Composition Analysis
2.3.2. Residual Ammonia Analysis
3. Results and Discussions
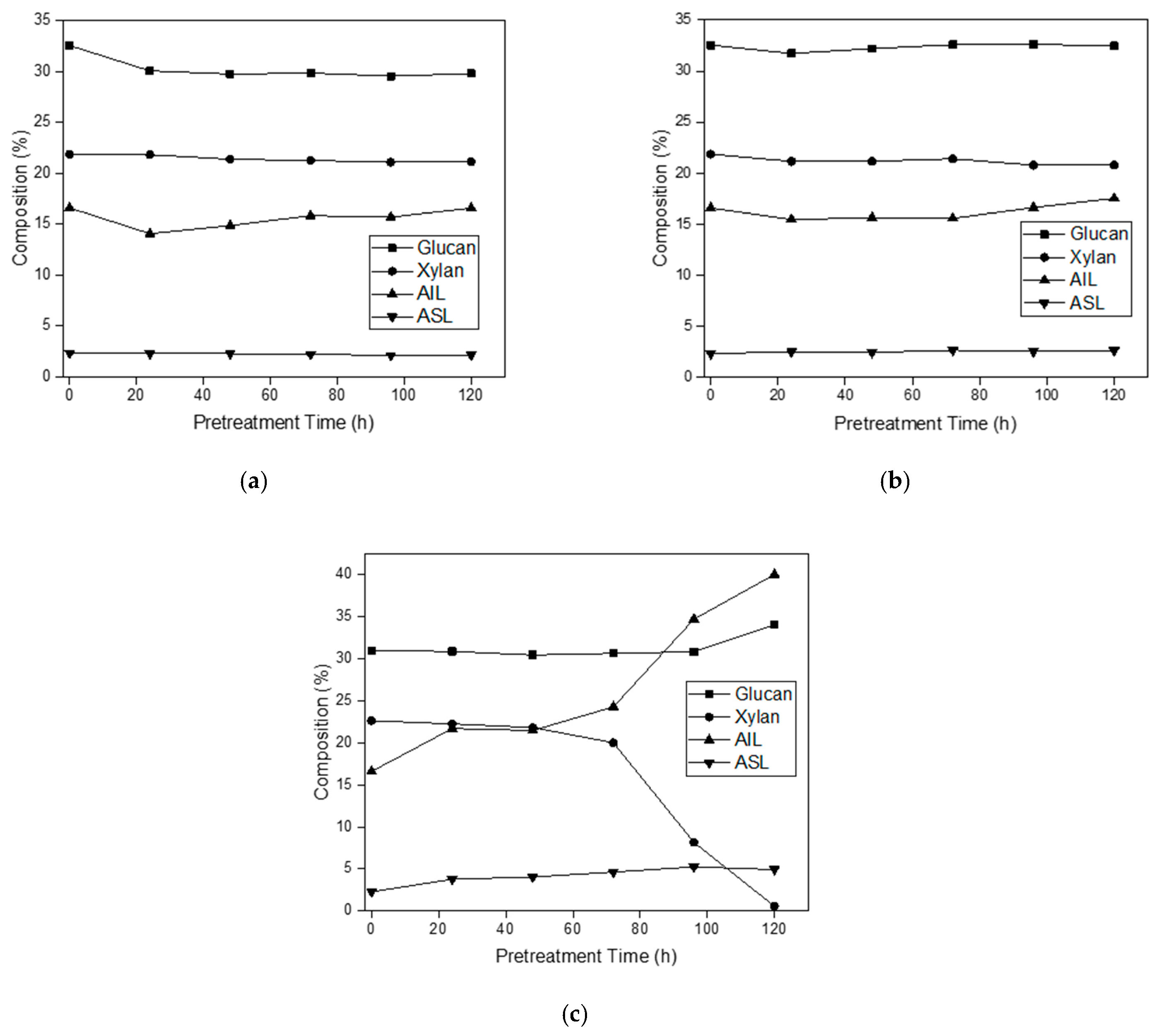
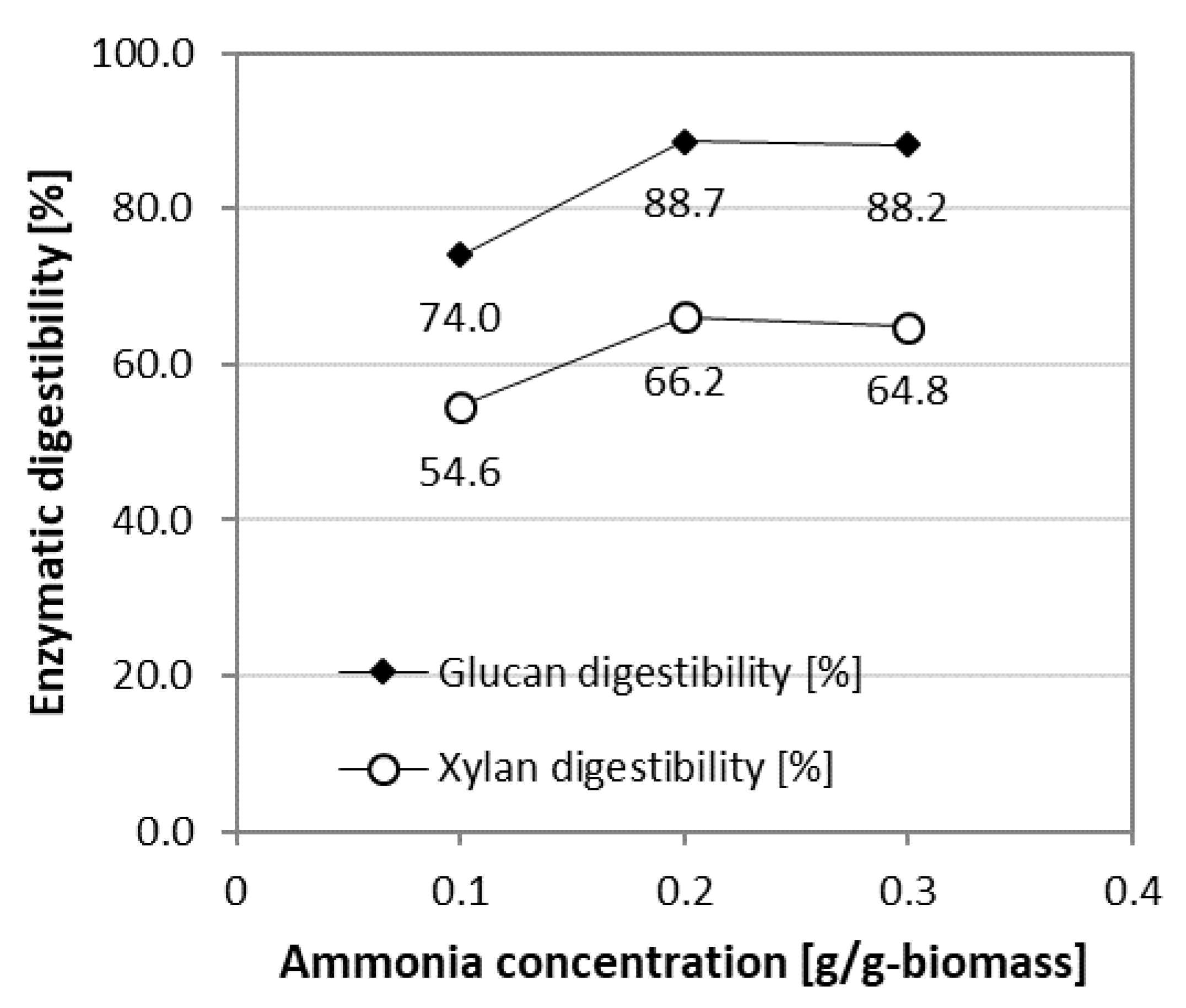
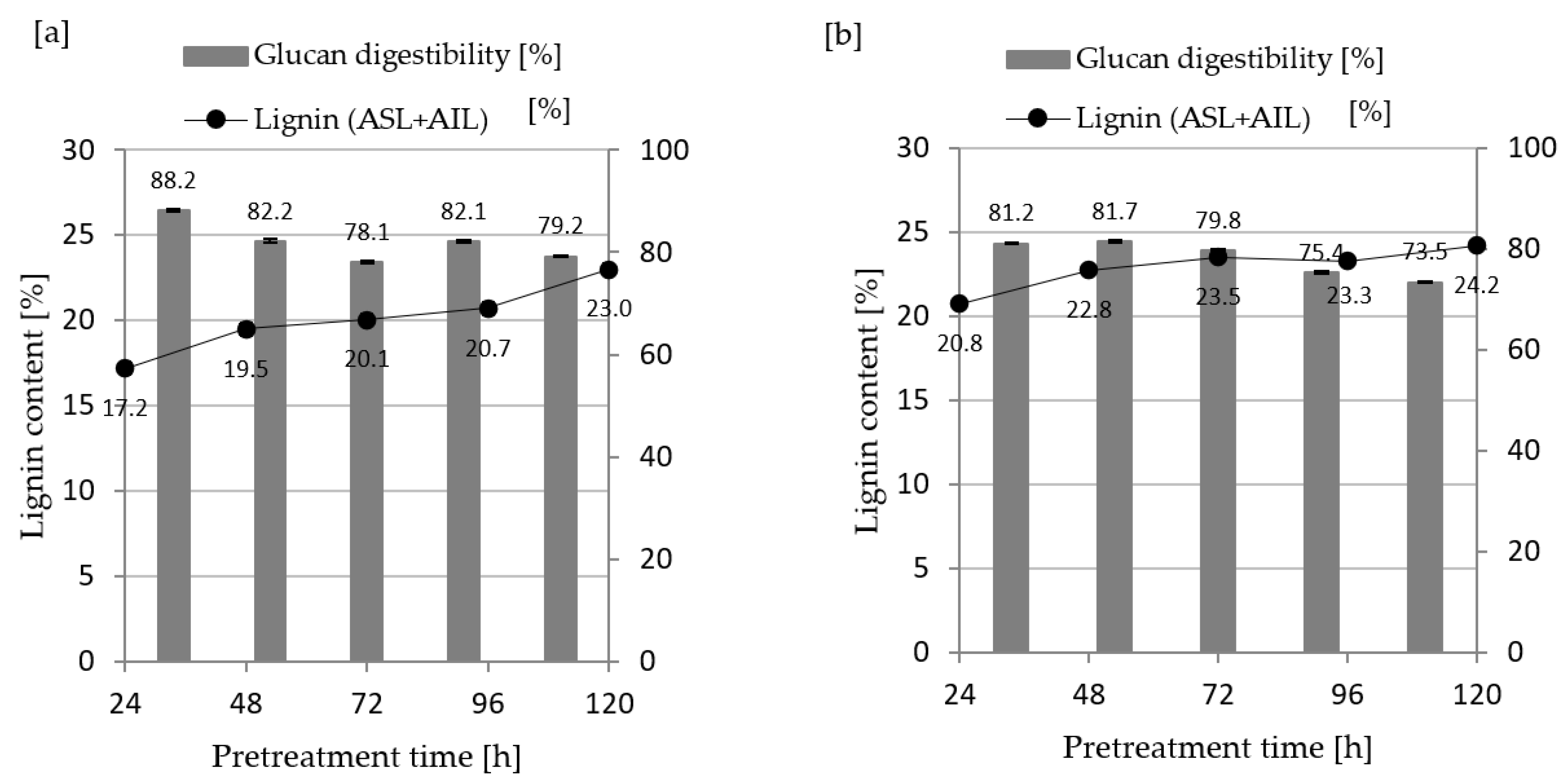
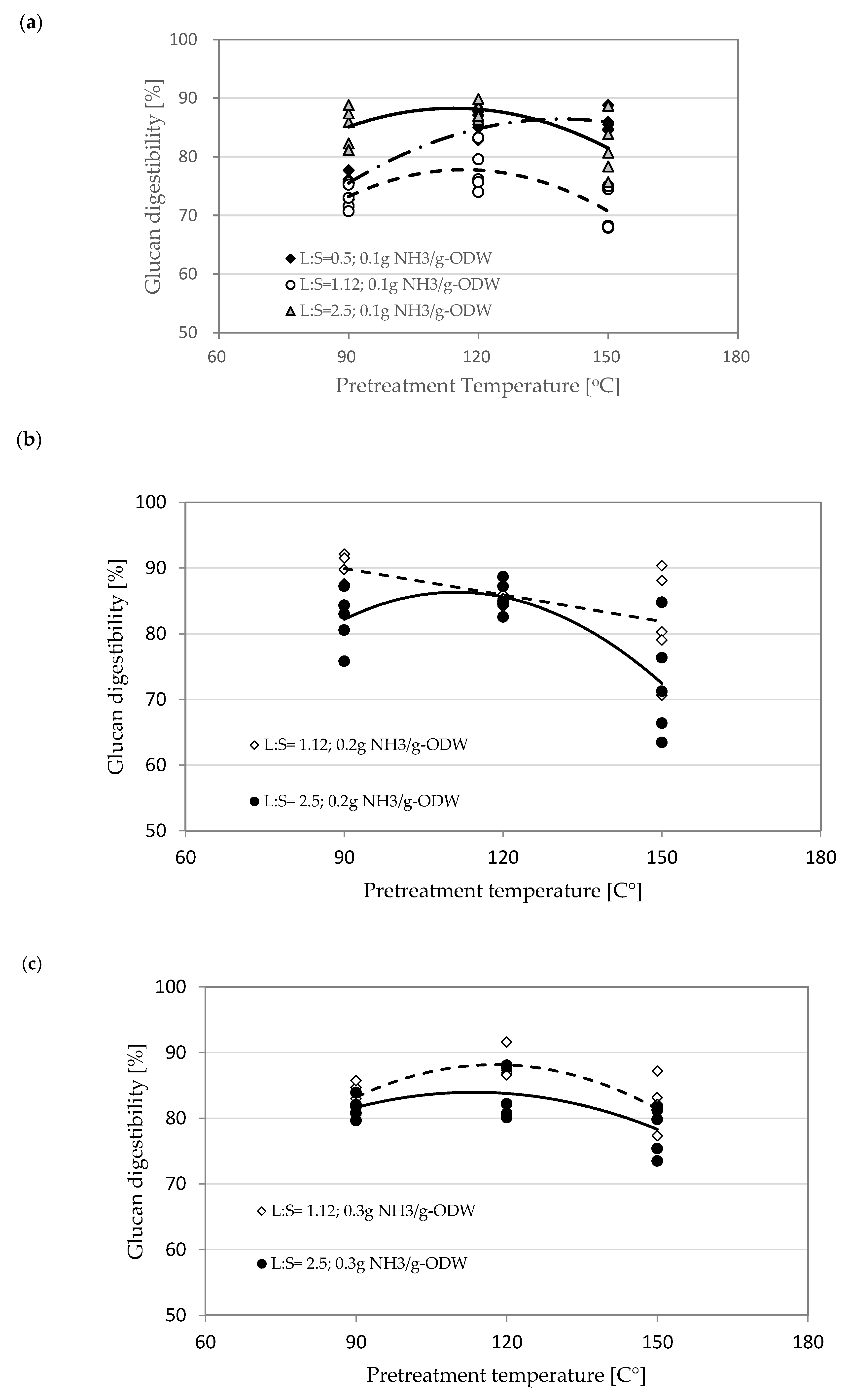
3.1. Effects of Elevated Temperature, Ammonia Concentration, and Pretreatment Temperature on Compositions and Enzymatic Digestibility
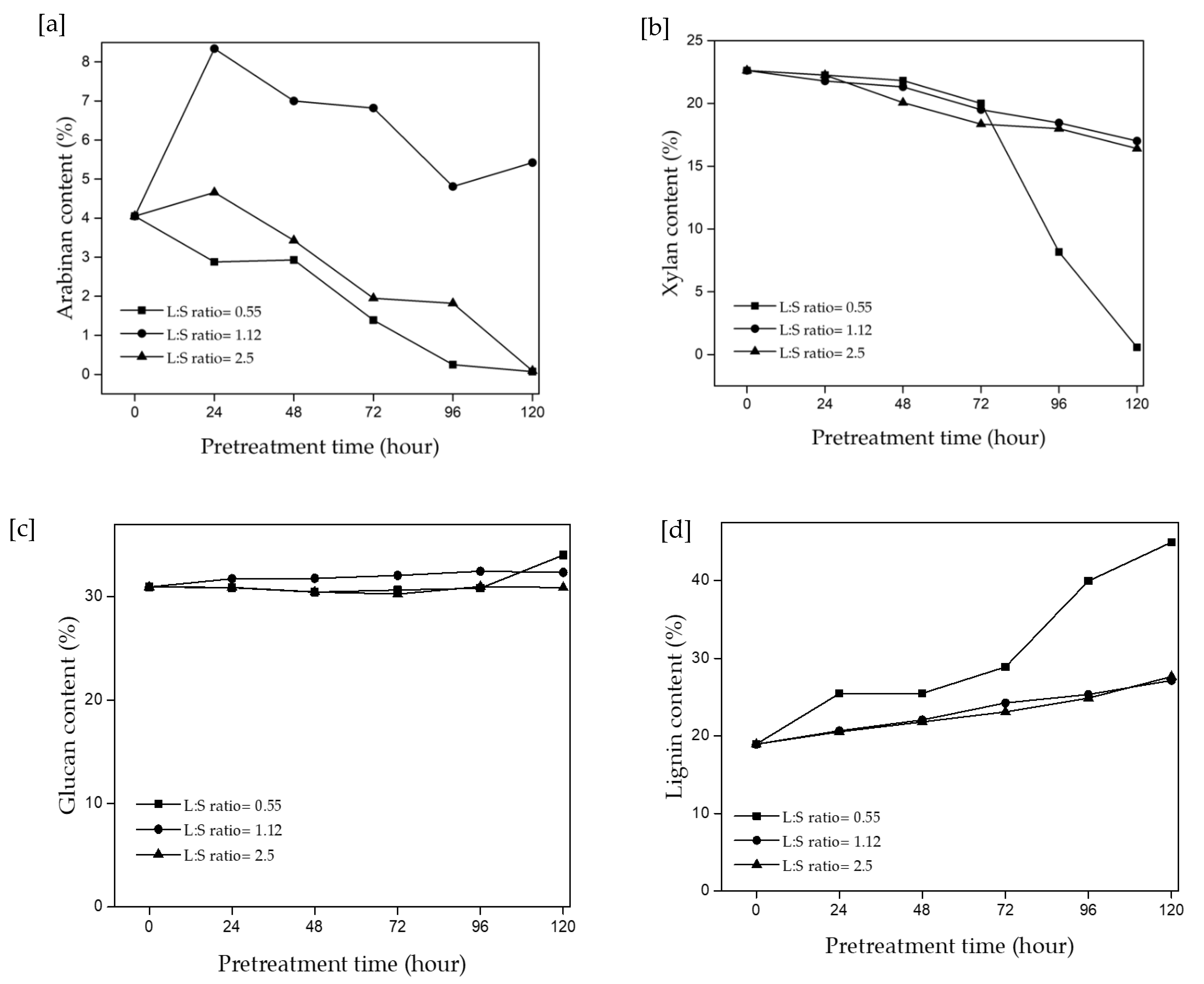
3.2. Effect of Liquid-to-Solid Ratio (L/S) on Compositions and Enzymatic Digestibility
3.3. Residual Ammonia after ELLA Pretreatment
3.4. Simultaneous Saccharification and Fermentation (SSF)
3.5. Mass Balance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sims, R.E.; Mabee, W.; Saddler, J.N.; Taylor, M. An overview of second generation biofuel technologies. Bioresour. Technol. 2010, 101, 1570–1580. [Google Scholar] [CrossRef] [PubMed]
- Somerville, C.; Youngs, H.; Taylor, C.; Davis, S.C.; Long, S.P. Feedstocks for lignocellulosic biofuels. Science 2010, 329, 790–792. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Naik, S.N.; Goud, V.V.; Rout, P.K.; Dalai, A.K. Production of first and second generation biofuels: A comprehensive review. Renew. Sustain. Energy Rev. 2010, 14, 578–597. [Google Scholar] [CrossRef]
- Abdeshahian, P.; Dashti, M.; Kalil, M.; Yusoff, W. Production of biofuel using biomass as a sustainable biological resource. Biotechnology 2010, 9, 274–282. [Google Scholar] [CrossRef]
- Josling, T.; Blandford, D.; Earley, J. Biofuel and Biomass Subsidies in the US, EU and Brazil: Towards a Transparent System of Notification; IPC Position Paper; International Food and Agricultural Trade Policy Council: Washington, DC, USA, 2010. [Google Scholar]
- Marshall, L.; Sugg, Z. Corn stover for ethanol production: Potential and pitfalls. WRI Policy Note Biofuels No 2009, 4, 1–10. [Google Scholar]
- Sheehan, J.; Aden, A.; Paustian, K.; Killian, K.; Brenner, J.; Walsh, M.; Nelson, R. Energy and environmental aspects of using corn stover for fuel ethanol. J. Ind. Ecol. 2003, 7, 117–146. [Google Scholar] [CrossRef]
- Brown, T.R.; Brown, R.C. A review of cellulosic biofuel commercial—Scale projects in the United States. Biofuels Bioprod. Biorefin. 2013, 7, 235–245. [Google Scholar] [CrossRef]
- Humbird, D.; Aden, A. Biochemical Production of Ethanol from Corn Stover: 2008 State of Technology Model; National Renewable Energy Lab (NREL): Golden, CO, USA, 2009. [Google Scholar]
- Kim, T.H.; Lee, Y.Y.; Sunwoo, C.; Kim, J.S. Pretreatment of corn stover by low-liquid ammonia recycle percolation process. Appl. Biochem. Biotechnol. 2006, 133, 41–57. [Google Scholar] [CrossRef]
- Hu, F.; Ragauskas, A. Pretreatment and lignocellulosic chemistry. Bioenergy Res. 2012, 5, 1043–1066. [Google Scholar] [CrossRef]
- Davison, B.H.; Parks, J.; Davis, M.F.; Donohoe, B.S. Plant cell walls: Basics of structure, chemistry, accessibility and the influence on conversion. In Aqueous Pretreatment of Plant Biomass for Biological and Chemical Conversion to Fuels and Chemicals; John Wiley & Son Ltd.: Hoboken, NJ, USA, 2013; pp. 23–38. [Google Scholar]
- Charlier, L.; Mazeau, K. Molecular modeling of the structural and dynamical properties of secondary plant cell walls: Influence of lignin chemistry. J. Phys. Chem. B 2012, 116, 4163–4174. [Google Scholar] [CrossRef] [PubMed]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Galbe, M.; Wallberg, O. Pretreatment for biorefineries: A review of common methods for efficient utilisation of lignocellulosic materials. Biotechnol. Biofuels 2019, 12, 294. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoo, C.G.; Nghiem, N.P.; Hicks, K.B.; Kim, T.H. Pretreatment of corn stover using low-moisture anhydrous ammonia (LMAA) process. Bioresour. Technol. 2011, 102, 10028–10034. [Google Scholar] [CrossRef]
- Cayetano, R.D.A.; Kim, T.H. Effects of low moisture anhydrous ammonia (LMAA) pretreatment at controlled ammoniation temperatures on enzymatic hydrolysis of corn stover. Appl. Biochem. Biotechnol. 2017, 181, 1257–1269. [Google Scholar] [CrossRef] [PubMed]
- Nguyen Truong, V.P. Pretreatment of corn stover using extremely low liquid ammonia method. Master’s Thesis, Kongju National University, Cheonan, Korea, 2017. [Google Scholar]
- Yoo, C.G.; Kim, H.; Lu, F.; Azarpira, A.; Pan, X.; Oh, K.K.; Kim, J.S.; Ralph, J.; Kim, T.H. Understanding the physicochemical characteristics and the improved enzymatic saccharification of corn stover pretreated with aqueous and gaseous ammonia. BioEnergy Res. 2016, 9, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Ioelovich, M.; Morag, E. Study of enzymatic hydrolysis of mild pretreated lignocellulosic biomasses. BioResources 2012, 7, 1040–1052. [Google Scholar] [CrossRef] [Green Version]
- Li, X. Bioethanol Production from Lignocellulosic Feedstock Using Aqueous Ammonia Pretreatment and Simultaneous Saccharification and Fermentation (SSF): Process development and optimization. Master’s Thesis, Iowa State University, Ames, IA, USA, 2010. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component. | Composition [wt.%] | |
|---|---|---|
| Extractives | Glucose | 0.6 ± 0.2 |
| Xylose | 0.2 ± 0.2 | |
| Fructose | 0.6 ± 0.0 | |
| Galactose | 0.2 ± 0.0 | |
| Sucrose | 0.6 ± 0.0 | |
| Soluble lignin | 0.4 ± 0.0 | |
| Other extractives | 15.2 ± 0.0 | |
| Extractive free-solid | Glucan | 34.8 ± 1.6 |
| Xylan | 17.6 ± 0.1 | |
| Arabinan | 1.7 ± 0.2 | |
| Manan | 3.1 ± 0.0 | |
| Galactan | 2.1 ± 0.2 | |
| AIL 3 | 14.1 ± 0.1 | |
| ASL 4 | 1.8 ± 0.0 | |
| Ash | 0.6 ± 0.1 | |
| Protein | 6.6 ± 0.0 | |
| Total sum | 100.2 |
| Groups (Temp & L/S) | Mean | Variance | Std. Dev. | Low | High | F | p-Value |
|---|---|---|---|---|---|---|---|
| 90 °C, 0.55 | 75.5 | 3.3 | 1.8 | 73.7 | 77.3 | 9.6 | 0.0032 |
| 120 °C, 0.55 | 84.8 | 2.9 | 1.7 | 83.1 | 86.5 | ||
| 150 °C, 0.55 | 83.7 | 33.9 | 5.8 | 77.9 | 89.5 | ||
| 90 °C, 1.12 | 82.2 | 55.6 | 7.5 | 74.7 | 89.6 | 3.2 | 0.0516 |
| 120 °C, 1.12 | 84.0 | 27.9 | 5.3 | 78.8 | 89.3 | ||
| 150 °C, 1.12 | 77.9 | 54.5 | 7.4 | 70.6 | 85.3 | ||
| 90 °C, 2.50 | 83.0 | 11.5 | 3.4 | 79.6 | 86.4 | 3.4 | 0.0414 |
| 120 °C, 2.50 | 82.1 | 53.9 | 7.3 | 74.8 | 89.5 | ||
| 150 °C, 2.50 | 77.7 | 39.0 | 6.2 | 71.5 | 83.9 |
| Group (g-NH3/g-Biomass & L/S) | Mean | Variance | Std. Dev. | Low | High | F | p-Value |
|---|---|---|---|---|---|---|---|
| Glucan digestibility | |||||||
| 0.1 g, 1.12 | 73.88 | 18.08 | 4.25 | 69.63 | 78.14 | 28.96 | 10−8 |
| 0.2 g, 1.12 | 86.03 | 32.66 | 5.72 | 80.31 | 91.74 | ||
| 0.3 g, 1.12 | 84.25 | 16.05 | 4.01 | 80.24 | 88.25 | ||
| 0.1 g, 2.50 | 84.81 | 15.39 | 3.92 | 80.89 | 88.74 | 6.43 | 0.0036 |
| 0.2 g, 2.50 | 80.47 | 55.42 | 7.45 | 73.02 | 87.91 | ||
| 0.3 g, 2.50 | 77.57 | 22.28 | 4.72 | 72.85 | 82.29 | ||
| Xylan digestibility | |||||||
| 0.1 g, 1.12 | 62.24 | 18.40 | 4.29 | 57.95 | 66.53 | 22.64 | 10−7 |
| 0.2 g, 1.12 | 69.53 | 6.69 | 2.59 | 66.94 | 72.11 | ||
| 0.3 g, 1.12 | 65.15 | 1.71 | 1.31 | 63.84 | 66.45 | ||
| 0.1 g, 2.50 | 65.59 | 30.01 | 5.48 | 60.11 | 71.07 | 4.38 | 0.0187 |
| 0.1 g, 2.50 | 61.13 | 17.35 | 4.17 | 56.97 | 65.30 |
| Groups | Mean | Variance | Std. Dev. | Low | High | F | p-Value |
|---|---|---|---|---|---|---|---|
| Glucan digestibility | 0.05 | 0.95 | |||||
| L/S = 0.55 | 81.33 | 29.80 | 5.46 | 75.87 | 86.79 | ||
| L/S = 1.12 | 81.39 | 50.56 | 7.11 | 74.28 | 88.50 | ||
| L/S = 2.50 | 80.95 | 38.69 | 6.22 | 74.73 | 87.17 | ||
| Xylan digestibility | |||||||
| L/S = 0.55 | 69.38 | 32.68 | 5.72 | 63.67 | 75.10 | 11.46 | 0.00003 |
| L/S = 1.12 | 65.64 | 17.71 | 4.21 | 61.43 | 69.85 | ||
| L/S = 2.50 | 62.99 | 21.30 | 4.62 | 58.37 | 67.60 | ||
| Groups | Mean | Variance | Std. Dev. | Low | High | F | p-Value |
|---|---|---|---|---|---|---|---|
| L/S = 0.55 | 0.22 | 0.00 | 0.05 | 0.17 | 0.27 | 45.34 | 8 × 10−15 |
| L/S = 1.12 | 0.58 | 0.09 | 0.30 | 0.28 | 0.89 | ||
| L/S = 2.50 | 1.65 | 0.82 | 0.91 | 0.74 | 2.55 |
| L/S Ratio | Time [h] | NH3 [g-NH3/g-Biomass] | Temperature [°C] | Ethanol Yield [%] | Glucan Digestibility [%] |
|---|---|---|---|---|---|
| 1.12 | 24 | 0.1 | 90 | 80.7 ± 0.3 | 71.6 ± 0.3 |
| 0.2 | 90 | 81.2 ± 0.5 | 91.7 ± 0.5 | ||
| 0.3 | 90 | 81.9 ± 0.3 | 84.7 ± 0.2 | ||
| 0.1 | 120 | 80.7 ± 0.5 | 74.0 ± 0.4 | ||
| 0.2 | 120 | 83.6 ± 0.3 | 88.7 ± 0.3 | ||
| 0.3 | 120 | 82.1 ± 0.2 | 88.2 ± 0.5 | ||
| 0.1 | 150 | 79.7 ± 0.2 | 74.4 ± 0.3 | ||
| 0.2 | 150 | 81.4 ± 0.5 | 90.4 ± 0.5 | ||
| 0.3 | 150 | 82.9 ± 0.2 | 87.2 ± 0.3 | ||
| 2.50 | 24 | 0.1 | 90 | 83.7 ± 0.4 | 82.3 ± 0.2 |
| 0.2 | 90 | 82.3 ± 0.3 | 87.2 ± 0.2 | ||
| 0.3 | 90 | 84.2 ± 0.5 | 80.8 ± 0.3 | ||
| 0.1 | 120 | 82.8 ± 0.3 | 88.8 ± 0.5 | ||
| 0.2 | 120 | 79.5 ± 0.2 | 87.2 ± 0.5 | ||
| 0.3 | 120 | 83.9 ± 0.4 | 77.9 ± 0.5 | ||
| 0.1 | 150 | 83.1 ± 0.5 | 85.5 ± 0.4 | ||
| 0.2 | 150 | 84.5 ± 0.2 | 84.8 ± 0.3 | ||
| 0.3 | 150 | 85.4 ± 0.2 | 81.2 ± 0.3 |
| Groups | Mean | Variance | Std. Dev. | Low | High | F | p-Value |
|---|---|---|---|---|---|---|---|
| L/S = 1.12 | 81.58 | 1.43 | 1.20 | 80.38 | 82.77 | 5.86 | 0.03 |
| L/S = 2.50 | 83.26 | 2.89 | 1.70 | 81.56 | 84.96 |
| Groups (L/S = 2.50) | Mean | Variance | Std. Dev. | Low | High | F | p-Value |
|---|---|---|---|---|---|---|---|
| 90 °C | 83.40 | 0.97 | 0.99 | 82.42 | 84.39 | 1.55 | 0.29 |
| 120 °C | 82.07 | 5.24 | 2.29 | 79.78 | 84.36 | ||
| 150 °C | 84.33 | 1.34 | 1.16 | 83.17 | 85.49 | ||
| 0.1 g-NH3/g-biomass | 83.20 | 0.21 | 0.46 | 82.74 | 83.66 | 1.82 | 0.24 |
| 0.2 g-NH3/g-biomass | 82.10 | 6.28 | 2.51 | 79.59 | 84.61 | ||
| 0.3 g-NH3/g-biomass | 84.50 | 0.63 | 0.79 | 83.71 | 85.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le, T.D.T.; Nguyen Truong, V.P.; Ngo, M.T.T.; Kim, T.H.; Oh, K.K. Pretreatment of Corn Stover Using an Extremely Low-Liquid Ammonia (ELLA) Method for the Effective Utilization of Sugars in Simultaneous Saccharification and Fermentation (SSF) of Ethanol. Fermentation 2021, 7, 191. https://doi.org/10.3390/fermentation7030191
Le TDT, Nguyen Truong VP, Ngo MTT, Kim TH, Oh KK. Pretreatment of Corn Stover Using an Extremely Low-Liquid Ammonia (ELLA) Method for the Effective Utilization of Sugars in Simultaneous Saccharification and Fermentation (SSF) of Ethanol. Fermentation. 2021; 7(3):191. https://doi.org/10.3390/fermentation7030191
Chicago/Turabian StyleLe, Tin Diep Trung, Vi Phuong Nguyen Truong, My Thi Tra Ngo, Tae Hyun Kim, and Kyeong Keun Oh. 2021. "Pretreatment of Corn Stover Using an Extremely Low-Liquid Ammonia (ELLA) Method for the Effective Utilization of Sugars in Simultaneous Saccharification and Fermentation (SSF) of Ethanol" Fermentation 7, no. 3: 191. https://doi.org/10.3390/fermentation7030191
APA StyleLe, T. D. T., Nguyen Truong, V. P., Ngo, M. T. T., Kim, T. H., & Oh, K. K. (2021). Pretreatment of Corn Stover Using an Extremely Low-Liquid Ammonia (ELLA) Method for the Effective Utilization of Sugars in Simultaneous Saccharification and Fermentation (SSF) of Ethanol. Fermentation, 7(3), 191. https://doi.org/10.3390/fermentation7030191