
Net Energy Analysis and Techno-Economic Assessment of Co-Production of Bioethanol and Biogas from Cellulosic Biomass

Abstract
:1. Introduction
2. First-Generation Bioethanol
3. Second-Generation Bioethanol
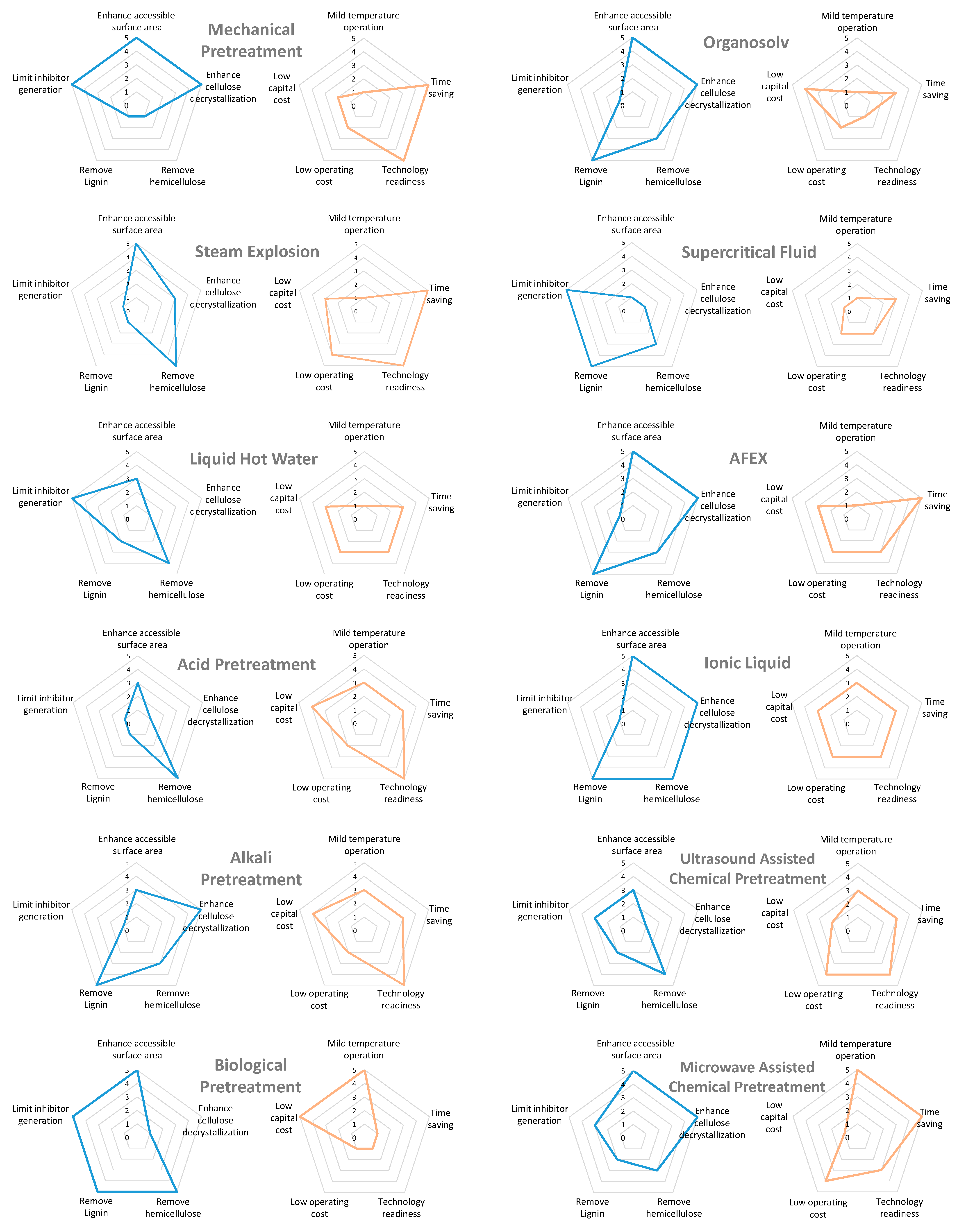
3.1. Biomass Pretreatment
3.2. Current Stage of Second-Generation Bioethanol
3.2.1. Bottlenecks in Second-Generation Bioethanol
3.2.2. Commercial Production of Second-Generation Bioethanol
- 10 MLPY by St1 and SOK (NEB) (Kajaani, Finland), started in 2017, using sawdust as feedstock
- 70 MLPY by Energochemica and Beta Renewables (Strazske, Slovakia), started in 2018, using agricultural waste (wheat straw, rapeseed straw, corn stover) and dedicated energy crops (switchgrass) as feedstock
- 63 MLPY by Clariant (Southwestern part of Romania), started in 2020, using agricultural waste (wheat straw and other cereals) as feedstock
- 50 MLPY by St1, SOK and NEOT (Pietarsaari, Finland), started in 2020, using forest industry residues as feedstock
- 50 MLPY by St1 and Vikeng Skog SA (Hønefoss, Norway), starting in 2021, using forest industry residues as feedstock
4. Co-Production of Second-Generation Bioethanol and Biogas
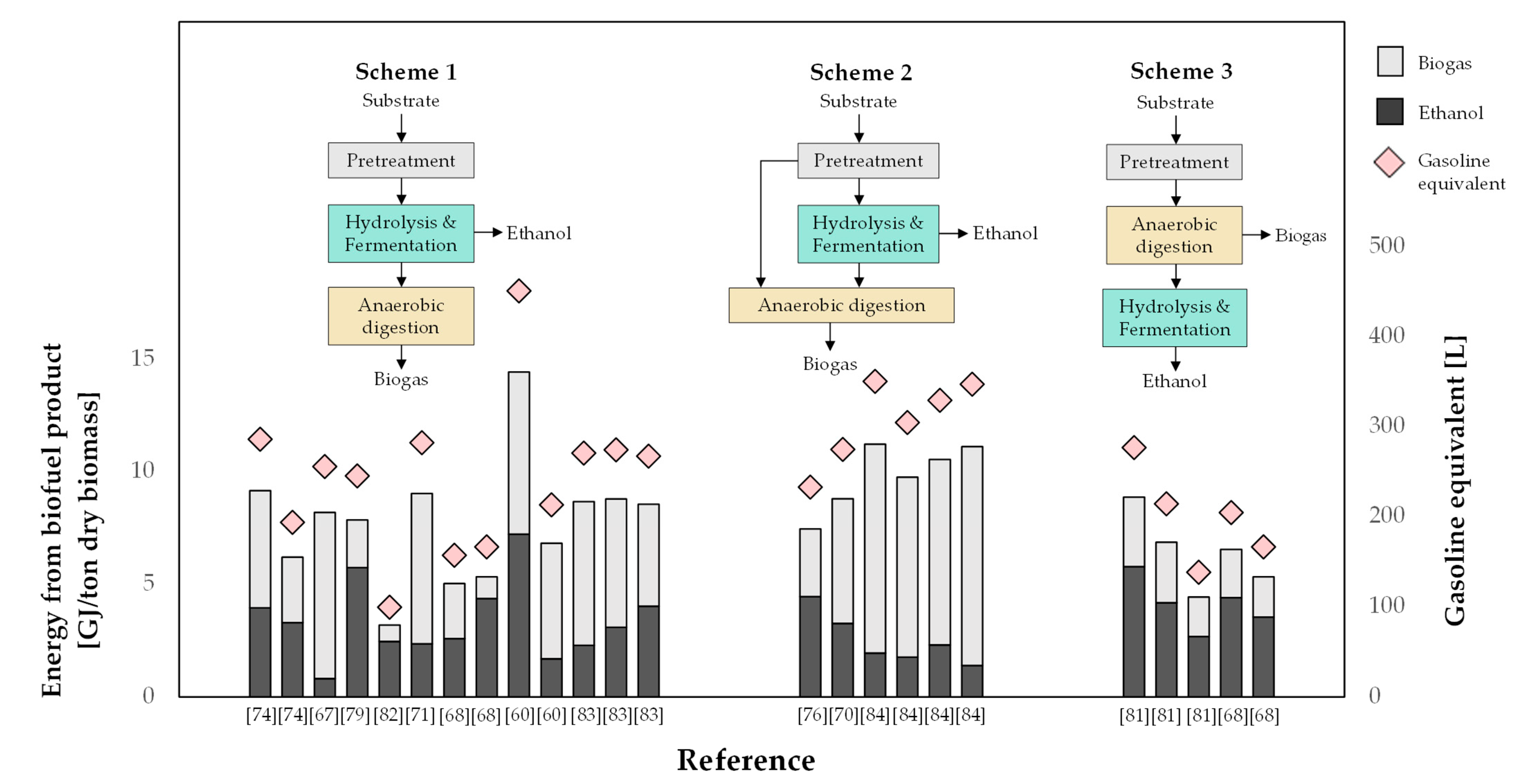
4.1. Net Energy Analysis of Co-Production of Second-Generation Bioethanol and Biogas
- Net energy analyses were performed by comparing the heating value of the product outputs to the biomass inputs, which, in some studies, also included the heating values of the chemicals used in the process.
- Net energy analyses were carried out by comparing the heating value of the product outputs to all the energy utilized in the process, including feedstocks, electricity, steam, etc.
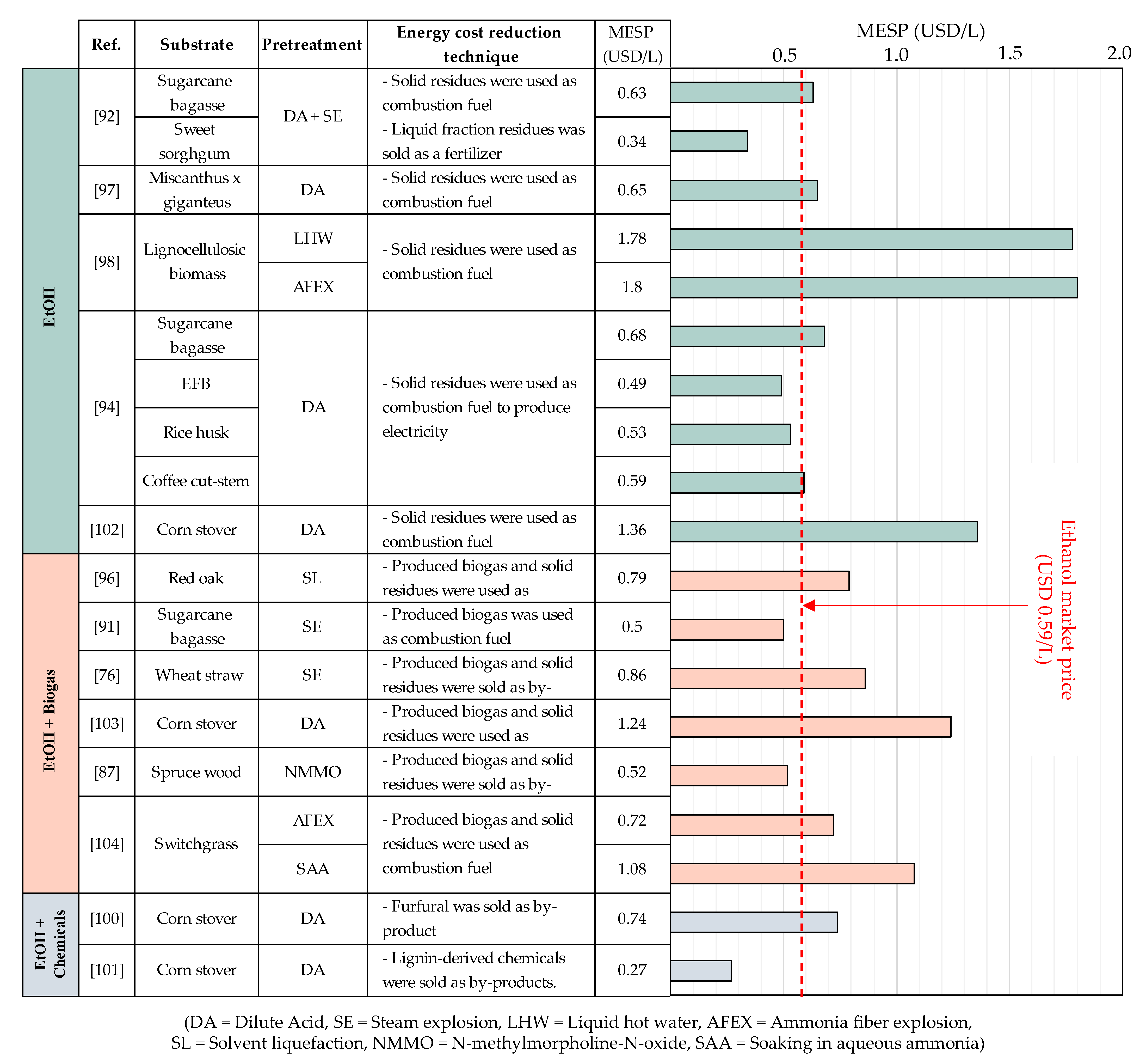
4.2. Techno-Economic Assessment of Co-Production of Second-Generation Bioethanol and Biogas

{kind=link}
{kind=link}
{kind=link}
| Fixed Capital Investment (FCI) | =TDC + TIC | |
| Total Capital Investment Cost (TCI) | =FCI + Land Cost + Working Capital | |
| Total direct cost (TDC) =Listed equipment cost + Unlisted equipment cost + Inside battery limits (ISBL) cost + Warehouse cost + Site development cost + Additional piping cost + Startup cost | Unlisted equipment cost | =20% of listed equipment cost |
| Installation cost | =42% of listed and unlisted equipment | |
| Warehouse cost | =4% of ISBL | |
| Site development cost | =9% of ISBL | |
| Additional piping cost | =4.5–10% of ISBL | |
| Total indirect cost (TIC) =Other expenses for starting up | Field Expenses | =10% of TDC |
| Auxiliary facilities | =15–20% of TDC | |
| Project contingency | =10% of TDC | |
| Working capital | =5–10% of FCI | |
| Startup cost | =5–10% of FCI | |
| Other cost | =10–12% of TDC | |
| Other assumptions for plant | Investment lifetime | =20–30 years |
| Construction and Starting period | =3 years | |
| Construction cost | =32% (1st year), 60% (2nd year) and 8% (3rd year) | |
| Total operating cost (TOC) | =Materials cost + Labor cost + Utility cost + Facility dependent cost | |
| Facility dependent cost =Maintenance cost + Depreciation cost + Insurance cost + Local taxes + Factory expenses | Maintenance cost | =10% of equipment cost |
| Insurance cost | =1% of FCI | |
| Local taxes | =2% of FCI | |
| Factory expenses | =5% of FCI | |
| Feedstock and utilities cost | Electricity cost | =USD 0.07–0.1/kWh |
| Steam cost (low pressure) | =USD 3/ton | |
| Steam cost (high pressure) | =USD 8/ton | |
| Cooling water cost | =USD 0.05/ton | |
| Chilled water cost | =USD 0.4/ton | |
| Labor cost | =USD 1.74/h | |
| Others | Loan interest | =8% |
| Income tax rate | =35% | |
| Discount rate | = 10–12% | |

5. Conclusions and Path Forward
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lamb, W.F.; Wiedmann, T.; Pongratz, J.; Andrew, R.; Crippa, M.; Olivier, J.G.; Wiedenhofer, D.; Mattioli, G.; Al Khourdajie, A.; House, J.; et al. A review of trends and drivers of greenhouse gas emissions by sector from 1990 to 2018. Environ. Res. Lett. 2021, 16, 073005. [Google Scholar] [CrossRef]
- Andersson, Ö.; Börjesson, P. The greenhouse gas emissions of an electrified vehicle combined with renewable fuels: Life cycle assessment and policy implications. Appl. Energy 2021, 289, 116621. [Google Scholar] [CrossRef]
- Aro, E.M. From first generation biofuels to advanced solar biofuels. Ambio 2016, 45, 24–31. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jacquet, N.; Haubruge, E.; Richel, A. Production of biofuels and biomolecules in the framework of circular economy: A regional case study. Waste Manag. Res. 2015, 33, 1121–1126. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Cruz-Morales, P.; Zargar, A.; Belcher, M.S.; Pang, B.; Englund, E.; Dan, Q.; Yin, K.; Keasling, J.D. Biofuels for a sustainable future. Cell 2021, 184, 1636–1647. [Google Scholar] [CrossRef] [PubMed]
- Lewandrowski, J.; Rosenfeld, J.; Pape, D.; Hendrickson, T.; Jaglo, K.; Moffroid, K. The greenhouse gas benefits of corn ethanol–assessing recent evidence. Biofuels 2020, 11, 361–375. [Google Scholar] [CrossRef] [Green Version]
- Suarez-Bertoa, R.; Zardini, A.A.; Keuken, H.; Astorga, C. Impact of ethanol containing gasoline blends on emissions from a flex-fuel vehicle tested over the Worldwide Harmonized Light duty Test Cycle (WLTC). Fuel 2015, 143, 173–182. [Google Scholar] [CrossRef]
- Niphadkar, S.; Bagade, P.; Ahmed, S. Bioethanol production: Insight into past, present and future perspectives. Biofuels 2018, 9, 229–238. [Google Scholar] [CrossRef]
- Anwar, Z.; Gulfraz, M.; Irshad, M. Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: A brief review. J. Radiat. Res. Appl. Sci. 2014, 7, 163–173. [Google Scholar] [CrossRef]
- Valenti, F.; Porto, S.M.C.; Cascone, G.; Arcidiacono, C. Potential biogas production from agricultural by-products in Sicily. A case study of citrus pulp and olive pomace. J. Agric. Eng. 2017, 48, 196–202. [Google Scholar] [CrossRef] [Green Version]
- Achinas, S.; Achinas, V.; Euverink, G.J.W. A technological overview of biogas production from biowaste. Engineering 2017, 3, 299–307. [Google Scholar] [CrossRef]
- Vollmer, N.I. Sustainable Value Chain Design for Biorefineries. Abstract from KT Consortium Annual Meeting, Helsingør, Denmark. 2019. Available online: https://backend.orbit.dtu.dk/ws/portalfiles/portal/206223786/Abstract_nikov_2019_2.pdf (accessed on 5 June 2021).
- Liu, Y.; Xu, J.; Zhang, Y.; Yuan, Z.; He, M.; Liang, C.; Zhuang, X.; Xie, J. Sequential bioethanol and biogas production from sugarcane bagasse based on high solids fed-batch SSF. Energy 2015, 90, 1199–1205. [Google Scholar] [CrossRef]
- Welch, P.; Scopes, R.K. Studies on cell-free metabolism: Ethanol production by a yeast glycolytic system reconstituted from purified enzymes. J. Biotechnol. 1985, 2, 257–273. [Google Scholar] [CrossRef]
- Singh, A.K.; Garg, N.; Tyagi, A.K. Viable feedstock options and technological challenges for ethanol production in India. Curr. Sci. 2016, 111, 815–822. [Google Scholar] [CrossRef]
- Lee, R.A.; Lavoie, J.M. From first-to third-generation biofuels: Challenges of producing a commodity from a biomass of increasing complexity. Anim. Front. 2013, 3, 6–11. [Google Scholar] [CrossRef]
- Galbe, M.; Wallberg, O.; Zacchi, G. Techno-economic aspects of ethanol production from lignocellulosic agricultural crops and residues. In Comprehensive Biotechnology, 2nd ed.; Young, M., Ed.; Pergamon Press: Oxford, UK, 2011; pp. 615–628. [Google Scholar]
- Öhgren, K.; Bura, R.; Lesnicki, G.; Saddler, J.; Zacchi, G. A comparison between simultaneous saccharification and fermentation and separate hydrolysis and fermentation using steam-pretreated corn stover. Process Biochem. 2007, 42, 834–839. [Google Scholar] [CrossRef]
- Qin, L.; Li, W.C.; Liu, L.; Zhu, J.Q.; Li, X.; Li, B.Z.; Yuan, Y.J. Inhibition of lignin-derived phenolic compounds to cellulase. Biotechnol. Biofuels 2016, 9, 70. [Google Scholar] [CrossRef] [Green Version]
- Jing, X.; Zhang, X.; Bao, J. Inhibition performance of lignocellulose degradation products on industrial cellulase enzymes during cellulose hydrolysis. Appl. Biochem. Biotechnol. 2009, 159, 696–707. [Google Scholar] [CrossRef]
- Olofsson, K.; Bertilsson, M.; Lidén, G. A short review on SSF—An interesting process option for ethanol production from lignocellulosic feedstocks. Biotechnol. Biofuels 2008, 1, 7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dien, B.S. Mass balances and analytical methods for biomass pretreatment experiments. In Biomass to Biofuels: Strategies for Global Industries; Vertes, A.A., Qureshi, N., Blaschek, H.P., Yukawa, H., Eds.; Wiley: New York, NY, USA, 2010; pp. 213–231. [Google Scholar]
- Rulli, M.C.; Bellomi, D.; Cazzoli, A.; De Carolis, G.; D’Odorico, P. The water-land-food nexus of first-generation biofuels. Sci. Rep. 2016, 6, 22521. [Google Scholar] [CrossRef] [Green Version]
- Lavoie, J.M.; Beauchet, R.; Berberi, V.; Chornet, M. Biorefining lignocellulosic biomass via the feedstock impregnation rapid and sequential steam treatment. Biofuels Eng. Process Technol. 2008, 687–714. [Google Scholar]
- Tarasov, D.; Leitch, M.; Fatehi, P. Lignin–carbohydrate complexes: Properties, applications, analyses, and methods of extraction: A review. Biotechnol. Biofuels 2018, 11, 269. [Google Scholar] [CrossRef] [Green Version]
- Zeng, Y.; Zhao, S.; Yang, S.; Ding, S.Y. Lignin plays a negative role in the biochemical process for producing lignocellulosic biofuels. Curr. Opin. Biotechnol. 2014, 27, 38–45. [Google Scholar] [CrossRef] [PubMed]
- Maurya, D.P.; Singla, A.; Negi, S. An overview of key pretreatment processes for biological conversion of lignocellulosic biomass to bioethanol. 3 Biotech 2015, 5, 597–609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- De Lima, D.R.; Silveira, M.H.L.; Del Rio, L.; Ramos, L.P. Pretreatment processes for cellulosic ethanol production: Processes integration and modeling for the utilization of lignocellulosics such as sugarcane straw. In Green Fuels Technology; Soccol, C.R., Brar, S.K., Faulds, C., Ramos, L.P., Eds.; Springer: Cham, Switzerland, 2016; pp. 107–131. [Google Scholar]
- Keskin, T.; Abubackar, H.N.; Arslan, K.; Azbar, N. Chapter 12—Biohydrogen Production from Solid Wastes, Biohydrogen. In Biomass, Biofuels, Biochemicals: Biohydrogen, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 321–346. [Google Scholar]
- Solarte-Toro, J.C.; Romero-García, J.M.; Martínez-Patiño, J.C.; Ruiz-Ramos, E.; Castro-Galiano, E.; Cardona-Alzate, C.A. Acid pretreatment of lignocellulosic biomass for energy vectors production: A review focused on operational conditions and techno-economic assessment for bioethanol production. Renew. Sust. Energy Rev. 2019, 107, 587–601. [Google Scholar] [CrossRef]
- Bensah, E.C.; Mensah, M. Chemical pretreatment methods for the production of cellulosic ethanol: Technologies and innovations. Int. J. Chem. Eng. 2013, 2013, 719607. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Kong, F.; Engler, C.R.; Soltes, E.J. Effects of cell-wall acetate, xylan backbone, and lignin on enzymatic hydrolysis of aspen wood. Appl. Biochem. Biotechnol. 1992, 34, 23–35. [Google Scholar] [CrossRef]
- Bals, B.; Rogers, C.; Jin, M.; Balan, V.; Dale, B. Evaluation of ammonia fibre expansion (AFEX) pretreatment for enzymatic hydrolysis of switchgrass harvested in different seasons and locations. Biotechnol. Biofuels 2010, 3, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Kai, D.; Tan, M.J.; Chee, P.L.; Chua, Y.K.; Yap, Y.L.; Loh, X.J. Towards lignin-based functional materials in a sustainable world. Green Chem. 2016, 18, 1175–1200. [Google Scholar] [CrossRef]
- Mankar, A.R.; Pandey, A.; Modak, A.; Pant, K. Pre-treatment of Lignocellulosic Biomass: A Review on Recent Advances. Bioresour. Technol. 2021, 334, 125235. [Google Scholar] [CrossRef] [PubMed]
- Swatloski, R.P.; Spear, S.K.; Holbrey, J.D.; Rogers, R.D. Dissolution of cellose with ionic liquids. J. Am. Chem. Soc. 2002, 124, 4974–4975. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Cheng, G.; Balan, V.; Kent, M.S.; Ong, M.; Chundawat, S.P.; daCosta Sousa, L.; Melnichenko, Y.B.; Dale, B.E.; Simmons, B.A.; et al. Influence of physico-chemical changes on enzymatic digestibility of ionic liquid and AFEX pretreated corn stover. Bioresour. Technol. 2011, 102, 6928–6936. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.; Shi, J.; Tu, M.; Cheng, Y.S. Principles and development of lignocellulosic biomass pretreatment for biofuels. Adv. Bioenergy 2017, 2, 1–68. [Google Scholar] [CrossRef]
- Vasco-Correa, J.; Ge, X.; Li, Y. Biological pretreatment of lignocellulosic biomass. In Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery; Mussatto, S.I., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 561–585. [Google Scholar]
- Chaturvedi, V.; Verma, P. An overview of key pretreatment processes employed for bioconversion of lignocellulosic biomass into biofuels and value added products. 3 Biotech 2013, 3, 415–431. [Google Scholar] [CrossRef] [Green Version]
- Patel, A.; Shah, A. Integrated lignocellulosic biorefinery: Gateway for production of second generation ethanol and value added products. J. Bioresour. Bioprod. 2021, 6, 108–128. [Google Scholar] [CrossRef]
- Sjulander, N.; Kikas, T. Origin, impact and control of lignocellulosic inhibitors in bioethanol production—A review. Energies 2020, 13, 4751. [Google Scholar] [CrossRef]
- Liu, T.; Li, Z. An electrogenerated base for the alkaline oxidative pretreatment of lignocellulosic biomass to produce bioethanol. RSC Adv. 2017, 7, 47456–47463. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Xu, W.; Mao, L.; Zhang, C.; Yan, P.; Xu, Z.; Zhang, Z.C. Lignocellulosic ethanol production by starch-base industrial yeast under PEG detoxification. Sci. Rep. 2016, 6, 20361. [Google Scholar] [CrossRef] [Green Version]
- Mikkola, J.P.; Sklavounos, E.; King, A.W.; Virtanen, P. The biorefinery and green chemistry. In RSC Green Chemistry No. 36 Ionic Liquids in the Biorefinery Concept: Challenges and Perspectives; Lukasik, R.B., Ed.; The Royal Society of Chemistry: Cambridge, UK, 2015; pp. 1–37. [Google Scholar]
- Rosales-Calderon, O.; Arantes, V. A review on commercial-scale high-value products that can be produced alongside cellulosic ethanol. Biotechnol. Biofuels 2019, 12, 240. [Google Scholar] [CrossRef] [Green Version]
- Padella, M.; O’Connell, A.; Prussi, M. What is still limiting the deployment of cellulosic ethanol? Analysis of the current status of the sector. Appl. Sci. 2019, 9, 4523. [Google Scholar] [CrossRef] [Green Version]
- Chowdhary, K.; Prasad, U.; Sharma, S. Role of fungi in biorefinery: A perspective. In Fungal Biorefineries; Kumar, S., Dheeran, P., Taherzadeh, M., Khanal, S., Eds.; Springer: Cham, Switzerland, 2018; pp. 1–20. [Google Scholar]
- Chen, M.; Smith, P.M.; Thomchick, E. Qualitative insights into buyer–supplier relationship attributes in the US biofuels industry. Renew. Energy Focus 2017, 22, 1–9. [Google Scholar] [CrossRef]
- Janssen, R.; Turhollow, A.F.; Rutz, D.; Mergner, R. Production facilities for second-generation biofuels in the USA and the EU–current status and future perspectives. Biofuel. Bioprod. Biorefin. 2013, 7, 647–665. [Google Scholar] [CrossRef]
- Nyström, I.; Bokinge, P.; Franck, P.Å. Production of Liquid Advanced Biofuels-Global Status, CIT Industriell Energi AB. 2019. Available online: https://www.miljodirektoratet.no/globalassets/publikasjoner/m1420/m1420.pdf (accessed on 15 July 2021).
- Susmozas, A.; Martín-Sampedro, R.; Ibarra, D.; Eugenio, M.E.; Iglesias, R.; Manzanares, P.; Moreno, A.D. Process strategies for the transition of 1G to advanced bioethanol production. Processes 2020, 8, 1310. [Google Scholar] [CrossRef]
- Neto, A.C.; Guimarães, M.J.O.; Freire, E. Business models for commercial scale second-generation bioethanol production. J. Clean. Prod. 2018, 184, 168–178. [Google Scholar] [CrossRef]
- Shareefdeen, Z.; Elkamel, A.; Tse, S. Review of current technologies used in municipal solid waste-to-energy facilities in Canada. Clean Techn. Environ. Policy 2015, 17, 1837–1846. [Google Scholar] [CrossRef]
- Dessie, W.; Luo, X.; Wang, M.; Feng, L.; Liao, Y.; Wang, Z.; Yong, Z.; Qin, Z. Current advances on waste biomass transformation into value-added products. Appl. Microbiol. Biotechnol. 2020, 104, 4757–4770. [Google Scholar] [CrossRef]
- Budzianowski, W.M. High-value low-volume bioproducts coupled to bioenergies with potential to enhance business development of sustainable biorefineries. Renew. Sustain. Energy Rev. 2017, 70, 793–804. [Google Scholar] [CrossRef]
- Gujer, W.; Zehnder, A.J. Conversion processes in anaerobic digestion. Water Sci. Technol. 1983, 15, 127–167. [Google Scholar] [CrossRef]
- Wu, P.; Kang, X.; Wang, W.; Yang, G.; He, L.; Fan, Y.; Cheng, X.; Sun, Y.; Li, L. Assessment of coproduction of ethanol and methane from Pennisetum purpureum: Effects of pretreatment, process performance, and mass balance. ACS Sustain. Chem. Eng. 2021, 9, 10771–10784. [Google Scholar]
- Abomohra, A.E.F.; El-Hefnawy, M.E.; Wang, Q.; Huang, J.; Li, L.; Tang, J.; Mohammed, S. Sequential bioethanol and biogas production coupled with heavy metal removal using dry seaweeds: Towards enhanced economic feasibility. J. Clean. Prod. 2021, 316, 128341. [Google Scholar] [CrossRef]
- Moreno, A.D.; Magdalena, J.A.; Oliva, J.M.; Greses, S.; Lozano, C.C.; Latorre-Sánchez, M.; Negro, M.J.; Susmozas, A.; Iglesias, R.; Llamas, M.; et al. Sequential bioethanol and methane production from municipal solid waste: An integrated biorefinery strategy towards cost-effectiveness. Process. Saf. Environ. Prot. 2021, 146, 424–431. [Google Scholar] [CrossRef]
- Rocha-Meneses, L.; Otor, O.F.; Bonturi, N.; Orupõld, K.; Kikas, T. Bioenergy yields from sequential bioethanol and biomethane production: An optimized process flow. Sustainability 2020, 12, 272. [Google Scholar] [CrossRef] [Green Version]
- Rocha-Meneses, L.; Raud, M.; Orupõld, K.; Kikas, T. Potential of bioethanol production waste for methane recovery. Energy 2019, 173, 133–139. [Google Scholar] [CrossRef]
- Sun, J.; Kosaki, Y.; Watanabe, N.; Ishikawa, M. Production of methane-rich biogas and minimization of sludge by adopting ethanol fermentation for the pretreatment of biomethanation. J. Mater. Cycles Waste Manag. 2019, 21, 258–264. [Google Scholar] [CrossRef]
- Rocha-Meneses, L.; Ferreira, J.A.; Bonturi, N.; Orupõld, K.; Kikas, T. Enhancing bioenergy yields from sequential bioethanol and biomethane production by means of solid–liquid separation of the substrates. Energies 2019, 12, 3683. [Google Scholar] [CrossRef] [Green Version]
- Kotarska, K.; Dziemianowicz, W.; Świerczyńska, A. Study on the sequential combination of bioethanol and biogas production from corn straw. Molecules 2019, 24, 4558. [Google Scholar] [CrossRef] [Green Version]
- Kaur, M.; Kumar, M.; Singh, D.; Sachdeva, S.; Puri, S.K. A sustainable biorefinery approach for efficient conversion of aquatic weeds into bioethanol and biomethane. Energy Convers. Manag. 2019, 187, 133–147. [Google Scholar] [CrossRef]
- Fan, M.; Li, J.; Bi, G.; Ye, G.; Zhang, H.; Xie, J. Enhanced co-generation of cellulosic ethanol and methane with the starch/sugar-rich waste mixtures and Tween 80 in fed-batch mode. Biotechnol. Biofuels 2019, 12, 227. [Google Scholar] [CrossRef]
- Du, J.; Chen, L.; Li, J.; Zuo, R.; Yang, X.; Chen, H.; Zhuang, X.; Tian, S. High-solids ethanol fermentation with single-stage methane anaerobic digestion for maximizing bioenergy conversion from a C4 grass (Pennisetum purpereum). Appl. Energy. 2018, 215, 437–443. [Google Scholar] [CrossRef]
- Elsayed, M.; Abomohra, A.E.F.; Ai, P.; Wang, D.; El-Mashad, H.M.; Zhang, Y. Biorefining of rice straw by sequential fermentation and anaerobic digestion for bioethanol and/or biomethane production: Comparison of structural properties and energy output. Bioresour. Technol. 2018, 268, 183–189. [Google Scholar] [CrossRef]
- Calicioglu, O.; Brennan, R.A. Sequential ethanol fermentation and anaerobic digestion increases bioenergy yields from duckweed. Bioresour. Technol. 2018, 257, 344–348. [Google Scholar] [CrossRef]
- Zhu, Q.L.; Dai, L.C.; Wu, B.; Tan, F.R.; Wang, W.G.; Tang, X.Y.; Wang, Y.W.; He, M.X.; Hu, G.Q. Integrated methane and ethanol production from livestock manure and soybean straw. Bioresources 2017, 12, 2284–2295. [Google Scholar] [CrossRef] [Green Version]
- Katsimpouras, C.; Zacharopoulou, M.; Matsakas, L.; Rova, U.; Christakopoulos, P.; Topakas, E. Sequential high gravity ethanol fermentation and anaerobic digestion of steam explosion and organosolv pretreated corn stover. Bioresour. Technol. 2017, 244, 1129–1136. [Google Scholar] [CrossRef]
- Patel, V.R. Cost-effective sequential biogas and bioethanol production from the cotton stem waste. Process. Saf. Environ. 2017, 111, 335–345. [Google Scholar] [CrossRef]
- Joelsson, E.; Dienes, D.; Kovacs, K.; Galbe, M.; Wallberg, O. Combined production of biogas and ethanol at high solids loading from wheat straw impregnated with acetic acid: Experimental study and techno-economic evaluation. Sustain. Chem. Process. 2016, 4, 14. [Google Scholar] [CrossRef] [Green Version]
- Hashemi, S.S.; Karimi, K.; Nosratpour, M.J.; Sárvári Horváth, I. Efficient biogas and ethanol production from safflower straw using sodium carbonate pretreatment. Energ. Fuels 2016, 30, 10592–10601. [Google Scholar] [CrossRef]
- Moshi, A.P.; Temu, S.G.; Nges, I.A.; Malmo, G.; Hosea, K.M.; Elisante, E.; Mattiasson, B. Combined production of bioethanol and biogas from peels of wild cassava Manihot glaziovii. Chem. Eng. J. 2015, 279, 297–306. [Google Scholar] [CrossRef]
- Wang, Z.; Lv, Z.; Du, J.; Mo, C.; Yang, X.; Tian, S. Combined process for ethanol fermentation at high-solids loading and biogas digestion from unwashed steam-exploded corn stover. Bioresour. Technol. 2014, 166, 282–287. [Google Scholar] [CrossRef] [PubMed]
- Bondesson, P.M.; Galbe, M.; Zacchi, G. Ethanol and biogas production after steam pretreatment of corn stover with or without the addition of sulphuric acid. Biotechnol. Biofuels 2013, 6, 11. [Google Scholar] [CrossRef] [Green Version]
- Bahmani, M.A.; Shafiei, M.; Karimi, K. Anaerobic digestion as a pretreatment to enhance ethanol yield from lignocelluloses. Process Biochem. 2016, 51, 1256–1263. [Google Scholar] [CrossRef]
- Demichelis, F.; Laghezza, M.; Chiappero, M.; Fiore, S. Technical, economic and environmental assessment of bioethanol biorefinery from waste biomass. J. Clean. Prod. 2020, 277, 124111. [Google Scholar] [CrossRef]
- Dererie, D.Y.; Trobro, S.; Momeni, M.H.; Hansson, H.; Blomqvist, J.; Passoth, V.; Schnürer, A.; Sandgren, M.; Ståhlberg, J. Improved bio-energy yields via sequential ethanol fermentation and biogas digestion of steam exploded oat straw. Bioresour. Technol. 2011, 102, 4449–4455. [Google Scholar] [CrossRef]
- Papa, G.; Rodriguez, S.; George, A.; Schievano, A.; Orzi, V.; Sale, K.L.; Singh, S.; Adani, F.; Simmons, B.A. Comparison of different pretreatments for the production of bioethanol and biomethane from corn stover and switchgrass. Bioresour. Technol. 2015, 183, 101–110. [Google Scholar] [CrossRef]
- Kaparaju, P.; Serrano, M.; Thomsen, A.B.; Kongjan, P.; Angelidaki, I. Bioethanol, biohydrogen and biogas production from wheat straw in a biorefinery concept. Bioresour. Technol. 2009, 100, 2562–2568. [Google Scholar] [CrossRef]
- Khoshnevisan, B.; Shafiei, M.; Rajaeifar, M.A.; Tabatabaei, M. Biogas and bioethanol production from pinewood pre-treated with steam explosion and N-methylmorpholine-N-oxide (NMMO): A comparative life cycle assessment approach. Energy 2016, 114, 935–950. [Google Scholar] [CrossRef]
- Shafiei, M.; Karimi, K.; Taherzadeh, M.J. Techno-economical study of ethanol and biogas from spruce wood by NMMO-pretreatment and rapid fermentation and digestion. Bioresour. Technol. 2011, 102, 7879–7886. [Google Scholar] [CrossRef] [PubMed]
- Bittencourt, G.A.; da Silva Barreto, E.; Brandão, R.L.; Baêta, B.E.L.; Gurgel, L.V.A. Fractionation of sugarcane bagasse using hydrothermal and advanced oxidative pretreatments for bioethanol and biogas production in lignocellulose biorefineries. Bioresour. Technol. 2019, 292, 121963. [Google Scholar] [CrossRef] [PubMed]
- da Silva, A.R.G.; Giuliano, A.; Errico, M.; Rong, B.G.; Barletta, D. Economic value and environmental impact analysis of lignocellulosic ethanol production: Assessment of different pretreatment processes. Clean Technol. Environ. Policy 2019, 21, 637–654. [Google Scholar] [CrossRef]
- Conde-Mejia, C.; Jimenez-Gutierrez, A.; El-Halwagi, M. A comparison of pretreatment methods for bioethanol production from lignocellulosic materials. Process Saf. Environ. Prot. 2012, 90, 189–202. [Google Scholar] [CrossRef]
- Gubicza, K.; Nieves, I.U.; Sagues, W.J.; Barta, Z.; Shanmugam, K.T.; Ingram, L.O. Techno-economic analysis of ethanol production from sugarcane bagasse using a liquefaction plus simultaneous saccharification and co-fermentation process. Bioresour. Technol. 2016, 208, 42–48. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- van Rijn, R.; Nieves, I.U.; Shanmugam, K.T.; Ingram, L.O.; Vermerris, W. Techno-economic evaluation of cellulosic ethanol production based on pilot biorefinery data: A case study of sweet sorghum bagasse processed via L+ SScF. BioEnergy Res. 2018, 11, 414–425. [Google Scholar] [CrossRef]
- Barrera, I.; Amezcua-Allieri, M.A.; Estupiñan, L.; Martínez, T.; Aburto, J. Technical and economical evaluation of bioethanol production from lignocellulosic residues in Mexico: Case of sugarcane and blue agave bagasses. Chem. Eng. Res. Des. 2016, 107, 91–101. [Google Scholar] [CrossRef]
- Quintero, J.A.; Moncada, J.; Cardona, C.A. Techno-economic analysis of bioethanol production from lignocellulosic residues in Colombia: A process simulation approach. Bioresour. Technol. 2013, 139, 300–307. [Google Scholar] [CrossRef] [PubMed]
- Hasanly, A.; Talkhoncheh, M.K.; Alavijeh, M.K. Techno-economic assessment of bioethanol production from wheat straw: A case study of Iran. Clean. Technol. Environ. Policy 2018, 20, 357–377. [Google Scholar] [CrossRef]
- Li, W.; Ghosh, A.; Bbosa, D.; Brown, R.; Wright, M.M. Comparative techno-economic, uncertainty and life cycle analysis of lignocellulosic biomass solvent liquefaction and sugar fermentation to ethanol. ACS Sustain. Chem. Eng. 2018, 6, 16515–16524. [Google Scholar] [CrossRef]
- Boakye-Boaten, N.A.; Kurkalova, L.; Xiu, S.; Shahbazi, A. Techno-economic analysis for the biochemical conversion of Miscanthus x giganteus into bioethanol. Biomass Bioenergy 2017, 98, 85–94. [Google Scholar] [CrossRef] [Green Version]
- Da Silva, A.R.G.; Ortega, C.E.T.; Rong, B.G. Techno-economic analysis of different pretreatment processes for lignocellulosic-based bioethanol production. Bioresour. Technol. 2016, 218, 561–570. [Google Scholar] [CrossRef]
- Zang, G.; Shah, A.; Wan, C. Techno-economic analysis of an integrated biorefinery strategy based on one-pot biomass fractionation and furfural production. J. Clean. Prod. 2020, 260, 120837. [Google Scholar] [CrossRef]
- Hossain, M.S.; Theodoropoulos, C.; Yousuf, A. Techno-economic evaluation of heat integrated second generation bioethanol and furfural coproduction. Biochem. Eng. J. 2019, 144, 89–103. [Google Scholar] [CrossRef]
- Bbosa, D.; Mba-Wright, M.; Brown, R.C. More than ethanol: A techno-economic analysis of a corn stover-ethanol biorefinery integrated with a hydrothermal liquefaction process to convert lignin into biochemicals. Biofuel Bioprod. Biorefin. 2018, 12, 497–509. [Google Scholar] [CrossRef]
- Kazi, F.K.; Fortman, J.A.; Anex, R.P.; Hsu, D.D.; Aden, A.; Dutta, A.; Kothandaraman, G. Techno-economic comparison of process technologies for biochemical ethanol production from corn stover. Fuel 2010, 89, S20–S28. [Google Scholar] [CrossRef]
- Zhao, L.; Zhang, X.; Xu, J.; Ou, X.; Chang, S.; Wu, M. Techno-economic analysis of bioethanol production from lignocellulosic biomass in China: Dilute-acid pretreatment and enzymatic hydrolysis of corn stover. Energies 2015, 8, 4096–4117. [Google Scholar] [CrossRef]
- Tao, L.; Aden, A.; Elander, R.T.; Pallapolu, V.R.; Lee, Y.Y.; Garlock, R.J.; Balan, V.; Dale, B.E.; Kim, Y.; Mosier, N.S.; et al. Process and technoeconomic analysis of leading pretreatment technologies for lignocellulosic ethanol production using switchgrass. Bioresour. Technol. 2011, 102, 11105–11114. [Google Scholar] [CrossRef] [PubMed]
- Dwivedi, P.; Wang, W.; Hudiburg, T.; Jaiswal, D.; Parton, W.; Long, S.; DeLucia, E.; Khanna, M. Cost of abating Greenhouse Gas emissions with cellulosic ethanol. Environ. Sci. Technol. 2015, 49, 2512–2522. [Google Scholar] [CrossRef]


| Ref. | Feedstock | Process Scheme | Pretreatment | Highlight/Finding |
|---|---|---|---|---|
| [60] | Napier grass | SC1: PT→DSSF SC2: PT→AD SC3: PT→DSSF→AD | Ensiling
|
|
| [61] | Raw seaweeds, Cu-sorbed seaweeds | AHD→PT→FM→AD | Acid hydrolysis using 2 N H2SO4 (1%, w/v), followed by thermal treatment with hot steam in autoclave at 120 °C for 60 min |
|
| [62] | Organic fraction of municipal waste (OFMW) | PT→DSSF→DL→AD | Mechanical pretreatment |
|
| [63] | Napier grass | SC1: AD SC2: PT→AD SC3: PT→EHD→AD SC4: PT→SHF→DL→AD | Nitrogen explosive decompression (NED)
|
|
| [64] | Barley straw (BS) | PT→DSSF→DL→AD | N2 explosive decompression (NED) |
|
| [65] | Artificial food waste (AFW) | DSSF→AD | None | Although the amount of biogas obtained from the fermented AFW (680 mL/g VS) was lower than that from the non-fermented AFW (800 mL/g VS), it contains a higher percentage of methane (67.5 vs. 53.1%) and result in an overall methane yield of 460 vs. 420 mL/g VS. |
| [66] | Barley straw | PT→DSSF→DL→AD |
|
|
| [67] | Corn straw | PT→DSSF→AD | Alkaline thermal hydrolysis
| The ethanol stillage contains biodegradable components that can be consumed by methane bacteria. This probably results in an acceleration in the acid phase and effective methanogenesis progression. |
| [68] | Aquatic weeds | SC1: PT1→AD→SHF SC2: PT2→AD→SHF SC3: PT1→SHF→AD SC4: PT2→SHF→AD | Hydrothermal pretreatment
|
|
| [69] | DER + SCB + molasses | PT→SSF→DL→AD | Alkaline pretreatment
|
|
| Note: SCB = Sugarcane bagasse DER = Starch-rich waste of Dioscorea composita Hemls. extracted residue | ||||
| [70] | Napier grass | SC1: PT→AD SC2: PT→DSSF SC3: PT→DSSF→DL→AD | Stream explosion
| From 1 kg of dry grass:
|
| [71] | Rice straw | SC1: PT→AD SC2: PT→SHF→DL→AD SC3: PT→SHF→AD | Alkali pretreatment
|
|
| [72] | Duckweed | SC1: PT→AD SC2: PT→DSSF→DL→AD | None |
|
| [73] | DMS, PMS or SS | AD→PT→SHF→DL | Alkaline pretreatment
Note:
|
|
| Note: DMS = A mixture of dairy manure + Soybean straw, PMS = A mixture of pig manure + Soybean straw, SS = A mixture of soybean straw alone | ||||
| [74] | Corn stover | PT→DSSF→AD | Steam explosion
|
|
| [75] | Cotton stem waste | AD→PT→DSSF→DL | Dilute acid pretreatment
| The biofuel (bioethanol and biomethane) produced from the digested effluent accounted for 2.88 GJ/t, which is 345% more energy than direct SHF of cotton stem wastes. |
| [76] | Wheat straw | PT→DSSF→DL→AD | Steam pretreatment
| Maximum total product recovery was attained when SSF was conducted at 10 and 15% initial water-insoluble solids, yielding 16.1–16.3 g ethanol, 5.8–6.0 g methane, and 25 g lignin-rich solid residue from 100 g dry wheat straw. |
| [77] | Safflower straw |  | Alkali pretreatment
|
|
| [13] | Sugarcane bagasse | SC1: PT→SSF→DL→AD SC2: PT→DSSF→DL→AD | Alkali pretreatment
|
|
| [78] | Peels of wild cassava | SC1: AD SC2: PT1→AD SC3: PT2→AD SC4: PT1→SSF→DL→AD SC5: PT2→SSF→DL→AD | Alkali pretreatment
|
|
| Note: PT1: Alkali combined in sequence with enzyme pretreatment PT2: Only enzyme pretreatment | ||||
| [79] | Corn stover | PT→DSSF→DL→AD | Steam explosion
| The overall product obtained from the conducted process was 197 g ethanol plus 96 g methane/kg corn stover, suggesting that a combined process of fermentation and AD yielded a greater amount of biofuel than ethanol fermentation alone. |
| [80] | Corn stover |  | Steam pretreatment
|
|
| Ref. | Process Detail and Energy Potential Parameter | Calculation and Result |
|---|---|---|
| [60] |
| = 81.3–73.4% Note: Energy input denotes the heating value of raw material and Energy output is the energy of produced ethanol and biogas |
| [76] |
| = 68–72% Note: Input materials include raw materials + molasses + enzyme + harvest and transportation |
| [82] |
| Net energy value (NEV) = Total energy output—Total energy input = 1252.6 kWh/1000 L of ethanol = 0.2 Note: Net energy input includes electricity and steam consumption and Net energy output is the heating value of the produced ethanol and biogas |
| [68] |
|
= 1.7–2.1 Note: Total energy input includes heat and electricity for process equipment and Total energy output is the heating value of produced ethanol and biogas. |
| [86] |
| = 75.64–77.46% Note: RO/I denotes the energy output-to-input ratio; EO is heating value of the products; and EI is energy inputs, including electricity, low and high pressure steam, and heating values of the raw materials. |
| [87] |
| = 79% Note: Input materials are raw materials + electricity + steam |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jarunglumlert, T.; Prommuak, C. Net Energy Analysis and Techno-Economic Assessment of Co-Production of Bioethanol and Biogas from Cellulosic Biomass. Fermentation 2021, 7, 229. https://doi.org/10.3390/fermentation7040229
Jarunglumlert T, Prommuak C. Net Energy Analysis and Techno-Economic Assessment of Co-Production of Bioethanol and Biogas from Cellulosic Biomass. Fermentation. 2021; 7(4):229. https://doi.org/10.3390/fermentation7040229
Chicago/Turabian StyleJarunglumlert, Teeraya, and Chattip Prommuak. 2021. "Net Energy Analysis and Techno-Economic Assessment of Co-Production of Bioethanol and Biogas from Cellulosic Biomass" Fermentation 7, no. 4: 229. https://doi.org/10.3390/fermentation7040229
APA StyleJarunglumlert, T., & Prommuak, C. (2021). Net Energy Analysis and Techno-Economic Assessment of Co-Production of Bioethanol and Biogas from Cellulosic Biomass. Fermentation, 7(4), 229. https://doi.org/10.3390/fermentation7040229