

Study on Scale-Up of Anaerobic Fermentation Mixing with Different Solid Content

Abstract
:1. Introduction
2. Materials and Methods
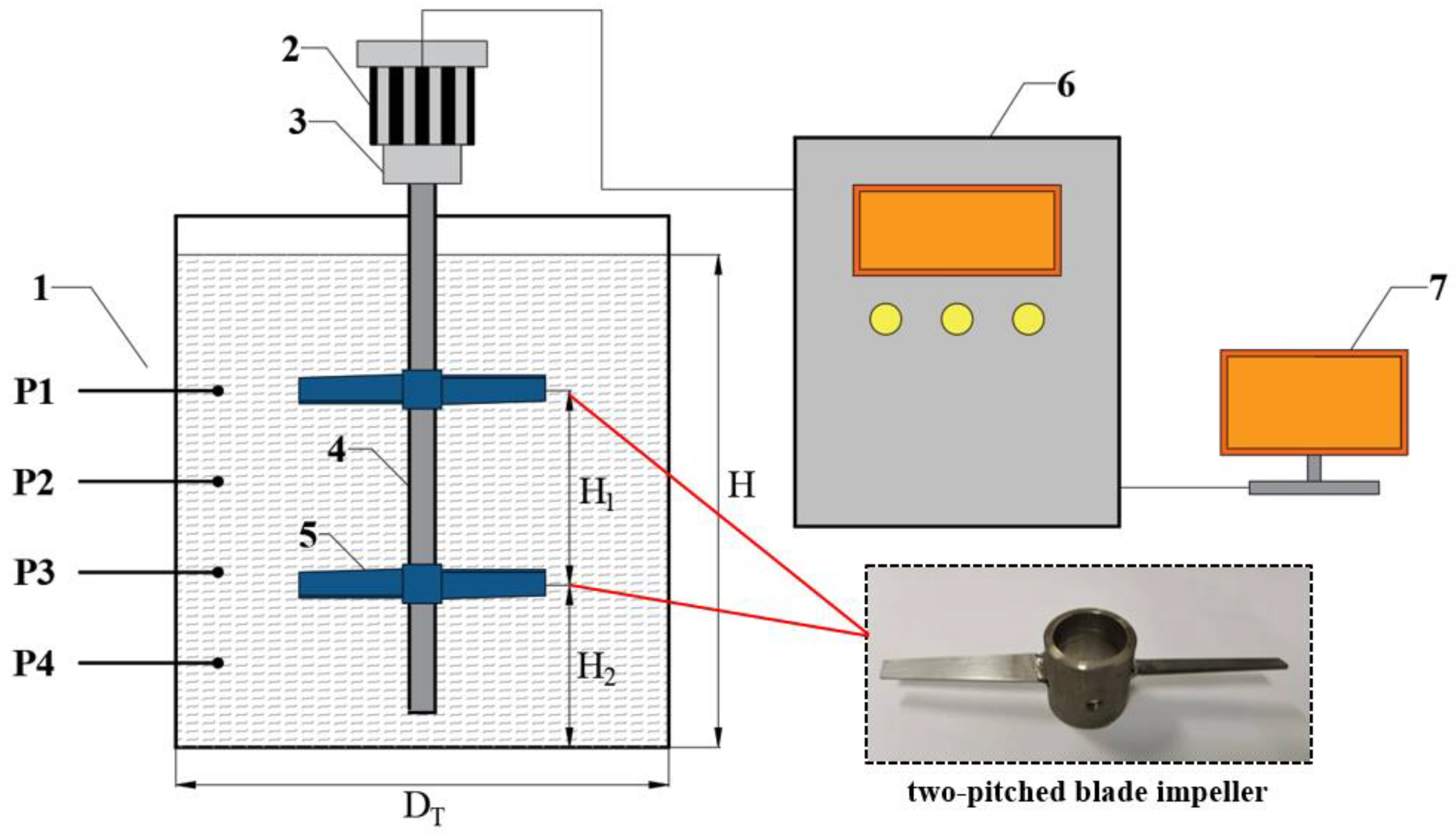
2.1. Experimental Setups
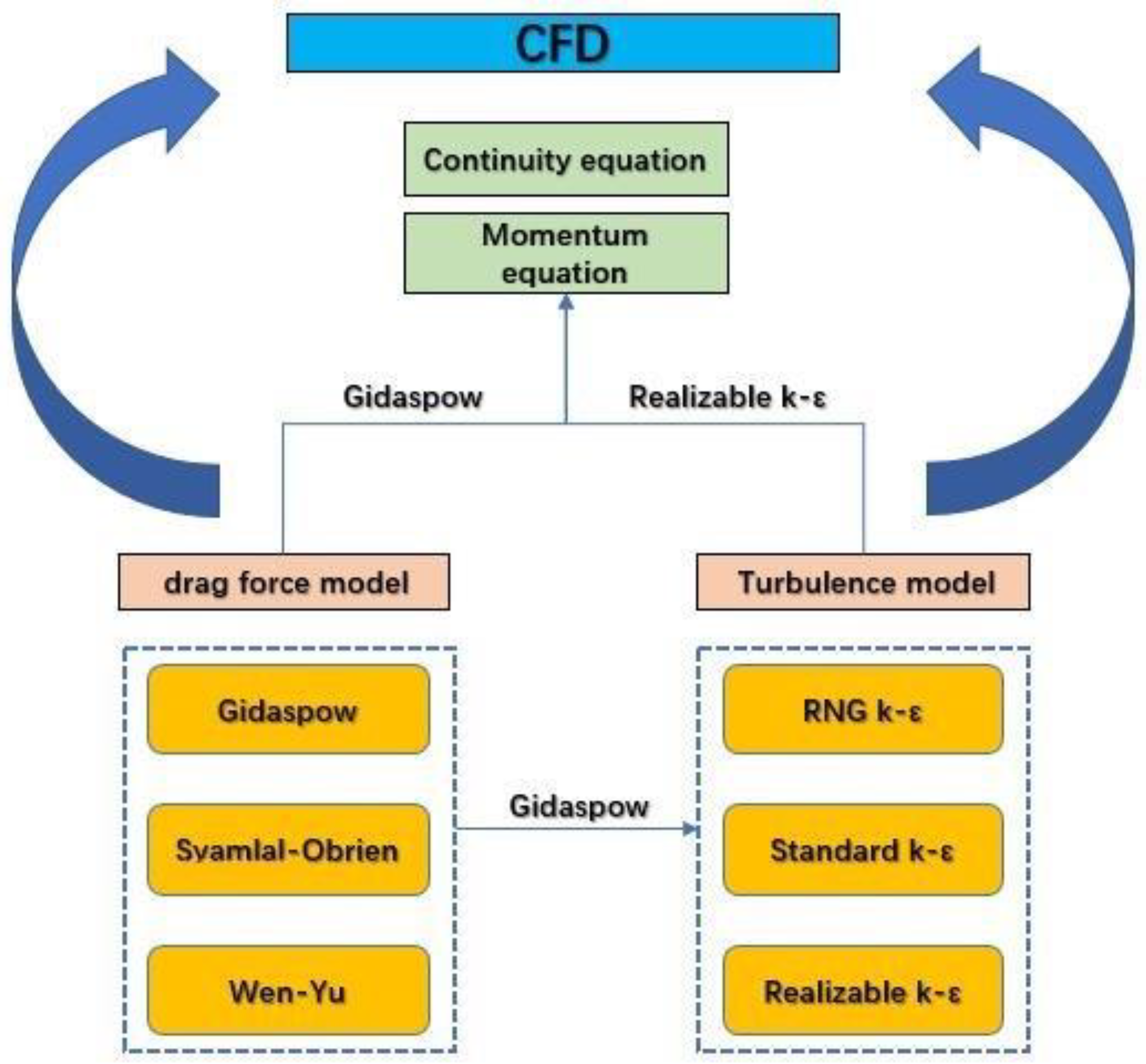
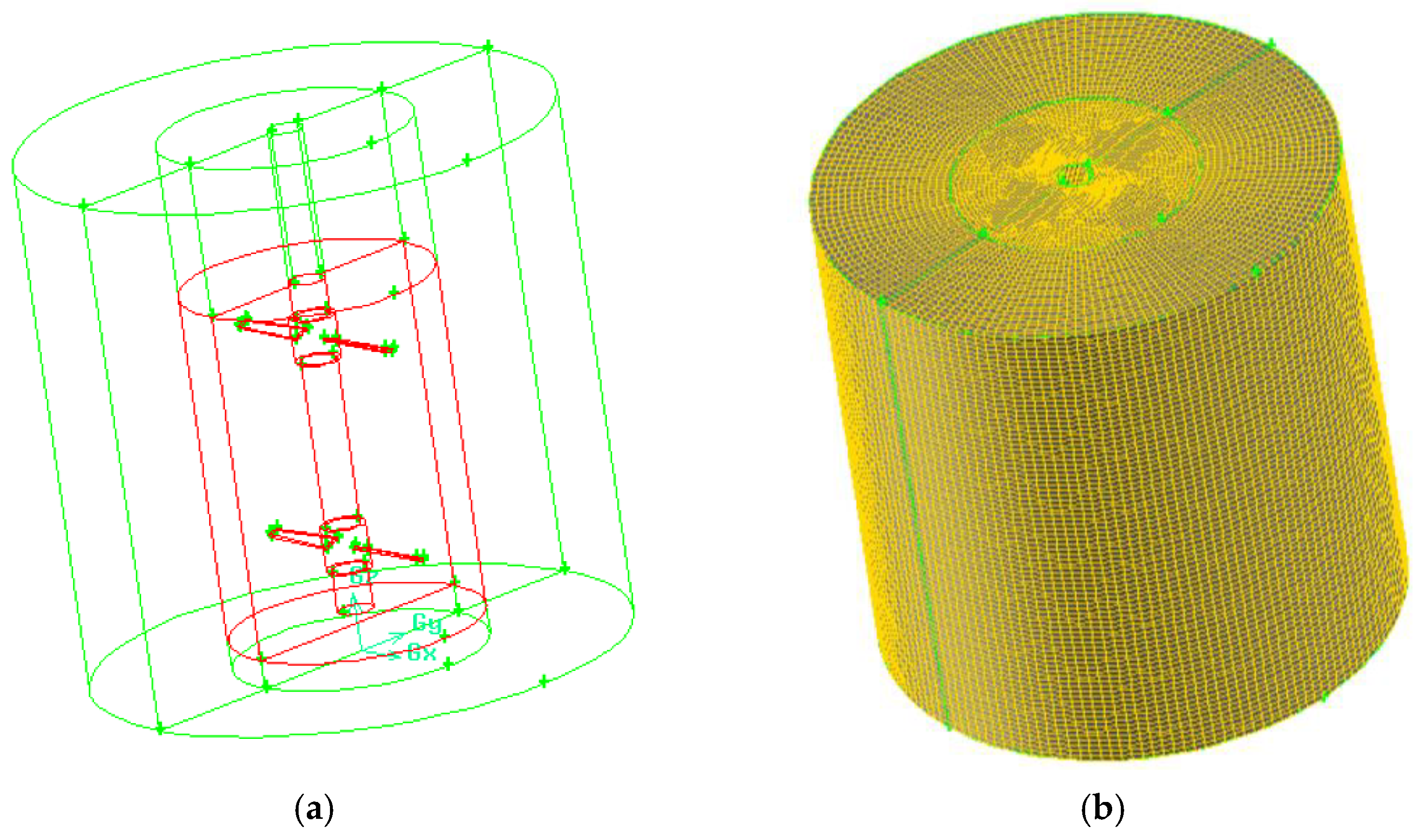
2.2. Simulation Methods
3. Results and Discussion
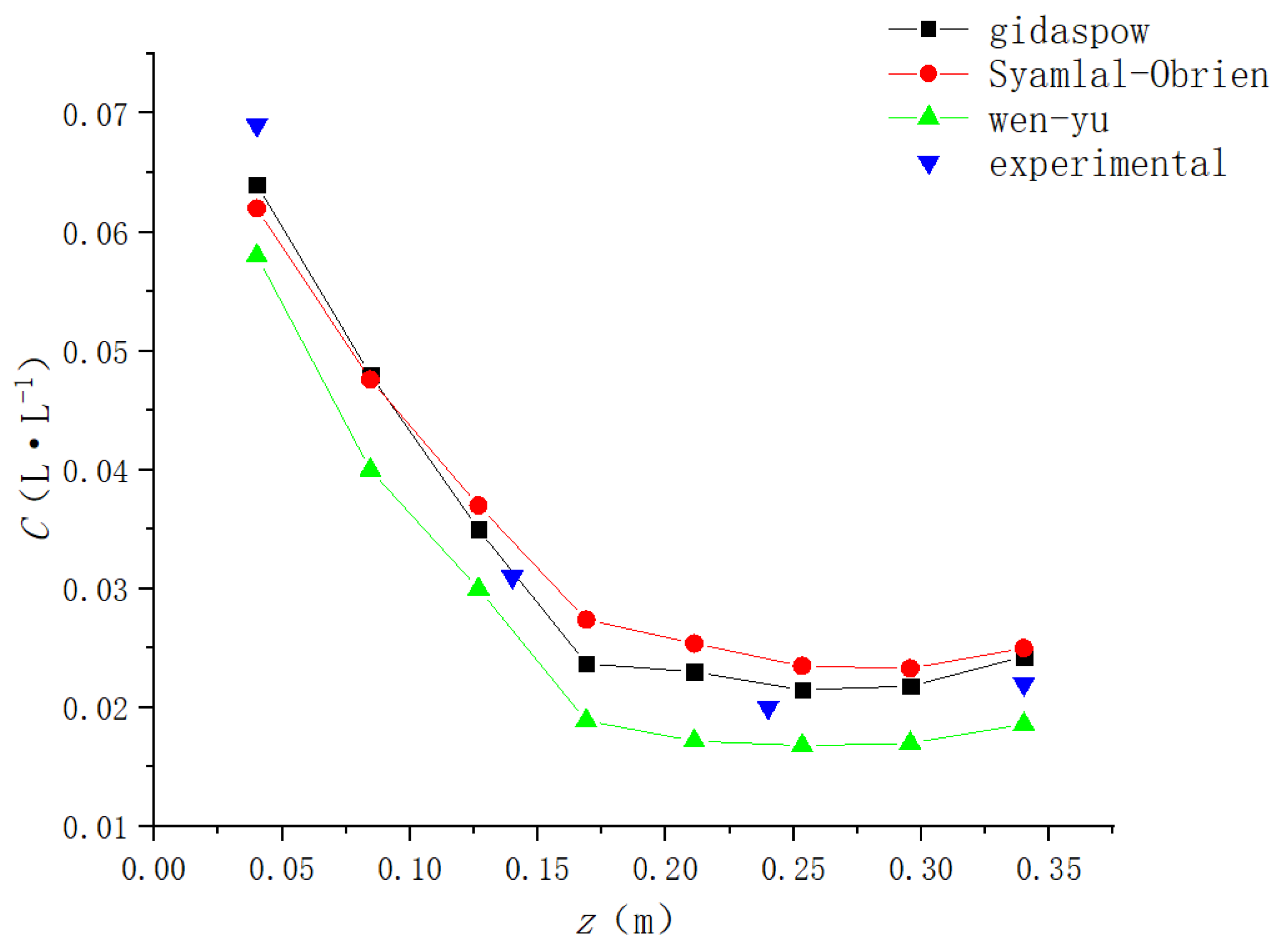
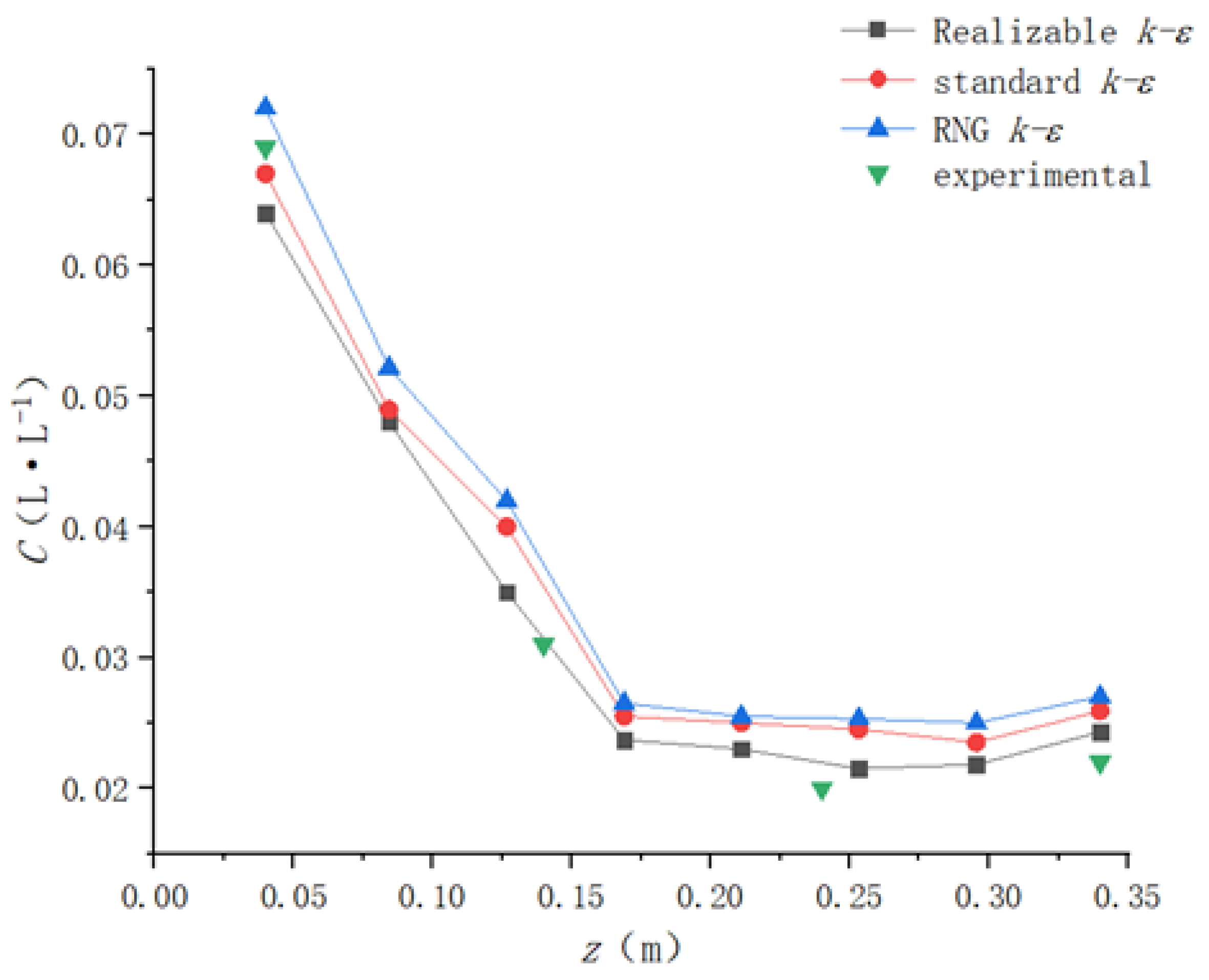
3.1. Validation and Comparison of Models
3.2. Analysis of Scale-Up Criteria
3.2.1. Scale-Up Criterion Based on the Same Blade Tip Linear Velocity
3.2.2. Scale-Up Criterion Based on the Same Reynolds Number
3.2.3. Scale-Up Criterion Based on the Same Weber Number
3.2.4. Scale-Up Criterion Based on the Same Unit Volume Power
3.2.5. Scale-Up Criterion Based on the Same Solid Suspension Degree
3.3. Optimization of Scale-Up Criteria for Different Solid Content Systems
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Braguglia, C.M.; Gallipoli, A.; Gianico, A.; Pagliaccia, P. Anaerobic Bioconversion of Food Waste into Energy: A Critical Review. Bioresour. Technol. 2018, 248, 37–56. [Google Scholar] [CrossRef]
- Yu, Q.; Liu, R.H.; Li, K.; Ma, R.J. A Review of Crop Straw Pretreatment Methods for Biogas Production by Anaerobic Digestion in China. Renew. Sustain. Energy Rev. 2019, 107, 51–58. [Google Scholar] [CrossRef]
- Paudel, S.R.; Banjara, S.P.; Choi, O.K.; Park, K.Y.; Kim, Y.M.; Lee, J.W. Pretreatment of Agricultural Biomass for Anaerobic Digestion: Current State and Challenges. Bioresour. Technol. 2017, 245, 1194–1205. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.K.; Dehkordy, F.M.; Li, Y.; Emadi, S.; Bagtzoglou, A.; Li, B.K. Enhancing Anaerobic Fermentation Performance Through Eccentrically Stirred Mixing: Experimental and Modeling Methodology. Chem. Eng. J. 2018, 334, 1383–1391. [Google Scholar] [CrossRef]
- Clark, I.C.; Zhang, R.H.; Upadhyaya, S.K. The Effect of Low Pressure and Mixing on Biological Hydrogen Production via Anaerobic Fermentation. Int. J. Hydrogen Energy 2012, 37, 11504–11513. [Google Scholar] [CrossRef]
- Mcmahon, K.D.; Stroot, P.G.; Mackie, R.I.; Lutgarde, R. Anaerobic codigestion of municipal solid waste and biosolids under various mixing conditions—II: Microbial population dynamics. Water Res. 2001, 35, 1817–1827. [Google Scholar] [CrossRef]
- Gómez, X.; Cuetos, M.J.; Cara, J.; Morán, A.; García, A.I. Anaerobic co-digestion of primary sludge and the fruit and vegetable fraction of the municipal solid wastes. Renew. Energ. 2006, 31, 2017–2024. [Google Scholar] [CrossRef]
- Agfunder. Available online: https://agfundernews.com/synonym-bio-report-documents-global-gaps-in-fermentation-capacity (accessed on 13 February 2023).
- Bhm, L.; Hohl, L.; Bliatsiou, C.; Kraume, M. Multiphase Stirred Tank Bioreactors–New Geometrical Concepts and Scale-up Approaches. Chem. Ing. Technol. 2019, 91, 1724–1746. [Google Scholar] [CrossRef]
- Paul, E.L.; Atiemo-Obeng, V.A.; Kresta, S.M. Handbook of Industrial Mixing: Science and Practice; Wiley: New York, NY, USA, 2004. [Google Scholar]
- Montante, G.; Bourne, J.R.; Magelli, F. Scale-up of Solids Distribution in Slurry, Stirred Vessels Based on Turbulence Intermittency. Ind. Eng. Chem. Res. 2008, 47, 3438–3443. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, Y.; Wen, Y.; Cheng, S.; Yin, J.Z. Simulation of Solid-Liquid Suspension and Scale-up Of Agarose Gel Activation Reactor. J. Mech. Med. Biol. 2016, 16, 1650087. [Google Scholar] [CrossRef]
- Harrison, S.; Kotsiopoulos, A.; Stevenson, R.; Cilliers, J.J. Mixing Indices Allow Scale-up of Stirred Tank Slurry Reactor Conditions for Equivalent Homogeneity. Chem. Eng. Res. Des. 2019, 153, 865–874. [Google Scholar] [CrossRef]
- Jafari, R.; Tanguy, P.A.; Chaouki, J. Experimental Investigation on Solid Dispersion, Power Consumption and Scale-up in Moderate to Dense Solid–Liquid Suspensions. Chem. Eng. Res. Des. 2012, 90, 201–212. [Google Scholar] [CrossRef]
- Buurman, C.; Resoort, G.; Plaschkes, A. Scaling-up Rules for Solids Suspension in Stirred Vessels. Chem. Eng. Sci. 1986, 41, 2865–2871. [Google Scholar] [CrossRef]
- Kuzmani, N.; Aneti, R.; Akrap, M. Impact of floating suspended solids on the homogenisation of the liquid phase in dual-impeller agitated vessel. Chem. Eng. Process. 2008, 47, 663–669. [Google Scholar] [CrossRef]
- Gu, D.Y.; Liu, Z.H.; Xu, C.L.; Li, J.; Tao, C.Y.; Wang, Y.D. Solid-Liquid Mixing Performance in a Stirred Tank with a Double Punched Rigid-Flexible Impeller Coupled with a Chaotic Motor. Chem. Eng. Process. 2017, 118, 37–46. [Google Scholar] [CrossRef]
- Gui, M.; Liu, Z.H.; Liao, B.; Wang, T.; Wang, Y.; Sui, Z.Q.; Bi, Q.C.; Wang, J. Void Fraction Measurements of Steam–Water Two-phase Flow in Vertical Rod Bundle: Comparison among Different Techniques. Exp. Therm. Fluid Sci. 2019, 109, 109881. [Google Scholar] [CrossRef]
- Pjontek, D.; Parisien, V.; Macchi, A. Bubble Characteristics Measured Using a Monofibre Optical Probe in a Bubble Column and Freeboard Region Under High Gas Holdup Conditions. Chem. Eng. Sci. 2014, 111, 153–169. [Google Scholar] [CrossRef]
- Zhang, H.; Johnston, P.M.; Zhu, X.; Lasa, H.I.; Bergougnou, M.A. A novel calibration procedure for a fiber optic solids concentration probe. Power Technol. 1998, 100, 260–272. [Google Scholar] [CrossRef]
- Dong, L.; Johansen, S.T.; Engh, T.A. Flow Induced by an Impeller in an Unbaffled Tank—II. Numerical Modelling. Chem. Eng. Sci. 1994, 49, 3511–3518. [Google Scholar] [CrossRef]
- Harvey, A.D.; Wood, S.P.; Leng, D.E. Experimental and Computational Study of Multiple Impeller Flows. Chem. Eng. Sci. 1997, 52, 1479–1491. [Google Scholar] [CrossRef]
- Naude, I.; Xuereb, C.; Bertrand, J. Direct Prediction of the Flows Induced by a Propeller in an Agitated Vessel Using an Unstructured Mesh. Cana. J. Chem. Eng. 1998, 76, 631–640. [Google Scholar] [CrossRef]
- Ding, J.; Gidaspow, D. A Bubbling Fluidization Model Using Kinetic Theory of Granular Flow. AIChE J. 2010, 36, 523–538. [Google Scholar] [CrossRef]
- Syamlal, M.; O’Brien, T.J. Computer Simulation of Bubbles in a Fluidized Bed. AIChE J. 1989, 85, 22–31. [Google Scholar]
- Wen, C.Y.; Yu, Y.H. Mechanics of Fluidization. Chem. Eng. Prog. 1966, 62, 100–111. [Google Scholar]
- Hershey, R.S. Agitation in Transport Phenomena; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Nielsen, J.; Villadsen, J.; Lidén, G. Bioreaction Engineering Principles; Springer: New York, NY, USA, 2011. [Google Scholar]
- Mishra, P.; Ein-Mozaffari, F. Critical Review of Different Aspects of Liquid-Solid Mixing Operations. Rev. Chem. Eng. 2019, 36, 555–592. [Google Scholar] [CrossRef]
- Wilkens, R.J.; Henry, C.; Gates, L.E. How to Scale-up Mixing Processes in Non-Newtonian Fluids. Chem. Eng. Prog. 2003, 99, 44–52. [Google Scholar]
- Kelly, S.; Grimm, L.H.; Bendig, C.; Hempel, D.C.; Krull, R. Effects of Fluid Dynamic Induced Shear Stress on Fungal Growth and Morphology. Process Biochem. 2006, 41, 2113–2117. [Google Scholar] [CrossRef]
- Liu, B.Q.; Xu, Z.L.; Fan, F.Y.; Huang, B.L. Experimental Study on The Solid Suspension Characteristics of Coaxial Mixers. Chem. Eng. Res. Des. 2018, 133, 335–346. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indicator | Scale-Up Index |
|---|---|
| rotational speed | 0 |
| Froude number | 0.5 |
| unit volume power | 0.67 |
| solid suspension degree | 0.75 |
| Weber number | 1.5 |
| blade tip linear velocity | 1 |
| Reynolds number | 2 |
| Parameter | Lab Test | Pilot Test |
|---|---|---|
| Stirring tank diameter T/mm | 380 | 494 |
| Blade diameter Db/mm | 152 | 198 |
| Diameter of stirring shaft Ds/mm | 25 | 32 |
| Blade thickness t/mm | 2 | 3 |
| Stirring tank volume V/L | 43.1 | 94.7 |
| Volume ratio | - | 2.2 |
| Parameter | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) |
|---|---|---|
| Blade diameter Db/mm | 152 | 198 |
| Rotate speed/rpm | 250/300 | 192/231 |
| Reynolds number | 429.2/515.0 | 559.3/672.9 |
| Blade tip linear velocity/m·s−1 | 1.99/2.39 | 1.99/2.39 |
| Stirring power ratio Pn/P1 | 1 | 1.69 |
| Unit volume power ratio Pvn/PV1 | 1 | 0.77 |
| Solid Content | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) | Relative Deviation | |
|---|---|---|---|---|
| σ | 5% v/v | 0.01065 | 0.01039 | 2.5% |
| 10% v/v | 0.01295 | 0.01166 | 9.96% | |
| 15% v/v | 0.00208 | 0.00331 | 58.6% |
| Parameter | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) |
|---|---|---|
| Blade diameter Db/mm | 152 | 198 |
| Rotate speed/rpm | 250/300 | 148/178 |
| Reynolds number | 429.2/515.0 | 429.2/515.0 |
| Blade tip linear velocity/m·s−1 | 1.99/2.39 | 1.53/1.84 |
| Stirring power ratio Pn/P1 | 1 | 0.77 |
| Unit volume power ratio Pvn/PV1 | 1 | 0.35 |
| Solid Content | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) | Relative Deviation | |
|---|---|---|---|---|
| σ | 5% v/v | 0.01065 | 0.02000 | 87.7% |
| 10% v/v | 0.01295 | 0.02048 | 58.1% | |
| 15% v/v | 0.00208 | 0.01028 | 393.3% |
| Parameter | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) |
|---|---|---|
| Blade diameter Db/mm | 152 | 198 |
| Rotate speed/rpm | 250/300 | 169/202 |
| Reynolds number | 429.2/515.0 | 492.3/588.4 |
| Blade tip linear velocity/m·s−1 | 1.99/2.39 | 1.75/2.09 |
| Stirring power ratio Pn/P1 | 1 | 1.14 |
| Unit volume power ratio Pvn/PV1 | 1 | 0.52 |
| Solid Content | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) | Relative Deviation | |
|---|---|---|---|---|
| σ | 5% v/v | 0.01065 | 0.01109 | 4.1% |
| 10% v/v | 0.01295 | 0.00791 | 38.9% | |
| 15% v/v | 0.00208 | 0.00573 | 175.1% |
| Parameter | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) |
|---|---|---|
| Blade diameter Db/mm | 152 | 198 |
| Rotate speed/rpm | 250/300 | 210/252 |
| Reynolds number | 429.2/515.0 | 611.7/734.1 |
| Blade tip linear velocity/m·s−1 | 1.99/2.39 | 2.18/2.61 |
| Stirring power ratio Pn/P1 | 1 | 2.20 |
| Unit volume power ratio Pvn/PV1 | 1 | 1 |
| Solid Content | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) | Relative Deviation | |
|---|---|---|---|---|
| σ | 5% v/v | 0.01065 | 0.00991 | 6.9% |
| 10% v/v | 0.01295 | 0.00869 | 32.9% | |
| 15% v/v | 0.00208 | 0.00189 | 9.2% |
| Parameter | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) |
|---|---|---|
| Blade diameter Db/mm | 152 | 198 |
| Rotate speed/rpm | 250/300 | 205/246 |
| Reynolds number | 429.2/515.0 | 527.2/716.6 |
| Blade tip linear velocity/m·s−1 | 1.99/2.39 | 2.13/2.55 |
| Stirring power ratio Pn/P1 | 1 | 1.892 |
| Unit volume power ratio Pvn/PV1 | 1 | 0.94 |
| Solid Content | Lab Test (T1 = 380 mm) | Pilot Test (T2 = 494 mm) | Relative Deviation | |
|---|---|---|---|---|
| σ | 5% v/v | 0.01065 | 0.00913 | 14.3% |
| 10% v/v | 0.01295 | 0.00867 | 33.0% | |
| 15% v/v | 0.00208 | 0.00195 | 6.6% |
| Parameter | Lab Test | Pilot Test | Large Test |
|---|---|---|---|
| Stirring tank diameter T/mm | 380 | 494 | 760 |
| Blade diameter Db/mm | 152 | 198 | 304 |
| Diameter of stirring shaft Ds/mm | 25 | 32 | 50 |
| Blade thickness t/mm | 2 | 3 | 4 |
| Stirring tank volume V/L | 43.1 | 94.7 | 344.8 |
| Volume ratio | - | 2.2 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Lu, H.; Zhang, Z.; Liu, B. Study on Scale-Up of Anaerobic Fermentation Mixing with Different Solid Content. Fermentation 2023, 9, 375. https://doi.org/10.3390/fermentation9040375
Li Z, Lu H, Zhang Z, Liu B. Study on Scale-Up of Anaerobic Fermentation Mixing with Different Solid Content. Fermentation. 2023; 9(4):375. https://doi.org/10.3390/fermentation9040375
Chicago/Turabian StyleLi, Zhe, Hancheng Lu, Zixuan Zhang, and Baoqing Liu. 2023. "Study on Scale-Up of Anaerobic Fermentation Mixing with Different Solid Content" Fermentation 9, no. 4: 375. https://doi.org/10.3390/fermentation9040375
APA StyleLi, Z., Lu, H., Zhang, Z., & Liu, B. (2023). Study on Scale-Up of Anaerobic Fermentation Mixing with Different Solid Content. Fermentation, 9(4), 375. https://doi.org/10.3390/fermentation9040375