
Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
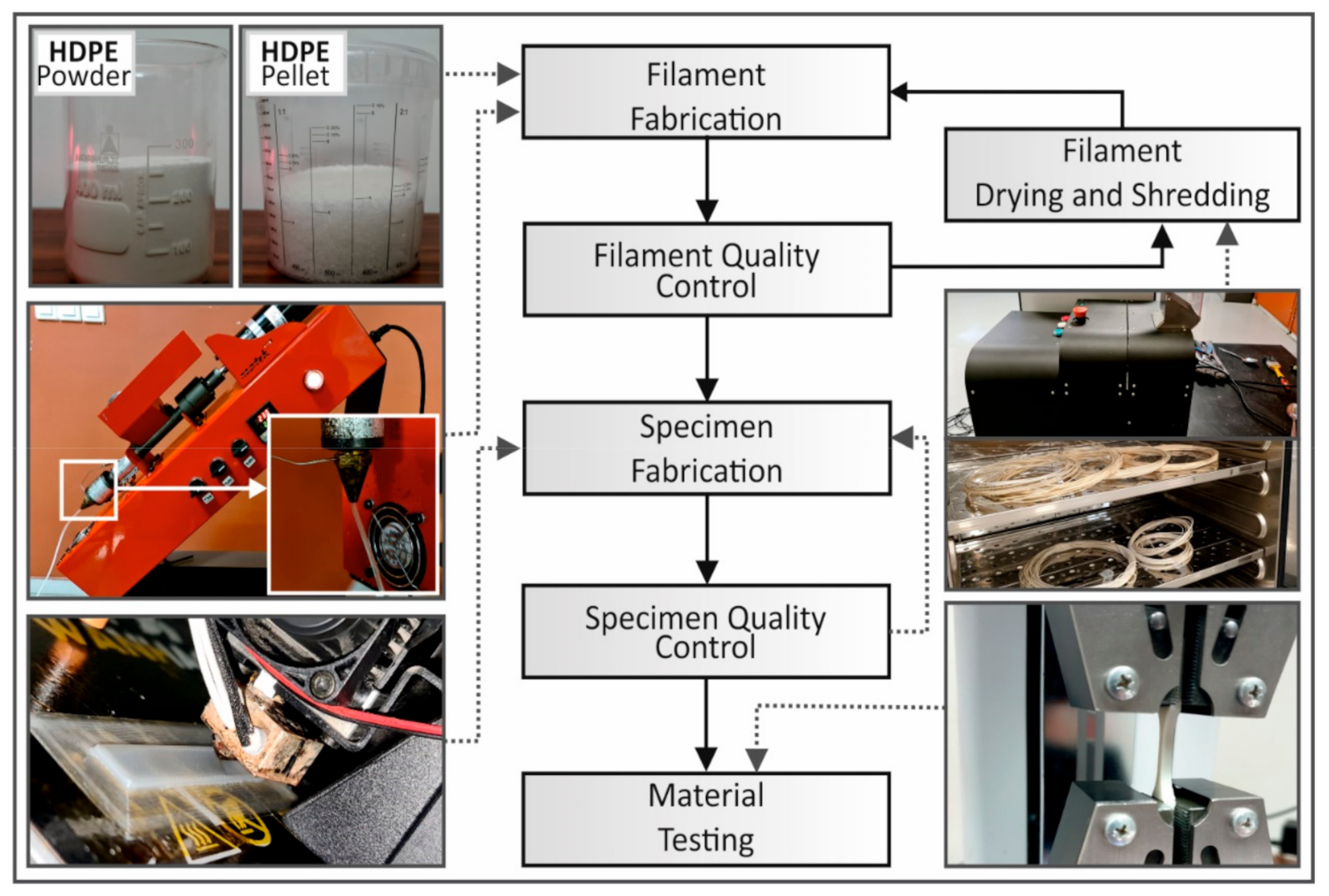
2.2. Methods
2.2.1. Recycling Simulation and Experimental Course Parameters
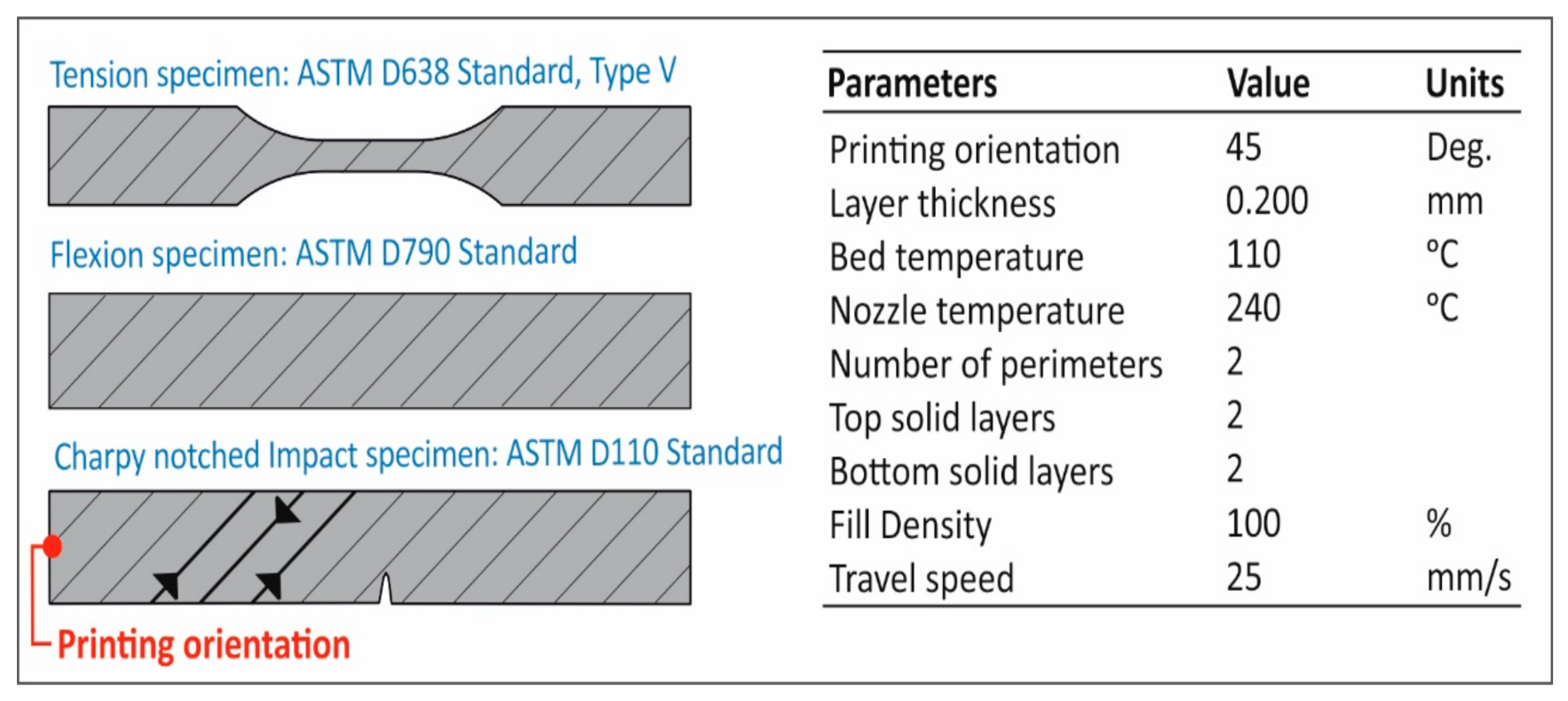
2.2.2. Tensile Specimens Fabrication and Testing
2.2.3. Flexion Specimens Fabrication and Testing
2.2.4. Impact Specimens Fabrication and Testing
2.2.5. Micro-Hardness Measurements
2.2.6. Thermal Analysis
2.2.7. Morphological Characterization
3. Results
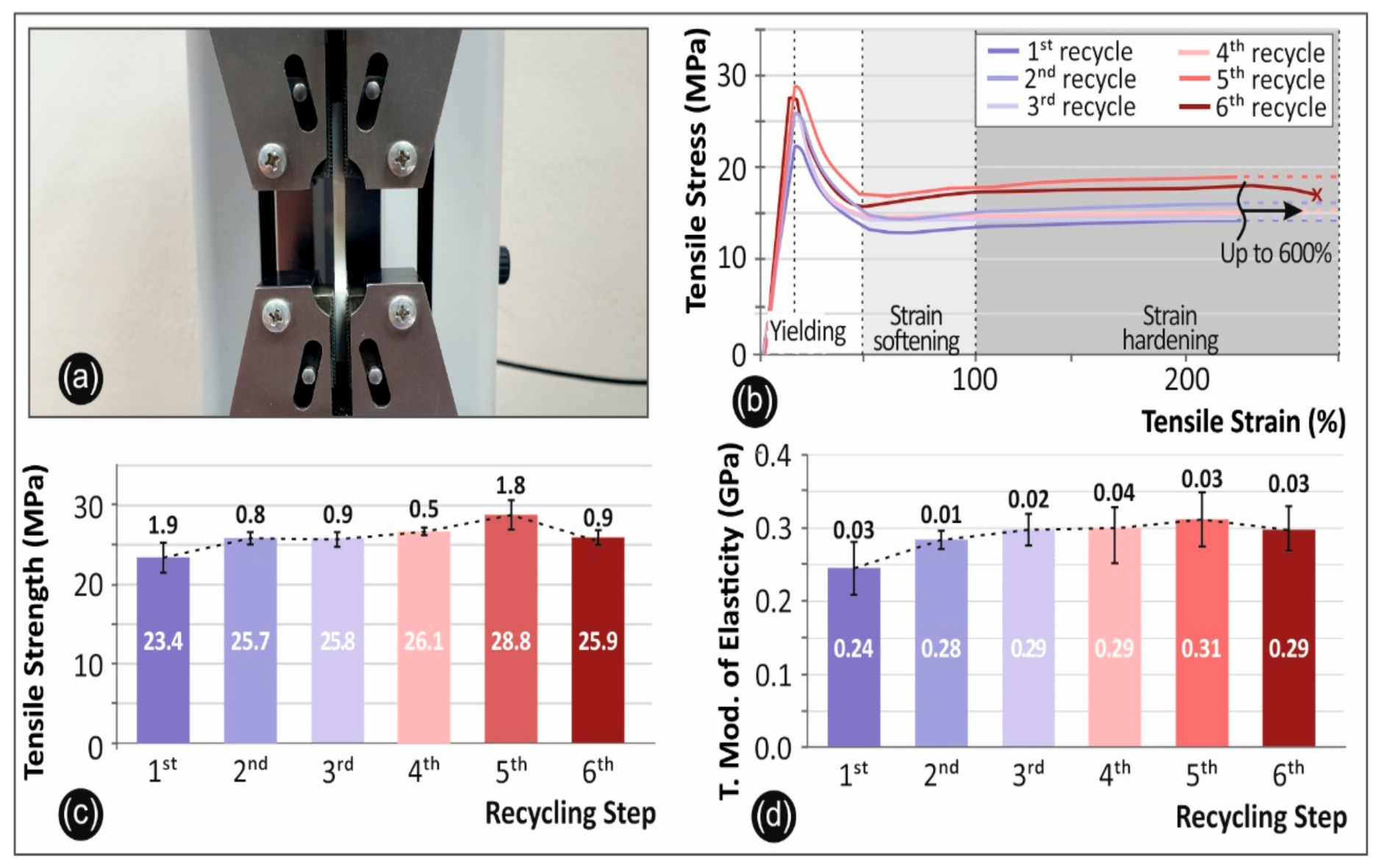
3.1. Tension Results
3.2. Flexion Results
3.3. Impact Results
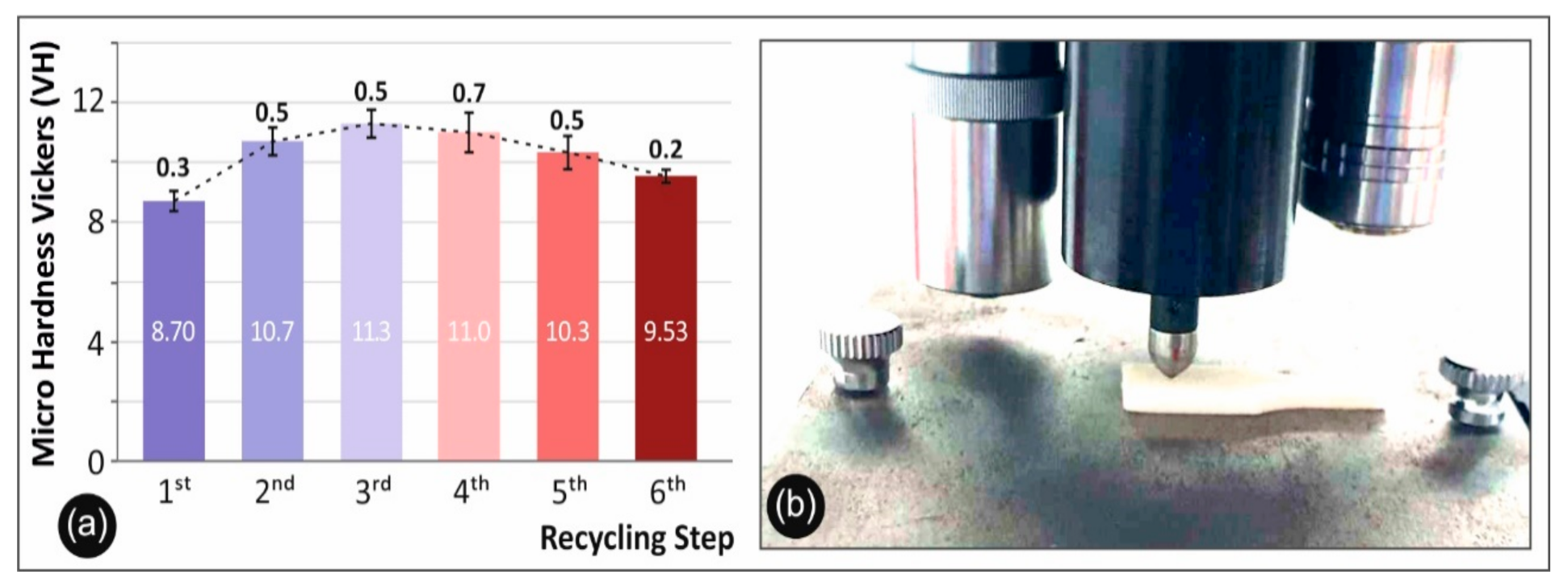
3.4. Micro-Hardness Results
3.5. Thermal Analysis Results
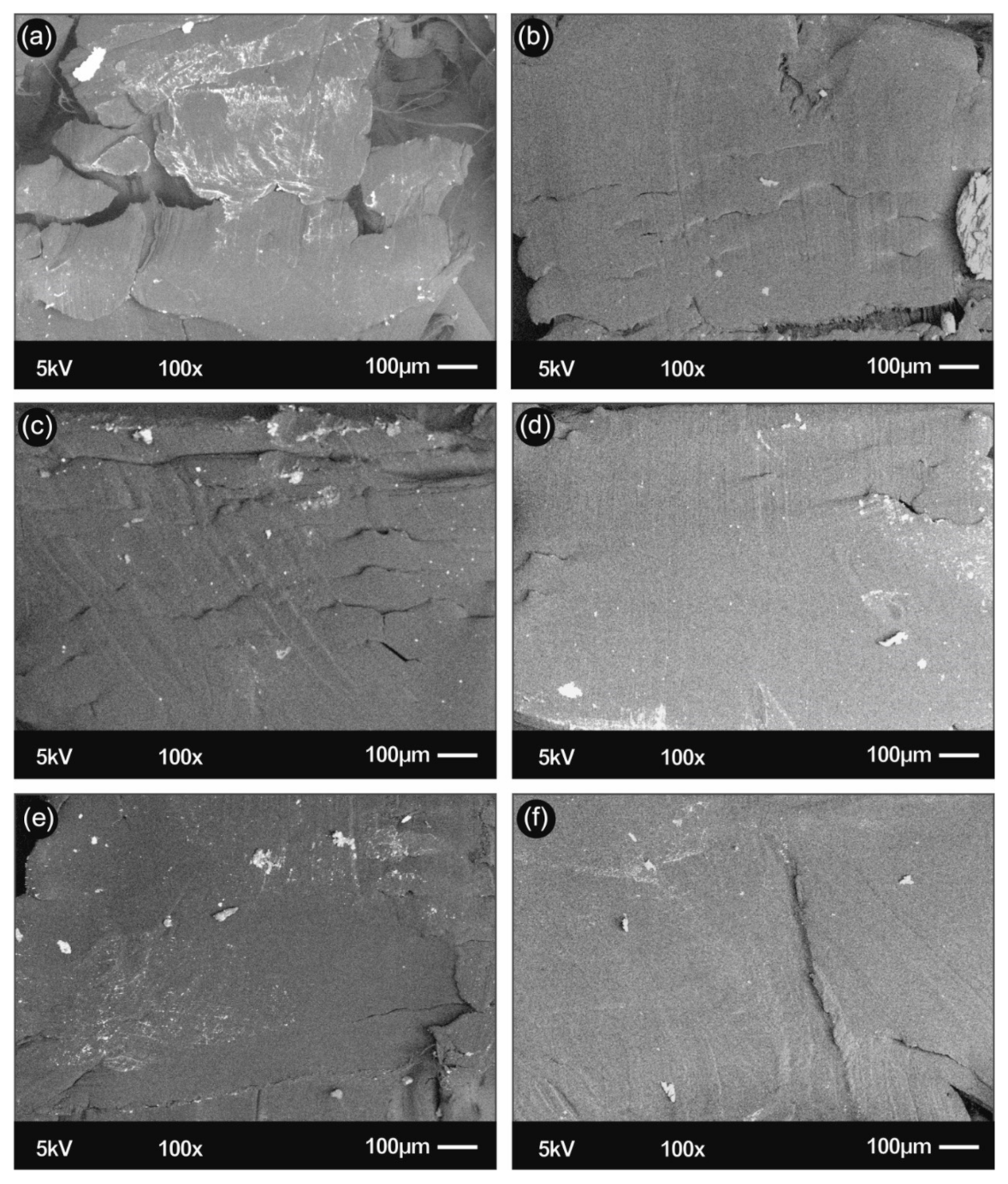
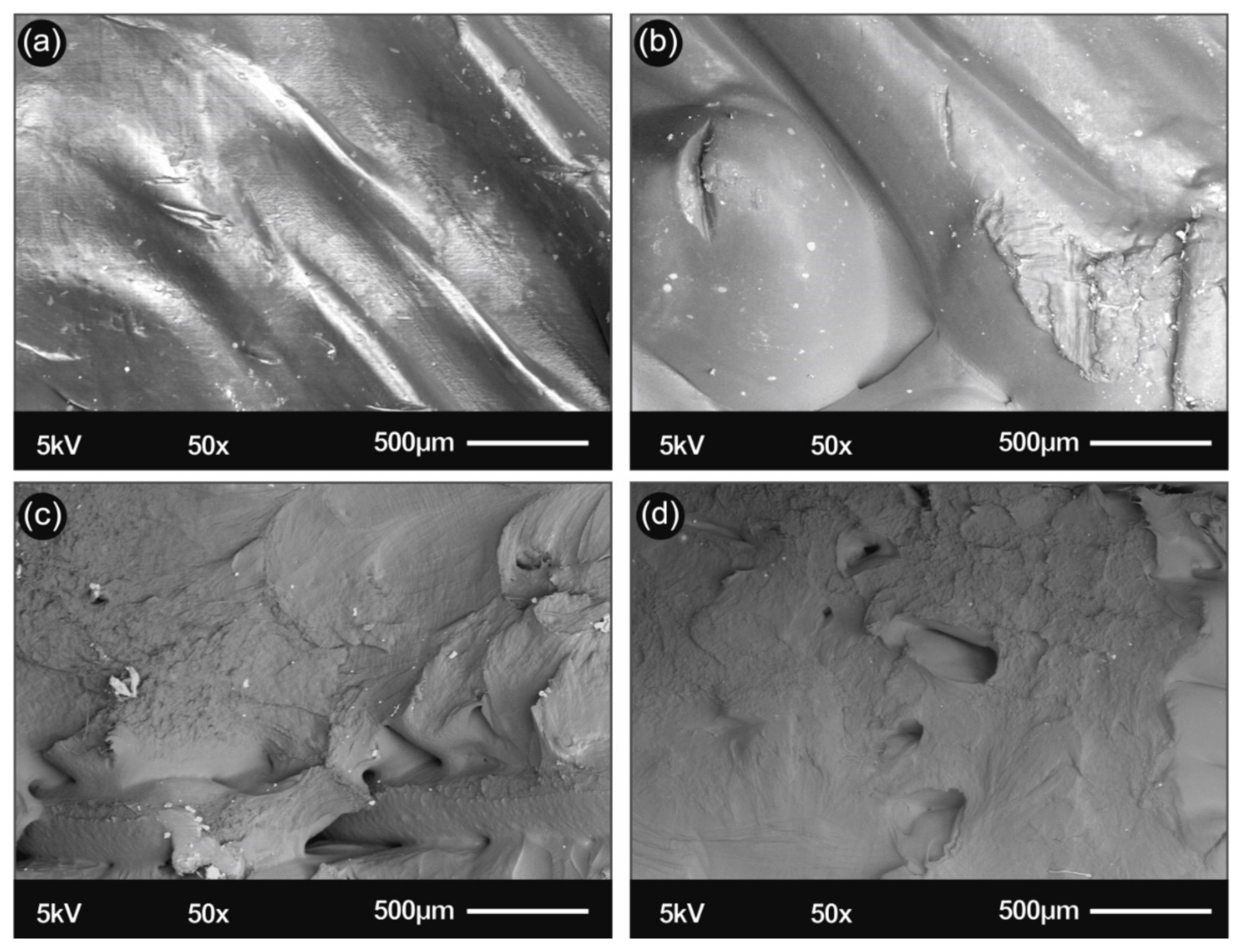
3.6. Morphological Characterization Results
4. Discussion
5. Conclusions
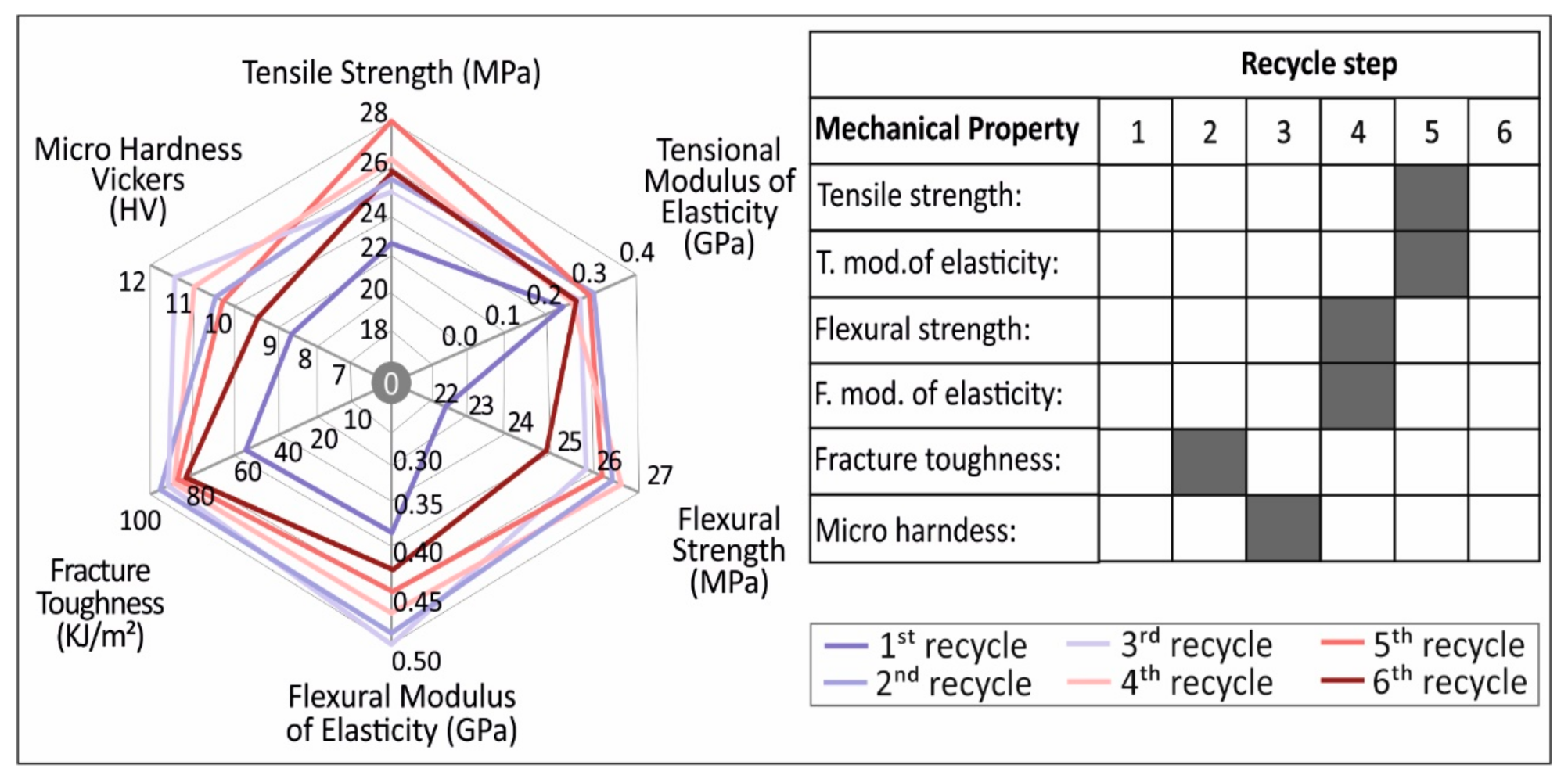
- The above findings prove that the overall mechanical behavior of the recycled HDPE polymer is generally improved over the recycling steps for a certain number of repetitions, making HDPE a suitable polymer to be used in circular use. An optimum overall mechanical behavior was found between the second and the fifth recycling step, indicating a significant positive impact of the HDPE polymer recycling and circular use besides the environmental and the economy sectors, as mentioned in the introductory part of this work.
- It became evident that the recycling steps altered the mechanical properties of HDPE polymer, resulting in an average 22% increase in all mechanical properties studied herein between the second and fifth recycle courses, while the polymer seemed to be slowly degrading after the fifth recycling step.
- The crystallinity of the HDPE polymer decreased with increased extrusions cycles, and cross linking and branching predominated over chain scission during multiple extrusions, thus the increase in mechanical properties.
- It was also proven that, with the experimental 3D printing parameters used in this work, HDPE filament and recycled filament could be successfully utilized in 3D printing applications introducing improved mechanical stability and toughness to 3D printed parts without heavy warping and other printing issues.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barnes, J. Out of Sight, Out of Mind: Plastic Waste Exports, Psychological Distance and Consumer Plastic Purchasing. Glob. Environ. Chang. 2019, 58, 101943. [Google Scholar] [CrossRef]
- Bijaisoradat, O.; Luttapreecha, M.; Manuspiya, H. Eco Composites with Synergistic Combinations of Natural Rubber Latex and Wood Flour Toughened Recycled HDPE. Mater. Today Commun. 2020, 25, 101483. [Google Scholar] [CrossRef]
- Luedtke, J.; Gaugler, M.; Grigsby, J.; Krause, A. Understanding the Development of Interfacial Bonding within PLA/Wood-Based Thermoplastic Sandwich Composites. Ind. Crops Prod. 2019, 127, 129–134. [Google Scholar] [CrossRef]
- Plastics—The Facts 2019. An analysis of European Plastics Production, Demand and Waste Data. 2020. Available online: https://www.plasticseurope.org/application/files/1115/7236/4388/FINAL_web_version_Plastics_the_facts2019_14102019.pdf (accessed on 23 April 2019).
- Enderle, H.F. Polyethylene: High-density. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Ed.; Pergamon: Oxford, UK, 2001; pp. 7172–7180. [Google Scholar]
- Coulier, L.; Orbons, H.G.M.; Rijk, R. Analytical Protocol to Study the Food Safety of (Multiple-)Recycled High-Density Polyethylene (HDPE) and Polypropylene (PP) Crates: Influence of Recycling on the Migration and Formation of Degradation Products. Polym. Degrad. Stab. 2007, 92, 2016–2025. [Google Scholar] [CrossRef]
- Simões, C.L.; Costa Pinto, L.M.; Bernardo, C.A. Environmental and Economic Assessment of a Road Safety Product Made with Virgin and Recycled HDPE: A Comparative Study. J. Environ. Manag. 2013, 114, 209–215. [Google Scholar] [CrossRef]
- Achilias, D.S.; Roupakias, C.; Megalokonomos, P.; Lappas, A.A.; Antonakou, V. Chemical Recycling of Plastic Wastes Made from Polyethylene (LDPE and HDPE) and Polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Vairis, A.; Kechagias, J. Sustainable Additive Manufacturing: Mechanical Response of Acrylonitrile-butadiene-styrene over Multiple Recycling Processes. Sustainability 2020, 12, 3568. [Google Scholar] [CrossRef]
- Alzerreca, M.; Paris, M.; Boyron, O.; Orditz, D.; Louarn, G.; Correc, O. Mechanical Properties and Molecular Structures of Virgin and Recycled HDPE Polymers used in Gravity Sewer Systems. Polym. Test. 2015, 46, 1–8. [Google Scholar] [CrossRef]
- Strangl, M.; Ortner, E.; Buettner, A. Evaluation of the Efficiency of Odor Removal from Recycled HDPE Using a Modified Recycling Process. Resour. Conserv. Recycl. 2019, 146, 89–97. [Google Scholar] [CrossRef]
- Ávila, A.F.; Duarte, M.V. A Mechanical Analysis on Recycled PET/HDPE Composites. Polym. Degrad. Stab. 2003, 80, 373–382. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Liebscher, M.; Tzounis, L. Mechanical Properties of 3D-Printed Acrylonitrile-butadiene-styrene TiO2 and ATO Nanocomposites. Polymers 2020, 12, 1589. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Kenanakis, G.; Romanitan, C.; Tutunaru, O.; Suchea, M.; Kechagias, J. The Mechanical and Physical Properties of 3D-Printed Materials Composed of ABS-ZnO Nanocomposites and ABS-ZnO Microcomposites. Micromachines 2020, 11, 615. [Google Scholar] [CrossRef] [PubMed]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional Stability and Mechanical Behaviour of Wood-Plastic Composites Based on Recycled and Virgin High-Density Polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Charoenvai, S. Durian Peels Fiber and Recycled HDPE Composites Obtained by Extrusion. Energy Procedia 2014, 56, 539–546. [Google Scholar] [CrossRef] [Green Version]
- Deepak, D.; Goyal, N.; Rana, P.; Gupta, V.K. Effect of Varying Reinforcement Content on the Mechanical Properties of Hemp-Recycled HDPE Composites. Mater. Today Proc. 2019, 18, 5286–5291. [Google Scholar] [CrossRef]
- Baligidad, S.M.; Chandrasekhar, U.; Elangovan, K.; Shankar, S.; Anjankumar, N.; Supriya, J. A Study on Influence of Process Parameters on the SIS Processability and Mechanical Properties of a HDPE. Mater. Today Proc. 2018, 5, 25494–25500. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D Printing of High Density Polyethylene by Fused Filament Fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Fischer, J. Handbook of Molded Part Shrinkage and Warpage; William Andrew: Oxford, UK, 2012. [Google Scholar]
- Stürzel, M.; Mihan, S.; Mülhaupt, R. From Multisite Polymerization Catalysis to Sustainable Materials and All-Polyolefin Composites. Chem. Rev. 2015, 116, 1398–1433. [Google Scholar] [CrossRef]
- Oblak, P.; Gonzalez-Gutierrez, J.; Zupančič, B.; Aulova, A.; Emri, I. Processability and Mechanical Properties of Extensively Recycled High Density Polyethylene. Polym. Degrad. Stab. 2015, 114, 133–145. [Google Scholar] [CrossRef]
- Javierre, C.; Clavería, I.; Ponz, L.; Aísa, J.; Fernández, A. Influence of the Recycled Material Percentage on the Rheological Behaviour of HDPE for Injection Moulding Process. Waste Manag. 2007, 27, 656–663. [Google Scholar] [CrossRef]
- Kealy, T. Rheological Analysis of the Degradation of HDPE during Consecutive Processing Steps and for Different Processing Conditions. J. Appl. Polym. Sci. 2009, 112, 639–648. [Google Scholar] [CrossRef]
- Kartalis, C.N.; Papaspyrides, C.D.; Pfaendner, R.; Hoffmann, K.; Herbst, H. Mechanical Recycling of Post-used HDPE Crates Using the Restabilization Technique. II: Influence of Artificial Weathering. J. Appl. Polym. Sci. 2000, 77, 1118–1127. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tc (°C) Crystallization Temperature | Tm (°C) Melting Temperature | ΔHm (J/g) Melting Enthalpy | Xc (%) Crystallinity Degree |
|---|---|---|---|---|
| HDPE first cycle | 116.00 | 142.60 | 98.87 | 33.67 |
| HDPE third cycle | 110.10 | 145.50 | 91.44 | 31.14 |
| HDPE sixth cycle | 100.50 | 146.30 | 77.38 | 26.40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; Maniadi, A. Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes. Recycling 2021, 6, 4. https://doi.org/10.3390/recycling6010004
Vidakis N, Petousis M, Maniadi A. Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes. Recycling. 2021; 6(1):4. https://doi.org/10.3390/recycling6010004
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, and Athena Maniadi. 2021. "Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes" Recycling 6, no. 1: 4. https://doi.org/10.3390/recycling6010004
APA StyleVidakis, N., Petousis, M., & Maniadi, A. (2021). Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes. Recycling, 6(1), 4. https://doi.org/10.3390/recycling6010004