
The Recycling of Waste Laminated Glass through Decomposition Technologies


Abstract
:1. Introduction
1.1. Use and Properties of Recycled Materials
1.2. Separation Technologies
1.3. Conclusion of Analysis
1.4. Scientific Hypothesis
2. Materials and Methods
2.1. Materials
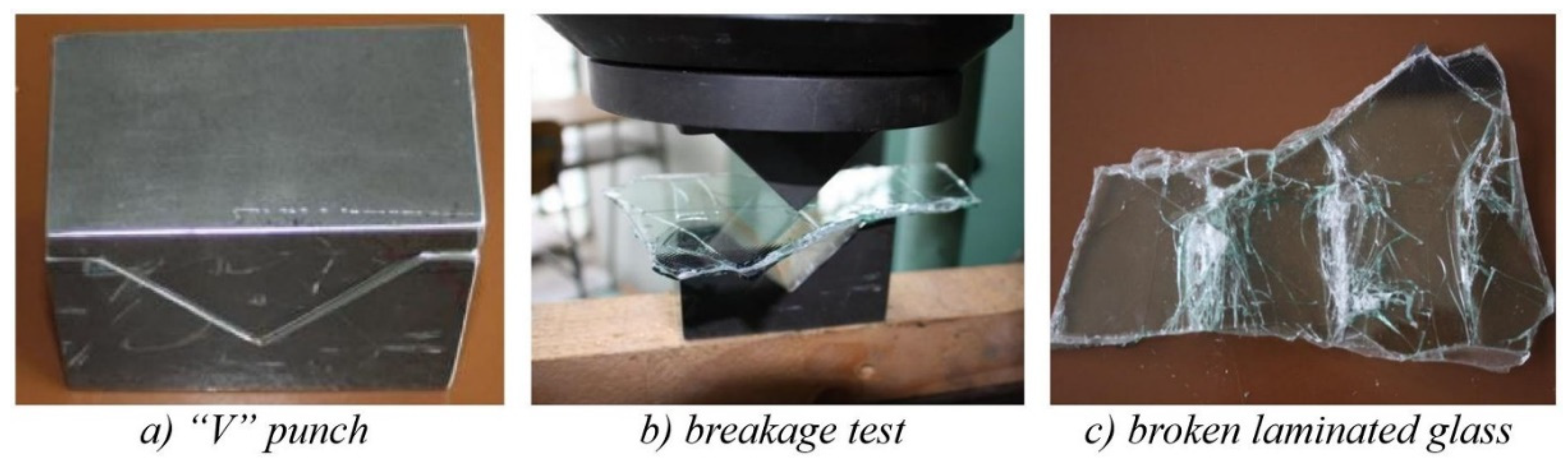
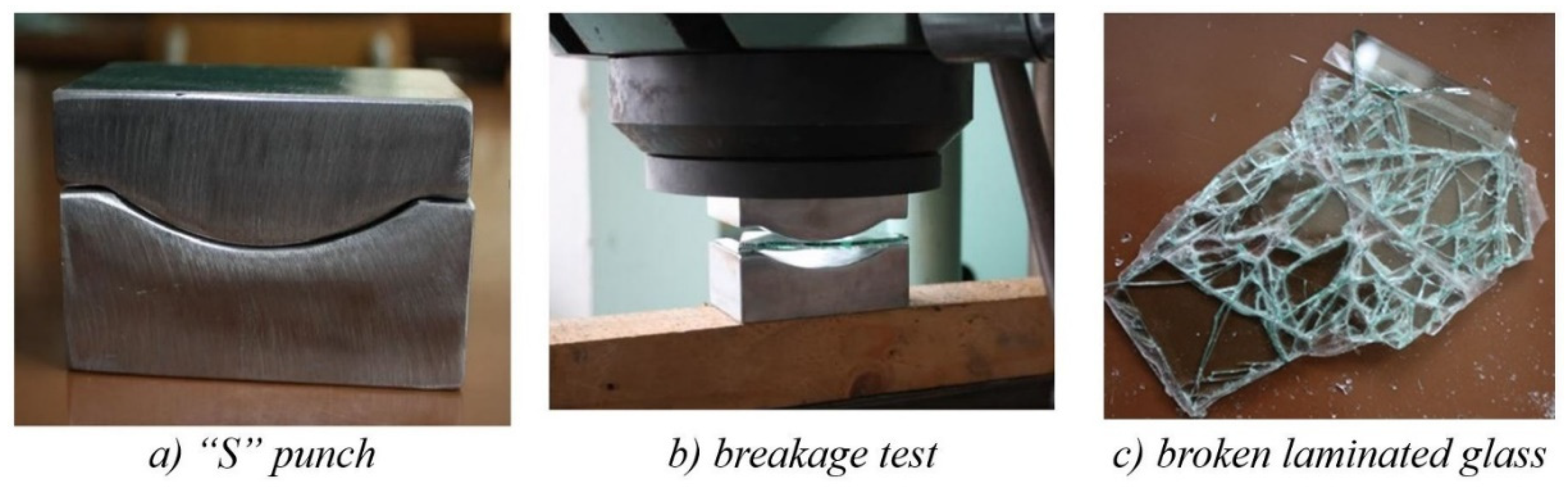
2.2. Laminated Glass Breakage Tests
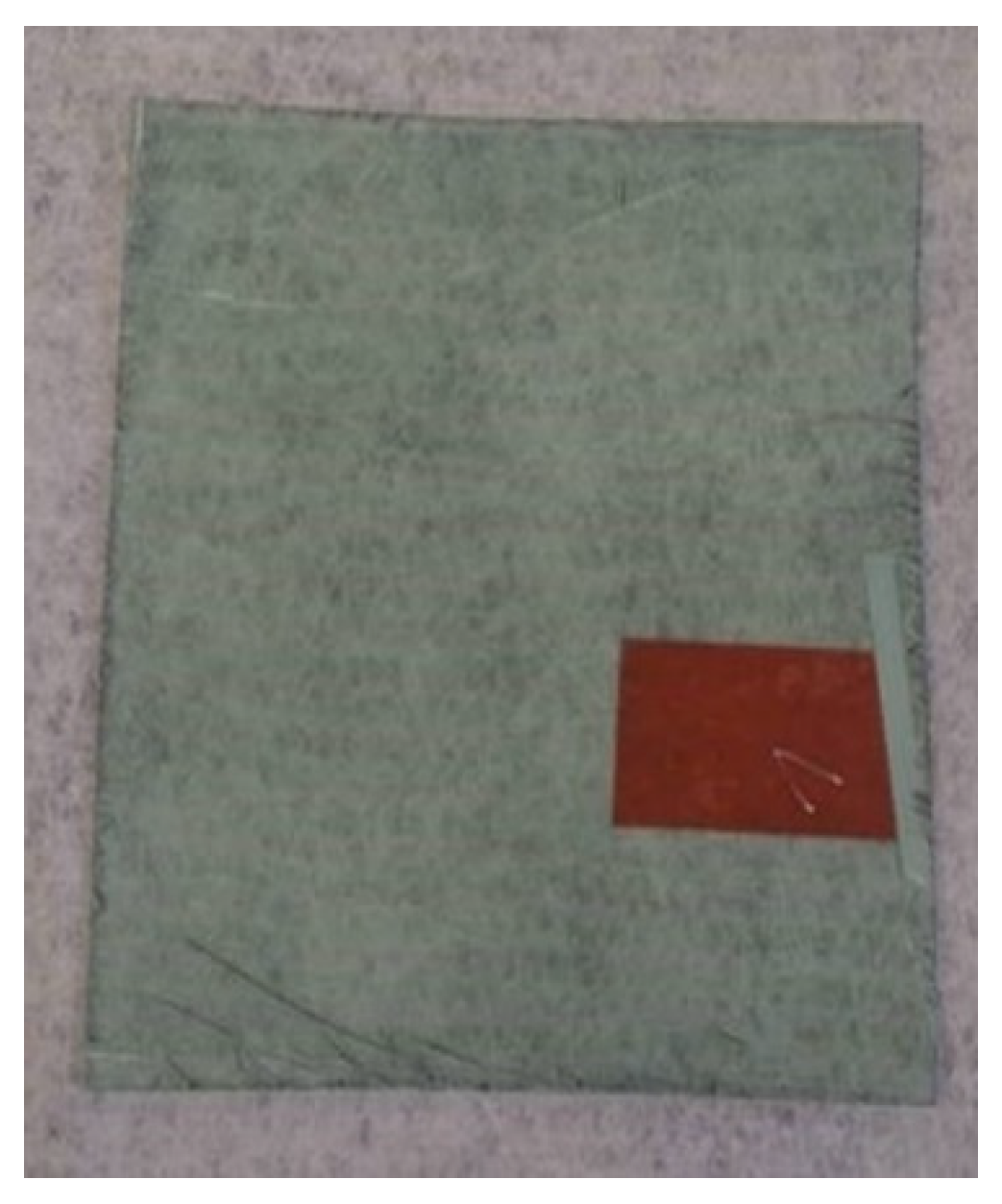
2.3. Vibration Tests
3. Results and Discussion
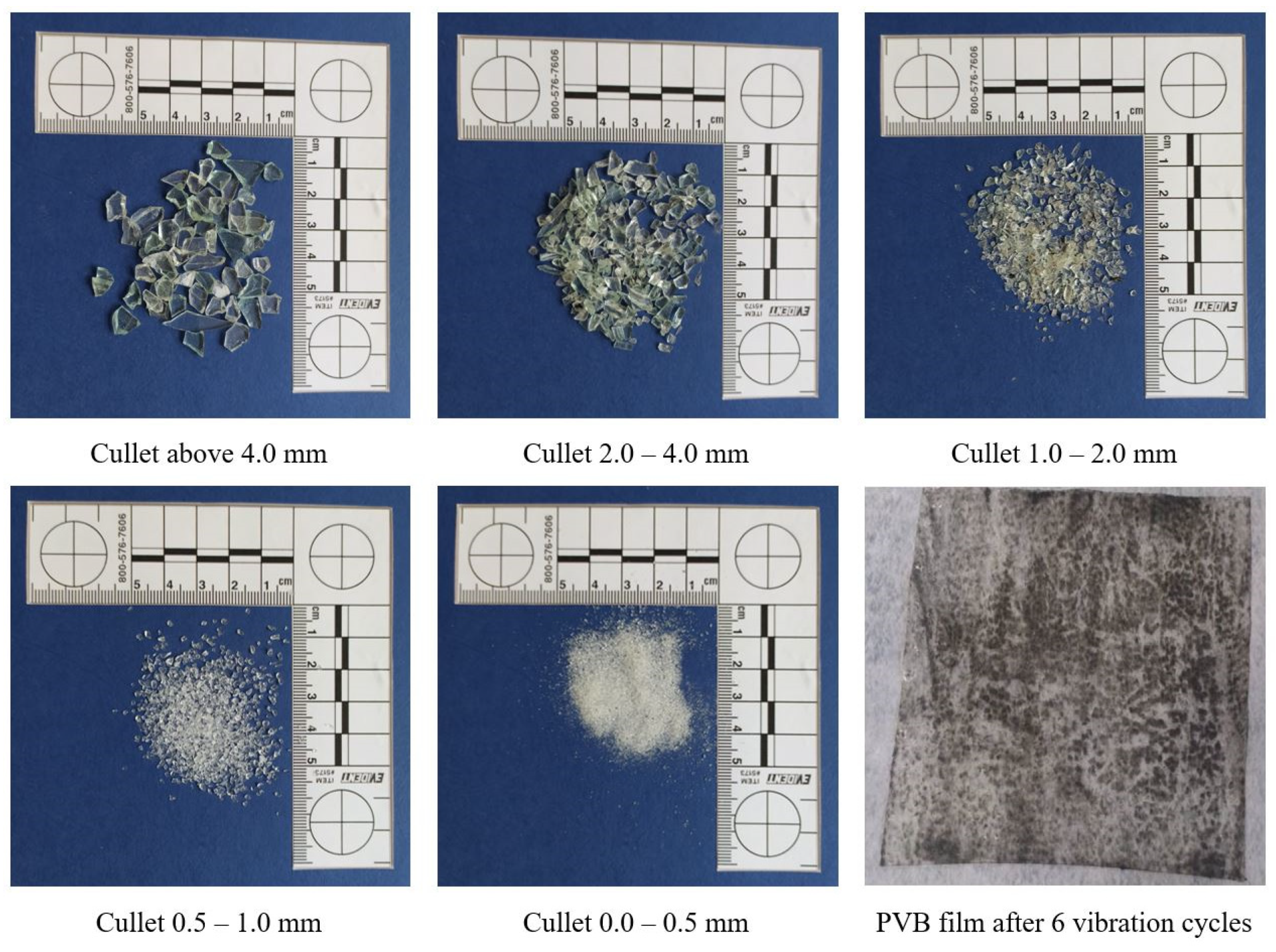
3.1. Vibration Test
- ρ is the density of the PVB film; ρ = 1.07–1.2 g.cm−3; for the calculation, this was the lowest mean value;
- h is the thickness of the interlayer film in the automobile glass; h = 0.76 mm;
- a, b is the average dimension of the sample with PVB film; a = 395 mm, b = 295 mm.
3.2. Washing of Interlayer Film
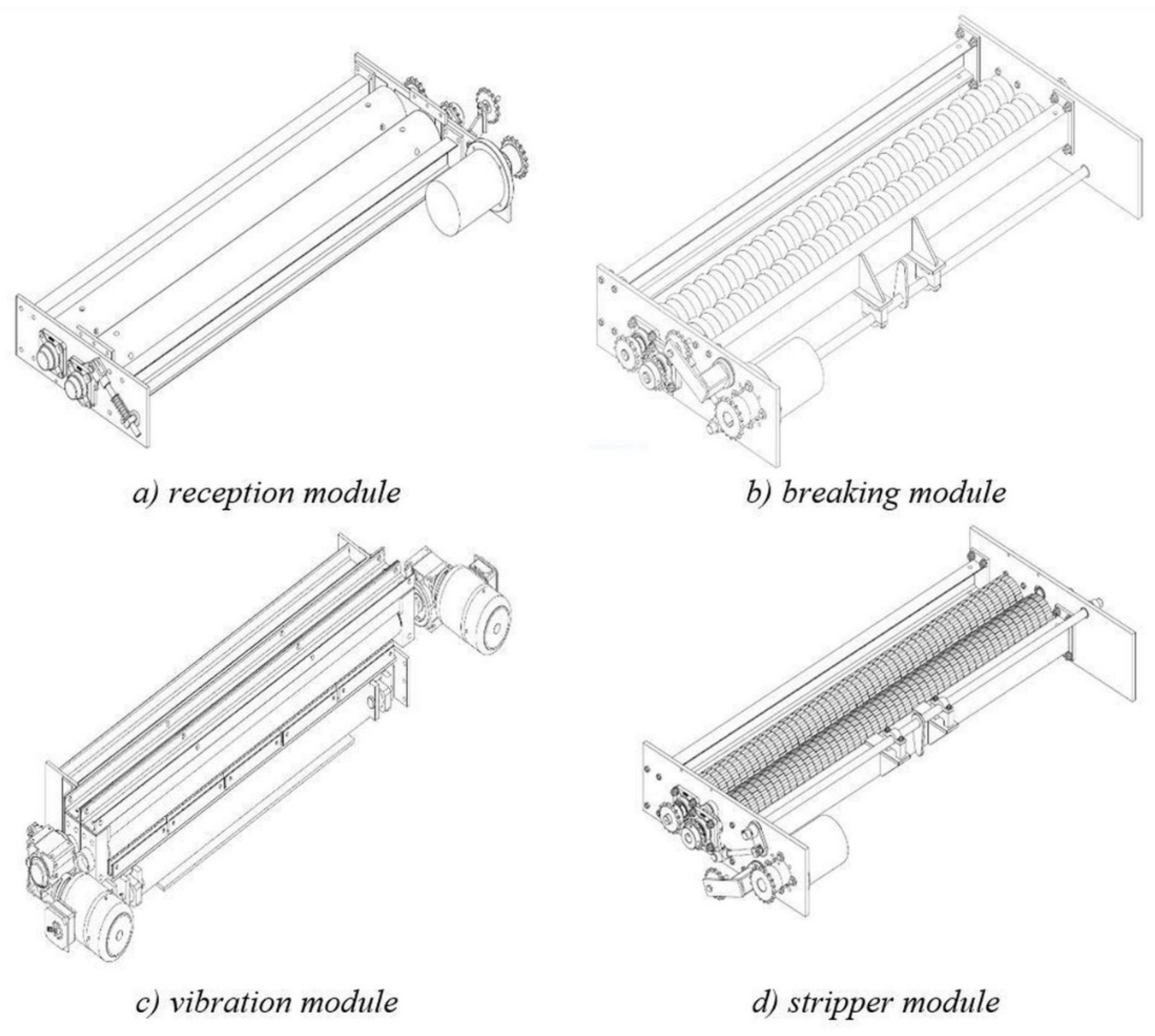
4. Design of Technology Line Structure
5. Conclusions
6. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dhaliwal, A.K.; Hay, J.N. The characterization of polyvinyl butyral by thermal analysis. Thermochim. Acta 2002, 391, 245–255. [Google Scholar] [CrossRef]
- OICA. The International Organization of Motor Vehicle Manufacturers. 2014. Available online: http://www.oica.net/category/production-statistics/2014-statistics/ (accessed on 10 November 2018).
- Gorokhovski, A.V.; Escalante-Garcia, J.I.; Gashnikova, G.Y.; Nikulina, L.P.; Artemenko, S.E. Composite materials based on wastes of flat glass processing. Waste Manag. 2005, 25, 733–736. [Google Scholar] [CrossRef] [PubMed]
- Swain, B.; Park, J.R.; Shin, D.Y.; Park, K.-S.; Hong, M.H.; Lee, C.G. Recycling of waste automotive laminated glass and valorization of polyvinyl butyral through mechanochemical separation. Environ. Res. 2015, 142, 615–623. [Google Scholar] [CrossRef] [PubMed]
- Novotný, M. Recovery of Automotive Laminated Glass–I. Phase. Research Report; Slovak University of Technology in Bratislava: Bratislava, Slovak, 2015. [Google Scholar]
- United States Environmental Protection Agency (EPA). Wastes-Laws and Regulations; EPA: Washington, DC, USA, 1976.
- Ministry of Environment of Korea (MoE). Act on Registration and Evaluation of Chemical Substances “K-REACH”; Government Official Gazette no. 18021; 2013; pp. 48–68.
- Gerrard, J.; Kandlikar, M. Is European end-of-life vehicle legislation living up to expectations? Assessing the impact of the ELV Directive on ‘green’ innovation and vehicle recovery. J. Clean. Prod. 2007, 15, 17–27. [Google Scholar] [CrossRef]
- Farel, R.; Yannou, B.; Ghaffari, A.; Leroy, Y. A cost and benefit analysis of future end-of-life vehicle glazing recycling in France: A systematic approach. Resour. Conserv. Recycl. 2013, 74, 54–65. [Google Scholar] [CrossRef] [Green Version]
- Slovak Glass Association (SGA). Search and Possibilities of Application of New Technologies in the Process of Waste Glass Treatment Which Cannot be Processed by Common Technologies-strategy of Research and Development of Technologies, Logistics and Processing of Individual Waste Streams-Research Report; Slovak Glass Association (SGA): Bratislava, Slovakia, 2015. [Google Scholar]
- Method and Plant for the Treatment of Laminated Glass. U.S. Patent EP0249094, 16 December 1987.
- Valera, T.S.; Demarquette, N.R. Polymer toughening using residue of recycled windshields: PVB film as impact modifier. Eur. Polym. J. 2008, 44, 755–768. [Google Scholar] [CrossRef]
- Tupý, M.; Měřínská, D.; Svoboda, P.; Zvoníček, J. Influence of water and magnesium ion on the optical properties in various plasticized PVB sheets. J. Appl. Polym. Sci. 2010, 118, 2100–2108. [Google Scholar] [CrossRef]
- Farel, R.; Yannou, B.; Bertoluci, G. Finding best practices for automotive glazing recycling: A network optimization model. J. Clean. Prod. 2013, 52, 446–461. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Y.W.; Cheng, J.H.; Wu, C.L.; Lin, C.H. Operational characteristics and performance evaluation of the ELV recycling industry in Taiwan. Resour. Conserv. Recycl. 2012, 65, 29–35. [Google Scholar] [CrossRef]
- Cumbul Altay, M.; Sivri, N.; Onat, B.; Şahin, Ü.; Zorağa, M.; Fatih Altay, H. Recycle of metals for end-of-life vehicles (ELVs) and relation to Kyoto protocol. Renew. Sustain. Energy Rev. 2011, 15, 2447–2451. [Google Scholar] [CrossRef]
- Suzuki, H.; Sato, K.; Ito, Y.; Kasai, M.; Morimoto, Y.; Nagao, T.; Ogawa, K. Research on dismantling technologies for improving ELV recycling. JSAE Rev. 2001, 22, 201–203. [Google Scholar] [CrossRef]
- Vermeulen, I.; Van Caneghem, J.; Block, C.; Baeyens, J.; Vandecasteele, C. Automotive shredder residue (ASR): Reviewing its pro-duction from end-of-life vehicles (ELVs) and its recycling, energy or chemicals' valorisation. J. Hazard. Mater. 2011, 190, 8–27. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; Chen, M. A comparison of ELV recycling system in China and Japan and China’s strategies. Resour. Conserv. Recycl. 2011, 57, 15–21. [Google Scholar] [CrossRef]
- Cozzarini, L.; Marsich, L.; Ferluga, A.; Schmid, C. Life Cycle Analysis of a novel thermal insulator obtained from recycled glass waste. Dev. Built Environ. 2020, 3, 100014. [Google Scholar] [CrossRef]
- Kyawoo D’Amore, G.; Caniato, M.; Travan, A.; Turco, G.; Marsich, L.; Ferluga, A.; Schmid, C. Innovative thermal and acoustic insulation foam from recycled waste glass powder. J. Clean. Prod. 2017, 165, 1306–1315. [Google Scholar] [CrossRef]
- Kyawoo D’amore, G.; Caniato, M.; Schmid, C.; Marsich, L.; Ferluga, A.; Cozzarini, L.; Marinò, A. An Innovative Thermal and Acoustic Insulation Foam for Naval Fire Doors Characterization and Study with FEM Analysis, Ebook-Technology and Science for the Ships of the Future; IOS Press: Amsterdam, The Netherlands, 2018; pp. 332–339. [Google Scholar] [CrossRef]
- Kourti, I.; Cheeseman, C.R. Properties and microstructure of lightweight aggregate produced from lignite coal fly ash and recycled glass. Resour. Conserv. Recycl. 2010, 54, 769–775. [Google Scholar] [CrossRef] [Green Version]
- Ducman, V.; Mladenovic, A.; Suput, J.S. Lightweight aggregate based on waste glass and its alkali-silica reactivity. Cem. Concr. Res. 2002, 32, 223–226. [Google Scholar] [CrossRef]
- Calmon, J.L.; Sauera, A.S.; Vieira, G.L.; Teixeira, J.E.S.L. Effects of windshield waste glass on the properties of structural repair mortars. Cem. Concr. Compos. 2014, 53, 88–96. [Google Scholar] [CrossRef]
- Guo, P.; Meng, W.; Nassif, H.; Gou, H.; Bao, Y. New perspectives on recycling waste glass in manufacturing concrete for sustainable civil infrastructure. Constr. Build. Mater. 2020, 257, 119579. [Google Scholar] [CrossRef]
- Arabi, N.; Meftah, H.; Amara, H.; Kebaïli, O.; Berredjem, L. Valorization of recycled materials in development of self-compacting concrete: Mixing recycled concrete aggregates–Windshield waste glass aggregates. Constr. Build. Mater. 2019, 209, 364–376. [Google Scholar] [CrossRef]
- Lam, C.S.; Poon, C.S.; Chan, D. Enhancing the performance of pre-cast concrete blocks by incorporating waste glass–ASR consideration. Cem. Concr. Compos. 2007, 29, 616–625. [Google Scholar] [CrossRef]
- Sharifi, Y.; Houshiar, M.; Aghebati, B. Recycled glass replacement as fine aggregate in self-compacting concrete. Front. Struct. Civ. Eng. 2013, 7, 419–428. [Google Scholar] [CrossRef]
- Penacho, P.; de Brito, J.; Veiga, M.R. Physico-mechanical and performance characterization of mortars incorporating fine glass waste aggregate. Cem. Concr. Compos. 2014, 50, 47–59. [Google Scholar] [CrossRef]
- Tamanna, N.; Tuladhar, R.; Sivakugan, N. Performance of recycled waste glass sand as partial replacement of sand in concrete. Constr. Build. Mater. 2020, 239, 117804. [Google Scholar] [CrossRef]
- Chen, B.; Zhu, H.; Li, B.; Sham, M.; Li, Z. Study on the fire resistance performance of cementitious composites containing recycled glass cullets (RGCs). Constr. Build. Mater. 2020, 242, 117992. [Google Scholar] [CrossRef]
- Bostanci, S.C. Use of waste marble dust and recycled glass for sustainable concrete production. J. Clean. Prod. 2020, 251, 119785. [Google Scholar] [CrossRef]
- Khan, Q.S.; Sheikh, M.N.; McCarthy, T.J.; Robati, M.; Allen, M. Experimental investigation on foam concrete without and with recycled glass powder: A sustainable solution for future construction. Constr. Build. Mater. 2019, 201, 369–379. [Google Scholar] [CrossRef]
- Lu, J.-X.; Shen, P.; Zheng, H.; Zhan, B.; Ali, H.A.; He, P.; Poon, C.S. Synergetic recycling of waste glass and recycled aggregates in cement mortars: Physical, durability and microstructure performance. Cem. Concr. Compos. 2020, 113, 103632, in press. [Google Scholar] [CrossRef]
- Zeng, J.; Zhang, X.; Chen, G.; Wang, X.; Jiang, T. FRP-confined recycled glass aggregate concrete: Concept and axial compressive behavior. J. Build. Eng. 2020, 30, 101288. [Google Scholar] [CrossRef]
- Method and Apparatus for the Treatment and Recycling of Laminated Glass. Patent EP0567876, 3 November 1993.
- Priore, R. A patent intelligence analysis aimed at identifying eco-friendly methodologies for recycling PVB to be used as windscreens interlayer. World Pat. Inf. 2019, 59, 101932. [Google Scholar] [CrossRef]
- Method and Apparatus for Separating Glass and Plastic Foils in Laminated Glass. U.S. Patent 8,220,728, 17 July 2012.
- Available online: http://www.xinology.com/Glass-Processing-Equipments-Supplies-Consumables/glass-recycling/laminated-glass-recycling-system/introduction.html. (accessed on 15 October 2020).
- Available online: https://www.shark-solutions.com/glass-separation-tech (accessed on 15 October 2020).
- Šooš, Ľ.; Pokusová, M.; Matúš, M.; Rafaj, M.; Biath, P.; Ondruška, J.; Bábics, J. Mechanical and Chemical-Thermal Treatment in the Process of Waste Multilayer Glass Processing that Cannot be Processed by Common Technologies; Slovak University of Technology in Bratislava: Bratislava, Slovakia, 2016. [Google Scholar]
- Šooš, Ľ.; Pokusová, M.; Blecha, P.; Matúš, M.; Ondruška, J.; Čačko, V.; Bábics, J. Method of Effective Recovery of Waste Laminated Glass and Modular Construction of the Device. Slovak Patent SK8786, 8 October 2019. [Google Scholar]
- Method of Effective Recovery of Waste Laminated Glass and Modular Construction of the Device. Slovak Patent SK8786, 2 June 2020. Available online: https://patents.google.com/patent/SK8786Y1/en?oq=SK8786 (accessed on 14 April 2021).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Weight (g) | Original | After 1st Cycle | After 2nd Cycle | After 3rd Cycle | After 4th Cycle | After 5th Cycle | After 6th Cycle |
|---|---|---|---|---|---|---|---|
| Sample 1 | 1300 | 862 | 558 | 396 | 307 | 192 | 99 |
| Sample 2 | 1271 | 934 | 594 | 470 | 352 | 213 | 98 |
| Sample 3 | 1294 | 844 | 540 | 433 | 345 | 225 | 105 |
| Sample 4 | 1296 | 886 | 572 | 416 | 312 | 198 | 97 |
| Sample 5 | 1283 | 910 | 580 | 450 | 349 | 217 | 106 |
| Sample 6 | 1284 | 846 | 540 | 433 | 345 | 215 | 101 |
| Average Value | 1288 | 880 | 564 | 433 | 335 | 210 | 101 |
| Average Weight Loss | - | 408 | 326 | 131 | 98 | 125 | 109 |
| Cullet Sample I | Cullet Sample II | Cullet Sample III | Cullet Sample IV | Cullet Sample V | |
|---|---|---|---|---|---|
| (above 4 mm) | (2–4 mm) | (1–2 mm) | (0.5–1 mm) | (under 0.5 mm) | |
| Glass sample 1 (g) | 42 | 423 | 342 | 164 | 212 |
| Glass sample 2 (g) | 45.5 | 404 | 340 | 160 | 203 |
| Glass sample 3 (g) | 37 | 442 | 329 | 159 | 205 |
| Glass sample 4 (g) | 42 | 422 | 340 | 158 | 210 |
| Glass sample 5 (g) | 41.5 | 415 | 331 | 160 | 203 |
| Glass sample 6 (g) | 38 | 432 | 328 | 165 | 209 |
| Average weight (g) | 41 | 423 | 335 | 165 | 209 |
| Average weight ratio (%) | 3.5 | 36.2 | 28.8 | 13.8 | 17.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šooš, Ľ.; Matúš, M.; Pokusová, M.; Čačko, V.; Bábics, J. The Recycling of Waste Laminated Glass through Decomposition Technologies. Recycling 2021, 6, 26. https://doi.org/10.3390/recycling6020026
Šooš Ľ, Matúš M, Pokusová M, Čačko V, Bábics J. The Recycling of Waste Laminated Glass through Decomposition Technologies. Recycling. 2021; 6(2):26. https://doi.org/10.3390/recycling6020026
Chicago/Turabian StyleŠooš, Ľubomír, Miloš Matúš, Marcela Pokusová, Viliam Čačko, and Jozef Bábics. 2021. "The Recycling of Waste Laminated Glass through Decomposition Technologies" Recycling 6, no. 2: 26. https://doi.org/10.3390/recycling6020026
APA StyleŠooš, Ľ., Matúš, M., Pokusová, M., Čačko, V., & Bábics, J. (2021). The Recycling of Waste Laminated Glass through Decomposition Technologies. Recycling, 6(2), 26. https://doi.org/10.3390/recycling6020026