
Physical and Mechanical Properties of Sustainable Hydraulic Mortar Based on Marble Slurry with Waste Glass



Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of Raw Materials and Products
- D < 125 (µm).
- 125 < D < 210 (µm).
- 350 < D < 500 (µm).
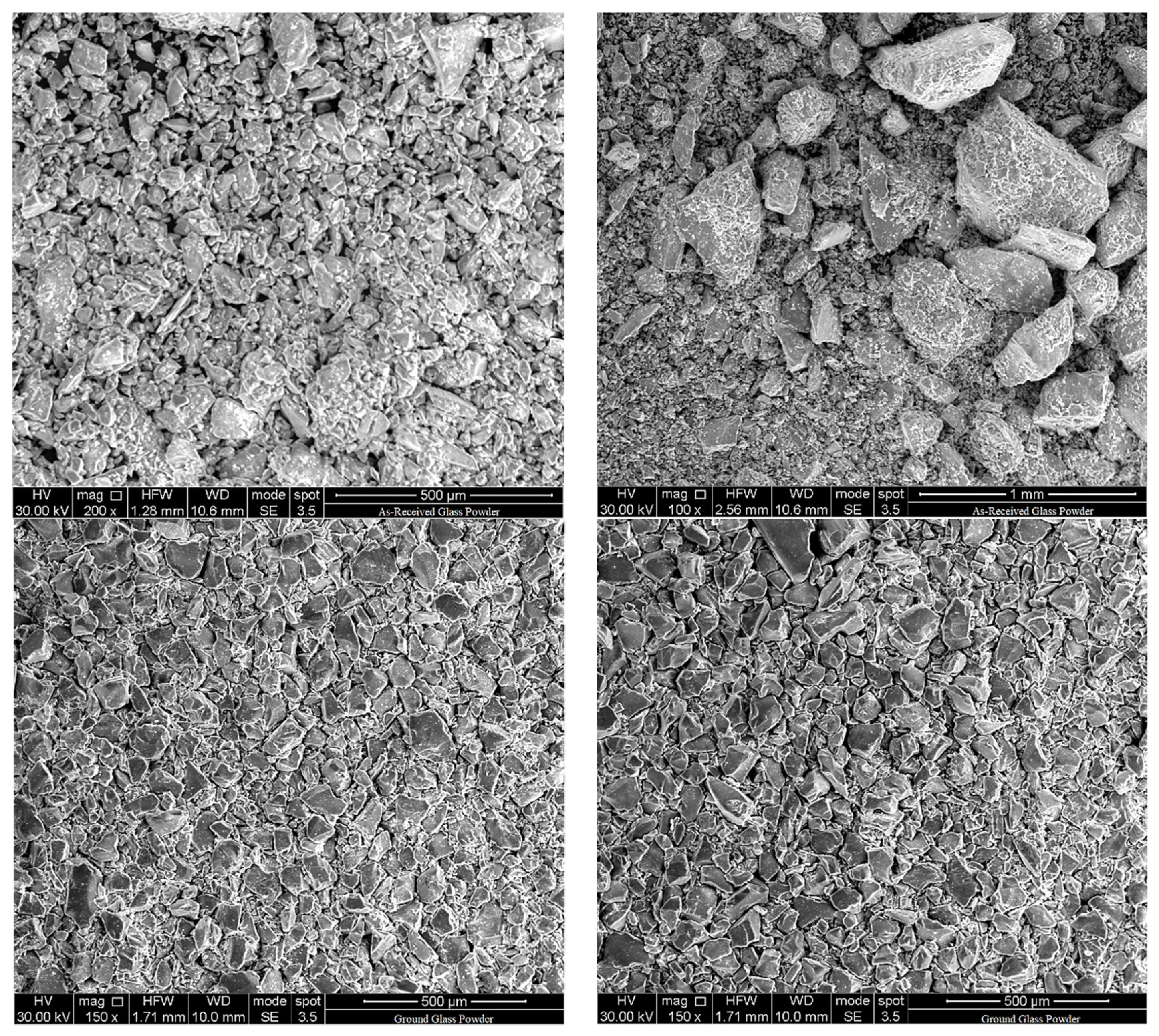
2.1.1. Waste Glass Powder
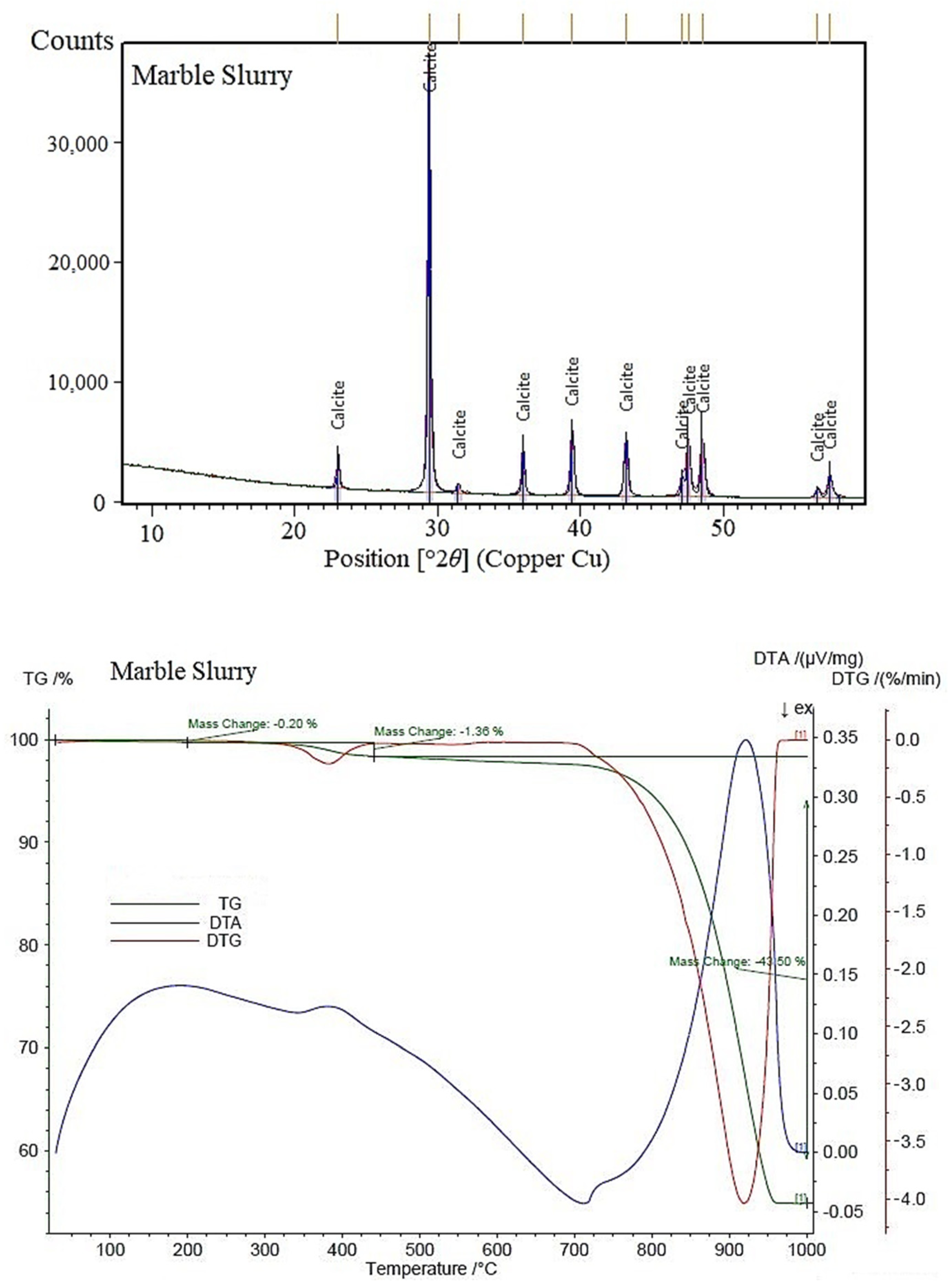
2.1.2. Marble Slurry
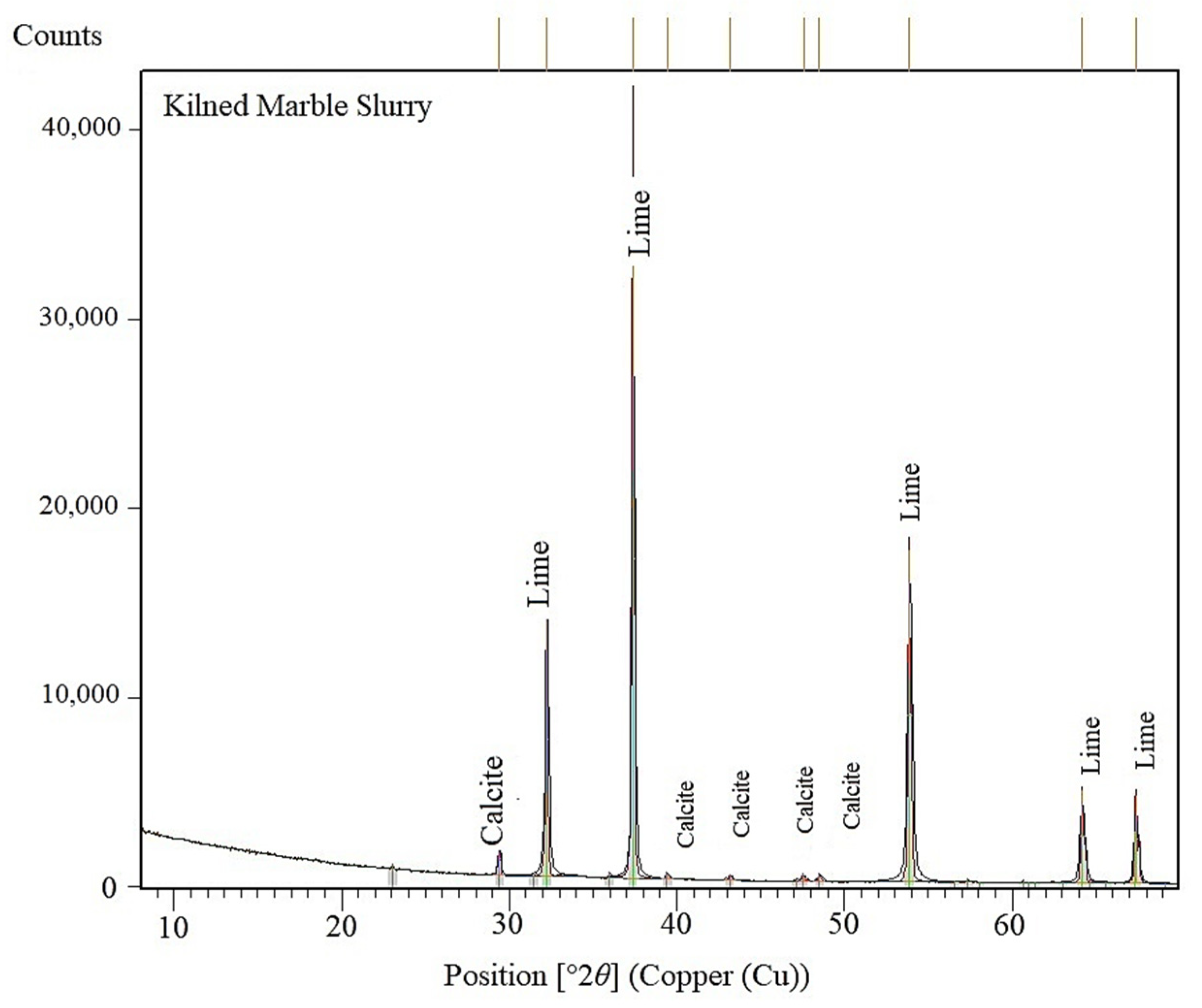
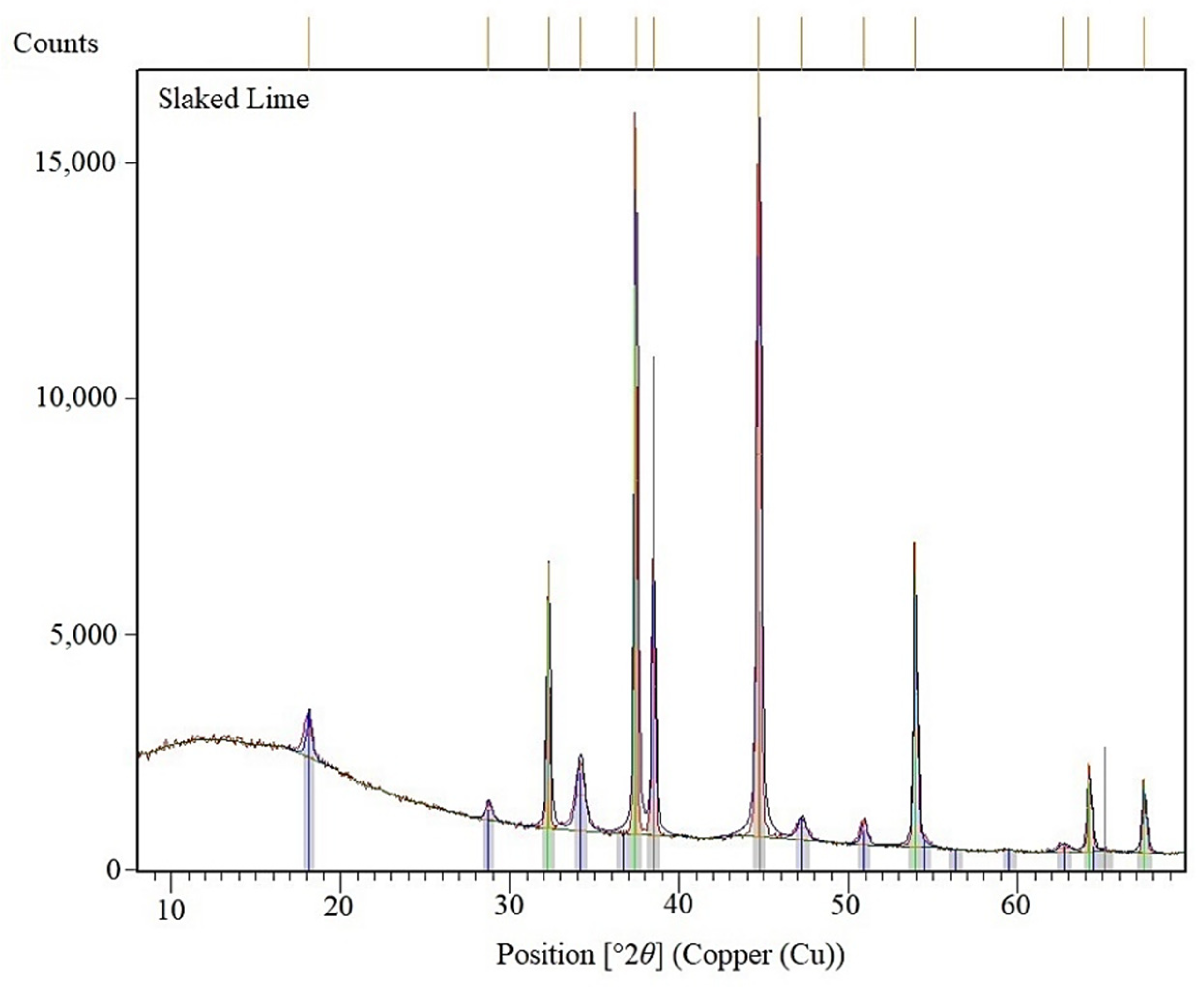
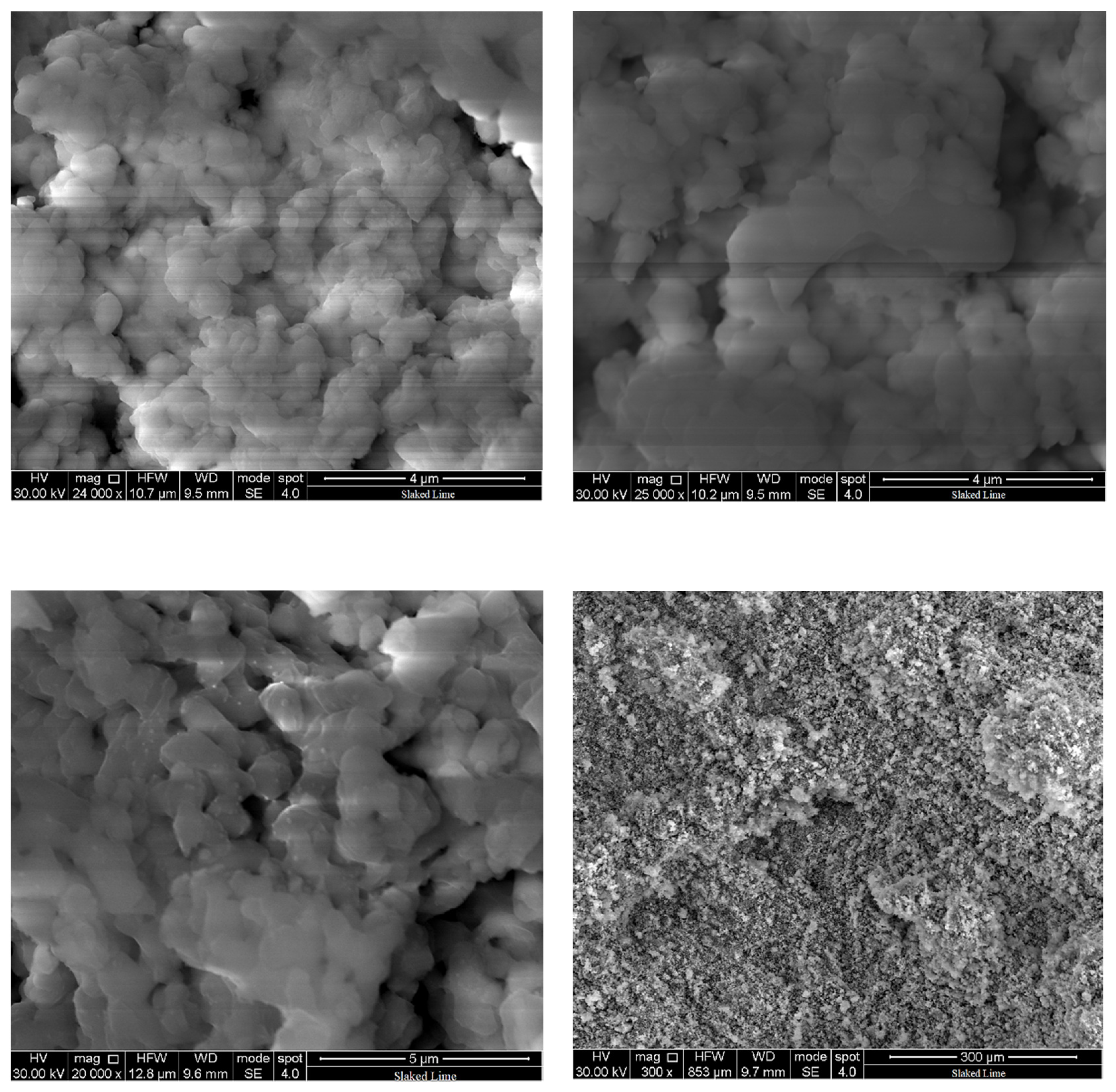
2.1.3. Kilned Marble Slurry and Slaked Lime
- Order of tens of microns for the aggregates.
- Under one micron for the crystals.
2.2. Types of Proposed Mortars
2.3. Experimental Characterization of the Mortars
2.3.1. Three-Point Bending Test
2.3.2. Compressive Test
2.3.3. Porosity Measurement
2.3.4. Water Absorption and Desorption Test
2.3.5. Simultaneous Thermal Analysis (STA)
3. Results and Discussion
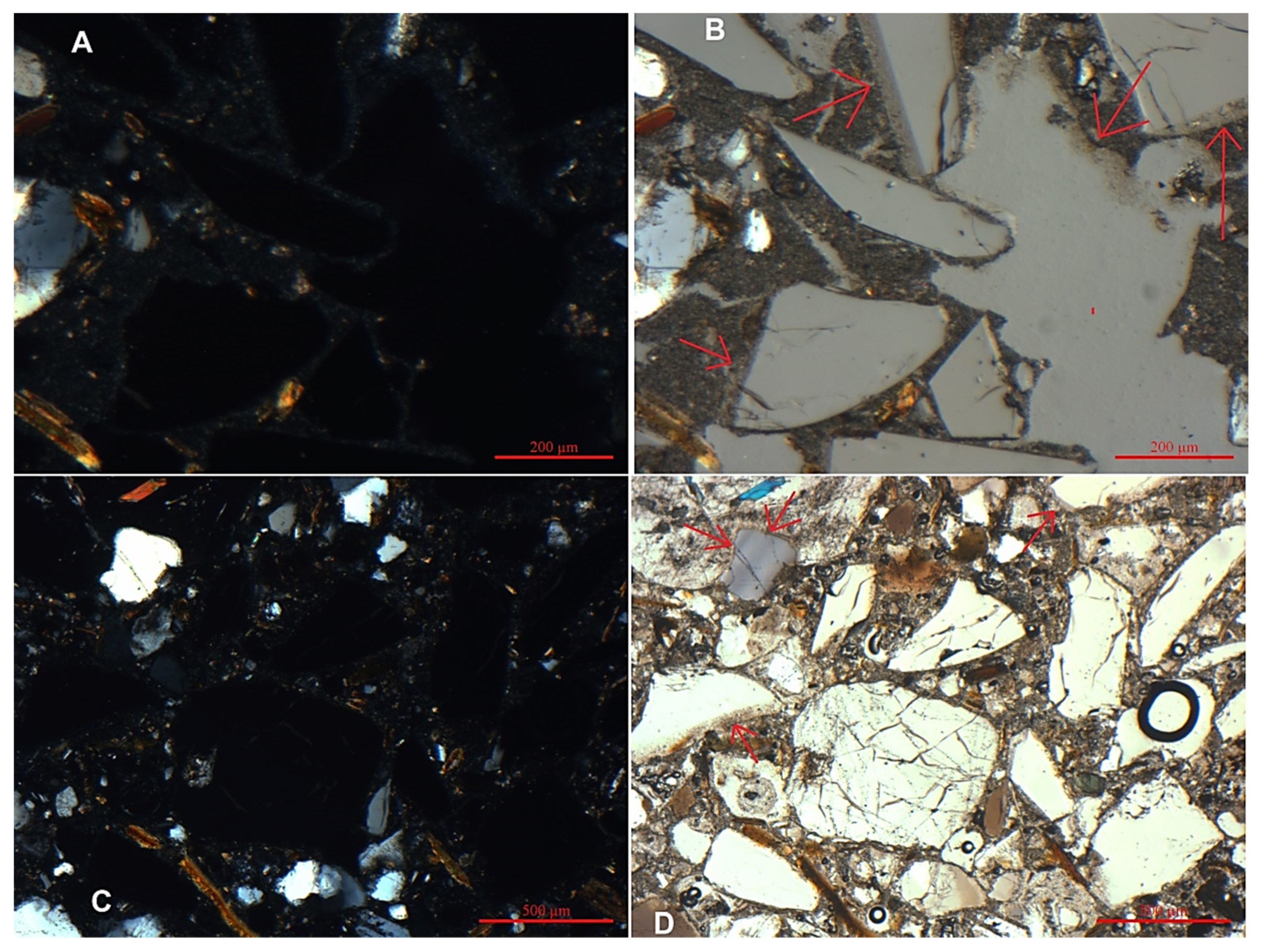
3.1. Thin Sections Observation
3.2. Three-Point Bending Test
3.3. Compressive Test
3.4. Porosity Test
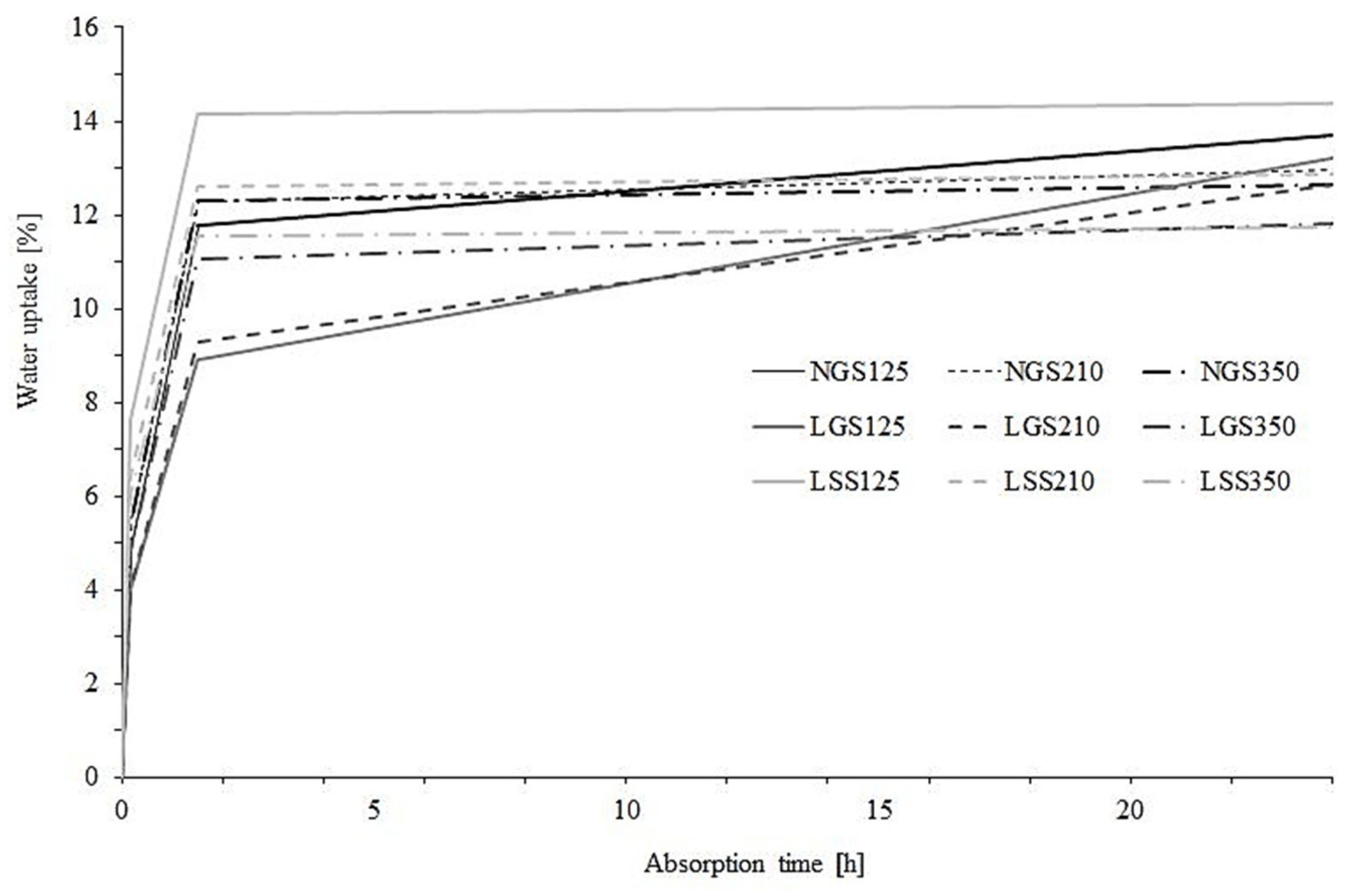
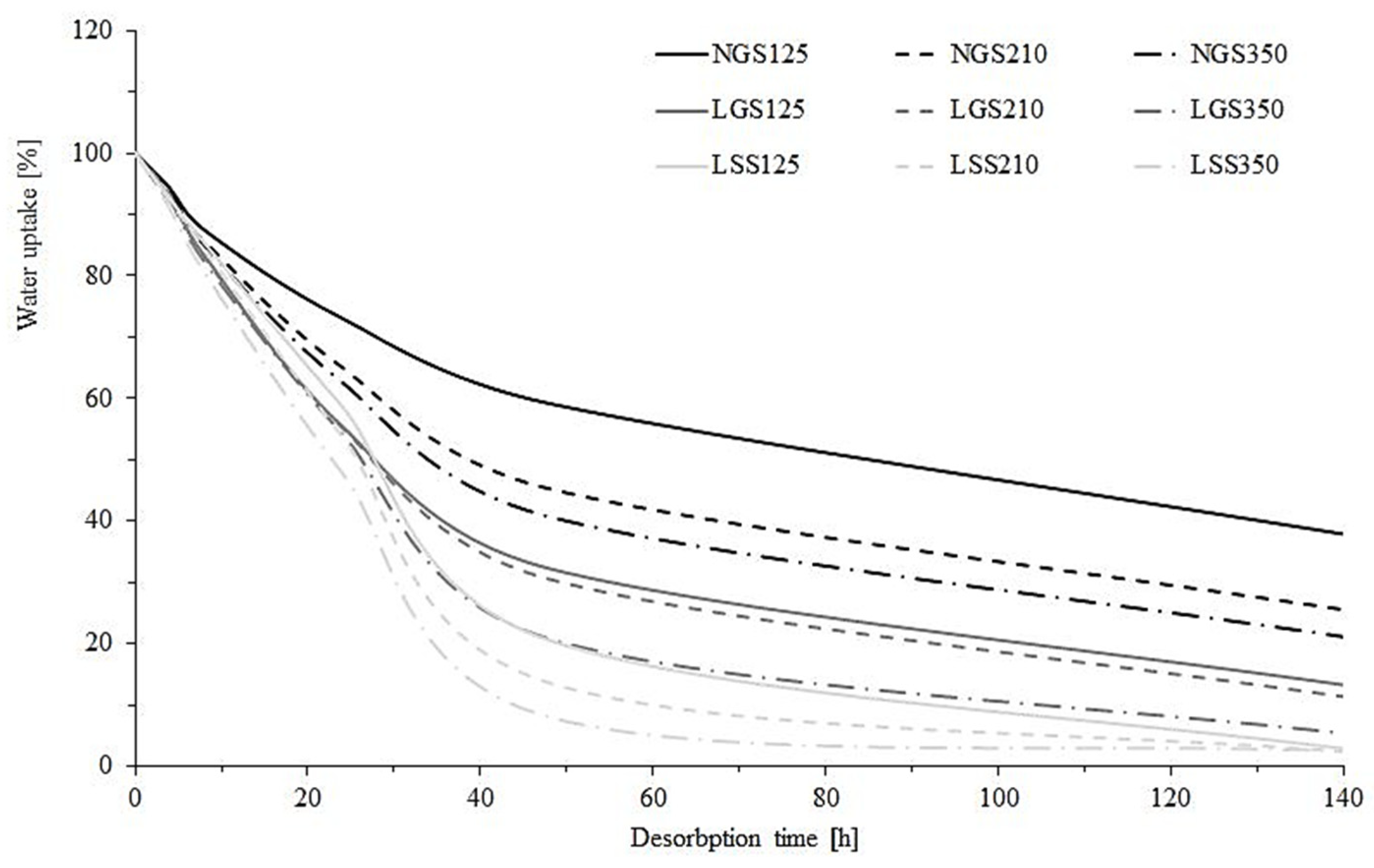
3.5. Water Absorption and Desorption Test
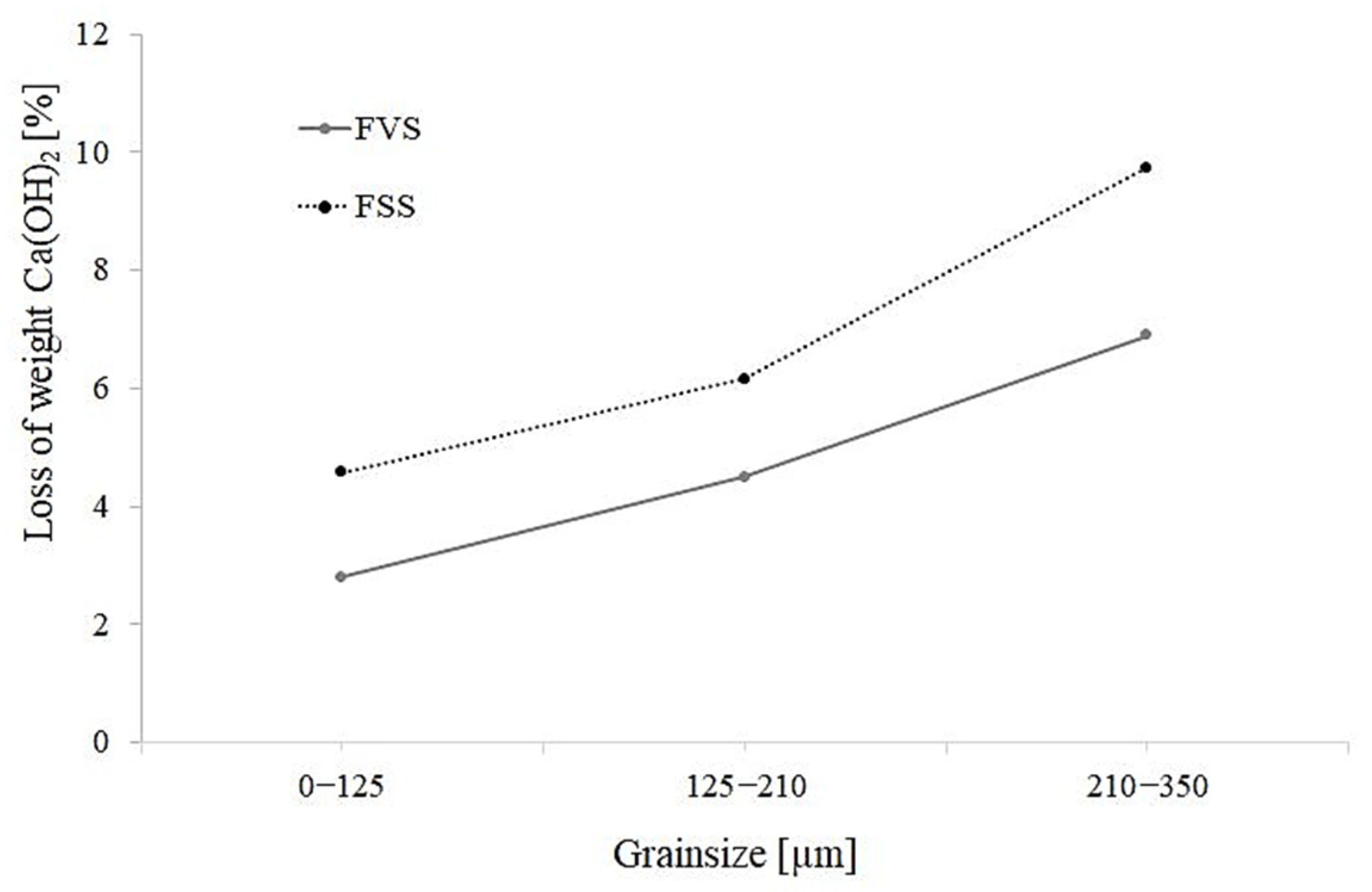
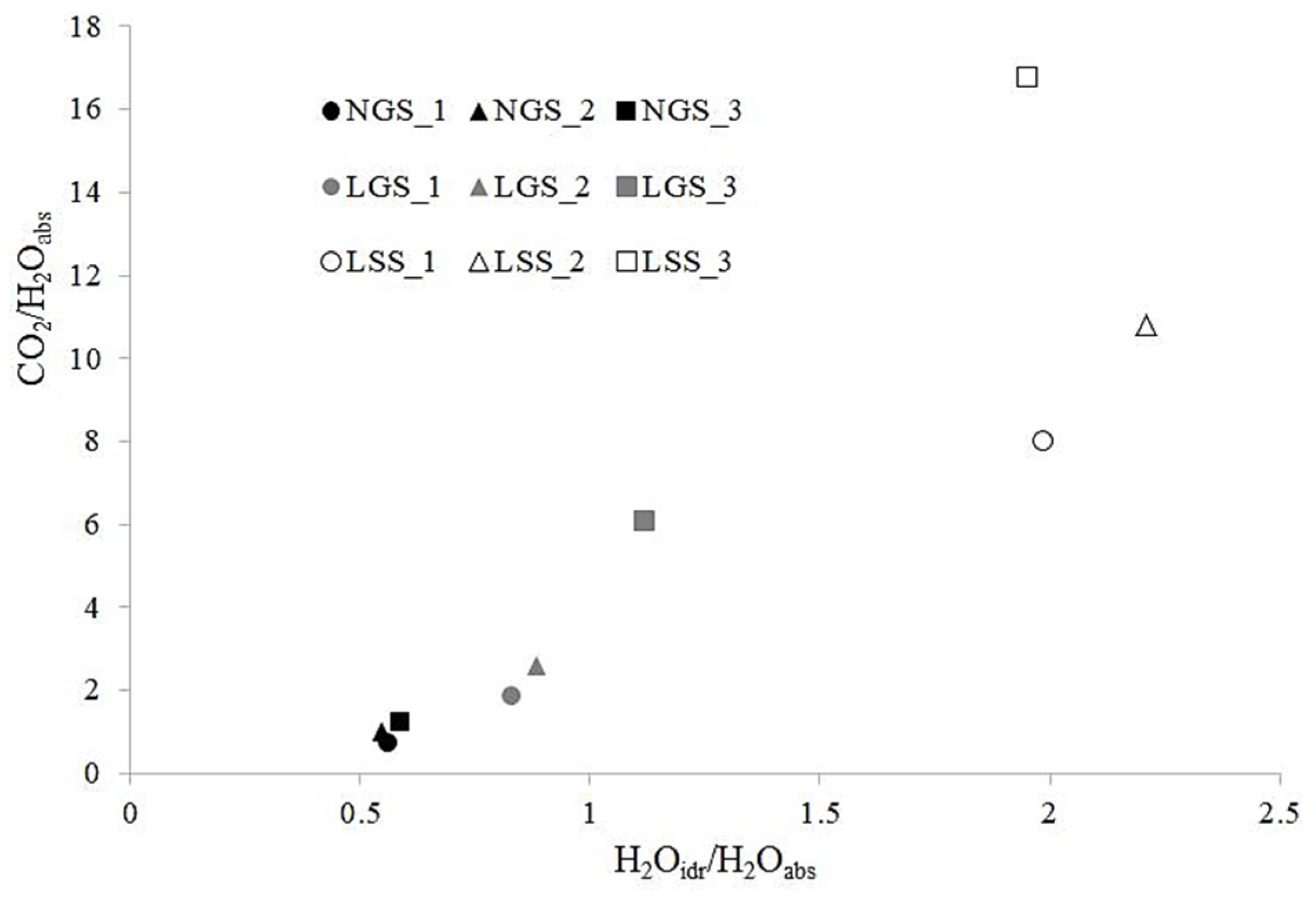
3.6. Simultaneous Thermal Analysis
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kabeer, K.I.S.A.; Vyas, A.K. Experimental investigation on utilization of dried marble slurry as fine aggregate in lean masonry mortars. J. Build. Eng. 2019, 23, 185–192. [Google Scholar] [CrossRef]
- Ashish, D.K. Feasibility of waste marble powder in concrete as partial substitution of cement and sand amalgam for sustainable growth. J. Build. Eng. 2018, 15, 236–242. [Google Scholar] [CrossRef]
- Rana, A.; Kalla, P.; Csetenyi, L.J. Sustainable use of marble slurry in concrete. J. Clean. Prod. 2015, 94, 304–311. [Google Scholar] [CrossRef]
- Ulubeylia, G.C.; Artir, R. Properties of Hardened Concrete Produced by Waste Marble Powder. Procedia Soc. Behav. Sci. 2015, 195, 2181–2190. [Google Scholar] [CrossRef] [Green Version]
- Aliabdo, A.A.; Elmoaty, M.A.; Auda, E.M. Re-use of waste marble dust in the production of cement and concrete. Constr. Build. Mater. 2014, 50, 28–41. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Moriconi, G.; Naik, T.R. Characterization of marble powder for its use in mortar and concrete. Constr. Build. Mater. 2010, 24, 113–117. [Google Scholar] [CrossRef]
- Aruntas, H.Y.; Guru, M.; Dayi, M.; Tekin, I. Utilization of waste marble dust as an additive in cement production. Mater. Des. 2010, 31, 4039–4042. [Google Scholar] [CrossRef]
- Sutcu, M.; Alptekin, H.; Erdogmus, E.; Er, Y.; Gencel, O. Characteristics of fired clay bricks with waste marble powder addition as building materials. Constr. Build. Mater. 2015, 82, 1–8. [Google Scholar] [CrossRef]
- Sobolev, K.; Türker, P.; Soboleva, S.; Iscioglu, G. Utilization of waste glass in ECO cement, strength properties and microstructural observations. J. Waste Manag. 2006, 27, 971–976. [Google Scholar] [CrossRef] [PubMed]
- Shi, C.; Zheng, K. A review on the use of waste glasses in the production of cement and concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Shekhawat, B.S.; Aggarwal, D.V. Utilisation of Waste Glass Powder in Concrete—A Literature Review. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, ISSN: 2319-8753. [Google Scholar]
- Fragata, A.; Paiva, H.; Velosa, A.L.; Veiga, M.R.; Ferreira, V.M. Application of Crushed Glass Residues in Mortars, Sustainable Construction, Materials and Practices: Challenge of the Industry for the New Millennium; Portugal, S.B., Ed.; IOS Press: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Edwards, D.D.; Allen, G.C.; Ball, R.J.; El-Turki, A. Pozzolanic properties of glass fines in lime mortars. Adv. Appl. Ceram. 2007, 106, 309–313. [Google Scholar] [CrossRef]
- Omran, A.; Tagnit-Hamou, A. Performance of glass-powder concrete in field applications. Constr. Build. Mater. 2016, 109, 84–95. [Google Scholar] [CrossRef]
- Ramdani, S.; Guettala, A.; Benmalek, M.L.; Aguiar, J.B. Physical and mechanical performance of concrete made with waste rubber aggregate, glass powder and silica sand powder. J. Build. Eng. 2019, 21, 302–311. [Google Scholar] [CrossRef]
- Olivera, R.; de Brito, J.; Veiga, R. Reduction of the cement content in rendering mortars with fine glass aggregates. J. Clean. Prod. 2015, 95, 75–88. [Google Scholar] [CrossRef]
- Penacho, P.; de Brito, J.; Veiga, M.R. Physico-mechanical and performance characterization of mortars incorporating fine glass waste aggregates. Cem. Concr. Compos. 2014, 50, 47–59. [Google Scholar] [CrossRef]
- Paul, S.C.; Savija, B.; Babafemi, A.J. A comprehensive review on mechanical and durability properties of cement-based materials containing waste recycled glass. J. Clean. Prod. 2018, 198, 891–906. [Google Scholar] [CrossRef]
- Togrul Tunc, E. Recycling of marble waste: A review based on strength of concrete containing marble waste. J. Environ. Manag. 2019, 231, 86–97. [Google Scholar] [CrossRef] [PubMed]
- Yoshizawa, S.; Tanaka, M.; Shekdar, A.V. Global trends in waste generation. In Recycling, Waste Treatment and Clean Technology; Gaballah, I., Mishar, B., Solozabal, R., Tanaka, M., Eds.; TMS Mineral, Metals and Materials Publishers: Madrid, Spain, 2004; pp. 1541–1552. [Google Scholar]
- Pappu, A.; Saxena, M.; Asolekar, S.R. Solid wastes generation in India and their recycling potential in building materials. Build. Environ. 2007, 42, 2311–2320. [Google Scholar] [CrossRef]
- Hanle, L.; Jayaraman, K.; Smith, J. CO2 Emissions Profile of the US Cement Industry. Available online: https://www3.epa.gov/ttnchie1/conference/ei13/ghg/hanle.pdf (accessed on 6 June 2021).
- Ali, M.B.; Saidur, R.; Hossain, M.S. A review on emission analysis in cement industries. Renew. Sustain. Energy Rev. 2011, 15, 2252–2261. [Google Scholar] [CrossRef]
- Rizzo, G.; D’Agostino, F.; Ercoli, L. Problems of soil and groundwater pollution in the disposal of ‘‘marble’’ slurries in NW Sicily. Environ. Geol. 2008, 55, 929–935. [Google Scholar] [CrossRef]
- Halbert, G.; Billard, C.; Rossi, P.; Chen, C.; Roussel, N. Cement production technology improvement compared to factor 4 objectives. Cem. Concr. Res. 2010, 40, 820–826. [Google Scholar] [CrossRef]
- Gartner, E. Industrially interesting approaches to “low-CO2” cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Al-Fakih, A.; Mohammed, B.S.; Liew, M.S.; Nikbakht, E. Incorporation of waste materials in the manufacture of masonry bricks: An update review. J. Build. Eng. 2019, 21, 37–54. [Google Scholar] [CrossRef]
- Munir, M.J.; Abbas, S.; Nehdi, M.L.; Kazmi, S.M.S.; Khitab, A. Development of Eco-Friendly Fired Clay Bricks Incorporating Recycled Marble Powder. J. Mater. Civ. Eng. 2018, 30, 04018069. [Google Scholar] [CrossRef]
- Bilgin, N.; Yeprem, H.A.; Arslan, S.; Bilgin, A.; Günay, E.; Marşoglu, M. Use of waste marble powder in brick industry. Constr. Build. Mater. 2012, 29, 449–457. [Google Scholar] [CrossRef]
- Idir, R.; Cyr, M.; Tagnit-Hamou, A. Role of the nature of reaction products in the differing behaviours of fine glass powders and coarse glass aggregates used in concrete. Mater. Struct. 2012, 46, 233–243. [Google Scholar] [CrossRef]
- Starinieri, V.; Illingworth, J.M.; Hughes, D. Use of supplementary aggregates in mortars produced using a novel lime drying technique. Proc. Inst. Civ. Eng. Constr. Mater. 2019, 172, 305–313. [Google Scholar] [CrossRef] [Green Version]
- Matos, A.M.; Sousa-Coutinho, J. Durability of mortar using waste glass powder as cement replacement. Constr. Build. Mater. 2012, 36, 205–215. [Google Scholar] [CrossRef]
- Papadakis, V.G.; Tsimas, S. Supplementary cementing materials in concrete Part I: Efficiency and design. Cem. Concr. Res. 2002, 32, 1525–1532. [Google Scholar] [CrossRef]
- Degirmenci, N.; Yilmaz, A.; Cakir, O.A. Utilization of waste glass as sand replacement in cement mortar. Indian J. Eng. Mater. Sci. 2011, 18, 303–308. [Google Scholar]
- Rajabipour, F.; Maraghechi, H.; Fischer, G. Investigating the Alkali-Silica Reaction of Recycled Glass Aggregates in Concrete Materials. J. Mater. Civ. Eng. 2010, 22, 1201–1208. [Google Scholar] [CrossRef]
- Ali, E.E.; Al-Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- UNI 11471:2013. Beni Culturali—Valutazione Della Pozzolanicità di un Materiale—Metodo Chimico (Saggio di Pozzolanicità); Ente Nazionale Italiano di Unificazione: Milan, Italy, 2013. [Google Scholar]
- Lee, H.; Hanif, A.; Usmand, M.; Sime, J.; Oh, H. Performance evaluation of concrete incorporating glass powder and glass sludge wastes as supplementary cementing material. J. Clean. Prod. 2018, 170, 683–693. [Google Scholar] [CrossRef]
- Jani, Y.; Hogland, W. Waste glass in the production of cement and concrete—A review. J. Environ. Chem. Eng. 2014, 2, 1767–1775. [Google Scholar] [CrossRef]
- UNI EN 1015-11. Metodi di Prova per Malte per Opere Murarie—Parte 11: Determinazione Della Resistenza a Flessione e a Compressione Della Malta Indurita; Ente Nazionale Italiano di Unificazione: Milan, Italy, 2007. [Google Scholar]
- UNI EN 1015-18. Metodi di Prova per Malte per Opere Murarie—Determinazione del Coefficiente di Assorbimento D’acqua per Capillarità Della Malta Indurita; Ente Nazionale Italiano di Unificazione: Milan, Italy, 2004. [Google Scholar]
- Μoropoulou, A.; Bakolas, A.; Bisbikou, K. Investigation of the technology of historic mortars. J. Cult. Herit. 2000, 1, 45–58. [Google Scholar] [CrossRef]
- Rizzo, G.; Megna, B. Characterization of hydraulic mortars by means of simultaneous thermal analysis. J. Therm. Anal. Calorim. 2008, 92, 173–178. [Google Scholar] [CrossRef]
- Rizzo, G.; Ercoli, L.; Megna, B.; Parlapiano, M. Characterization of mortars from ancient and traditional water supply systems in Sicily. J. Therm. Anal. Calorim. 2008, 92, 323–330. [Google Scholar] [CrossRef]
- Ismail, Z.Z.; Al-Hashmi, E.A. Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef]
- Parghi, A.; Alam, M.S. Physical and mechanical properties of cementitious composites containing recycled glass powder (RGP) and styrene butadiene rubber (SBR). Constr. Build. Mater. 2016, 104, 34–43. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Properties of high volume glass powder concrete. Cem. Concr. Compos. 2017, 75, 22–29. [Google Scholar] [CrossRef]
- Kamali, M.; Ghahremaninezhad, A. Effect of glass powders on the mechanical and durability properties of cementitious materials. Constr. Build. Mater. 2015, 98, 407–416. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Passing Diameter [µm] | Percentage Weight Retained [%] |
|---|---|
| 500 | 36.2 |
| 350 | 11.4 |
| 210 | 19.3 |
| 125 | 10.3 |
| 53 | 20.2 |
| 0 | 2.3 |
| Loss on Measurement | 0.3 |
| Type of Mortars | Binder | Glass Powder Grain Size | River Sand Grain Size | River Sand | |||||
|---|---|---|---|---|---|---|---|---|---|
| Slaked Lime | NHL 3,5 | a | b | c | a | b | c | As Received | |
| LGS_1 | 1 | 1 | 1.5 | ||||||
| LGS_2 | 1 | 1 | 1.5 | ||||||
| LGS_3 | 1 | 1 | 1.5 | ||||||
| NGS_1 | 1 | 1 | 1.5 | ||||||
| NGS_2 | 1 | 1 | 1.5 | ||||||
| NGS_3 | 1 | 1 | 1.5 | ||||||
| LSS_1 | 1 | 1 | 1.5 | ||||||
| LSS_2 | 1 | 1 | 1.5 | ||||||
| LSS_3 | 1 | 1 | 1.5 | ||||||
| Grain Size [µm] | Porosity [%] | |
|---|---|---|
| NGS | 0–125 | 32 |
| 125–210 | 32 | |
| 210–350 | 33 | |
| LGS | 0–125 | 37 |
| 125–210 | 37 | |
| 210–350 | 38 | |
| LSS | 0–125 | 35 |
| 125–210 | 34 | |
| 210–350 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Megna, B.; Badagliacco, D.; Sanfilippo, C.; Valenza, A. Physical and Mechanical Properties of Sustainable Hydraulic Mortar Based on Marble Slurry with Waste Glass. Recycling 2021, 6, 37. https://doi.org/10.3390/recycling6020037
Megna B, Badagliacco D, Sanfilippo C, Valenza A. Physical and Mechanical Properties of Sustainable Hydraulic Mortar Based on Marble Slurry with Waste Glass. Recycling. 2021; 6(2):37. https://doi.org/10.3390/recycling6020037
Chicago/Turabian StyleMegna, Bartolomeo, Dionisio Badagliacco, Carmelo Sanfilippo, and Antonino Valenza. 2021. "Physical and Mechanical Properties of Sustainable Hydraulic Mortar Based on Marble Slurry with Waste Glass" Recycling 6, no. 2: 37. https://doi.org/10.3390/recycling6020037
APA StyleMegna, B., Badagliacco, D., Sanfilippo, C., & Valenza, A. (2021). Physical and Mechanical Properties of Sustainable Hydraulic Mortar Based on Marble Slurry with Waste Glass. Recycling, 6(2), 37. https://doi.org/10.3390/recycling6020037