Digital Image Correlation of Strains at Profiled Wood Surfaces Exposed to Wetting and Drying

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Machining of Deck Boards
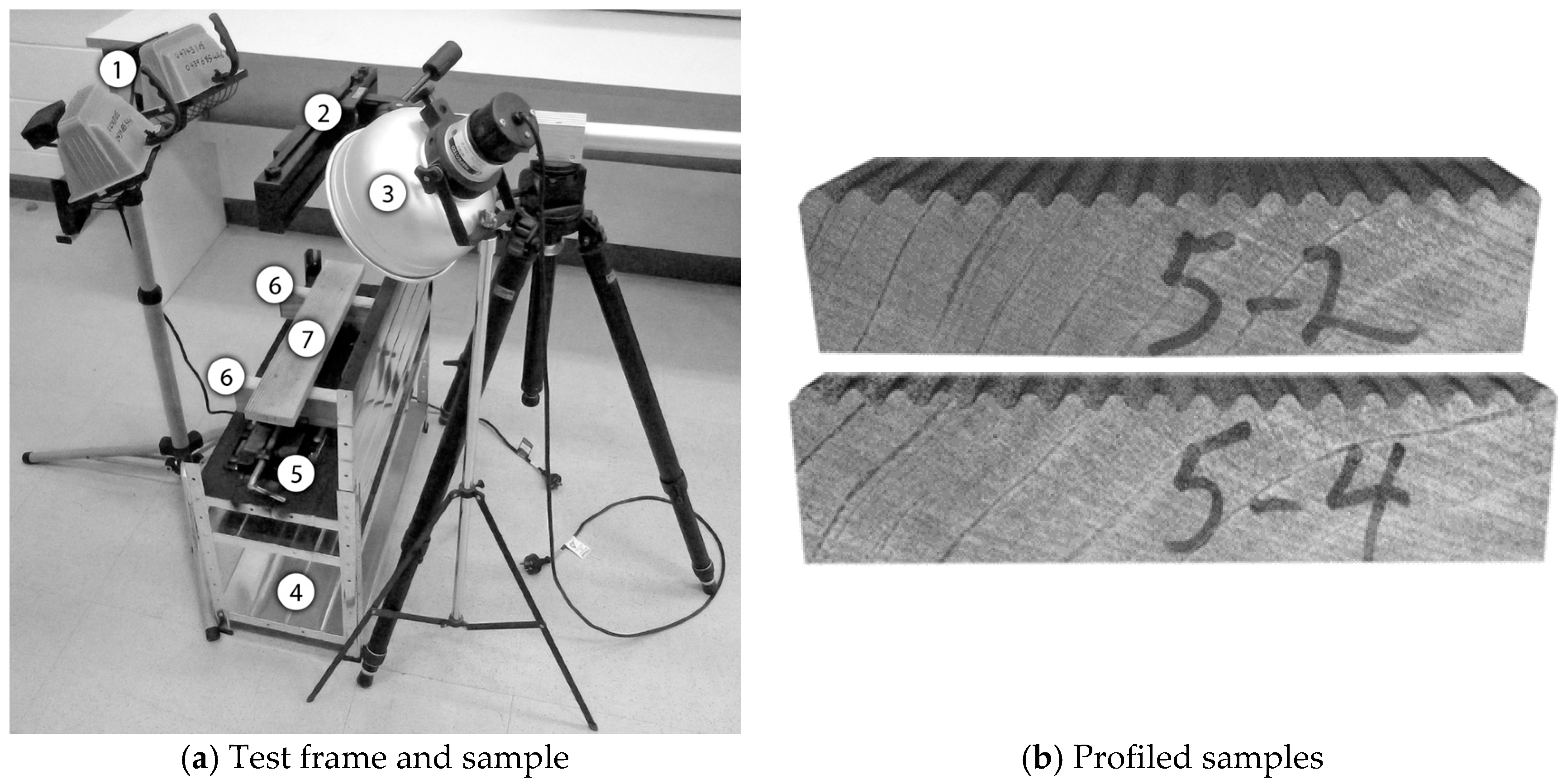
2.2. Moisture Cycling and Digital Image Correlation
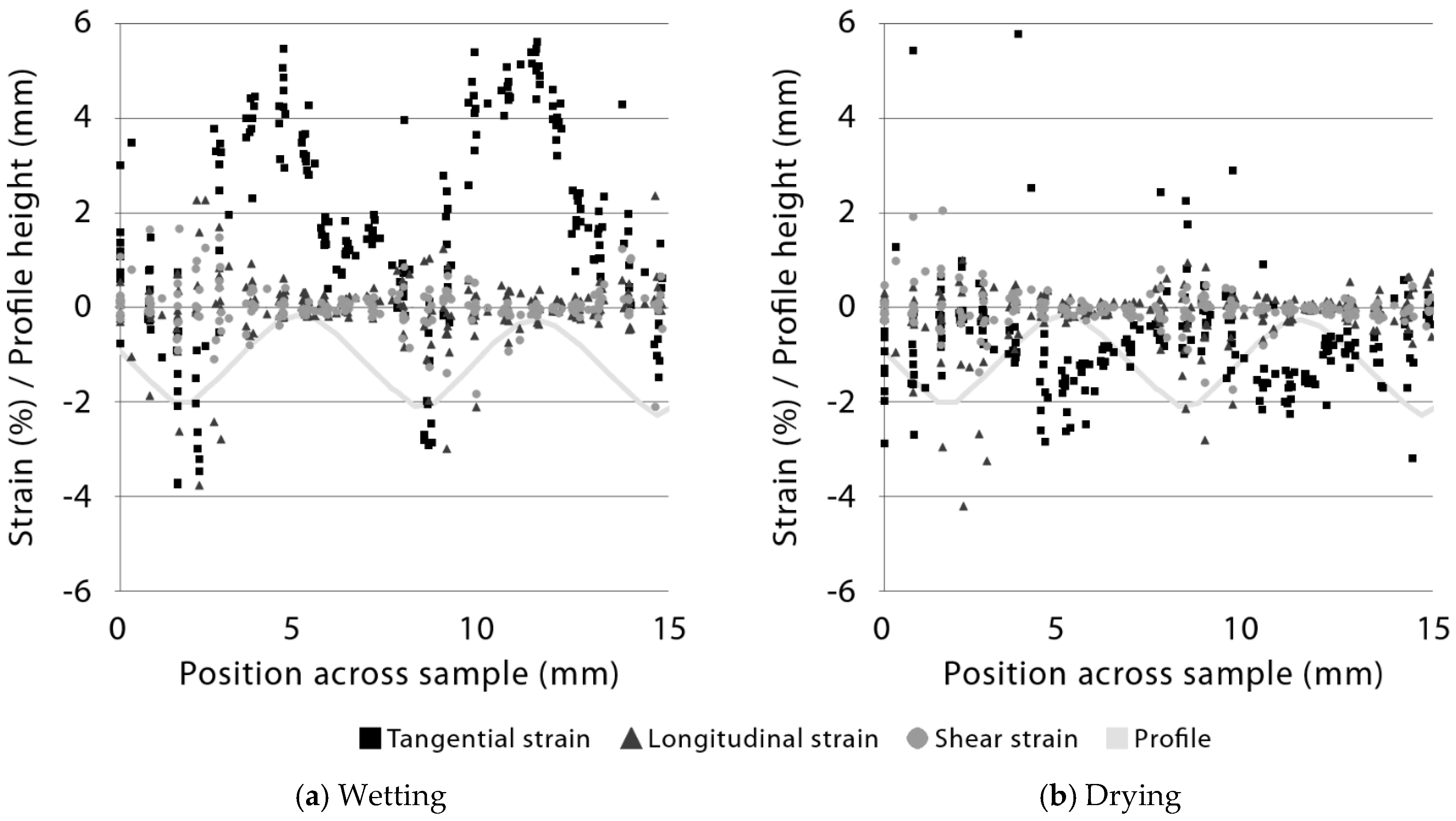
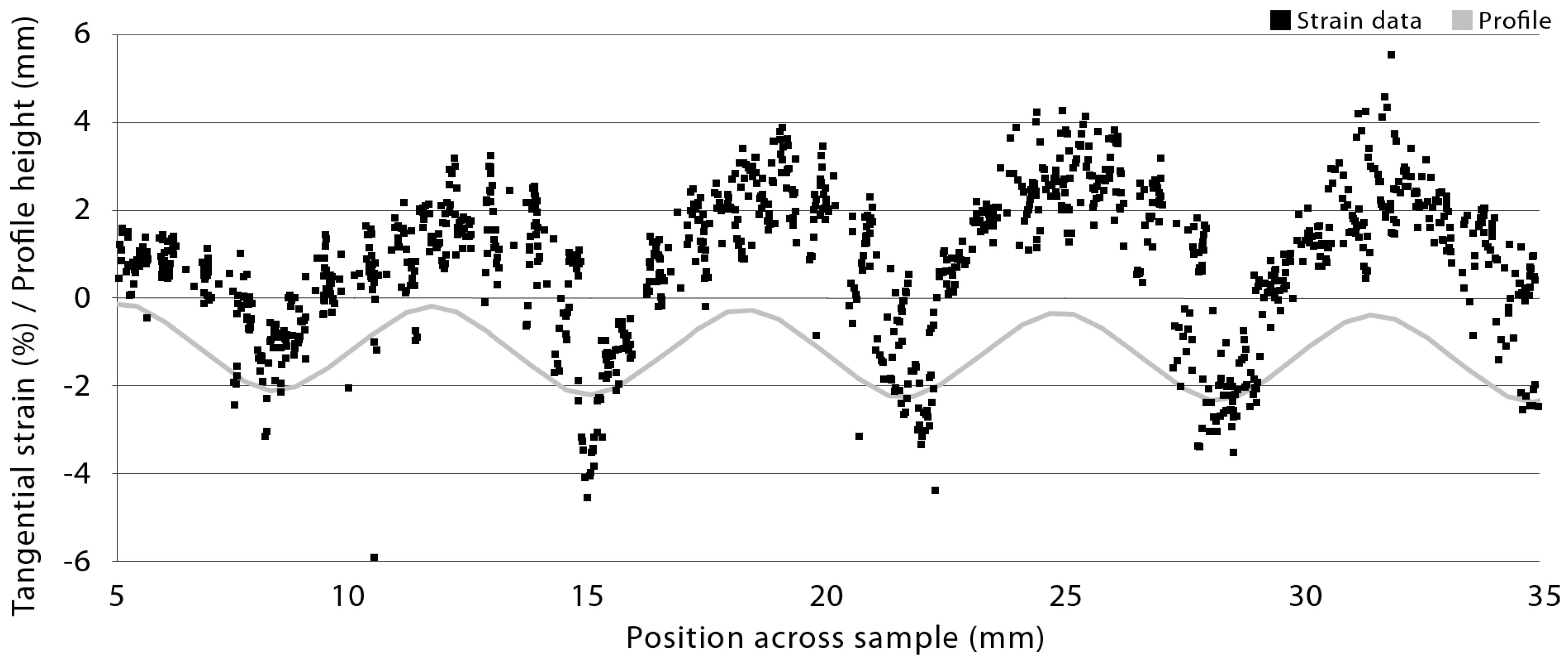
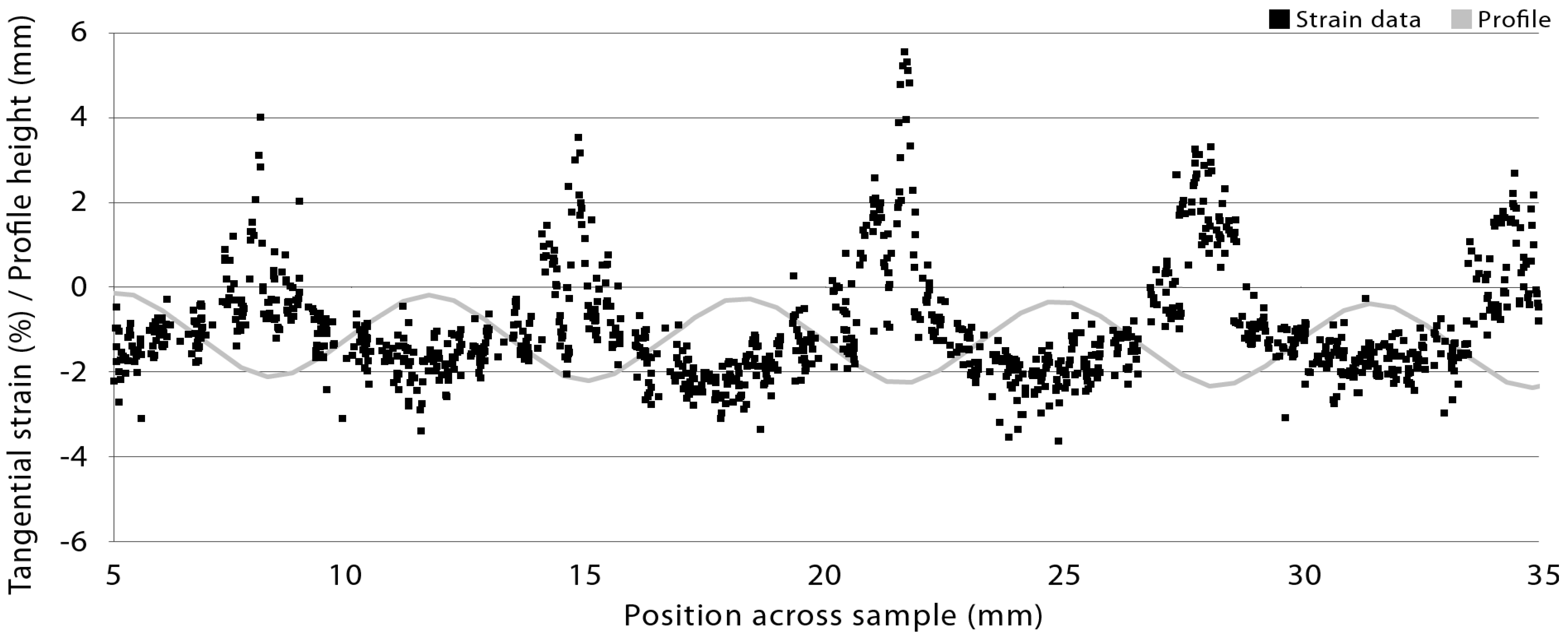
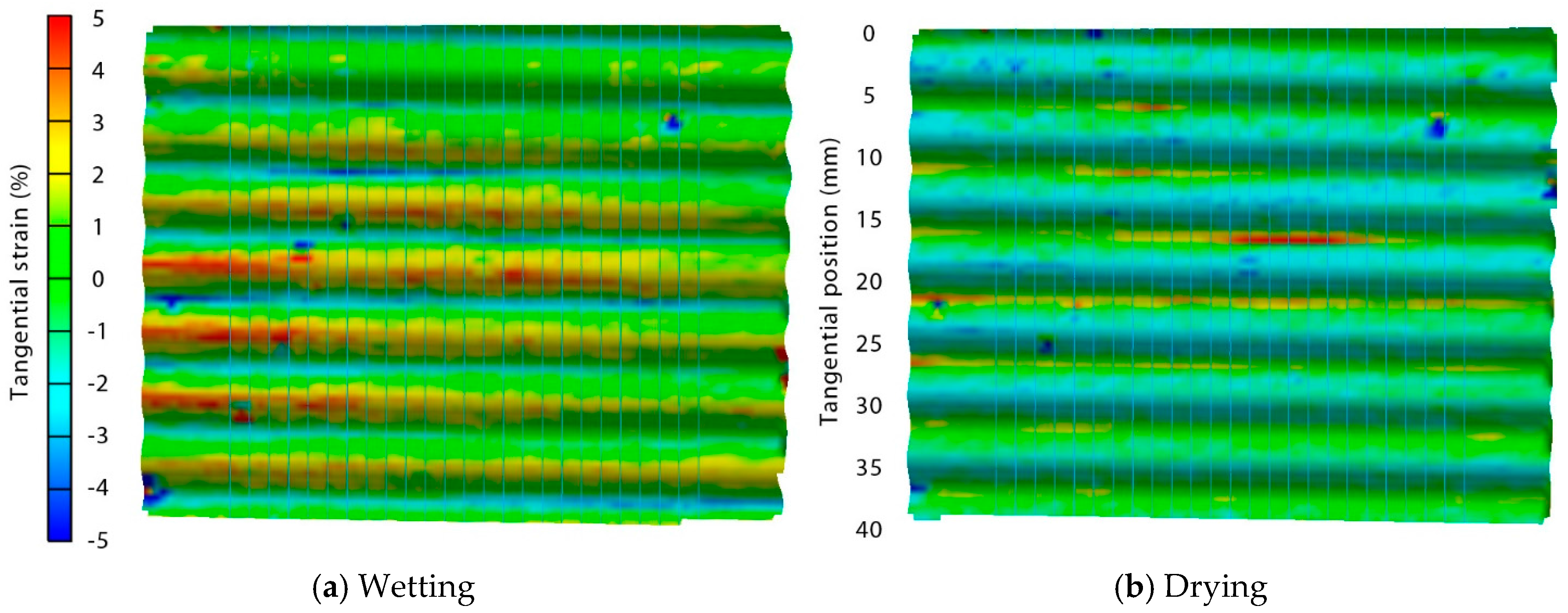
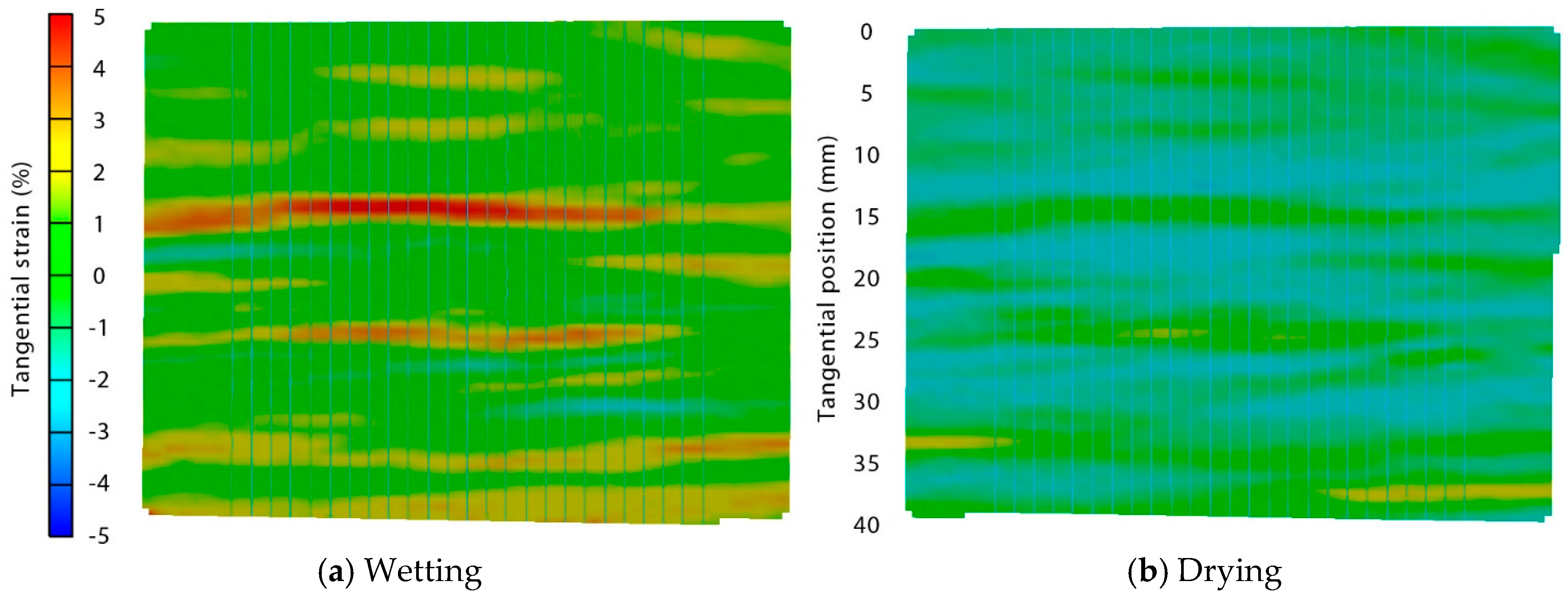
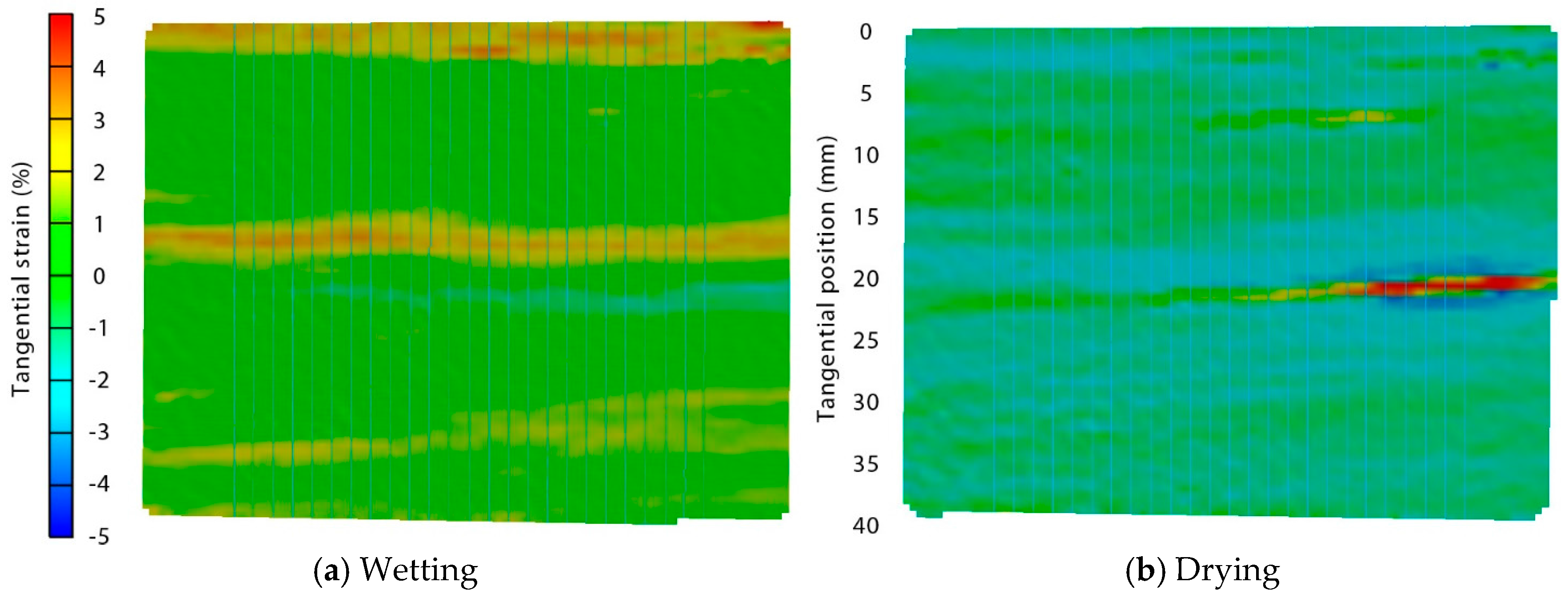
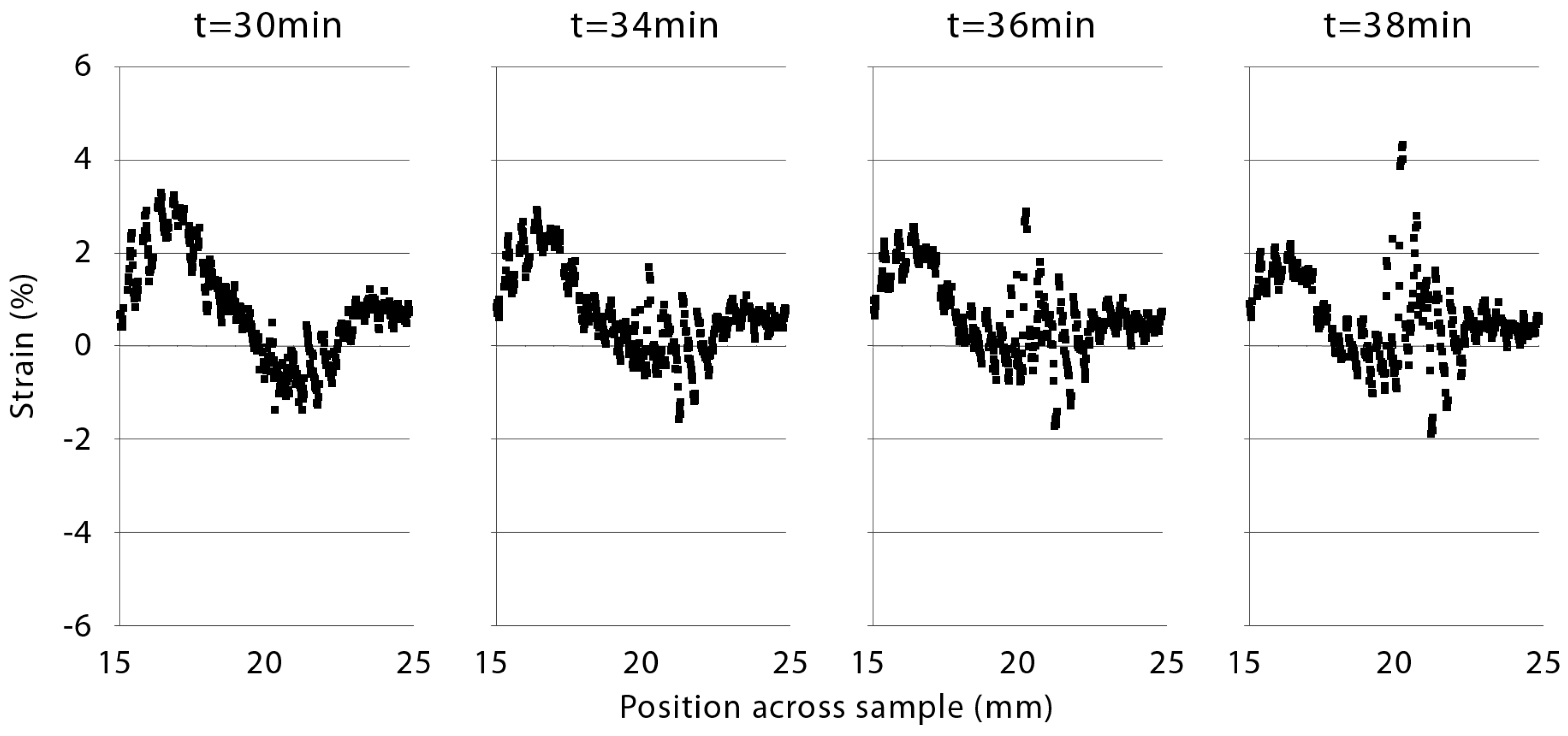
3. Results
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Schniewind, A.P. Mechanism of check formation. For. Prod. J. 1963, 13, 475–480. [Google Scholar]
- Green, C. Synthetic decking takes off. Fine Homebuild. 2005, 172, 44–49. [Google Scholar]
- Wood & Competitive Decking—Demand and Sales Forecasts, Market Share, Market Size, Market Leaders Freedonia Group. Available online: https://www.freedoniagroup.com/Wood-Competitive-Decking.html (accessed on 28 December 2017).
- Böttcher, P. Einfluß verschiedenartiger oberflächenprofilierungen an holz auf die veränderung der wetterbeständigkeit. Holz Roh-Werkst. 1977, 35, 247–251. [Google Scholar]
- Shida, S.; Ono, H.; Mikami, T.; Takahashi, H. Utilization and evaluation of exterior wood. IV. Slipperiness of wood decks for floating piers. Mokuzai Gakkaishi 1992, 38, 835–840. [Google Scholar]
- Cheng, K.J.; Evans, P.D. A note on the surface topography of profiled wood decking. Aust. For. J. 2016, 79, 147–152. [Google Scholar] [CrossRef]
- McFarling, S.M.; Morris, P.I. High Performance Wood Decking. In Proceedings of the Twenty Sixth Annual Meeting Canadian Wood Preservation Association, Toronto, ON, Canada, 25–26 October 2005; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2006; pp. 99–109. [Google Scholar]
- Morris, P.I.; McFarling, S. Field Testing of Wood Products in Canada XVII: High-performance Profiled Wood Decking. In Proceedings of the Twenty Ninth Annual Meeting Canadian Wood Preservation Association, Vancouver, BC, Canada, 28–29 October 2008; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2009; pp. 72–82. [Google Scholar]
- McFarling, S.M.; Morris, P.I.; Knudson, R.M. Extracting greater value from subalpine fir: Profiled decking. For. Prod. J. 2009, 59, 24–28. [Google Scholar]
- Evans, P.D.; Cullis, I.; Morris, P.I. Checking of profiled southern pine and amabilis fir deck boards. For. Prod. J. 2010, 60, 501–507. [Google Scholar] [CrossRef]
- Cheng, K.J.; Evans, P.D. Weathering Performance of White Spruce Decking Treated with Low Molecular Weight Phenol Formaldehyde Resin. In Proceedings of the Eleventh Pacific Rim Bio-based Composites Symposium, Shizuoka, Japan, 28–30 November 2012; Wood Technological Association of Japan: Tokyo, Japan, 2012; pp. 575–577. [Google Scholar]
- Akhtari, M.; Nicholas, D. Effect of profiling and preservative treatments on the weathering characteristics of southern pine deck boards. Eur. J. Wood Wood Prod. 2014, 72, 829–831. [Google Scholar] [CrossRef]
- Akhtari, M.; Nicholas, D. Effect of machined profile, zinc oxide and titanium dioxide particles on checking southern pine deck boards during weathering. IET Nanobiotechol. 2014, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Cheng, K.J.; Evans, P.D. Manufacture of profiled amabilis fir deckboards with reduced susceptibility to surface checking. J. Manuf. Mater. Process. 2018, 2, 7. [Google Scholar] [CrossRef]
- Morris, P.I.; Ingram, J.K. Field Testing of Wood Preservatives in Canada. XI. Nine-year Inspection of the CITW Decking Test. In Proceedings of the Twenty Third Annual Meeting Canadian Wood Preservation Association, Vancouver, BC, Canada, 22–23 October 2002; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2003; pp. 156–169. [Google Scholar]
- Ghosh, S.J.; Srivastava, A. Cracks in steam turbine components. Russ. J. Nondestruct. Test. 2006, 42, 134–146. [Google Scholar] [CrossRef]
- Zink, A.G.; Davidson, R.W.; Hanna, R.B. Strain measurement in wood using a digital image correlation technique. Wood Fiber Sci. 1995, 27, 346–359. [Google Scholar]
- Grédiac, M. The use of full-field measurement methods in composite material characterization: Interest and limitations. Compos. Part A Appl. Sci. Manuf. 2004, 35, 751–761. [Google Scholar] [CrossRef]
- Konnerth, J.; Valla, A.; Gindl, W.; Müller, U. Measurement of strain distribution in timber finger joints. Wood Sci. Technol. 2006, 40, 631–636. [Google Scholar] [CrossRef]
- Peters, W.H.; Ranson, W.F. Digital imaging techniques in experimental stress analysis. Opt. Eng. 1982, 21, 427–431. [Google Scholar] [CrossRef]
- Kang, H.; Muszyński, L.; Milota, M.; Kang, C.; Matsumura, J. Preliminary tests for optically measuring drying strains and check formation in wood. J. Fac. Agric. Kyushu Univ. 2011, 56, 313–316. [Google Scholar]
- Kang, H.; Muszyński, L.; Milota, M. Optical measurement of deformations in drying lumber. Dry. Technol. 2011, 29, 127–134. [Google Scholar] [CrossRef]
- McCormick, N.; Lord, J. Digital image correlation. Mater. Today 2010, 13, 52–54. [Google Scholar] [CrossRef]
- Evans, P.D.; Vollmer, S.; Kim, J.D.W.; Chan, G.; Kraushaar Gibson, S. Improving the performance of clear coatings on wood through the aggregation of marginal gains. Coatings 2016, 6, 66. [Google Scholar] [CrossRef]
- Evans, P.D.; Cullis, I.; Kim, J.D.W.; Leung, L.H.; Hazneza, S.; Heady, R.D. Microstructure and mechanism of grain raising in wood. Coatings 2017, 7, 135. [Google Scholar] [CrossRef]
- Lecompte, D.; Smits, A.; Bossuyt, S.; Sol, H.; Vantomme, J.; Van Hemelrijck, D.; Habraken, A.M. Quality assessment of speckle patterns for digital image correlation. Opt. Laser Eng. 2006, 44, 1132–1145. [Google Scholar] [CrossRef]
- Wengert, E.M. Parameters for Predicting Maximum Surface Temperature of Wood in Exterior Exposure. In United States Department of Agriculture, Forest Service, Forest Products Laboratory, Research Paper FPL-RP 62; Forest Products Laboratory: Madison, WI, USA, 1966; 19p. [Google Scholar]
- Harris, J.M.; Meylan, B.A. The influence of microfibril angle on longitudinal and tangential shrinkage in Pinus radiata. Holzforschung 1965, 19, 144–153. [Google Scholar] [CrossRef]
- Christy, A.G.; Senden, T.J.; Evans, P.D. Automated measurement of checks at wood surfaces. Measurement 2005, 37, 109–118. [Google Scholar] [CrossRef]
- Evans, P.D.; Wingate-Hill, R.; Cunningham, R.B. Wax and oil emulsion additives: How effective are they at improving the performance of preservative-treated wood. For. Prod. J. 2009, 59, 66–70. [Google Scholar]
- Norlander, N.E.; Knowles, R.A. Method and Apparatus for Making Simulated Hand Split Shakes. U.S. Patent 3,512,562, 19 May 1970. [Google Scholar]
- Deskey, D. Plywood Panel. U.S. Patent 2,286,068, 9 June 1942. [Google Scholar]
- Bailey, W.C. Balanced Striated Plywood Panel. U.S. Patent 2,363,927, 28 November 1944. [Google Scholar]
- Nystrom, R. Board for Use in Constructing a Flooring Surface. U.S. Patent 5,474,831, 12 December 1995. [Google Scholar]
- Ratu, R.; Weizenegger, J.; Evans, P.D. Preliminary Observations of the Effect of Kerfing on the Surface Checking and Warping of Flat Sawn Southern Pine Decking. In Proceedings of the Thirty Eighth Annual Meeting of International Research Group on Wood Protection, Jackson Lake Lodge, WY, USA, 20–24 May 2007; IRG/WP 07-20360. International Research Group on Wood Protection: Stockholm, Sweden, 2007; pp. 1–7. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Board Number | Basic Density (kg/m3) 1 | Growth Ring Width (mm) |
|---|---|---|
| 1 | 377 (8.80) | 6.7 |
| 2 | 428 (54.2) | 4.6 |
| 3 | 373 (11.5) | 7.5 |
| 4 | 371 (21.2) | 3.4 |
| 5 | 355 (28.0) | 8.1 |
| Profile Type | R1 (mm) | R2 (mm) | Height (mm) | Width (mm) |  |
| 1, Ribble | 1.3 | 0.65 | 2.0 | 5.0 | |
| 2, Ripple | 1.2 | 1.0 | 2.0 | 5.0 | |
| 3, Flat | - | - | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mallet, J.; Kalyanasundaram, S.; Evans, P.D. Digital Image Correlation of Strains at Profiled Wood Surfaces Exposed to Wetting and Drying. J. Imaging 2018, 4, 38. https://doi.org/10.3390/jimaging4020038
Mallet J, Kalyanasundaram S, Evans PD. Digital Image Correlation of Strains at Profiled Wood Surfaces Exposed to Wetting and Drying. Journal of Imaging. 2018; 4(2):38. https://doi.org/10.3390/jimaging4020038
Chicago/Turabian StyleMallet, Julian, Shankar Kalyanasundaram, and Philip D. Evans. 2018. "Digital Image Correlation of Strains at Profiled Wood Surfaces Exposed to Wetting and Drying" Journal of Imaging 4, no. 2: 38. https://doi.org/10.3390/jimaging4020038
APA StyleMallet, J., Kalyanasundaram, S., & Evans, P. D. (2018). Digital Image Correlation of Strains at Profiled Wood Surfaces Exposed to Wetting and Drying. Journal of Imaging, 4(2), 38. https://doi.org/10.3390/jimaging4020038