
First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac RF Cavities


Abstract
:1. Introduction
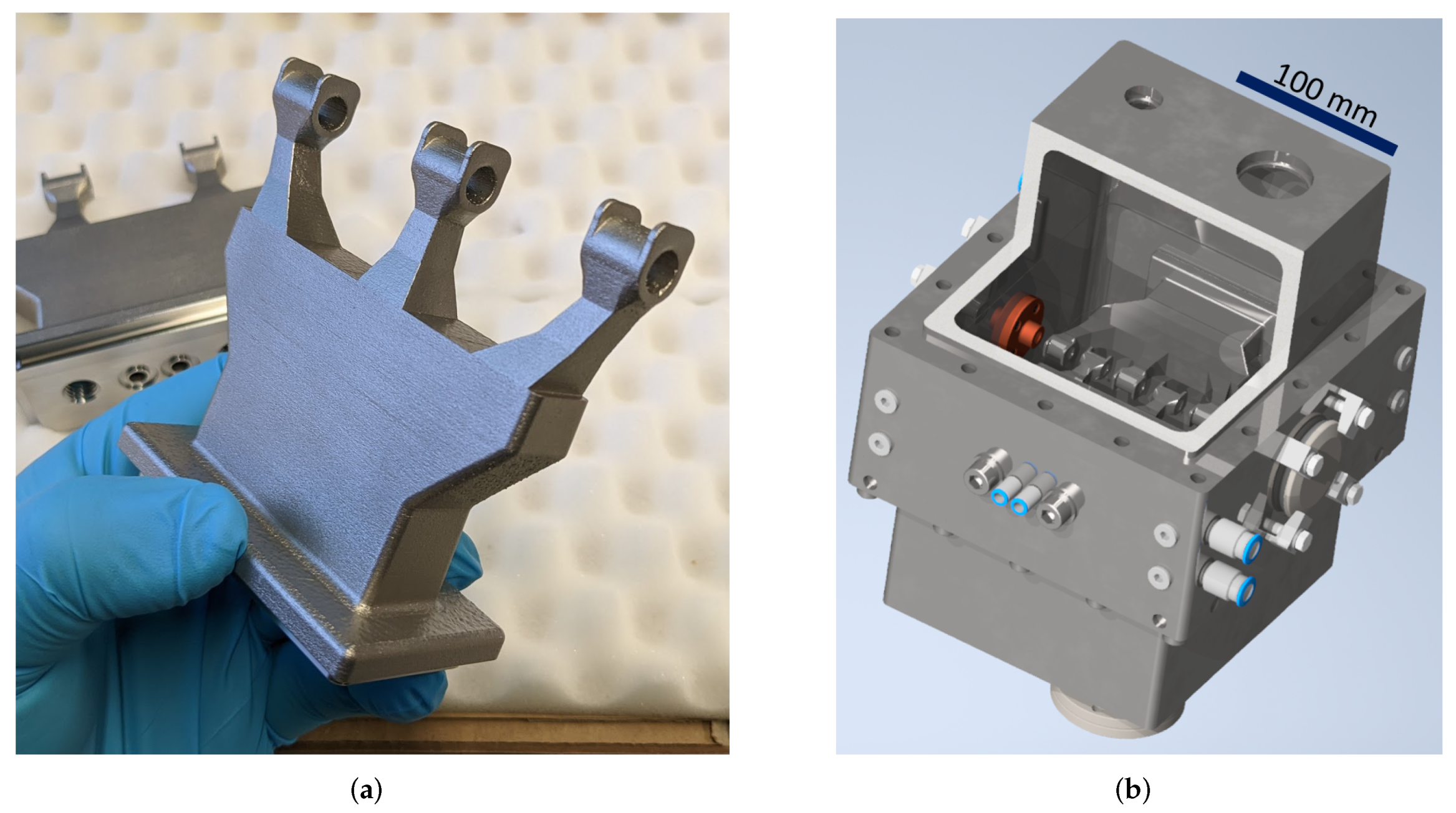
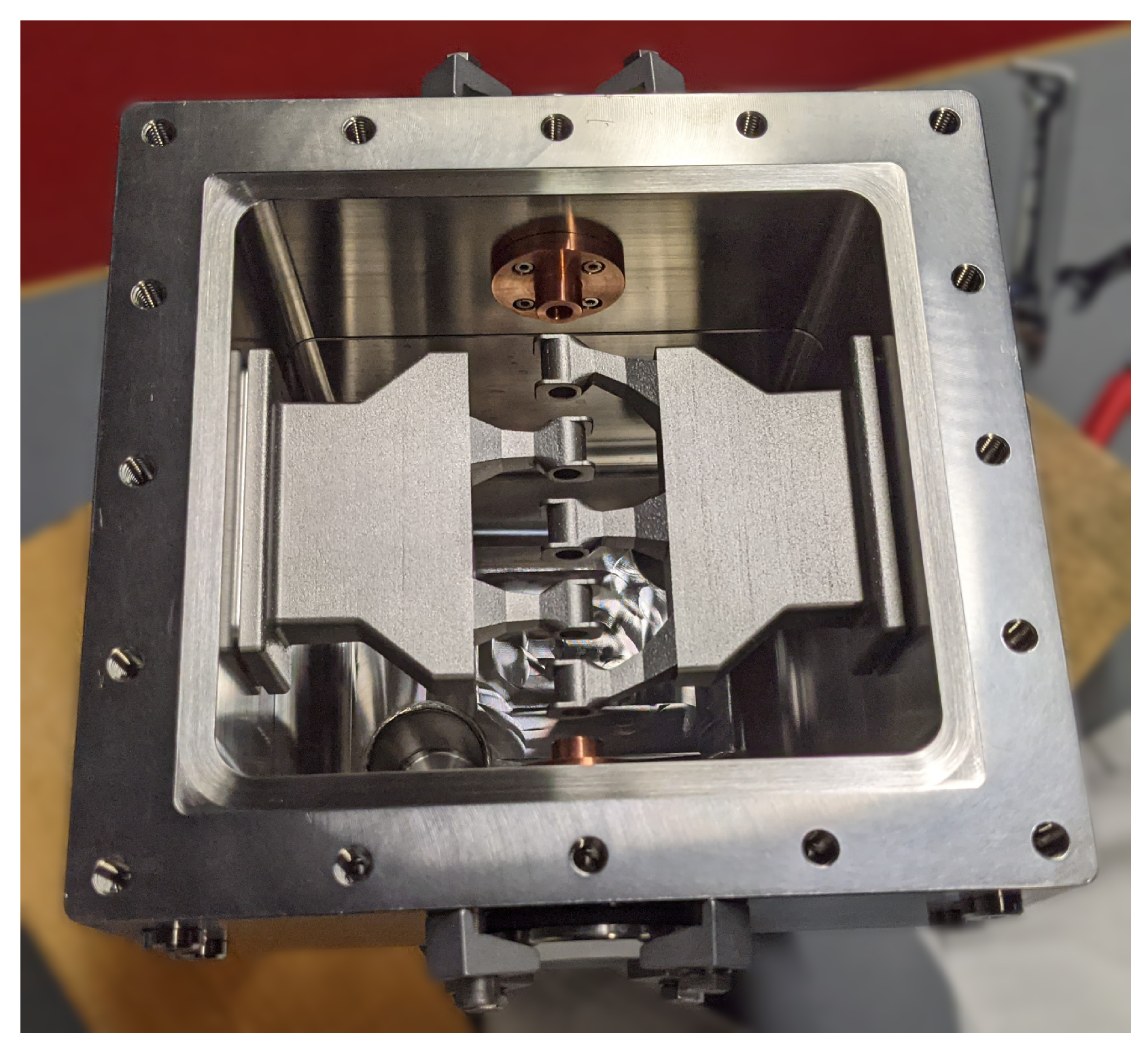
2. Prototype Design and Concept
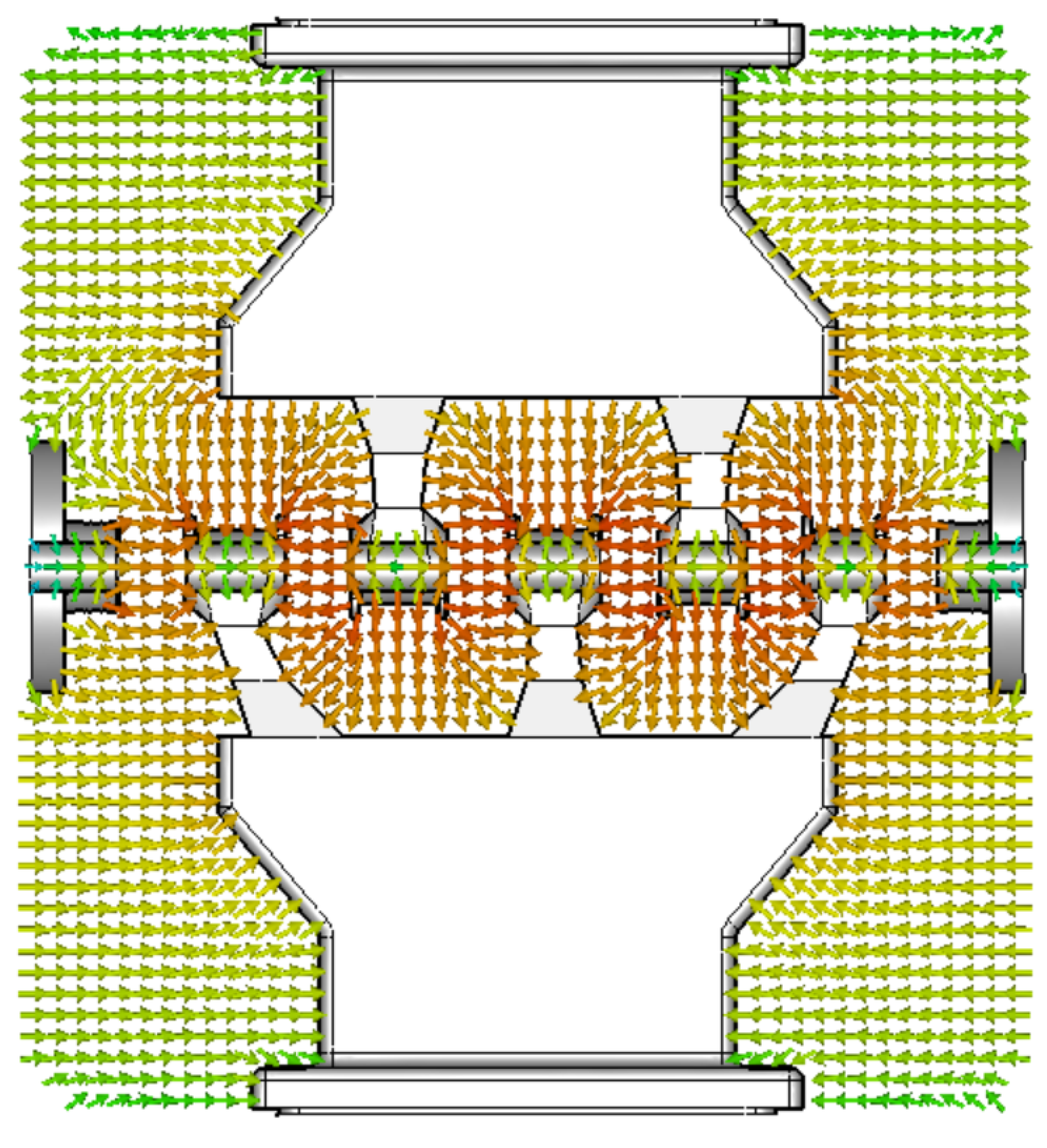
RF Simulations
3. Mechanical Accuracy
4. Water Flow
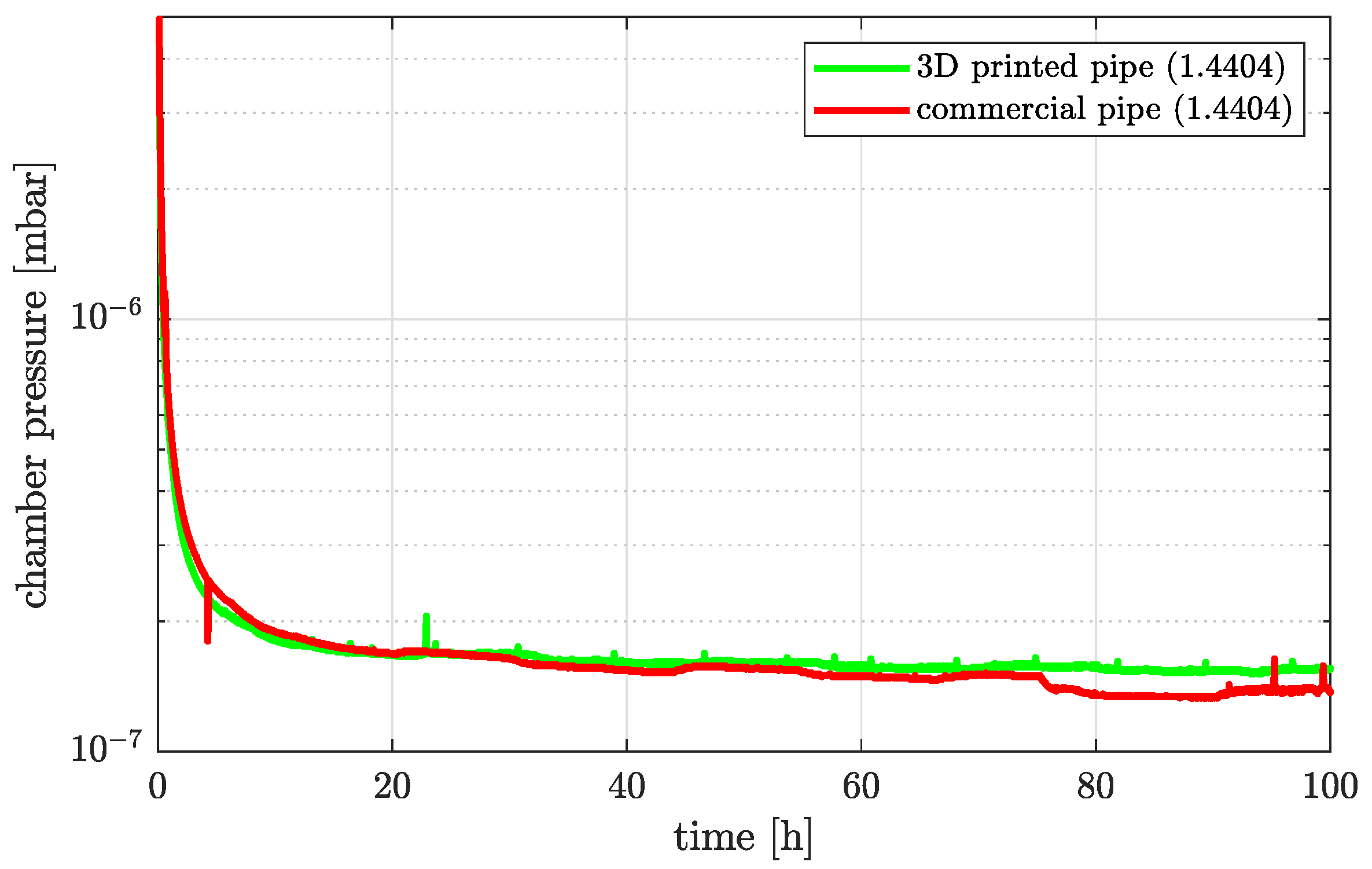
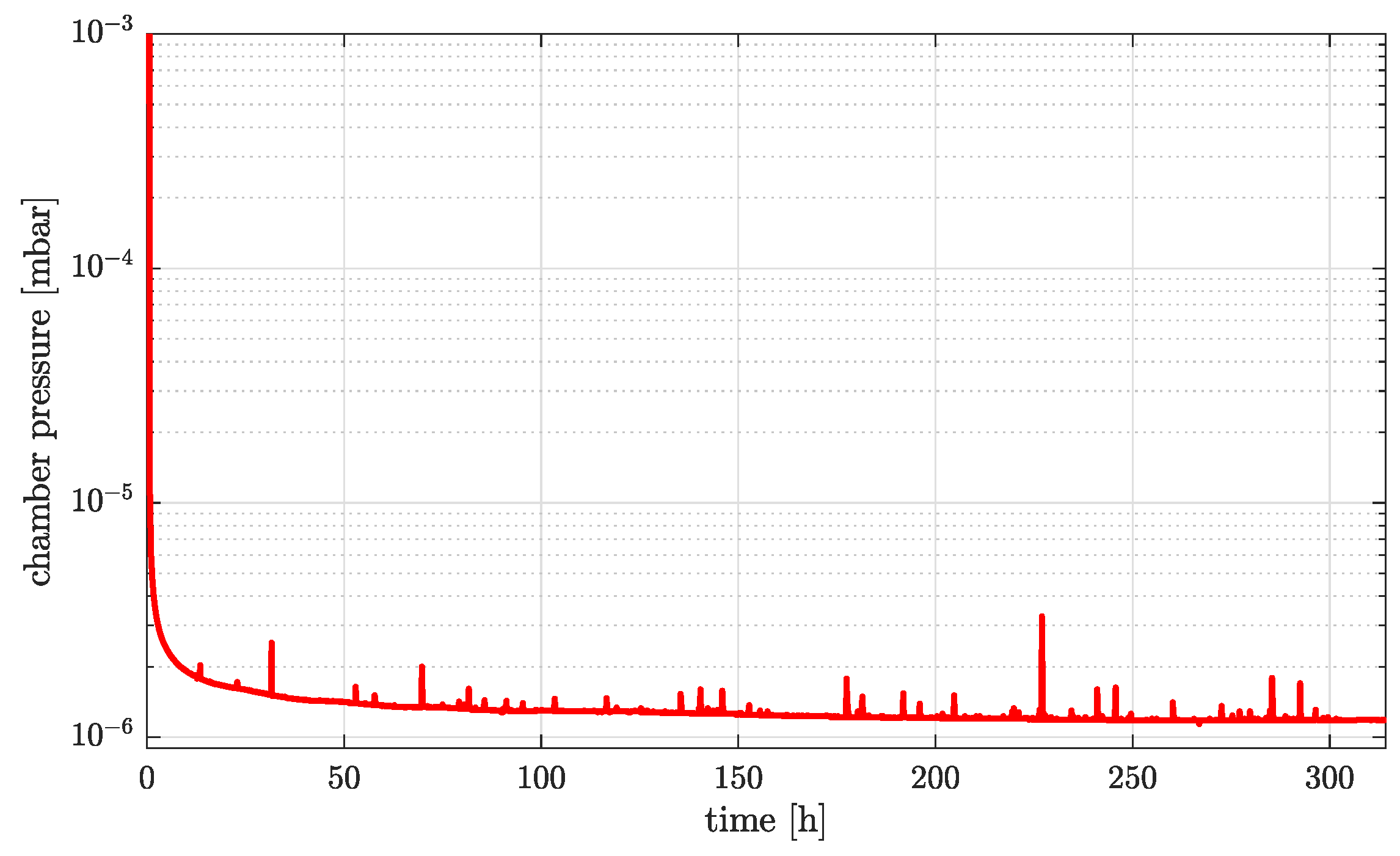
5. Preliminary Vacuum Tests
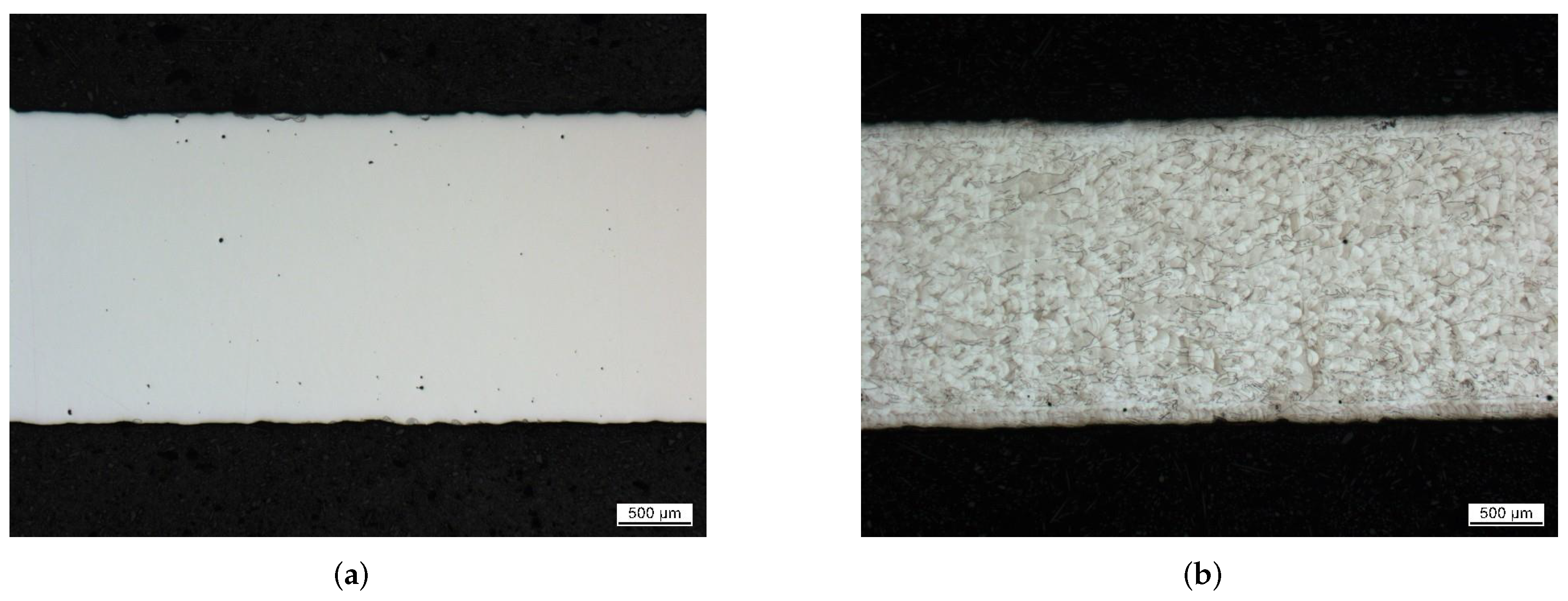
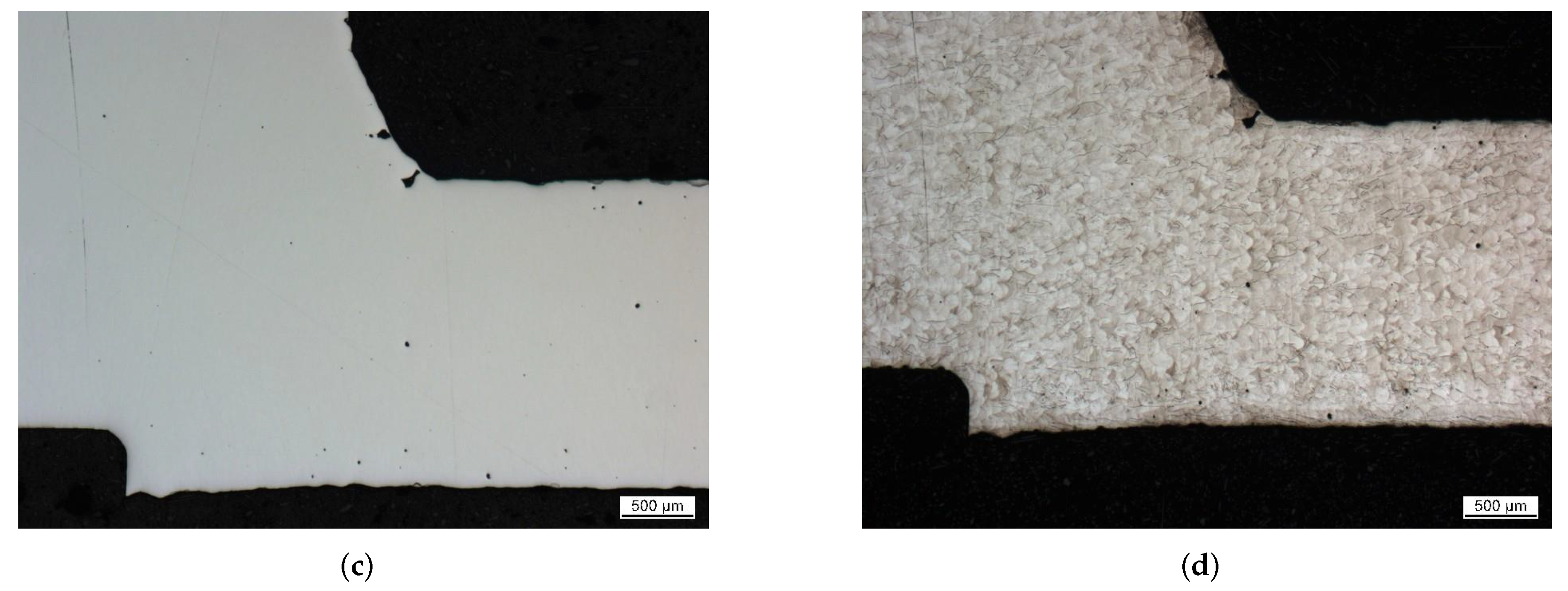
6. Printed Material Properties
7. Cavity Vacuum Test
Further Steps
8. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Frigola, P.; Agustsson, R.B.; Faillace, L.; Murokh, A.Y.; Ciovati, G.; Clemens, W.A.; Dhakal, P.; Marhauser, F.; Rimmer, R.A.; Spradlin, J.K.; et al. Advance Additive Manufacturing Method for SRF Cavities of Various Geometries. In Proceedings of the 17th International Conference on RF Superconductivity (SRF’15), Whistler, BC, Canada, 13–18 September 2015; pp. 1181–1184. [Google Scholar]
- Jenzer, S.; Alves, M.; Delerue, N.; Gonnin, A.; Grasset, D.; Letellier-Cohen, F.; Mercier, B.; Mistretta, E.; Prevost, C.; Vion, A.; et al. Study of the Suitability of 3D Printing for Ultra-High Vacuum Applications. In Proceedings of the 8th International Particle Accelerator Conference (IPAC’17), Copenhagen, Denmark, 14–19 May 2017; pp. 3356–3358. [Google Scholar] [CrossRef]
- Sattonnay, G.; Alves, M.; Bilgen, S.; Bonnis, J.; Brisset, F.; Gonnin, A.; Grasset, D.; Jenzer, S.; Letellier-Cohen, F.; Mercier, B.; et al. Is it Possible to Use Additive Manufacturing for Accelerator UHV Beam Pipes? In Proceedings of the 10th International Particle Accelerator Conference (IPAC’19), Melbourne, Australia, 19–24 May 2019; pp. 2240–2243. [Google Scholar] [CrossRef]
- Delerue, N.; Carduner, H.; Gerard, R.L.; Jenzer, S.; Manil, P.; Repain, P.; Simar, A. Prospects of Additive Manufacturing for Accelerators. In Proceedings of the 10th International Particle Accelerator Conference (IPAC’19), Melbourne, Australia, 19–24 May 2019; pp. 4118–4120. [Google Scholar] [CrossRef]
- Haehnel, H.; Ratzinger, U. First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac rf Cavities. Presented at the 12th International Particle Accelerator Conference (IPAC’21). Campinas, Brazil, 24–28 May 2021. [Google Scholar] [CrossRef]
- Ratzinger, U. The New High Current Ion Accelerator at GSI and Perspectives for Linac Design Based on H-Mode Cavities. In Proceedings of the 7th European Particle Accelerator Conference (EPAC’00), Vienna, Austria, 26–30 June 2000. [Google Scholar]
- Wolf, C.R.; Beck, F.B.; Franz, L.; Neumaier, V.M. 3D Printing for High Vacuum Applications. In Proceedings of the 22nd International Conference on Cyclotrons and Their Applications (Cyclotrons’19), Cape Town, South Africa, 22–27 September 2019; pp. 317–320. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Girder 1 | Girder 2 | ||
|---|---|---|---|
| Scenario | Water Flow |
|---|---|
| Source | L/min |
| 6 mm tubing | L/min |
| Girder 1 | L/min |
| Girder 2 | 5 L/min |
| Girder 1&2 parallel | L/min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hähnel, H.; Ratzinger, U. First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac RF Cavities. Instruments 2022, 6, 9. https://doi.org/10.3390/instruments6010009
Hähnel H, Ratzinger U. First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac RF Cavities. Instruments. 2022; 6(1):9. https://doi.org/10.3390/instruments6010009
Chicago/Turabian StyleHähnel, Hendrik, and Ulrich Ratzinger. 2022. "First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac RF Cavities" Instruments 6, no. 1: 9. https://doi.org/10.3390/instruments6010009
APA StyleHähnel, H., & Ratzinger, U. (2022). First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac RF Cavities. Instruments, 6(1), 9. https://doi.org/10.3390/instruments6010009