
Additive Manufacturing of an IH-Type Linac Structure from Stainless Steel and Pure Copper


Abstract
:1. Introduction
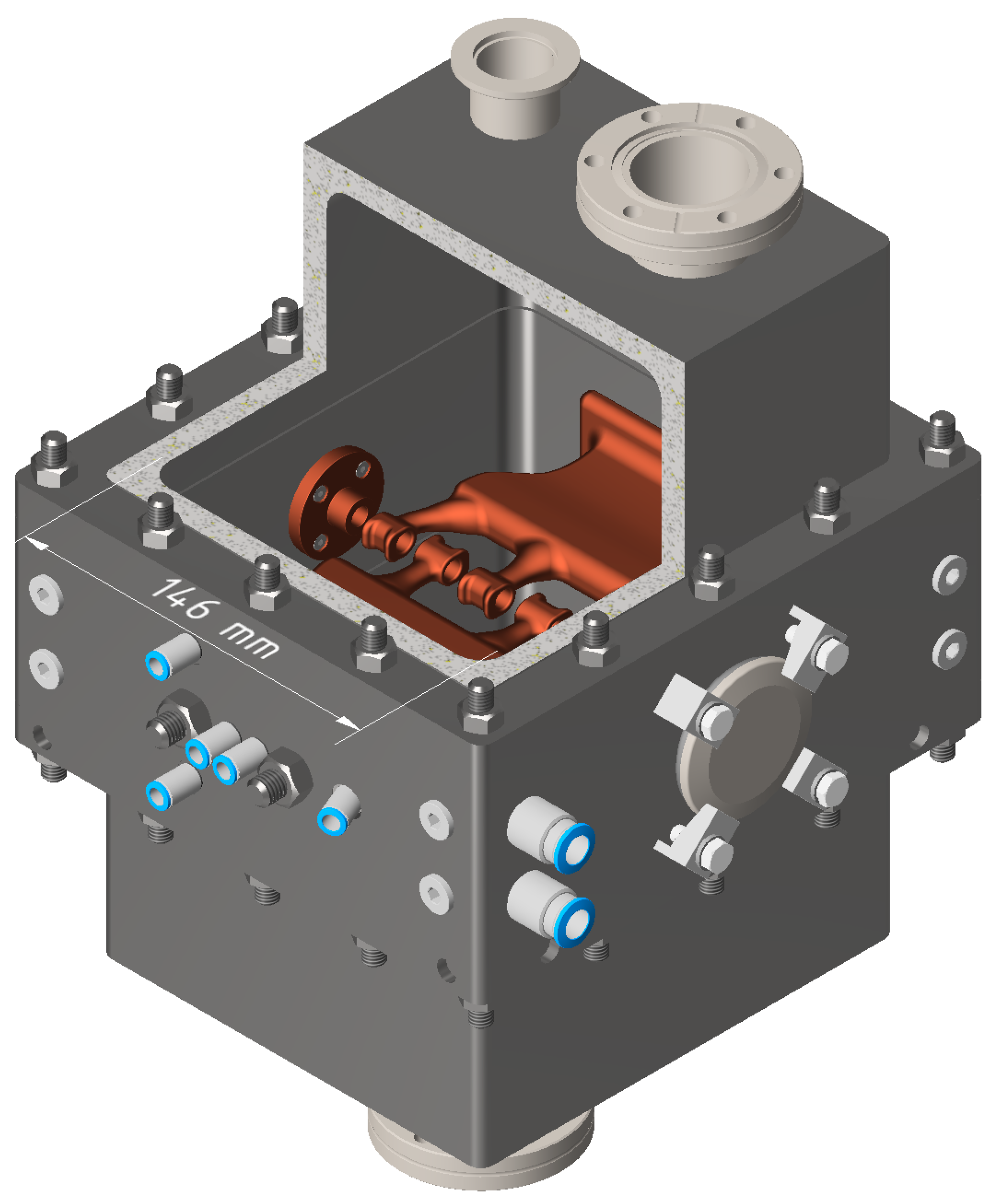
Prototype Design and Concept
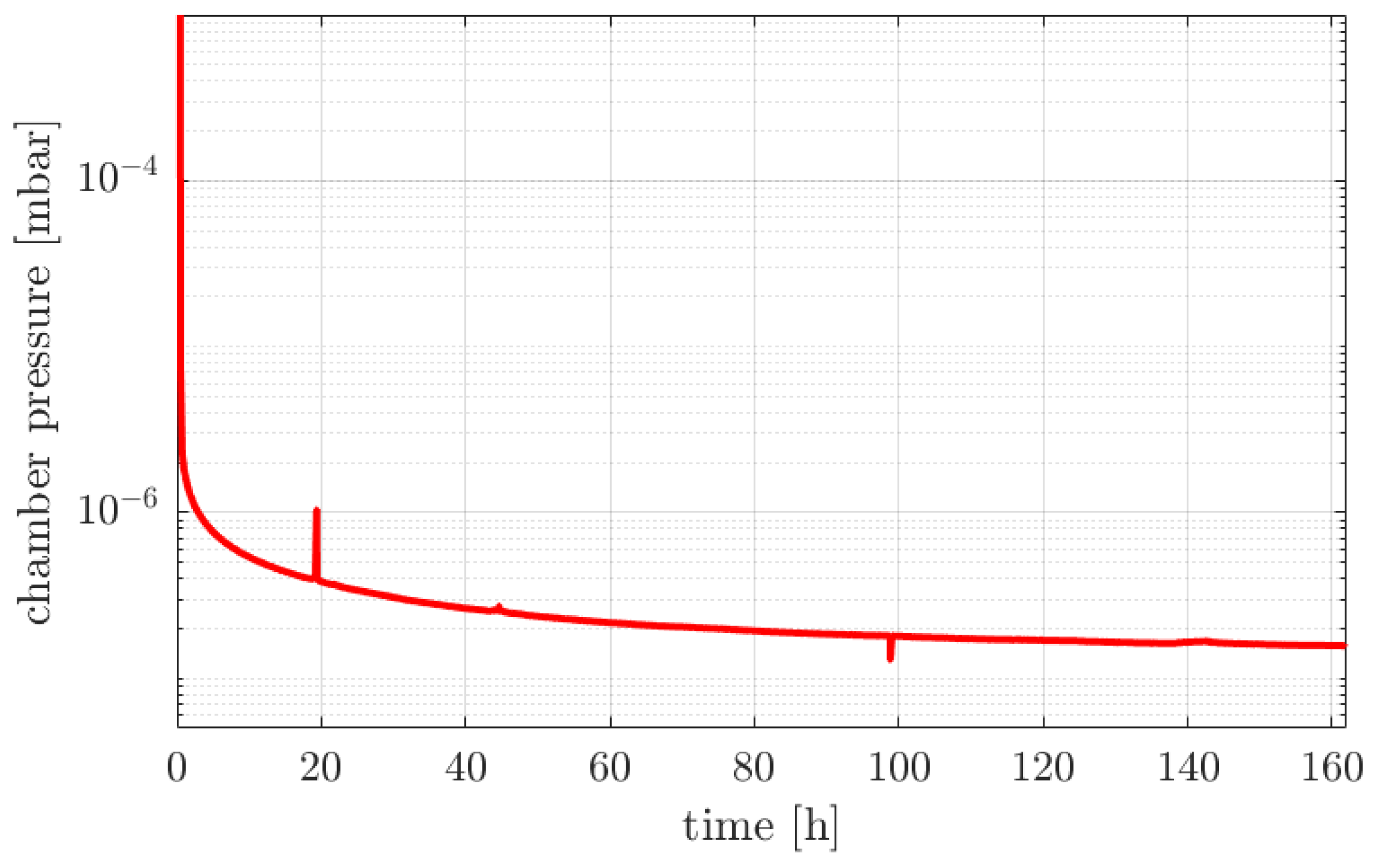
2. Full Cavity Vacuum Tests
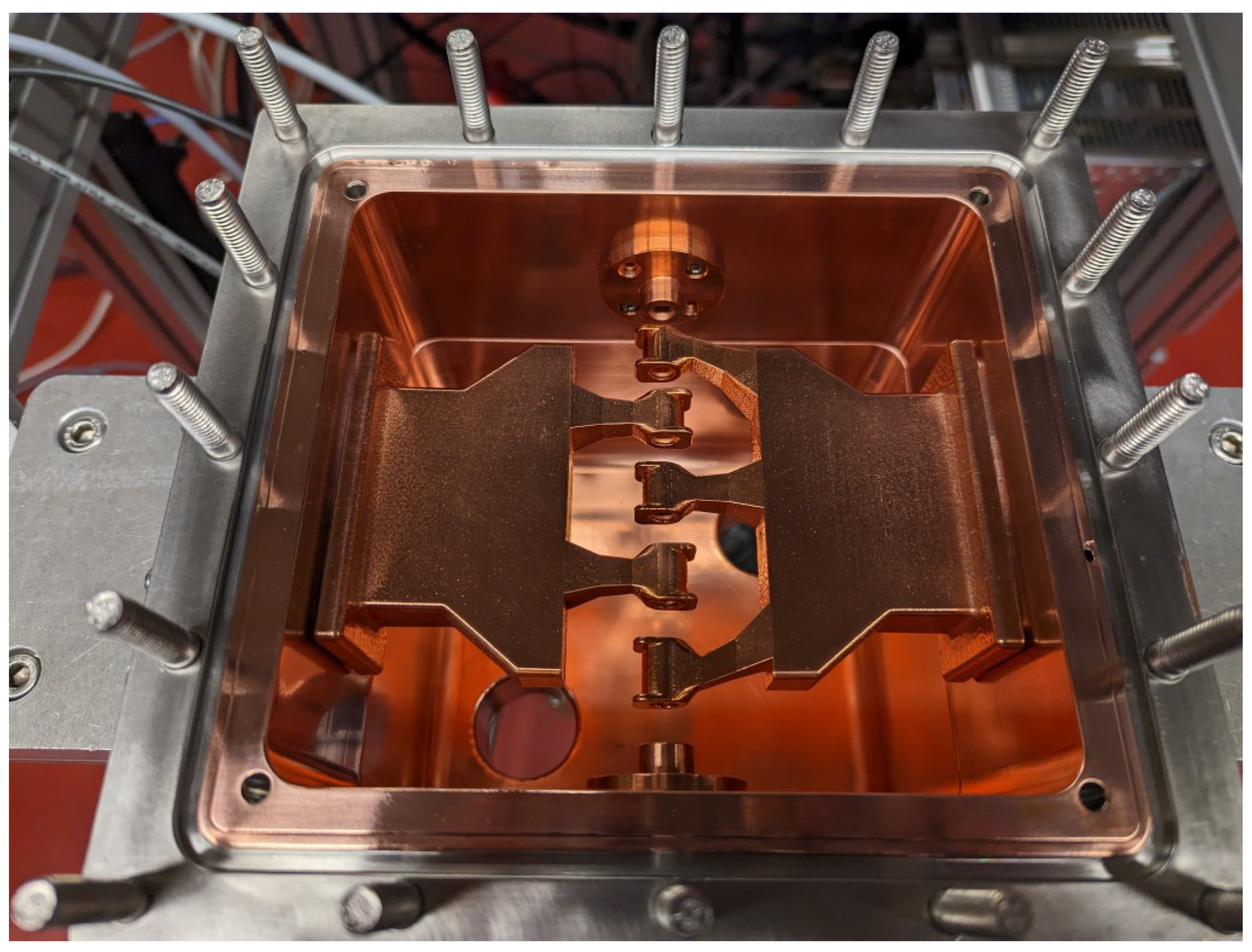
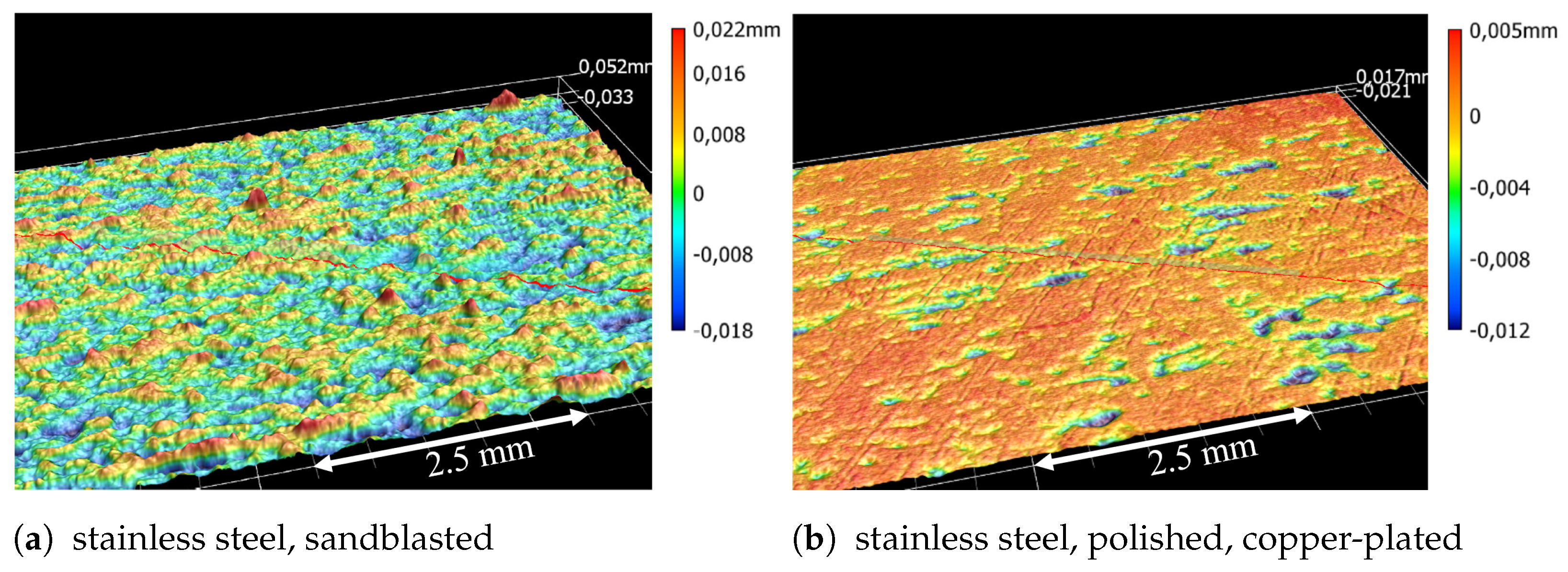
3. Polishing and Copper Plating
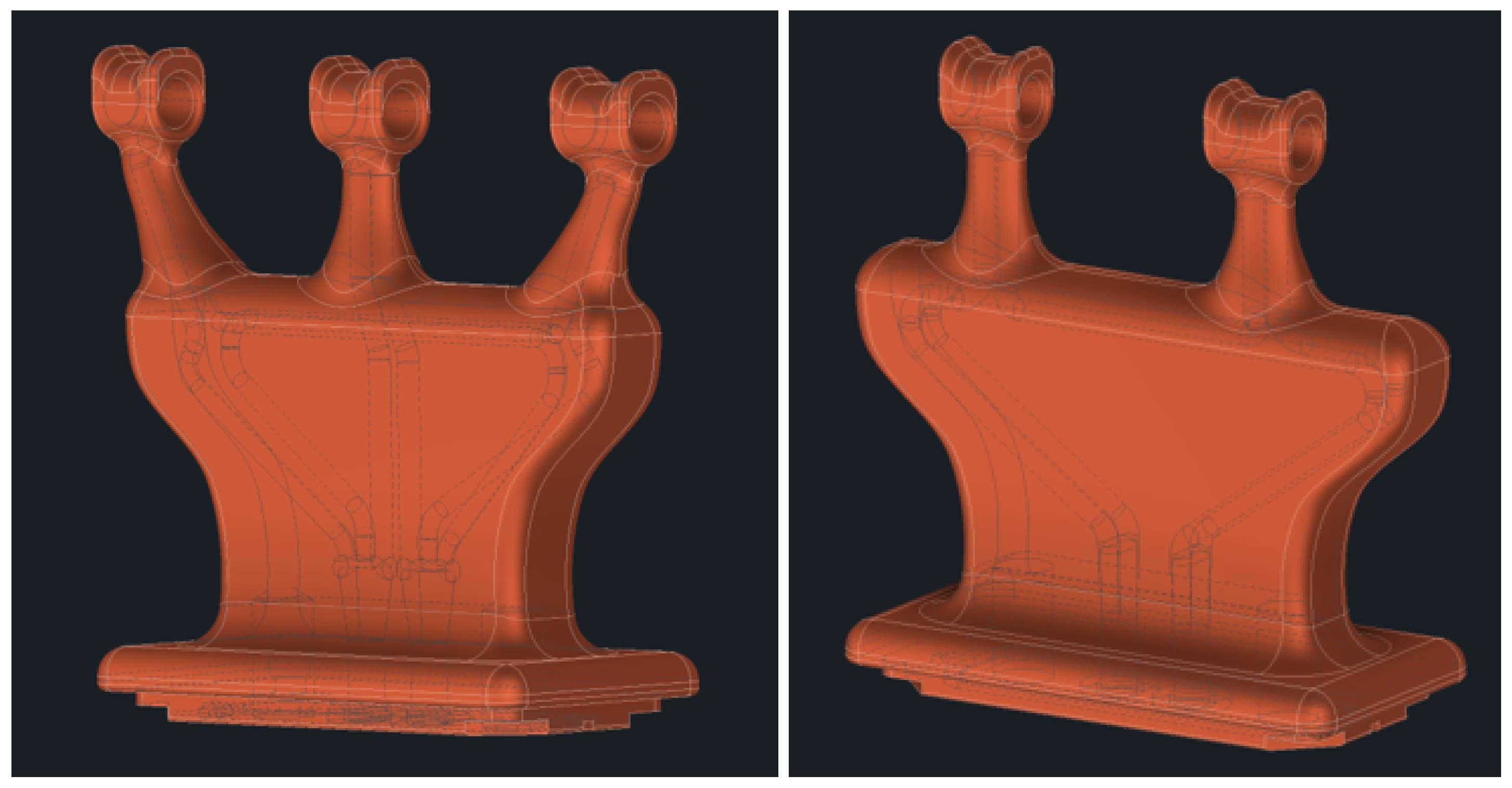
4. Girder Design Improvements
5. Low-Level RF Tests
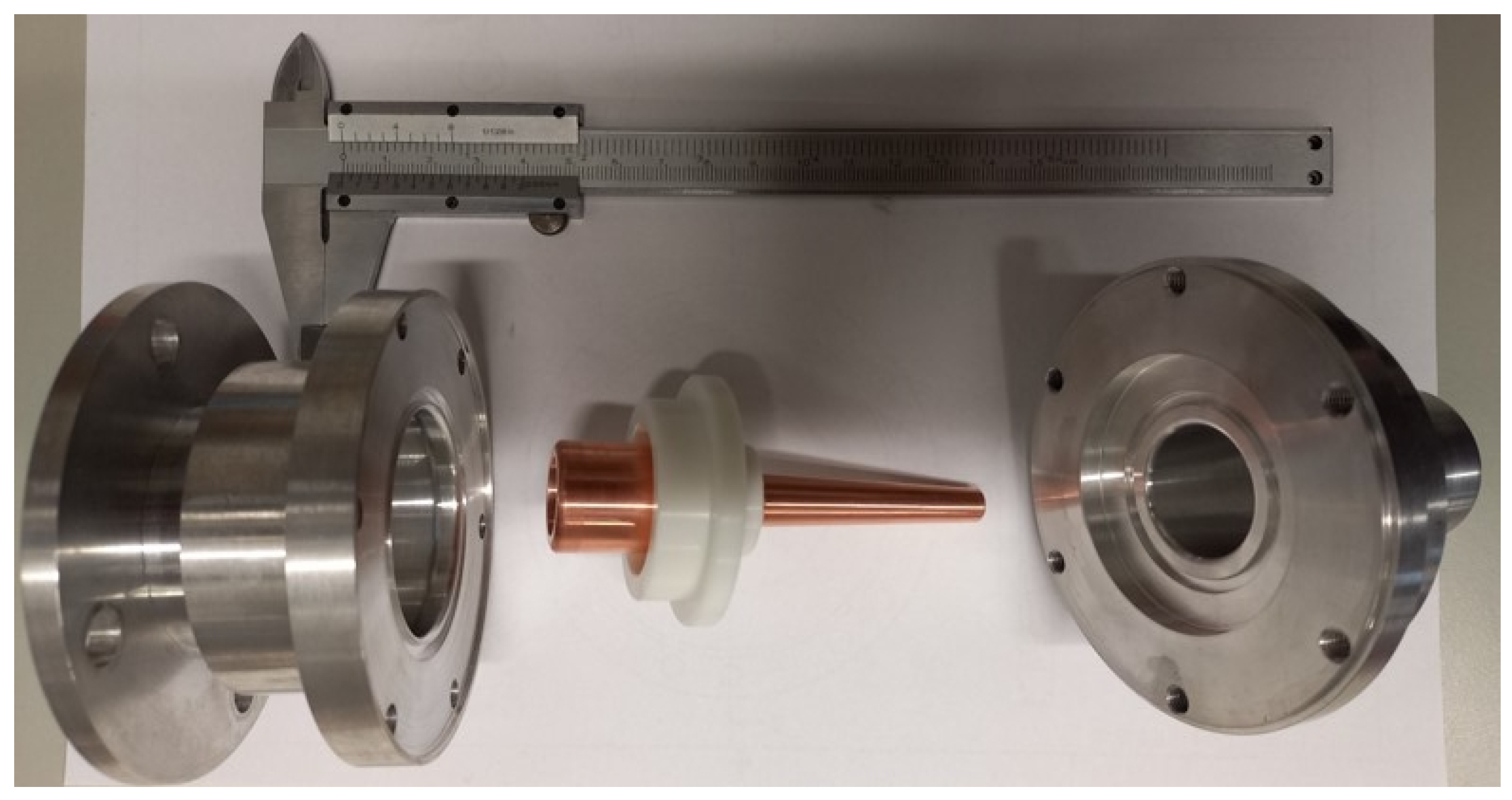
6. RF Coupler Prototype
7. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| IH-DTL | Interdigital H-Mode Drift Tube Linear Particle Accelerator |
| CH-DTL | Crossbar H-mode Drift Tube Linear Particle Accelerator |
| DTL | Drift Tube Linear Particle Accelerator |
| RF | Radio Frequency |
| CAD | Computer-Aided Design |
| CNC | Computerized Numerical Control |
| HV | High Vacuum |
| UHV | Ultra-High Vacuum |
| linac | Linear Particle Accelerator |
References
- Ratzinger, U. H-type linac structures. In CAS-CERN Accelerator School: Radio Frequency Engineering; CERN: Meyrin, Switzerland, 5 August 2005; p. 351. [Google Scholar] [CrossRef]
- Benedetti, S.; Grudiev, A.; Latina, A. Design of a 750 MHz IH Structure for Medical Applications. In Proceedings of the LINAC’16, East Lansing, MI, USA, 26 September 2016; pp. 240–243. [Google Scholar] [CrossRef]
- Nakazawa, Y.; Cicek, E.; Futatsukawa, K.; Fuwa, Y.; Hayashizaki, N.; Iijima, T.; Iinuma, H.; Iwata, Y.; Kondo, Y.; Mibe, T.; et al. High-power test of an interdigital H-mode drift tube linac for the J-PARC muon g − 2 and electric dipole moment experiment. Phys. Rev. Accel. Beams 2022, 25, 110101. [Google Scholar] [CrossRef]
- Hähnel, H.; Ratzinger, U. First 3D Printed IH-Type Linac Structure—Proof-of-Concept for Additive Manufacturing of Linac RF Cavities. Instruments 2022, 6, 9. [Google Scholar] [CrossRef]
- Torims, T.; Pikurs, G.; Gruber, S.; Vretenar, M.; Ratkus, A.; Vedani, M.; López, E.; Brückner, F. First Proof-of-Concept Prototype of an Additive Manufactured Radio Frequency Quadrupole. Instruments 2021, 5, 35. [Google Scholar] [CrossRef]
- Frigola, P.; Agustsson, R.B.; Faillace, L.; Murokh, A.Y.; Ciovati, G.; Clemens, W.A.; Dhakal, P.; Marhauser, F.; Rimmer, R.A.; Spradlin, J.K.; et al. Advance Additive Manufacturing Method for SRF Cavities of Various Geometries. In Proceedings of the 17th International Conference on RF Superconductivity (SRF’15), Whistler, BC, Canada, 13–18 September 2015; pp. 1181–1184. [Google Scholar]
- Jenzer, S.; Alves, M.; Delerue, N.; Gonnin, A.; Grasset, D.; Letellier-Cohen, F.; Mercier, B.; Mistretta, E.; Prevost, C.; Vion, A.; et al. Study of the Suitability of 3D Printing for Ultra-High Vacuum Applications. In Proceedings of the 8th International Particle Accelerator Conference (IPAC’17), Copenhagen, Denmark, 14–19 May 2017; pp. 3356–3358. [Google Scholar] [CrossRef]
- Sattonnay, G.; Alves, M.; Bilgen, S.; Bonnis, J.; Brisset, F.; Gonnin, A.; Grasset, D.; Jenzer, S.; Letellier-Cohen, F.; Mercier, B.; et al. Is it Possible to Use Additive Manufacturing for Accelerator UHV Beam Pipes? In Proceedings of the 10th International Particle Accelerator Conference (IPAC’19), Melbourne, VIC, Australia, 19–24 May 2019; pp. 2240–2243. [Google Scholar] [CrossRef]
- Delerue, N.; Carduner, H.; Gerard, R.L.; Jenzer, S.; Manil, P.; Repain, P.; Simar, A. Prospects of Additive Manufacturing for Accelerators. In Proceedings of the 10th International Particle Accelerator Conference (IPAC’19), Melbourne, VIC, Australia, 19–24 May 2019; pp. 4118–4120. [Google Scholar] [CrossRef]
- Terrazas, C.A.; Mireles, J.; Gaytan, S.M.; Hinojos, A.; Frigola, P.; Wicker, R.B. Fabrication and characterization of high-purity niobium using electron beam melting additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2016, 84, 1115–1126. [Google Scholar] [CrossRef]
- Riensche, A.; Carriere, P.; Smoqi, Z.; Menendez, A.; Frigola, P.; Kutsaev, S.; Araujo, A.; Araujo, N.G.; Rao, P. Application of hybrid laser powder bed fusion additive manufacturing to microwave radio frequency quarter wave cavity resonators. Int. J. Adv. Manuf. Technol. 2023, 124, 619–632. [Google Scholar] [CrossRef]
- Torims, T.; Ahmed, C.; Nicolas, D.; Maurizio, F.P.; Dagnija, K.; Elena, L.; Tauno, O.; Guntis, P.; Mateo, P. Evaluation of geometrical precision and surface roughness quality for the additively manufactured radio frequency quadrupole prototype. J. Phys. Conf. Ser. 2023, 2420, 012089. [Google Scholar] [CrossRef]
- Hähnel, H.; Ateş, A.; Dedić, B.; Ratzinger, U. Pure Copper and Stainless Steel Additive Manufacturing of an IH-Type Linac Structure. In Proceedings of the IPAC’23, Venezia, Italy, 7–12 May 2023; pp. 4880–4883. [Google Scholar]
- Wolf, C.R.; Beck, F.B.; Franz, L.; Neumaier, V.M. 3D Printing for High Vacuum Applications. In Proceedings of the 22nd International Conference on Cyclotrons and Their Applications (Cyclotrons’19), Cape Town, South Africa, 22–27 September 2019; pp. 317–320. [Google Scholar] [CrossRef]
- Mayerhofer, M.; Mitteneder, J.; Dollinger, G. A 3D printed pure copper drift tube linac prototype. Rev. Sci. Instrum. 2022, 93, 023304. [Google Scholar] [CrossRef] [PubMed]
- Schlitt, B.; Eichler, G.; Hermann, S. Modernisation of the 108 MHz RF Systems at the GSI UNILAC. In Proceedings of the LINAC’16, East Lansing, MI, USA, 25–30 September 2016; pp. 898–901. [Google Scholar] [CrossRef]
- Mayerhofer, M.; Mitteneder, J.; Wittig, C.; Prestes, I.; Jägle, E.; Dollinger, G. First High Quality DTL Cavity additively Manufactured from Pure Copper. In Proceedings of the IPAC’23, Venezia, Italy, 7–12 May 2023; Volume 5, pp. 4912–4915. [Google Scholar]
- Ratzinger, U. Interdigital RF Structures. In Proceedings of the LINAC’90, Albuquerque, NM, USA, 9–14 September 1990; paper WE201; pp. 525–529. [Google Scholar]
- Fonda, R.W.; Rowenhorst, D.J. Crystallographic Variability in Additive Manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1249, 012007. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| General Parameters | Value |
|---|---|
| Resonance Frequency: | 433.632 MHz |
| Outer Dimensions (w/l/h): | 221 mm/206 mm/261 mm |
| Inner Length: | 146 mm |
| Period Length (): | 19 mm–24 mm |
| Reference Particle: | proton |
| Initial Energy: | 1.4 MeV |
| Final Energy: | 2.4 MeV |
| Simulation Results (ideal model) | Value |
| Unloaded Q-factor: | 8601 |
| RF losses for 1 MV: | 24.8 kW |
| Effective Shunt Impedance: |
| CST Simulation | ||
|---|---|---|
| (original AM geometry): steel conductivity | 433.4 MHz | 1321 |
| (original AM geometry): copper conductivity | 433.4 MHz | 8715 |
| (new AM geometry): copper conductivity | 432.0 MHz | 8300 |
| Measurement-Stainless Steel Cavity | ||
| (original AM geometry): steel | 433.5 MHz | 1132 |
| (original AM geometry): copper plated steel | 427.3 MHz | 2600 |
| Measurement-Copper Plated Cavity | ||
| (original AM geometry): copper plated steel | 428.3 MHz | 7076 |
| (new AM geometry) *: pure copper | 438.6 MHz | 5200 |
| (new AM geometry) *: pure copper, annealed | 438.6 MHz | 6402 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hähnel, H.; Ateş, A.; Dedić, B.; Ratzinger, U. Additive Manufacturing of an IH-Type Linac Structure from Stainless Steel and Pure Copper. Instruments 2023, 7, 22. https://doi.org/10.3390/instruments7030022
Hähnel H, Ateş A, Dedić B, Ratzinger U. Additive Manufacturing of an IH-Type Linac Structure from Stainless Steel and Pure Copper. Instruments. 2023; 7(3):22. https://doi.org/10.3390/instruments7030022
Chicago/Turabian StyleHähnel, Hendrik, Adem Ateş, Benjamin Dedić, and Ulrich Ratzinger. 2023. "Additive Manufacturing of an IH-Type Linac Structure from Stainless Steel and Pure Copper" Instruments 7, no. 3: 22. https://doi.org/10.3390/instruments7030022
APA StyleHähnel, H., Ateş, A., Dedić, B., & Ratzinger, U. (2023). Additive Manufacturing of an IH-Type Linac Structure from Stainless Steel and Pure Copper. Instruments, 7(3), 22. https://doi.org/10.3390/instruments7030022