Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
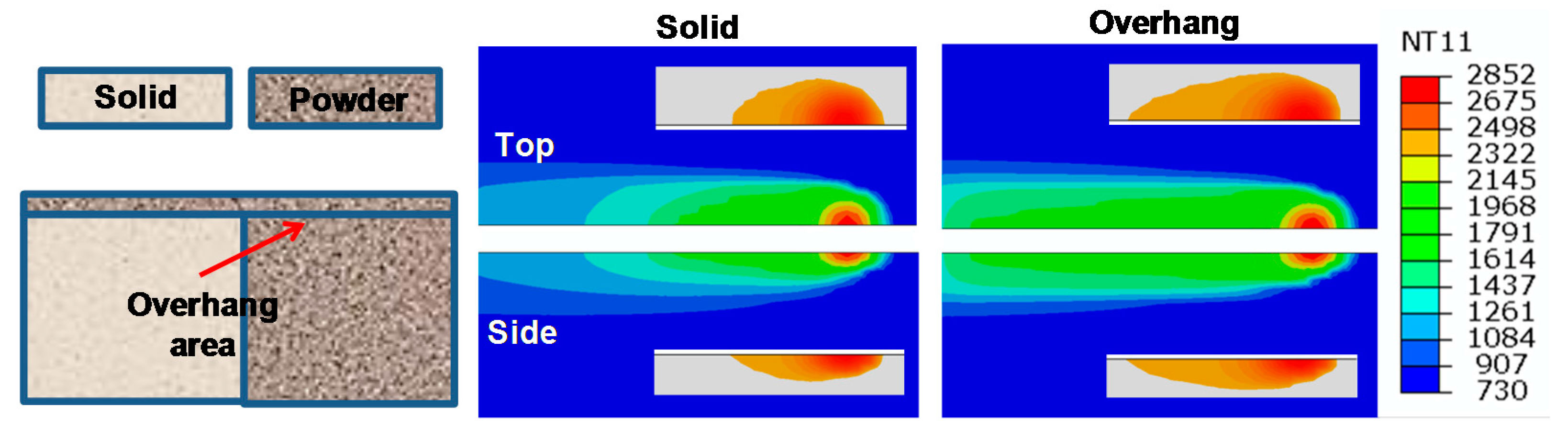
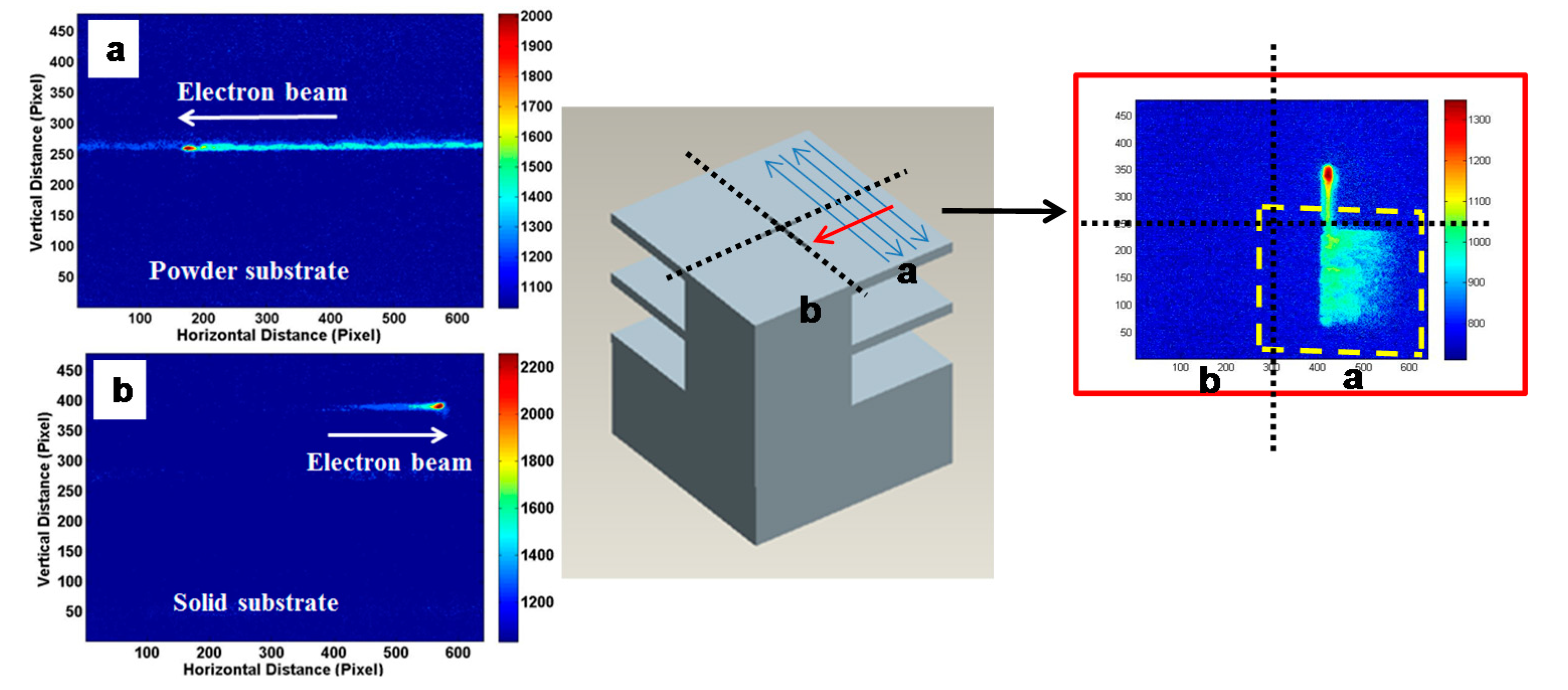
2. Modeling Study—Thermomechanical Simulation for Distortion Analysis
3. Experimental Testing—Fabrication, Results, and Discussion
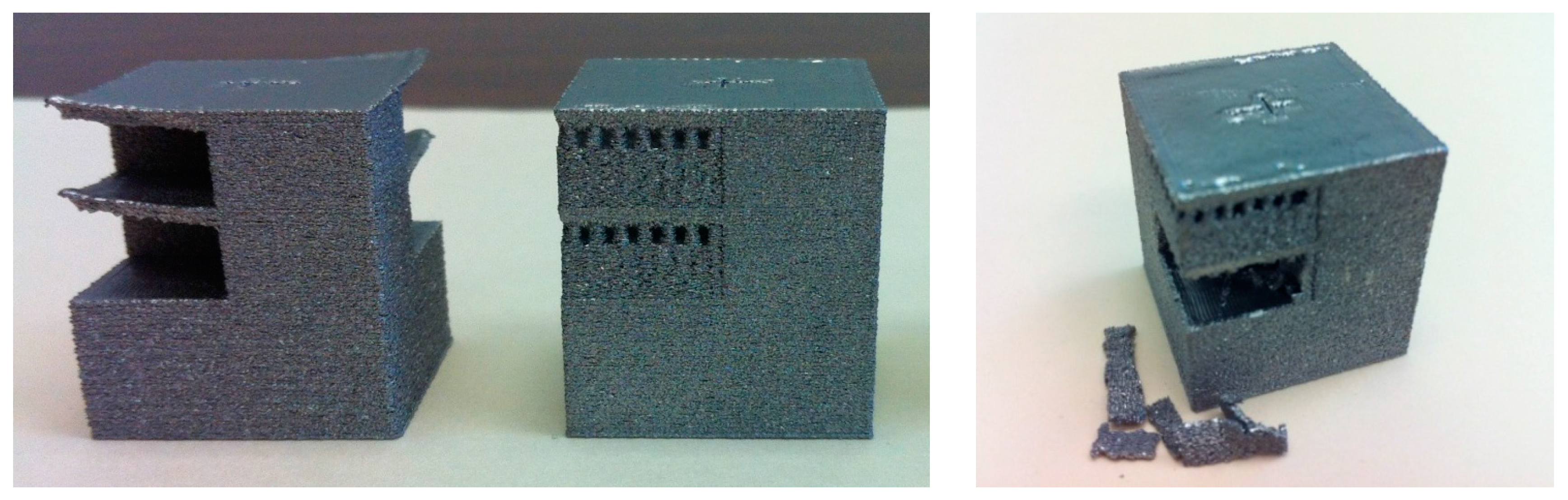
3.1. Overhang Part Fabrication
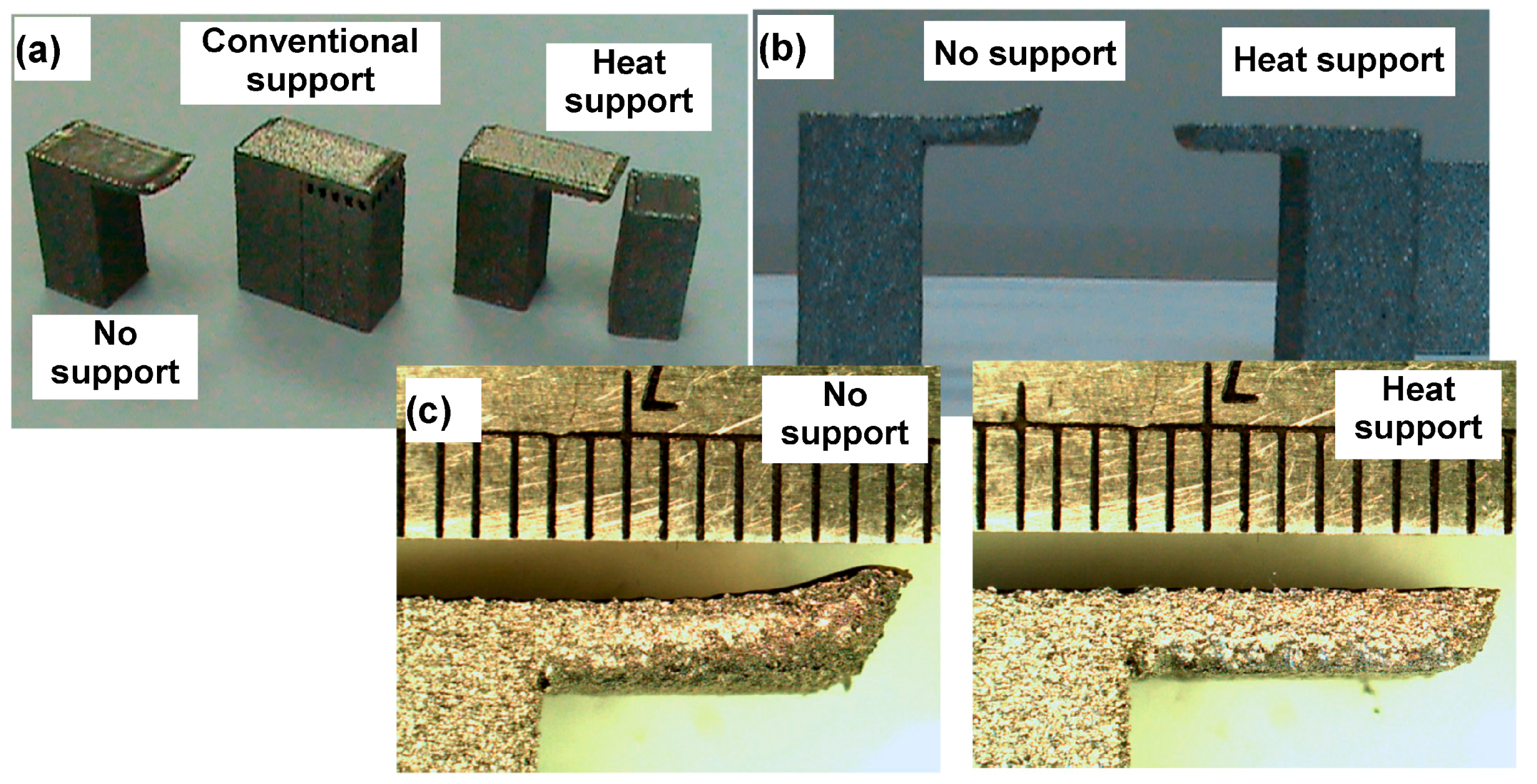
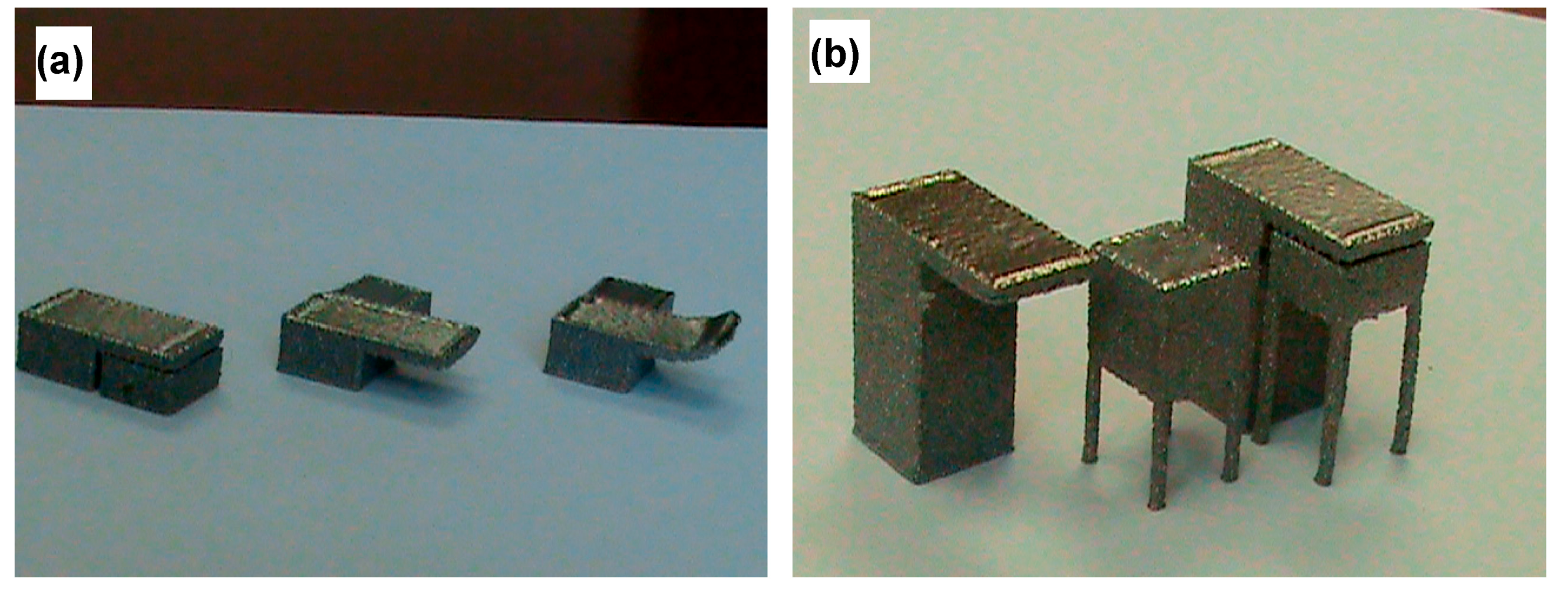
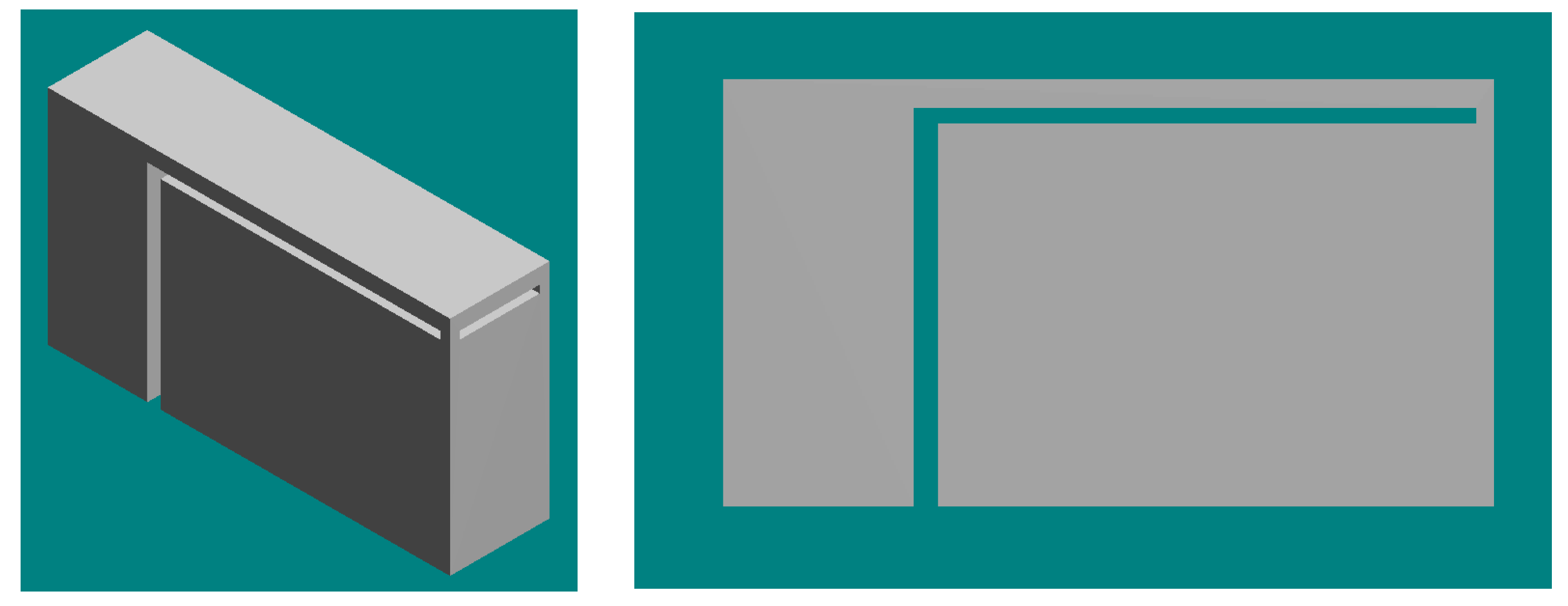
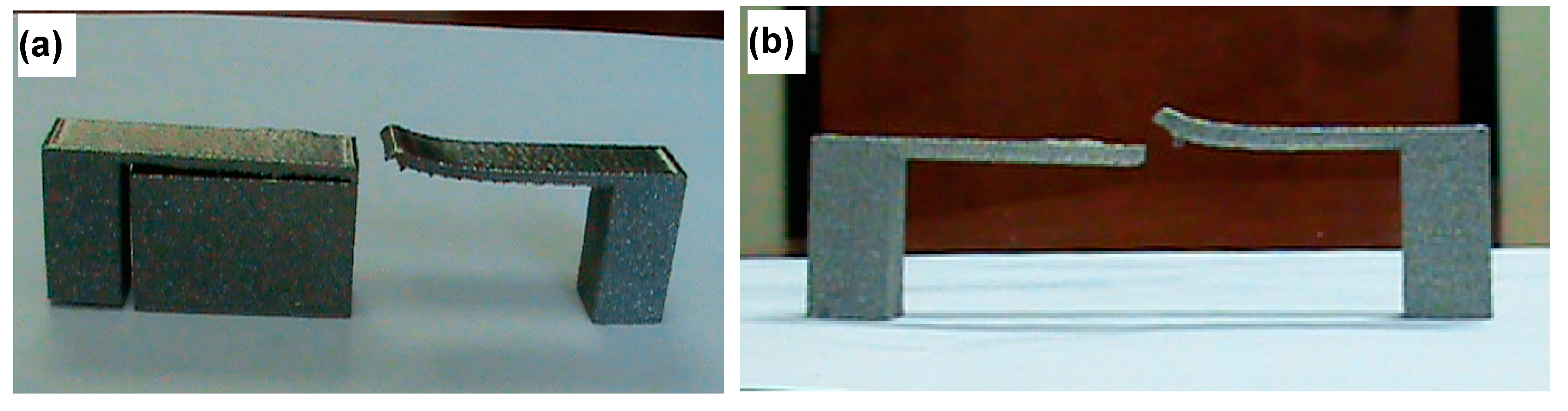
3.1.1. Effect of Support Structures
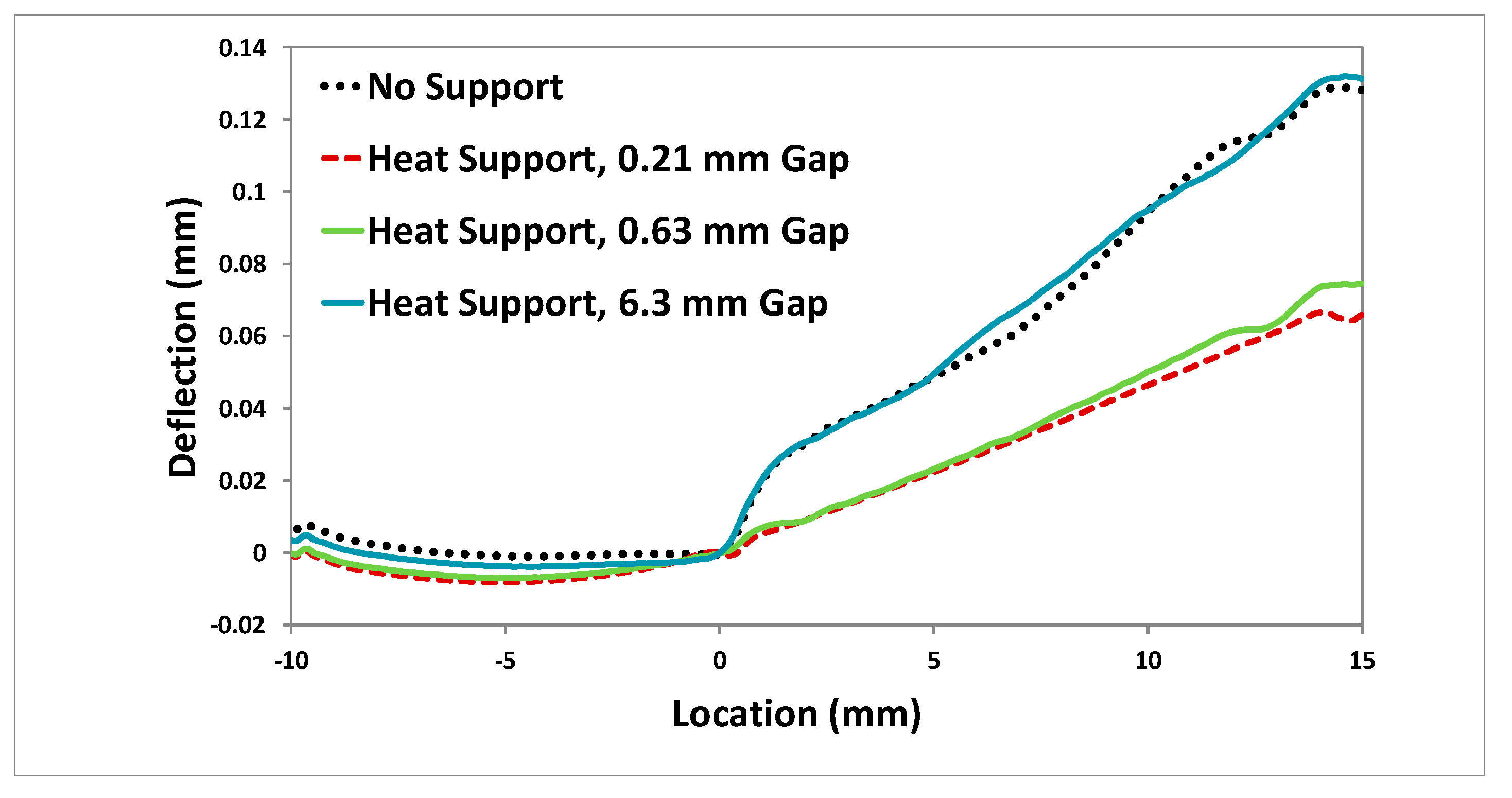
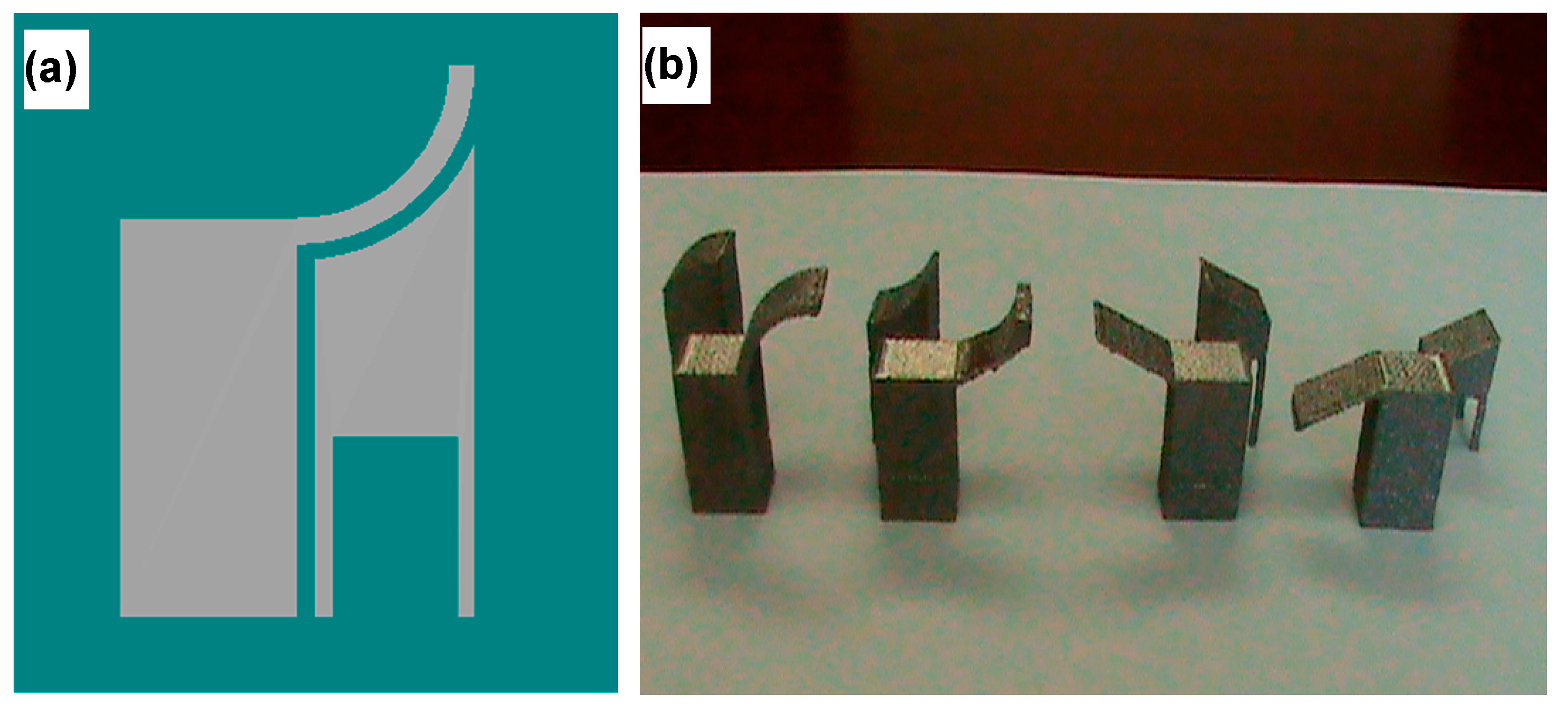
3.1.2. Heat Support of Different Parameters
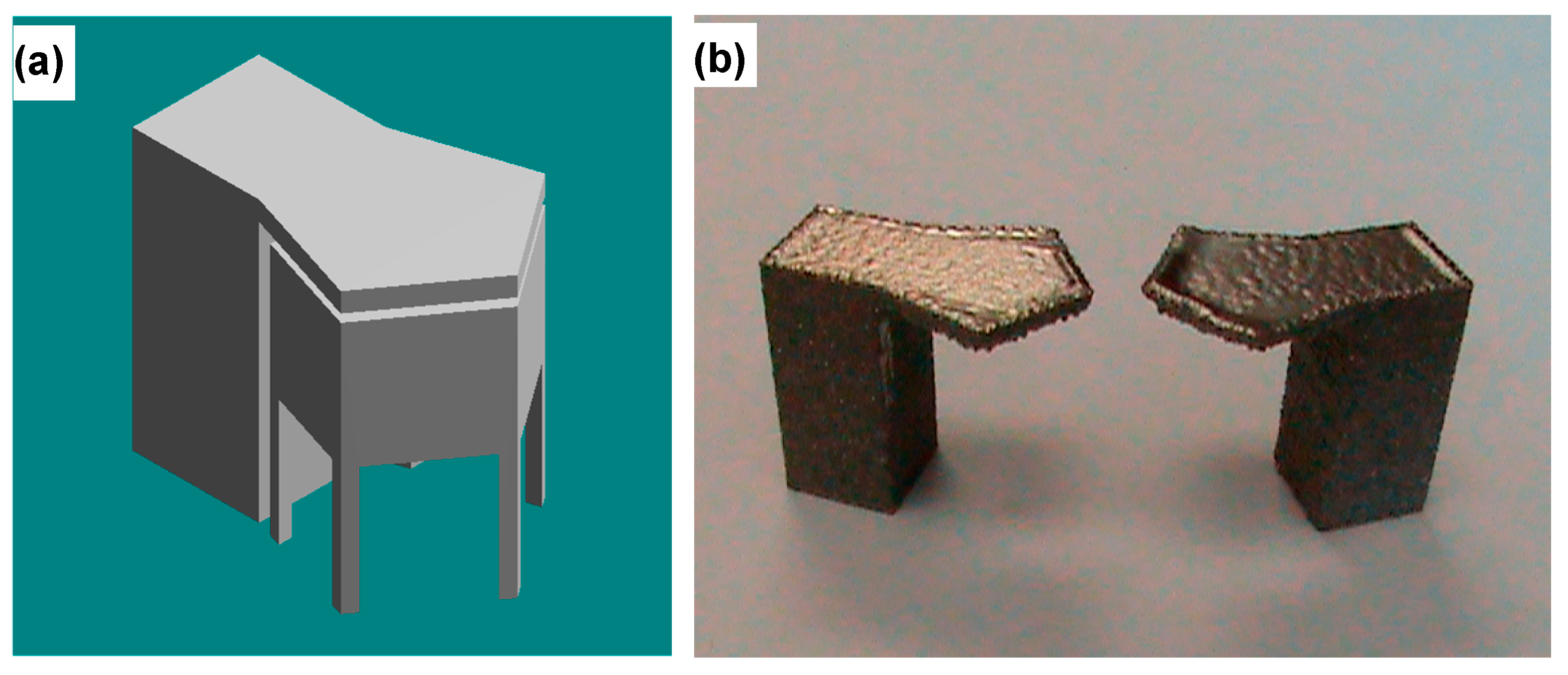
3.1.3. Different Overhang Geometries
3.2. Limitations and Challenges
4. Conclusions
- (1)
- The contact-free heat support has been demonstrated to be an effective alternative to conventional support structures in minimizing overhang distortions with no or little post-processing needed.
- (2)
- The effectiveness of a heat support is sensitive to the gap distance and the heat support thickness.
- (3)
- The contact-free heat support has also been shown to be effective for various overhang geometries, including different curves and shapes.
5. Patents
Acknowledgments
Author Contributions
Conflicts of Interest
References
- ASTM International. ASTM Standard F2792, Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; López de Lacalle, L.N. Geometric modelling of added layers by coaxial laser cladding. Phys. Procedia 2012, 39, 913–920. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Ukar, E.; Martinez, S.; Celaya, A. Modeling of the geometry built-up by coaxial laser material deposition process. Int. J. Adv. Manuf. Technol. 2014, 70, 843–851. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.-P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Mumtaz, K.A.; Hopkinson, N.; Stapleton, D.; Todd, I.; Derguti, F.; Vora, P. Benchmarking metal powder bed additive manufacturing processes (SLM and EBM) to build flat overhanging geometries without supports. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012. [Google Scholar]
- Yan, C.; Hao, L.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
- Jhabvala, J.; Boillat, E.; André, C.; Glardon, R. An innovative method to build support structures with a pulsed laser in the selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 137–142. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.; Young, P. Advanced lattice support structures for metal additive manufacturing. J. Mater. Process. Technol. 2013, 213, 1019–1026. [Google Scholar] [CrossRef]
- Hussein, A.; Yan, C.; Everson, R.; Hao, L. Preliminary investigation on cellular support structures using SLM process. In Proceedings of the Innovative Developments in Virtual and Physical Prototyping, Leiria, Portugal, 28 September–1 October 2011; da Silva Bartolo, P.J., Ed.; Taylor & Francis Group: London, UK, 2011; pp. 609–612. [Google Scholar]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. A new approach to the design and optimisation of support structures in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 66, 1247–1254. [Google Scholar] [CrossRef]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Des. 2013, 64, 203–213. [Google Scholar] [CrossRef]
- Krol, T.A.; Zaeh, M.F.; Seidel, C. Optimization of supports in metal-based additive manufacturing by means of finite element models. In Proceedings of the 23rd Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; pp. 707–718. [Google Scholar]
- Thomas, D. The Development of Design Rules for Selective Laser Melting. Ph.D. Thesis, University of Wales, Cardiff, UK, 2009. [Google Scholar]
- Cloots, M.; Spierings, A.; Wegener, K. Assessing new support minimizing strategies for the additive manufacturing technology SLM. In Proceedings of the 24th Annual Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- Shen, N.; Chou, K. Thermal modeling of electron beam additive manufacturing process—Powder sintering effect. In Proceedings of the ASME International Manufacturing Science and Engineering Conference, Notre Dame, IN, USA, 4–8 June 2012; pp. 287–295. [Google Scholar]
- Price, S. On Temperature Measurements and Analysis in Electron Beam Additive Manufacturing Using Near Infrared Thermography. Master’s Thesis, The University of Alabama, Tuscaloosa, AL, USA, May 2014. [Google Scholar]
- Chou, K.; Cooper, K. Systems and Methods for Designing and Fabricating Contact-Free Support Structures for Overhang Geometries of Parts in Powder-bed Metal Additive Manufacturing. U.S. Patent No. 9,767,224 B2, 17 September 2017. [Google Scholar]
- Cheng, B.; Chou, K. Geometric consideration of support structures in part overhang fabrications by electron beam additive manufacturing. Comput. Aided Des. 2015, 69, 102–111. [Google Scholar] [CrossRef]















© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cooper, K.; Steele, P.; Cheng, B.; Chou, K. Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing. Inventions 2018, 3, 2. https://doi.org/10.3390/inventions3010002
Cooper K, Steele P, Cheng B, Chou K. Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing. Inventions. 2018; 3(1):2. https://doi.org/10.3390/inventions3010002
Chicago/Turabian StyleCooper, Kenneth, Phillip Steele, Bo Cheng, and Kevin Chou. 2018. "Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing" Inventions 3, no. 1: 2. https://doi.org/10.3390/inventions3010002
APA StyleCooper, K., Steele, P., Cheng, B., & Chou, K. (2018). Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing. Inventions, 3(1), 2. https://doi.org/10.3390/inventions3010002