Evaluation of Capacitive Markers Fabricated by 3D Printing, Laser Cutting and Prototyping


Abstract
:
1. Introduction
- How do capacitive markers fabricated by laser cutting, prototyping and 3D printing perform compared to each other?
- How do side effects (e.g., type of device, type of interaction) affect the detection performance?
- Does a certain layer of insulation (between the pad and the touch screen) possibly enhance the untouched detection performance?
- Can capacitive markers in our study be detected untouched?
2. Materials and Methods
2.1. Apparatus and Materials
2.1.1. Capacitive Markers and Touch Screen Displays in General
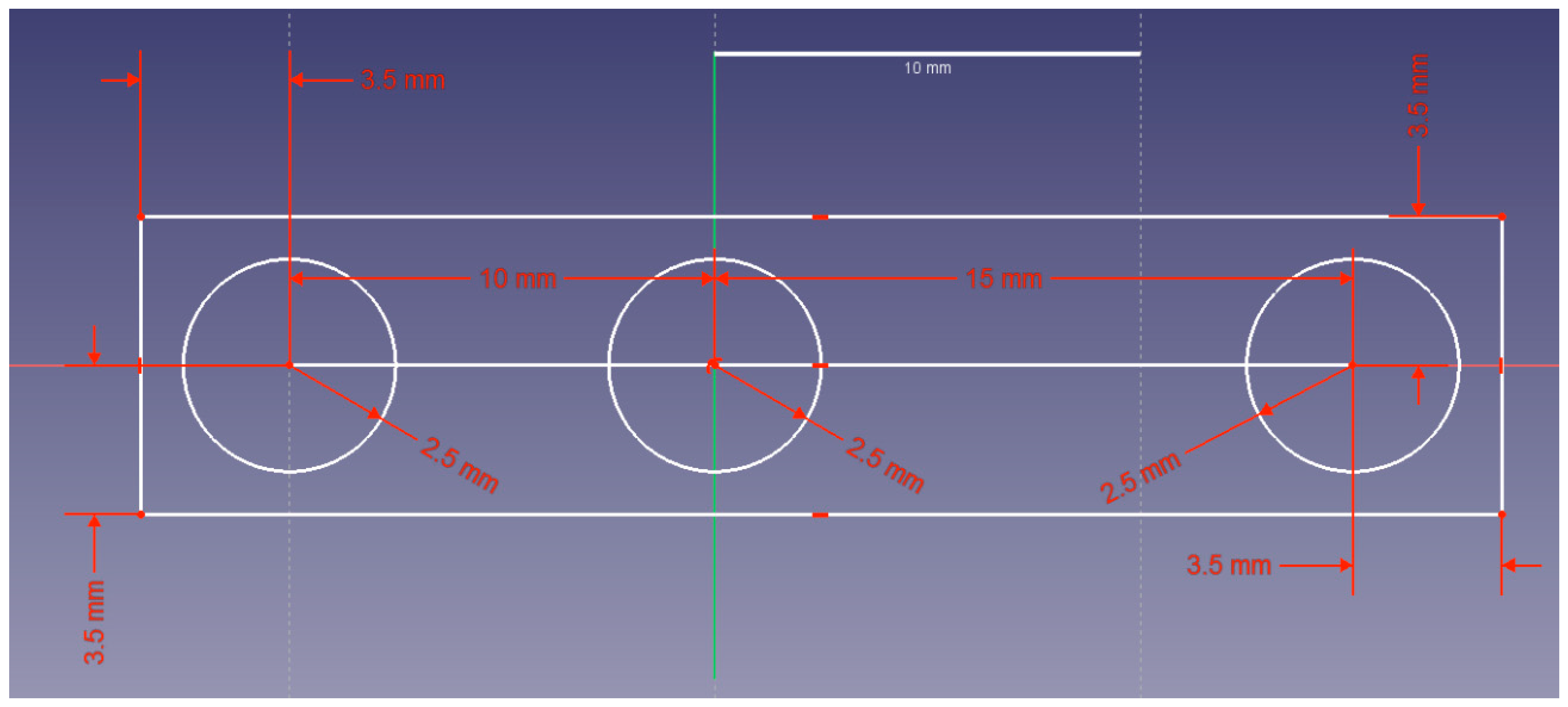
2.1.2. Consistent Geometry of Used Capacitive Markers
2.1.3. 3D Printing
2.1.4. Laser Cutting (Used with Acrylic Glass and Cardboard Panel)
2.1.5. Prototyping by Modeling Clay
2.1.6. Comparison of Fabrication Techniques
2.2. Methods and Measurements
2.2.1. Variables
2.2.2. Metrics for Detection Quality
2.2.3. Measurement of Insulating Layer
3. Results and Discussion
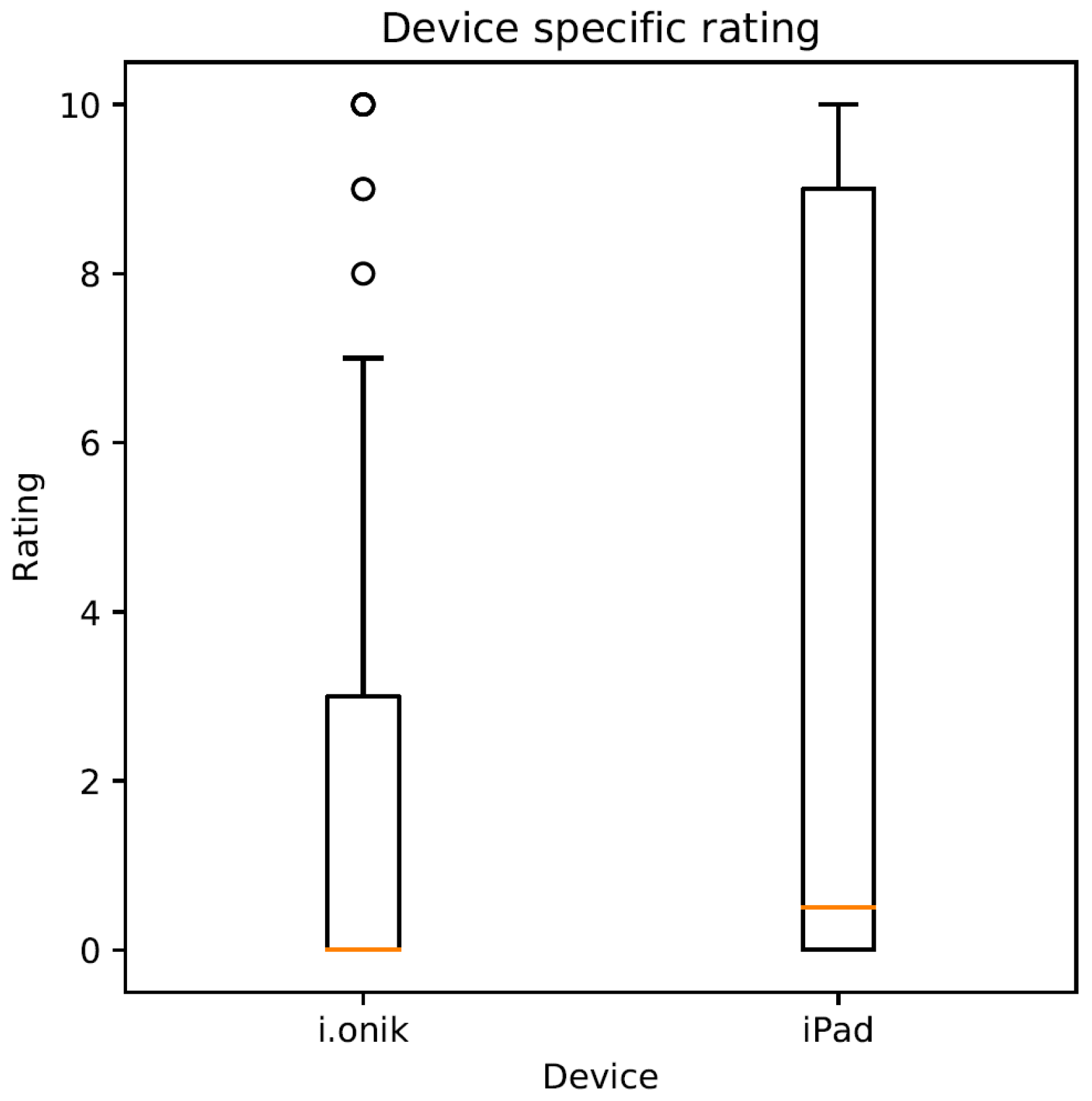
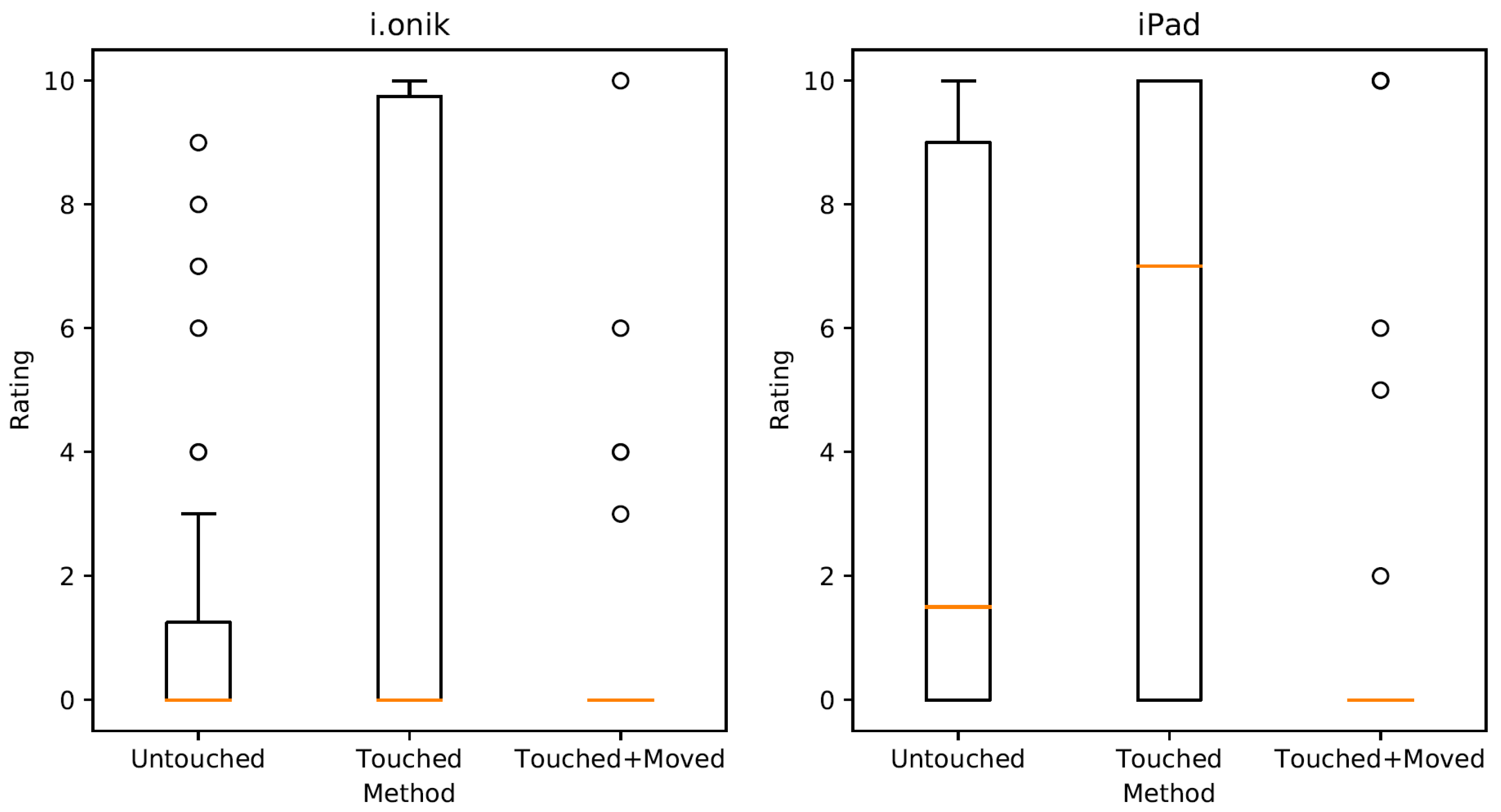
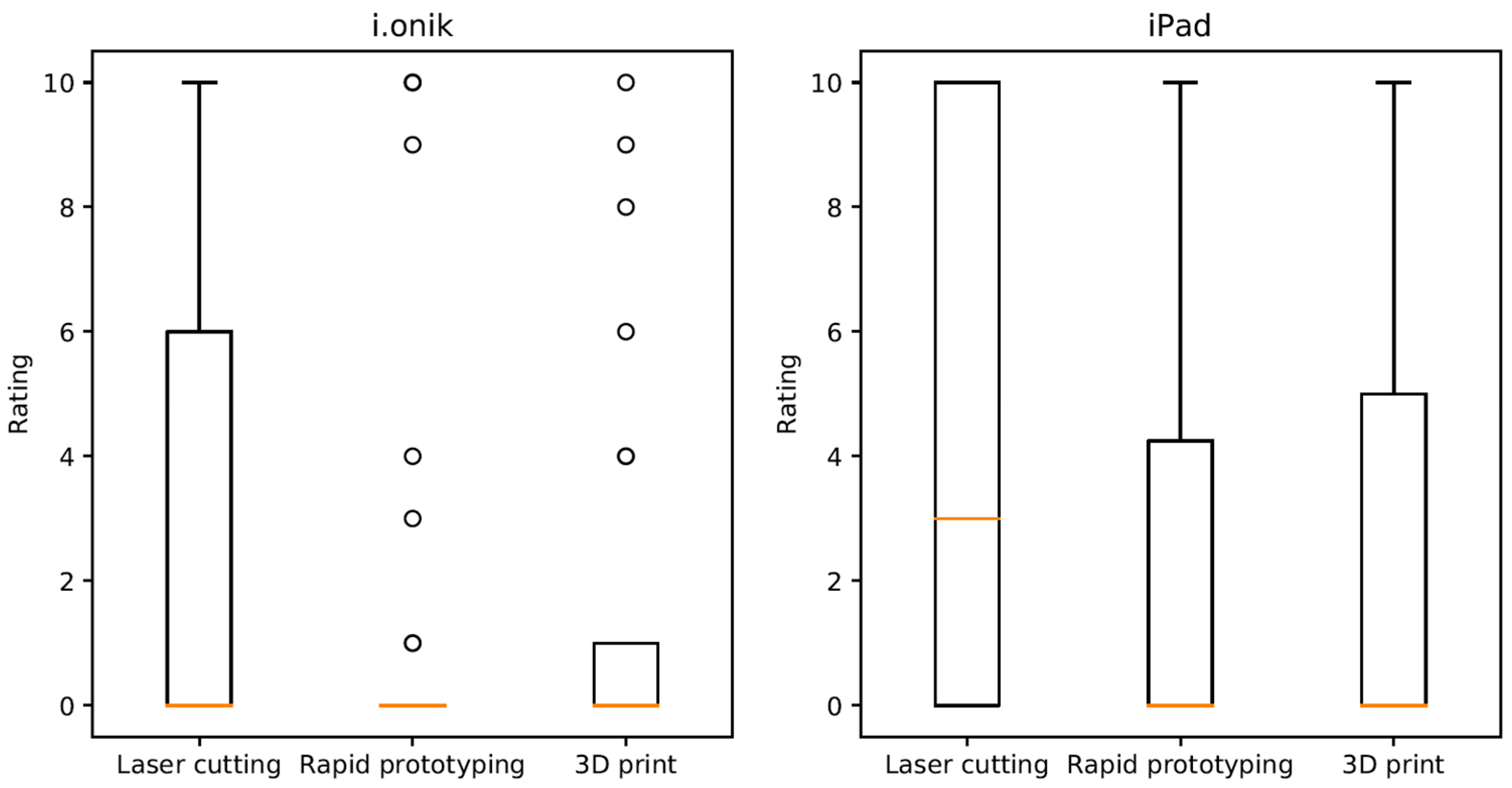
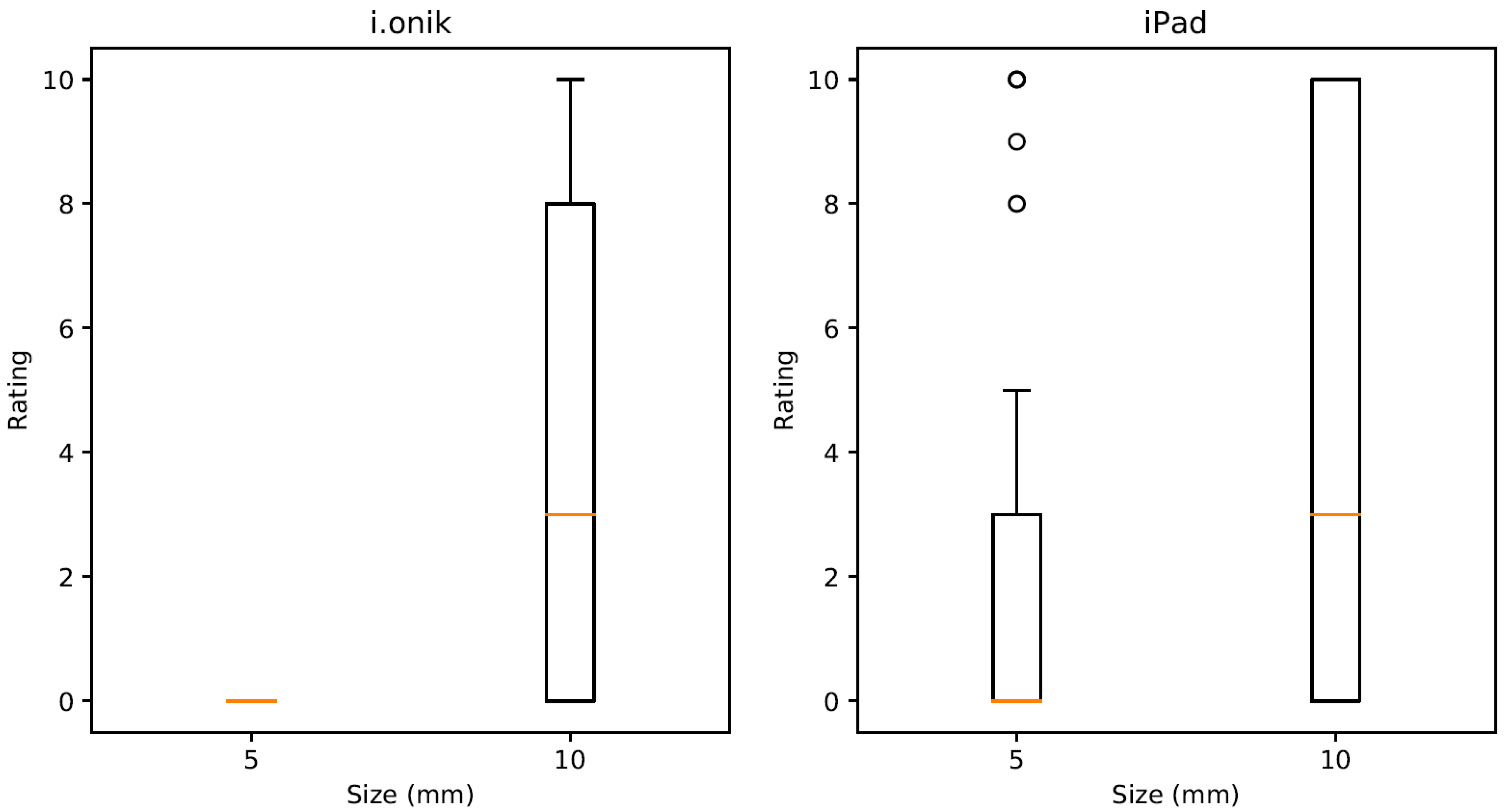
3.1. Overall Effects of Device, Interaction Method, Fabrication and Size of Marker on Detection Performance
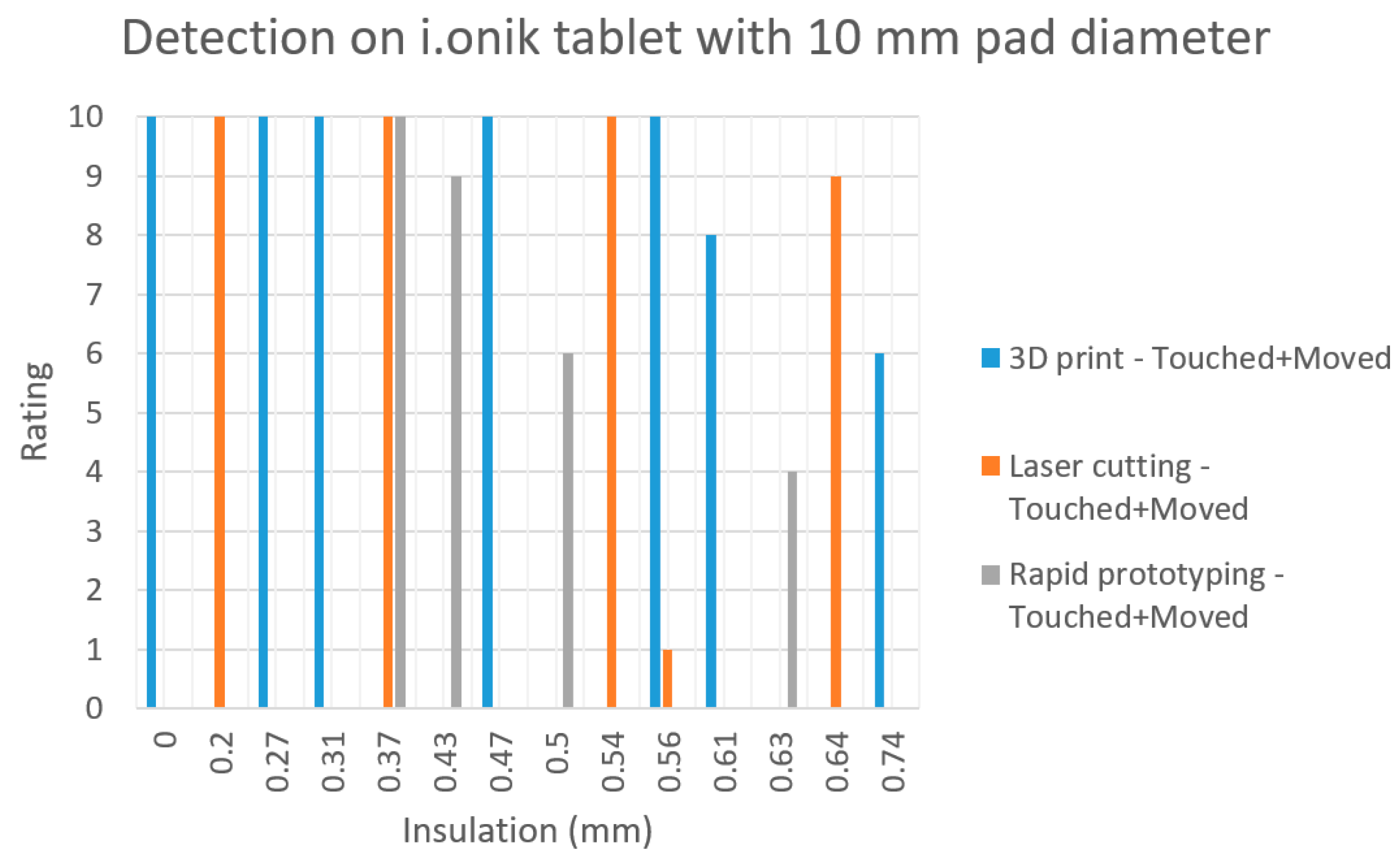
3.2. Untouched Detection and Possible Detection Enhancement by an Insulating Layer
3.3. Assessment of Fabrication Techniques Regarding Their Production Characteristic and Marker Detection
3.4. Future Work
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Rekimoto, J. SmartSkin: An Infrastructure for Freehand Manipulation on Interactive Surfaces. In Proceedings of the SIGCHI Conference on Human Factors in Computing Systems (CHI ’02), Minneapolis, MN, USA, 20–25 April 2002; ACM: New York, NY, USA, 2002; pp. 113–120. [Google Scholar]
- Kratz, S.; Westermann, T.; Rohs, M.; Essl, G. CapWidgets: Tangile Widgets Versus Multi-touch Controls on Mobile Devices. In Proceedings of the CHI ’11 Extended Abstracts on Human Factors in Computing Systems, Vancouver, BC, Canada, 7–12 May 2011; ACM: New York, NY, USA, 2011; pp. 1351–1356. [Google Scholar]
- Wiethoff, A.; Schneider, H.; Rohs, M.; Butz, A.; Greenberg, S. Sketch-a-TUI: Low Cost Prototyping of Tangible Interactions Using Cardboard and Conductive Ink. In Proceedings of the Sixth International Conference on Tangible, Embedded and Embodied Interaction (TEI ’12), Kingston, ON, Canada, 19–22 February 2012; ACM: New York, NY, USA, 2012; pp. 309–312. [Google Scholar]
- Shemelya, C.; Cedillos, F.; Aguilera, E.; Maestas, E.; Ramos, J.; Espalin, D.; Muse, D.; Wicker, R.; MacDonald, E. 3D printed capacitive sensors. In Proceedings of the 2013 IEEE SENSORS, Baltimore, MD, USA, 3–6 November 2013; pp. 1–4. [Google Scholar]
- Götzelmann, T.; Schneider, D. CapCodes: Capacitive 3D Printable Identification and On-screen Tracking for Tangible Interaction. In Proceedings of the 9th Nordic Conference on Human-Computer Interaction (NordiCHI ’16), Gothenburg, Sweden, 23–27 October 2016; ACM: New York, NY, USA, 2016; pp. 32:1–32:4. [Google Scholar]
- Yu, N.-H.; Chan, L.-W.; Lau, S.Y.; Tsai, S.-S.; Hsiao, I.-C.; Tsai, D.-J.; Hsiao, F.-I.; Cheng, L.-P.; Chen, M.; Huang, P.; et al. TUIC: Enabling Tangible Interaction on Capacitive Multi-touch Displays. In Proceedings of the SIGCHI Conference on Human Factors in Computing Systems (CHI ’11), Vancouver, BC, Canada, 7–12 May 2011; ACM: New York, NY, USA, 2011; pp. 2995–3004. [Google Scholar]
- Morales González, R.; Appert, C.; Bailly, G.; Pietriga, E. TouchTokens: Guiding Touch Patterns with Passive Tokens. In Proceedings of the 2016 CHI Conference on Human Factors in Computing Systems (CHI ’16), San Jose, CA, USA, 7–12 May 2016; ACM: New York, NY, USA, 2016; pp. 4189–4202. [Google Scholar]
- Jordà, S.; Geiger, G.; Alonso, M.; Kaltenbrunner, M. The reacTable: Exploring the Synergy between Live Music Performance and Tabletop Tangible Interfaces. In Proceedings of the 1st International Conference on Tangible and Embedded Interaction (TEI ’07), Baton Rouge, LA, USA, 15–17 February 2007; ACM: New York, NY, USA, 2007; pp. 139–146. [Google Scholar]
- Ikeda, K.; Tsukada, K. CapacitiveMarker: Novel Interaction Method Using Visual Marker Integrated with Conductive Pattern. In Proceedings of the 6th Augmented Human International Conference (AH ’15), Singapore, 9–11 March 2015; ACM: New York, NY, USA, 2015; pp. 225–226. [Google Scholar]
- Voelker, S.; Cherek, C.; Thar, J.; Karrer, T.; Thoresen, C.; Øvergard, K.I.; Borchers, J. PERCs: Persistently Trackable Tangibles on Capacitive Multi-Touch Displays. In Proceedings of the 28th Annual ACM Symposium on User Interface Software & Technology (UIST ’15), Charlotte, NC, USA, 11–15 November 2015; ACM: New York, NY, USA, 2015; pp. 351–356. [Google Scholar]
- Olwal, A.; Wilson, A.D. SurfaceFusion: Unobtrusive Tracking of Everyday Objects in Tangible User Interfaces. In Proceedings of the Graphics Interface 2008 (GI ’08), Windsor, ON, Canada, 28–30 May 2008; Canadian Information Processing Society: Toronto, ON, Canada, 2008; pp. 235–242. [Google Scholar]
- Liang, R.-H.; Chan, L.; Tseng, H.-Y.; Kuo, H.-C.; Huang, D.-Y.; Yang, D.-N.; Chen, B.-Y. GaussBricks: Magnetic Building Blocks for Constructive Tangible Interactions on Portable Displays. In Proceedings of the 32nd Annual ACM Conference on Human Factors in Computing Systems (CHI ’14), Toronto, ON, Canada, 26 April–1 May 2014; ACM: New York, NY, USA, 2014; pp. 3153–3162. [Google Scholar]
- Hwang, S.; Ahn, M.; Wohn, K. MagGetz: Customizable Passive Tangible Controllers on and Around Conventional Mobile Devices. In Proceedings of the 26th Annual ACM Symposium on User Interface Software and Technology (UIST ’13), St. Andrews, UK, 8–11 October 2013; ACM: New York, NY, USA, 2013; pp. 411–416. [Google Scholar]
- Voelker, S.; Nakajima, K.; Thoresen, C.; Itoh, Y.; Øvergard, K.I.; Borchers, J. PUCs: Detecting Transparent, Passive Untouched Capacitive Widgets on Unmodified Multi-touch Displays. In Proceedings of the 2013 ACM International Conference on Interactive Tabletops and Surfaces (ITS ’13), St. Andrews, UK, 6–9 October 2013; ACM: New York, NY, USA, 2013; pp. 101–104. [Google Scholar]
- Thoresen, C.B.; Hanke, U. Numerical Simulation of Mutual Capacitance Touch Screens for Ungrounded Objects. IEEE Sens. J. 2017, 17, 5143–5152. [Google Scholar] [CrossRef]
- Patel, C.K.N. Continuous-Wave Laser Action on Vibrational-Rotational Transitions of CO2. Phys. Rev. 1964, 136, A1187–A1193. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Engraving | Cutting |
|---|---|---|
| Acrylic glass (thickness 1 mm), f = 5000 Hz | Power: 20% (8 W) Speed: 10% up to 25% Time: 40 s to 1 min 50 s | Power: 60% (24 W) Speed: 50% Time: 5 s to 8 s |
| Cardboard panel (thickness 1 mm), f = 500 Hz | Power: 20% (8 W) Speed: 15% up to 50% Time: 30 s to 1 min 20 s | Power: 60% (24 W) Speed: 50% Time: 5 s to 8 s |
| Parameter | 3D Printing | Laser Cutting (Acrylic Glass) | Prototyping (Modeling Clay) |
|---|---|---|---|
| Production time | 15–30 min | 5–10 min | 15 min |
| Initial Costs | Approx. 3500 € | Approx. 18,000 € | Approx. 10 € |
| Effort of manual processing | None | 3–5 min | 1 min |
| Persistence of marker | So far no limit found | So far no limit found | Several days |
| Variable | First Value | Second Value | Third Value |
|---|---|---|---|
| Device (tablets) | iPad Air | i.onik TP10.1-1500DC-KB | - |
| Fabrication method | 3D print | Laser Cutting (acrylic glass and conductive silver) | Rapid prototyping (cardboard and modeling clay) |
| Pad diameter (mm) | 5 | 10 | - |
| Insulation layer thickness (mm) | See Table 4 | See Table 4 | See Table 4 |
| Interaction method | Untouched | Touched | Touched and moved |
| Fabrication | Pad Diameter (mm) | Insulation (mm) |
|---|---|---|
| Laser cutting (acrylic glass and conductive silver) | 5 | 0.32 |
| 5 | 0.39 | |
| 5 | 0.60 | |
| 5 | 0.59 | |
| 5 | 0.57 | |
| 5 | 0.64 | |
| 10 | 0.20 | |
| 10 | 0.37 | |
| 10 | 0.54 | |
| 10 | 0.64 | |
| 10 | 0.56 | |
| 10 | 0.64 | |
| Rapid prototyping (cardboard panel and modeling clay) | 5 | 0 |
| 5 | 0.42 | |
| 5 | 0.48 | |
| 5 | 0.61 | |
| 10 | 0 | |
| 10 | 0.37 | |
| 10 | 0.43 | |
| 10 | 0.50 | |
| 10 | 0.63 | |
| 3D printing | 5 | 0 |
| 5 | 0.27 | |
| 5 | 0.31 | |
| 5 | 0.47 | |
| 5 | 0.56 | |
| 5 | 0.61 | |
| 5 | 0.74 | |
| 5 | 0.90 | |
| 10 | 0 | |
| 10 | 0.27 | |
| 10 | 0.31 | |
| 10 | 0.47 | |
| 10 | 0.56 | |
| 10 | 0.61 | |
| 10 | 0.74 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kreimeier, J.; Bielmeier, T.; Götzelmann, T. Evaluation of Capacitive Markers Fabricated by 3D Printing, Laser Cutting and Prototyping. Inventions 2018, 3, 9. https://doi.org/10.3390/inventions3010009
Kreimeier J, Bielmeier T, Götzelmann T. Evaluation of Capacitive Markers Fabricated by 3D Printing, Laser Cutting and Prototyping. Inventions. 2018; 3(1):9. https://doi.org/10.3390/inventions3010009
Chicago/Turabian StyleKreimeier, Julian, Thomas Bielmeier, and Timo Götzelmann. 2018. "Evaluation of Capacitive Markers Fabricated by 3D Printing, Laser Cutting and Prototyping" Inventions 3, no. 1: 9. https://doi.org/10.3390/inventions3010009
APA StyleKreimeier, J., Bielmeier, T., & Götzelmann, T. (2018). Evaluation of Capacitive Markers Fabricated by 3D Printing, Laser Cutting and Prototyping. Inventions, 3(1), 9. https://doi.org/10.3390/inventions3010009