Dynamic Rounding Stability in Through-Feed Centerless Grinding


Abstract
:1. Introduction
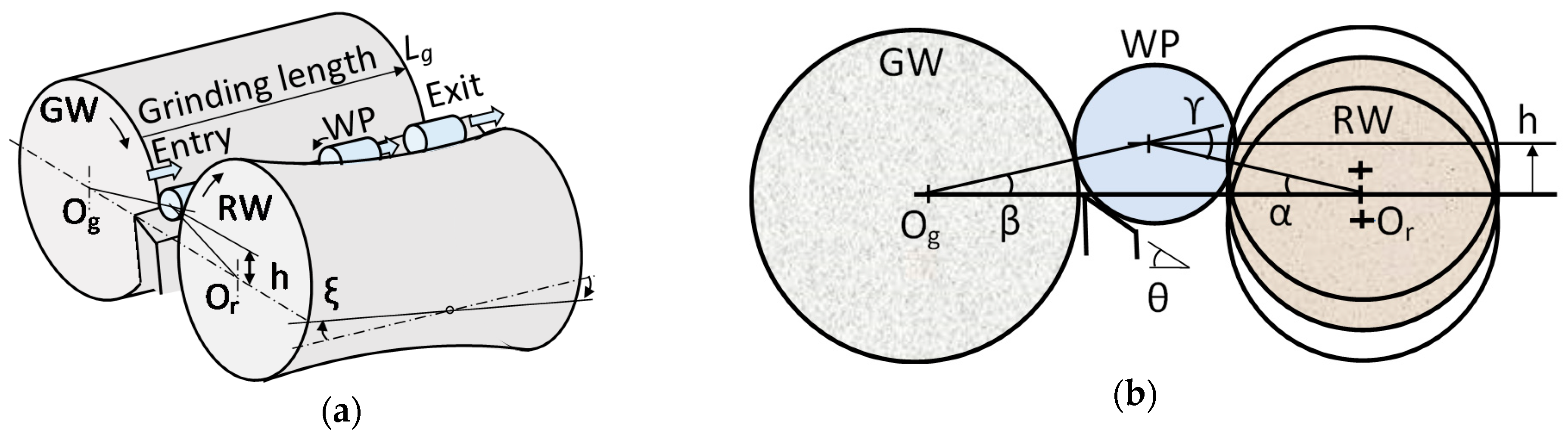
2. Principles of Through-Feed Centerless Grinding
3. Through-Feed Centerless Grinding System
4. Model of Initial Roundness and Dynamic Rounding Stability
4.1. Initial Roundness
4.2. Dynamic Rounding Stability
5. Simulations and Validation
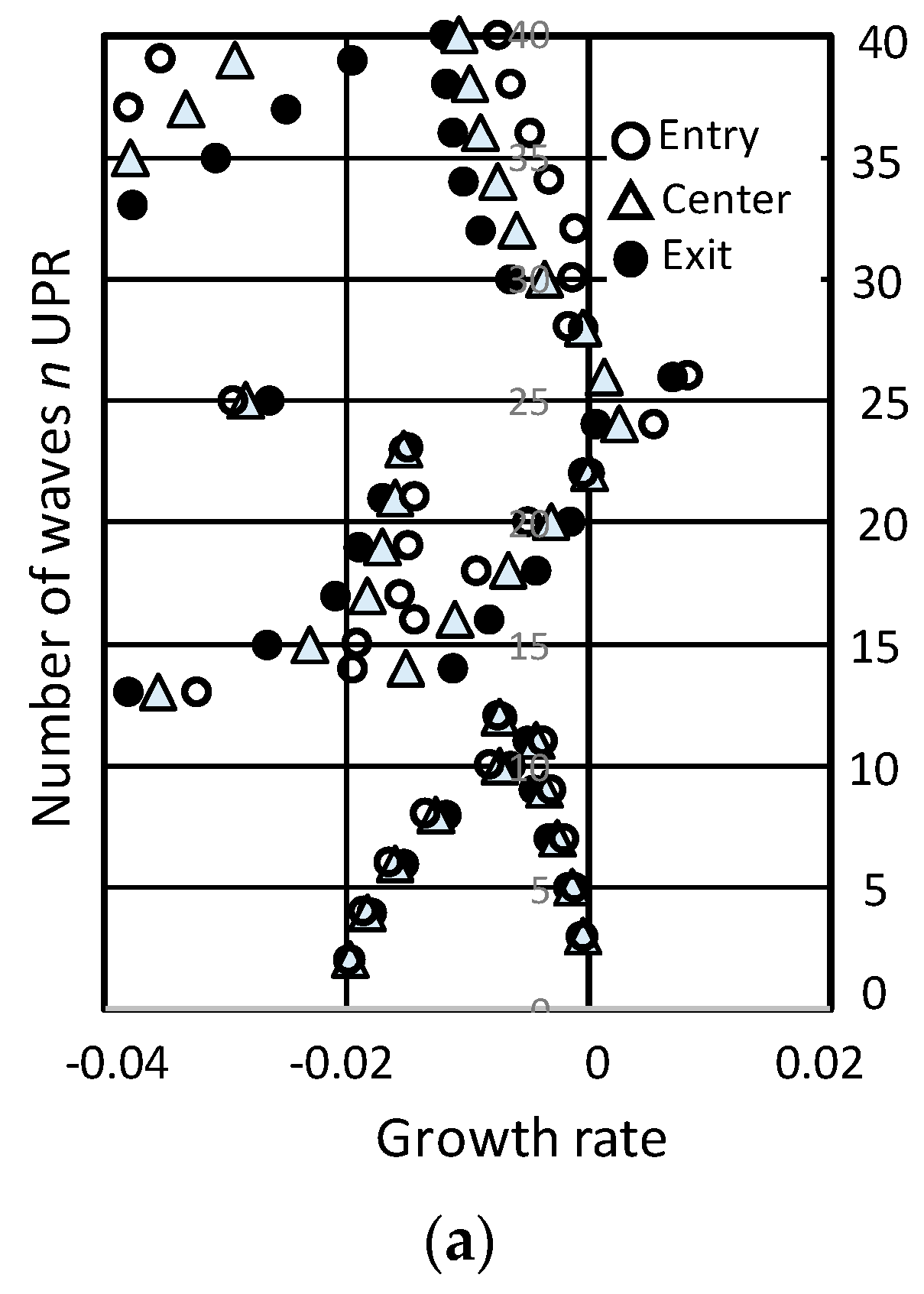
5.1. Simulation I
- Rounding stability index (RSI) = 3.07,
- RW rotational speed (Nr) = 26 rpm,
- WP rotational speed (nw) = 8.67 rps,
- Throughputs (Np) = 35.6 pcs/min,
- Specific material removal rate (Qw′) = 0.31 mm3/mm·s, and
- Normal grinding force (Fn) = 141 N.
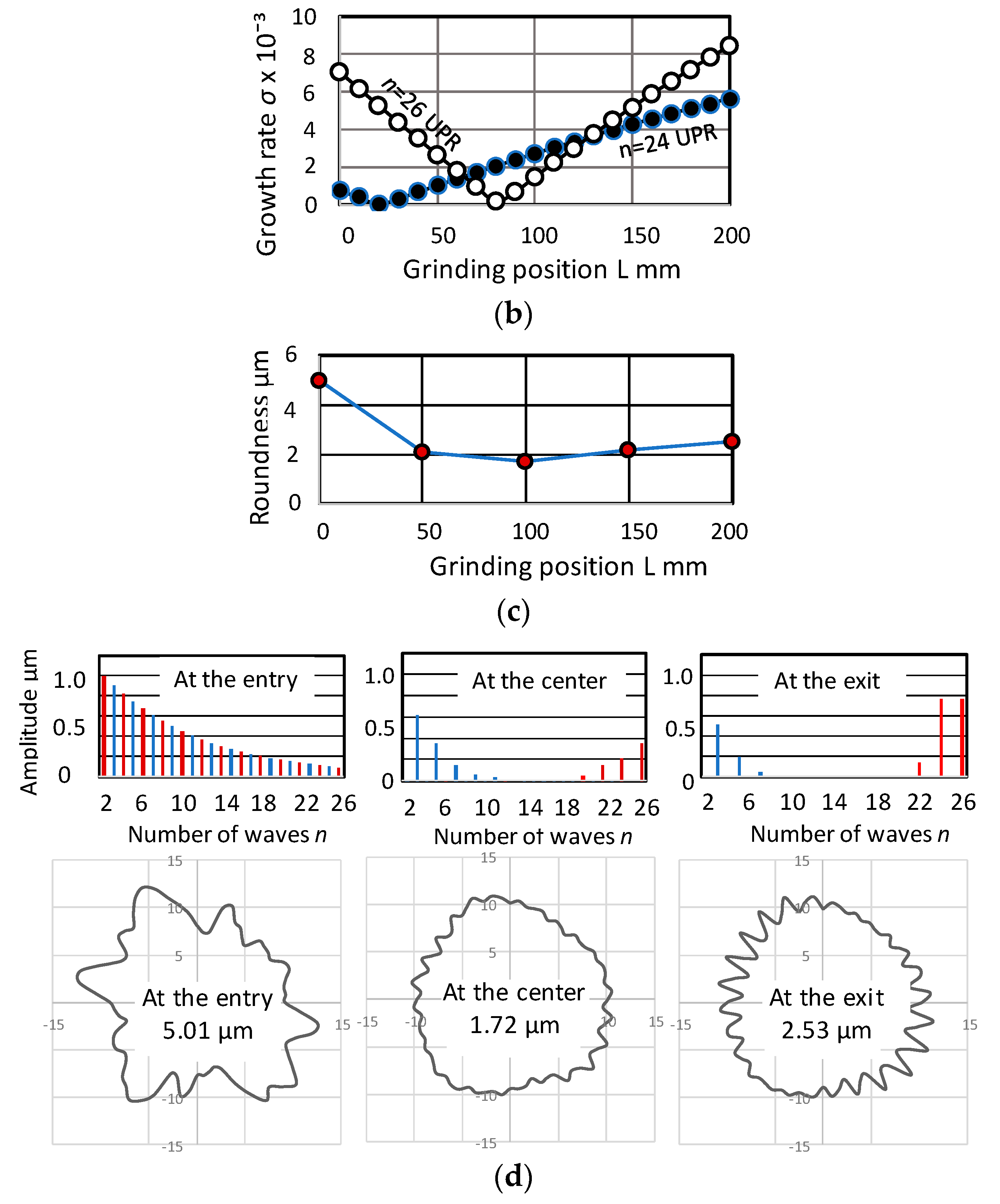
5.2. Simulation II
- Rounding stability index (RSI) = 7.79,
- RW rotational speed (Nr) = 40 rpm,
- WP rotational speed (nw) = 13.3 rps,
- Throughputs (Np) = 54.8 pcs/min,
- Specific material removal rate (Qw′) = 0.48 mm3/mm·s, and
- Normal grinding force (Fn) = 217 N.
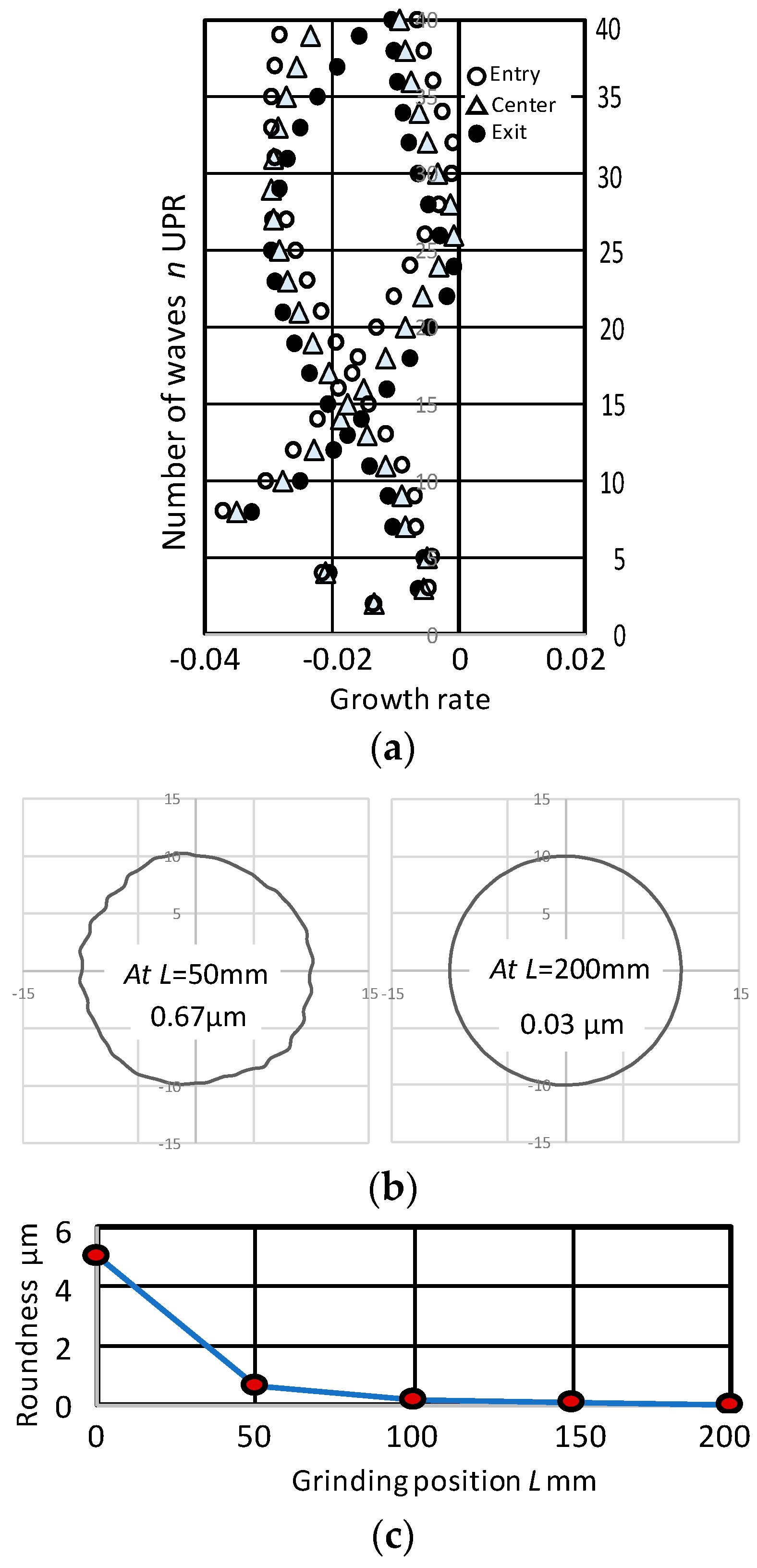
5.3. Simulation III
- Rounding stability index (RSI) = −0.33,
- RW rotational speed (Nr) = 120 rpm,
- WP rotational speed (nw) = 40.0 rps,
- Throughputs (Np) = 164.3 pcs/min,
- Specific material removal rate (Qw′) = 1.45 mm3/mm·s, and
- Normal grinding force (Fn) = 650 N.
5.4. Validation
6. Conclusions
- (1)
- The principles of through-feed centerless grinding were described, and the fundamental parameters, such as the material removal rates, grinding forces, maximum production rates, and depth of cut were presented.
- (2)
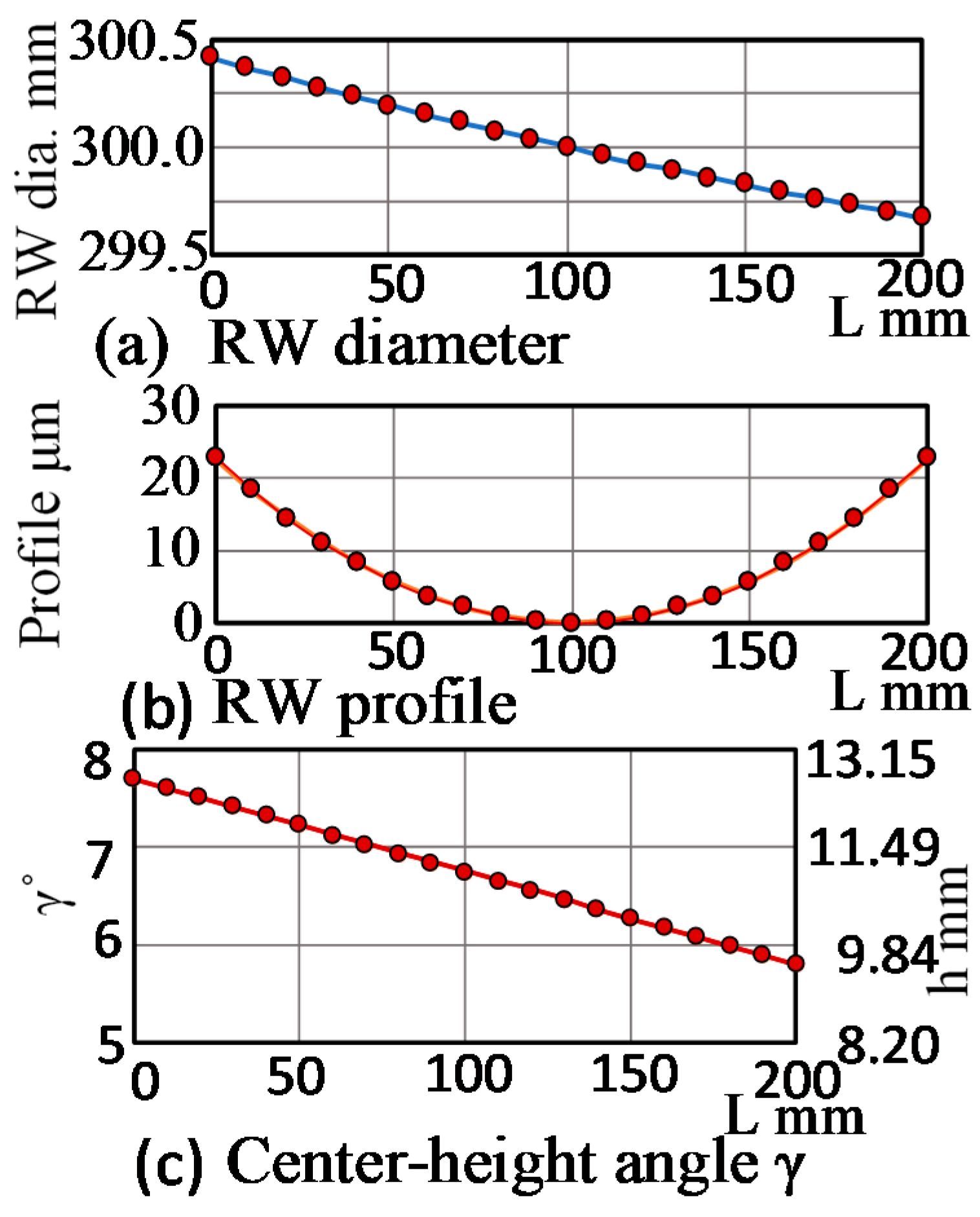
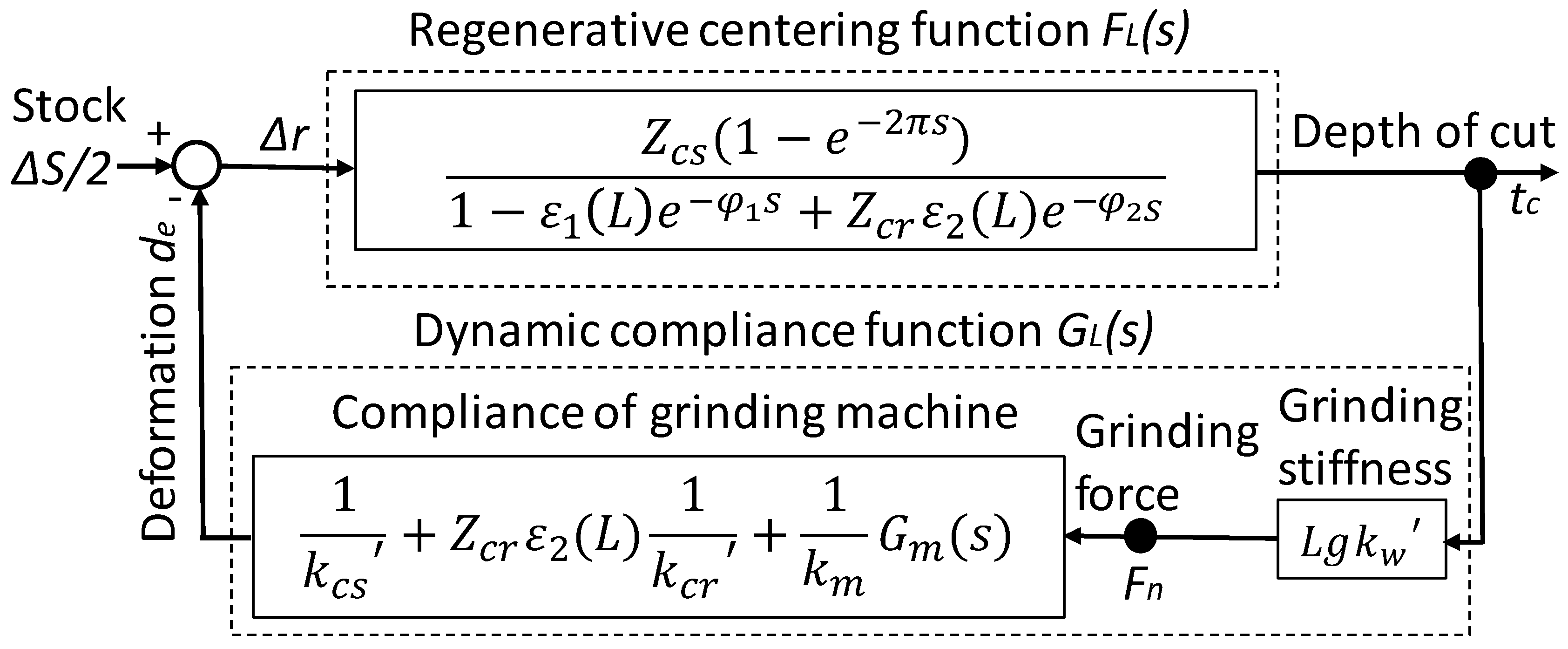
- A through-feed grinding system dependent upon the grinding positions was deduced, and the characteristic equation is found. Solving the equation reveals the characteristic roots, which allow us to calculate the transient changing processes in roundness along the grinding position from entry to exit.
- (3)
- To estimate the incoming roundness of the workpieces, a roundness function with harmonic distributions was proposed. It was applied as the initial roundness of the workpiece for grinding process simulations.
- (4)
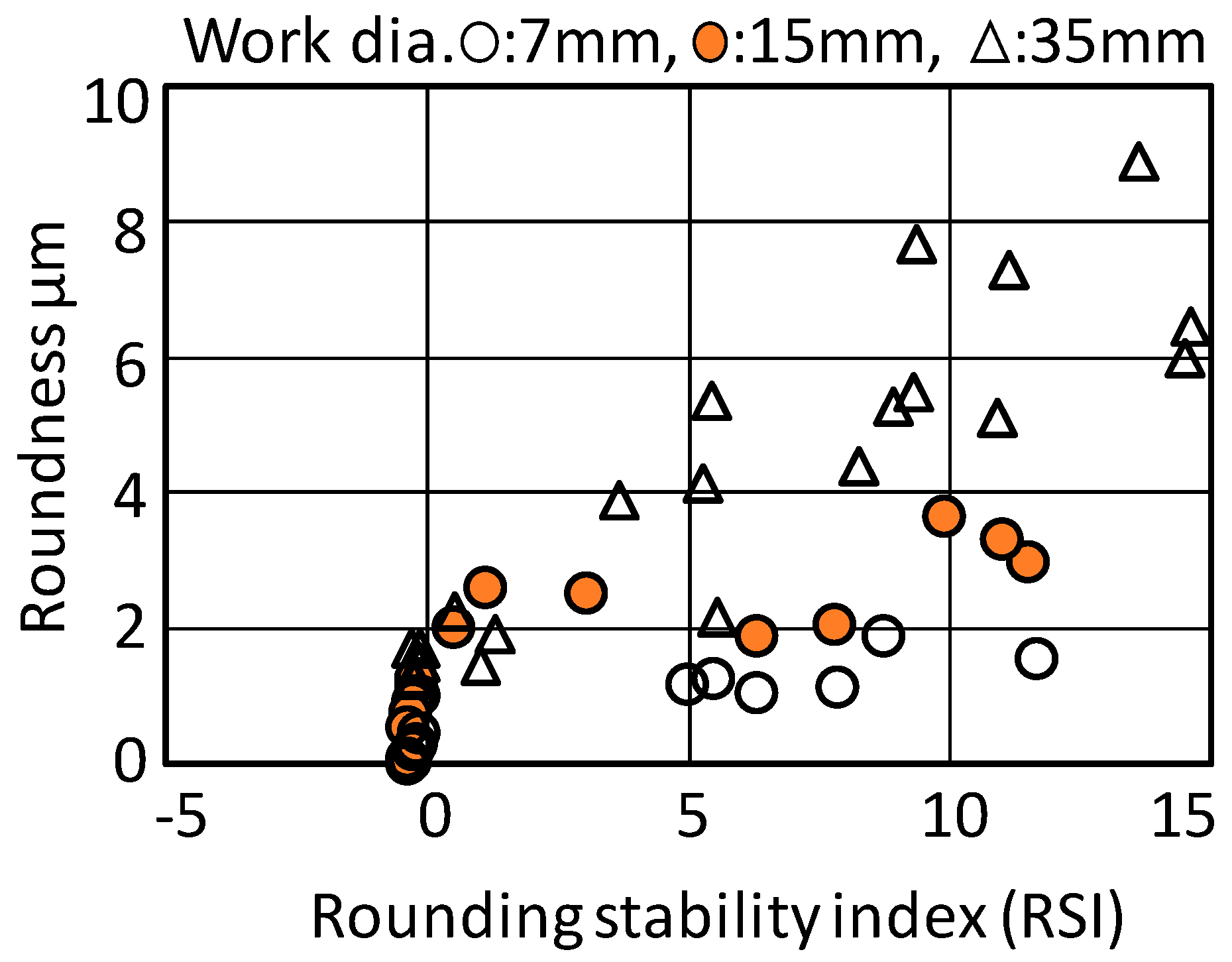
- The rounding mechanisms in through-feed grinding were discussed, and the RSI to define system stability as well as optimum setup conditions were proposed.
- (5)
- Simulations of the proposed model for through-feed grinding were conducted, which showed that stable conditions can be obtained by achieving a negative RSI.
- (6)
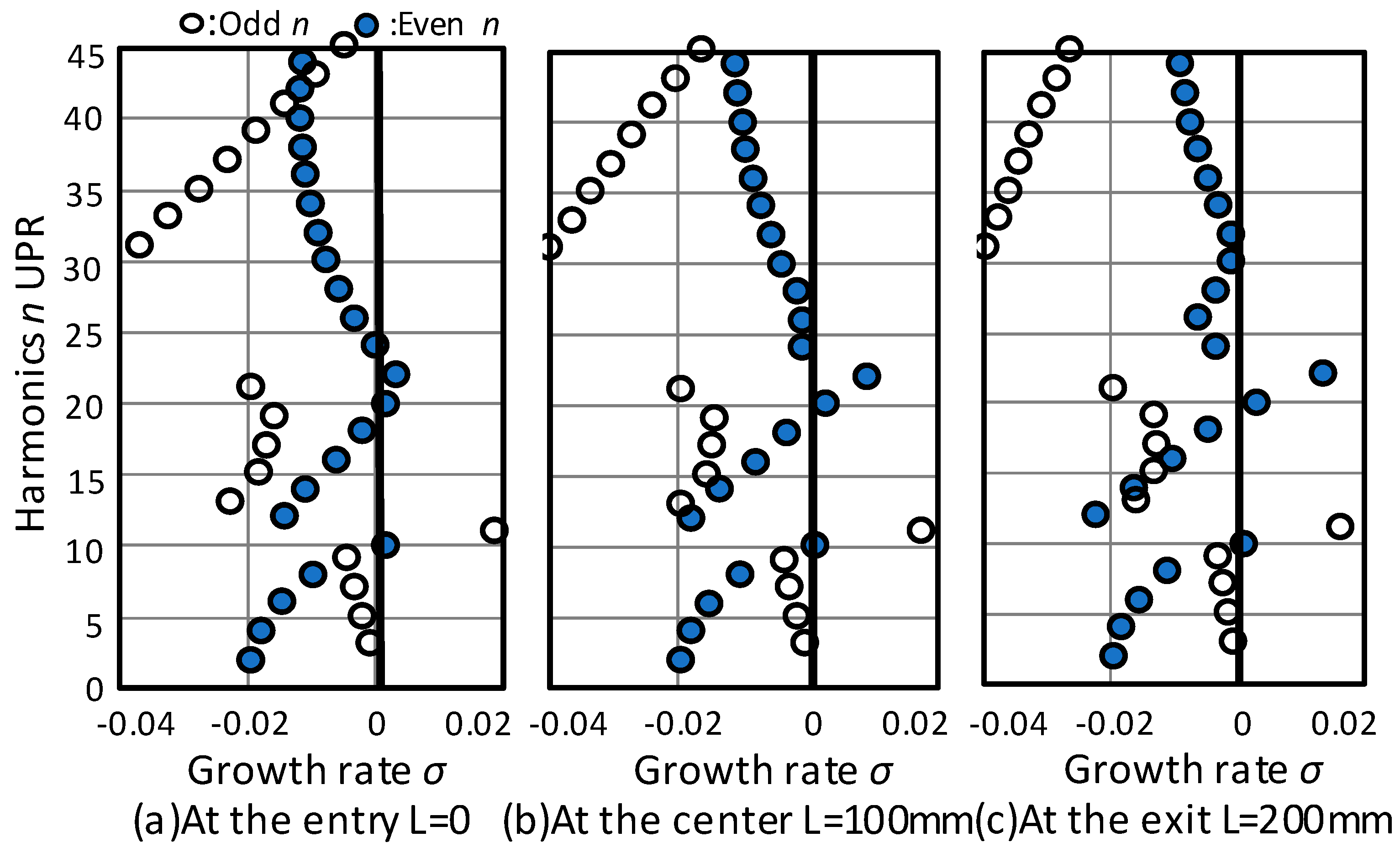
- The model developed here can provide not only which harmonics were built up or converged, but also the final roundness. Additionally, it was capable of eliminating the cut-and-try method in setup operations and giving the optimum setup conditions that improve the grinding accuracy and the productivity.
- (7)
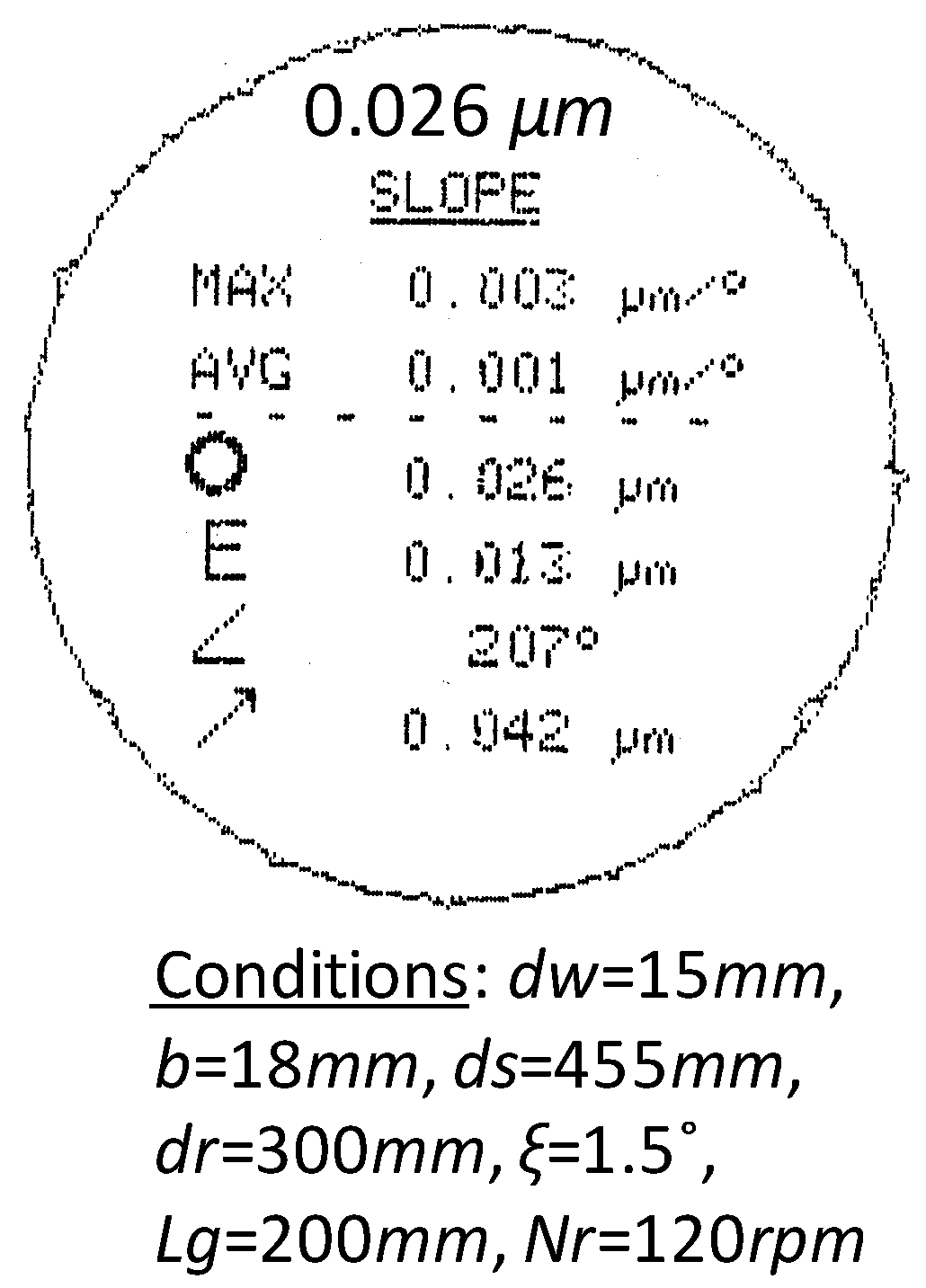
- The model was verified with through-feed centerless grinding tests, and the nm-order roundness obtained by the tests was shown.
Funding
Conflicts of Interest
References
- Hashimoto, F.; Gallego, I.; Oliveira, F.G.J.; Barrenetxea, D.; Takahashi, M.; Sakakibara, K.; Stalfelt, H.O.; Staadt, G.; Ogawa, K. Advances in Centerless Grinding Technology. CIRP Ann. Manuf. Technol. 2012, 61, 747–770. [Google Scholar] [CrossRef]
- Dall, A.H. Rounding Effect in Centerless Grinding. Mech. Eng. 1946, 68, 325–332. [Google Scholar]
- Rowe, W.B.; Bell, W.F.; Brough, D. Optimization Studies in High Removal Rate Centerless Grinding. Ann. CIRP 1986, 35, 235–238. [Google Scholar] [CrossRef]
- Miyashita, M.; Hashimoto, F.; Kanai, A. Diagram for Selecting Chatter Free Conditions of Centerless Grinding. Ann. CIRP 1982, 31, 221–223. [Google Scholar] [CrossRef]
- Gurney, J.P. An Analysis of Centerless Grinding, Transactions of the ASME. J. Eng. Ind. 1964, 87, 163–174. [Google Scholar] [CrossRef]
- Zhou, S.S.; Petrosky, G.C. Improving Workpiece Roundness through Grinding Cycle Planning. Ann. CIRP 1997, 46, 217–222. [Google Scholar] [CrossRef]
- Gallego, I. Intelligent Centerless Grinding: Global Solution for Process Instabilities and Optimal Cycle Design. Ann. CIRP 2007, 56, 347–352. [Google Scholar] [CrossRef]
- Hashimoto, F. Model Development for Optimum Setup Conditions that Satisfy Three Stability Criteria of Centerless Grinding Systems. Inventions 2017, 2, 26. [Google Scholar] [CrossRef]
- Álvarez, J.; Barrenetxea, D.; Marquínez, J.I.; Bediaga, I.; Gallego, I. Effectiveness of Continuous Workpiece Speed Variation (CWSV) for Chatter Avoidance in Throughfeed Centerless Grinding. Int. J. Mach. Tools Manuf. 2011, 51, 911–917. [Google Scholar] [CrossRef]
- Barrenetxea, D.; Álvarez, J.; Marquínez, J.I.; Madariaga, J.; Gallego, I.; Muguerza Perelló, I. New Models and Global Stability Charts to Avoid Principal Instabilities and Constraints in Throughfeed Centerless Grinding. J. Manuf. Sci. Eng. 2010, 132, 11–14. [Google Scholar] [CrossRef]
- Drazumeric, R.; Krajnik, P.; Vrabic, R.; Meyer, B.; Butala, P.; Kosel, F.; Kopac, J. Modelling of Grinding Gap Macro Geometry and Workpiece Kinematics in Throughfeed Centreless Grinding. J. Mater. Process. Technol. 2010, 210, 104–109. [Google Scholar] [CrossRef]
- Gallego, I.; Lizarralde, R.; Barrenetxea, D.; Arrazola, P.J. Precision, Stability and Productivity in Throughfeed Centerless Grinding. Ann. CIRP 2006, 55, 351–354. [Google Scholar] [CrossRef]
- Hashimoto, F. Study on Thru-Feed Centerless Grinding Process, SME. In Proceedings of the 1st Int’l Machining and Grinding Conference, Dearborn, MI, USA, 1995; MR95–200. pp. 1–15. [Google Scholar]
- Hashimoto, F.; Zhou, S.S.; Lahoti, G.D.; Miyashita, M. Stability Diagram for Chatter Free Centerless Grinding and Its Application in Machine Development. Ann. CIRP 2000, 49, 225–230. [Google Scholar] [CrossRef]
- Miyashita, M.; Hashimoto, F. The Design of Ultraprecision Grinding Machine-Introduction of the Force-Operated Linear Actuator. In Proceedings of the 19th International Symposium on Advances in Abrasive Technology, Stockholm, Sweden, 2–5 October 2016; pp. 285–294. [Google Scholar]
- Yoshioka, J.; Hashimoto, F.; Koizumi, K.; Miyashita, M.; Kanai, A.; Daito, M.; Hasebe, T. Proposals of Ultraprecision Diamond Grinding Technology for Brittle Materials. Proceedings of SME/13th NAMRC, University of California, Berkeley, CA, USA, 19–22 May 1985. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value |
|---|---|---|
| Grinding wheel diameter | ds | 455 mm |
| Regulating wheel diameter | dr | 300 mm |
| Grinding length | Lg | 200 mm |
| Skew angle of regulating wheel spindle | ξ | 1.5° |
| Grinding speed | vs | 45 m/s |
| Grinding wheel motor power | Pg | 30 kW |
| Grinding wheel motor idling power | Pi | 5 kW |
| Workpiece: cylindrical roller diameter | dw | 15 mm |
| Workpiece length | b | 18 mm |
| Grinding stocks in diameter | S | 0.25 mm |
| Nominal depth of cut | a | 0.77 μm/rev |
| Specific grinding energy | u | 50 J/mm3 |
| Force ratio (Fn/Ft) | η | 2.0 |
| Maximum throughputs | Npmax | 206 pieces/min |
| 1st natural frequency of grinding machine | fn1 | 100 Hz |
| Damping factor of 1st natural frequency | ζ1 | 0.05 |
| 2nd natural frequency of grinding machine | fn2 | 200 Hz |
| Damping factor of 2nd natural frequency | ζ2 | 0.08 |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashimoto, F. Dynamic Rounding Stability in Through-Feed Centerless Grinding. Inventions 2020, 5, 17. https://doi.org/10.3390/inventions5020017
Hashimoto F. Dynamic Rounding Stability in Through-Feed Centerless Grinding. Inventions. 2020; 5(2):17. https://doi.org/10.3390/inventions5020017
Chicago/Turabian StyleHashimoto, Fukuo. 2020. "Dynamic Rounding Stability in Through-Feed Centerless Grinding" Inventions 5, no. 2: 17. https://doi.org/10.3390/inventions5020017
APA StyleHashimoto, F. (2020). Dynamic Rounding Stability in Through-Feed Centerless Grinding. Inventions, 5(2), 17. https://doi.org/10.3390/inventions5020017