
Effects of In-Process Temperatures and Blending Polymers on Acrylonitrile Butadiene Styrene Blends

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Polymer Melt Blending
2.3. Design of Experiment
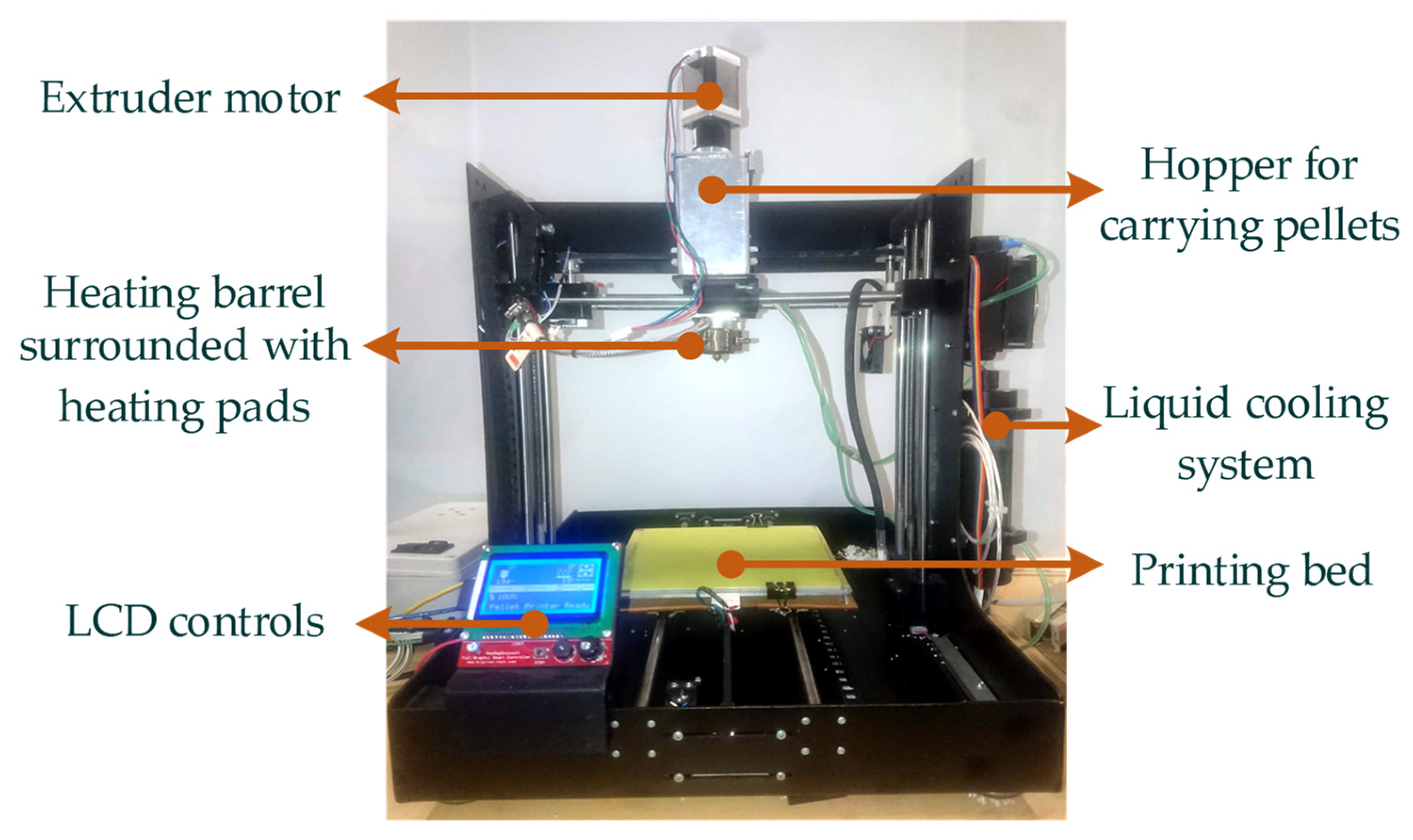
2.4. 3D Printing
2.5. Mechanical Testing
2.6. Fourier Transform Infrared Spectroscopy (FTIR)
2.7. Thermogravimetric Analysis (TGA)
3. Results
3.1. Polymer Melt Blending
3.2. Tensile Testing
4. Discussion
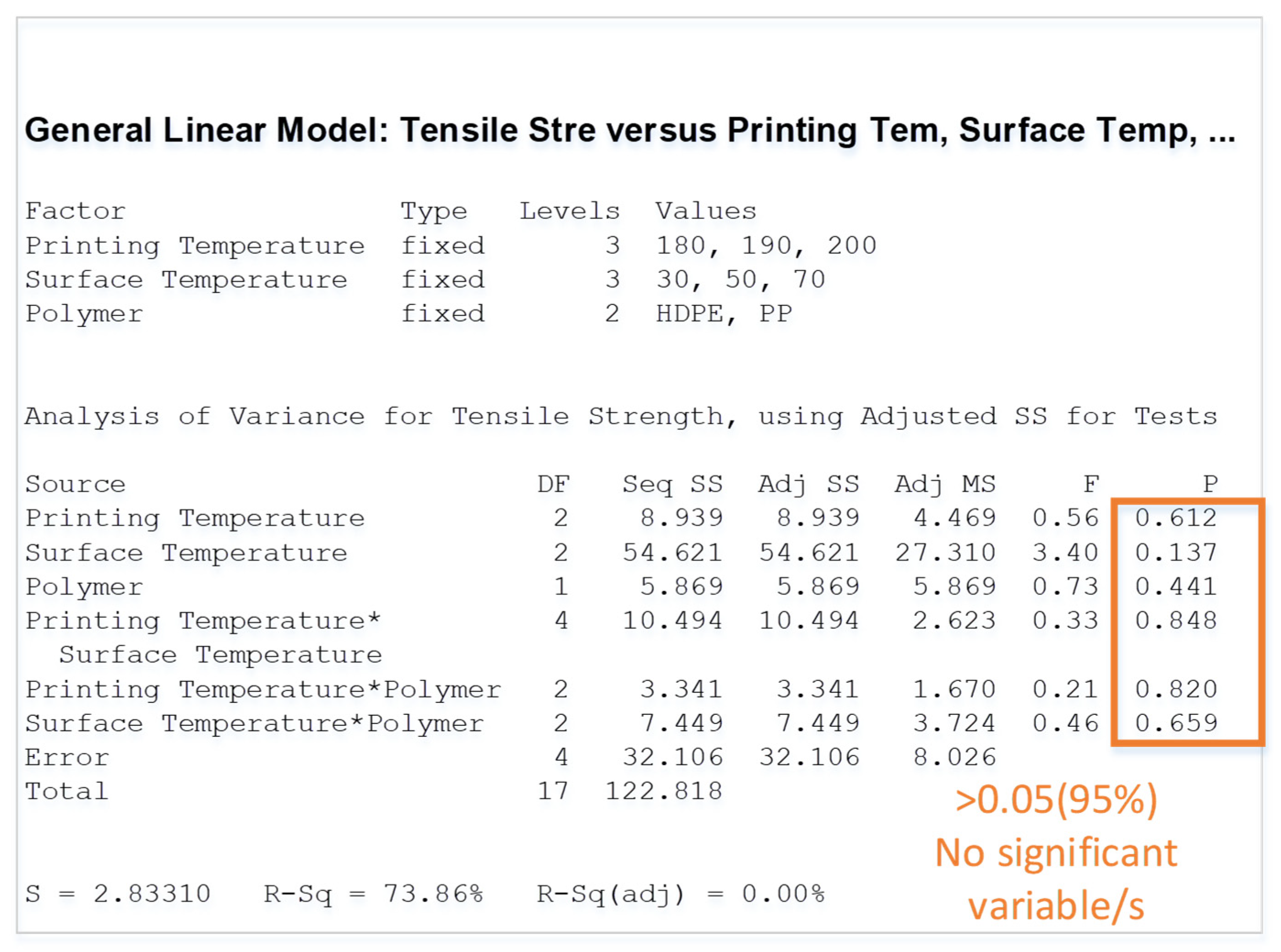
4.1. ANOVA Analysis
4.2. Intermolecular Interactions Using FTIR
4.3. Thermogravimetric Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Peterson, A.M. Review of acrylonitrile butadiene styrene in fused filament fabrication: A plastics engineering-focused perspective. Addit. Manuf. 2019, 27, 363–371. [Google Scholar] [CrossRef]
- Debbah, I.; Krache, R.; Aranburu, N.; Etxeberria, A.; Pérez, E.; Benavente, R. Influence of ABS Type and Compatibilizer on the Thermal and Mechanical Properties of PC/ABS Blends. Int. Polym. Process. 2020, 35, 83–94. [Google Scholar] [CrossRef]
- Lee, C.; Padzil, F.; Lee, S.; Ainun, Z.; Abdullah, L. Potential for Natural Fiber Reinforcement in PLA Polymer Filaments for Fused Deposition Modeling (FDM) Additive Manufacturing: A Review. Polymer 2021, 13, 1407. [Google Scholar] [CrossRef]
- Awasthi, P.; Banerjee, S.S. Fused deposition modelling of thermoplastic elastomeric materials: Challenges and opportunities. Addit. Manuf. 2021, 46, 102177. [Google Scholar] [CrossRef]
- Olivera, S.; Muralidhara, H.B.; Venkatesh, K.; Gopalakrishna, K.; Vivek, C.S. Plating on acrylonitrile–butadiene–styrene (ABS) plastic: A review. J. Mater. Sci. 2016, 51, 3657–3674. [Google Scholar] [CrossRef]
- Milionis, A.; Languasco, J.; Loth, E.; Bayer, I. Analysis of wear abrasion resistance of superhydrophobic acrylonitrile butadiene styrene rubber (ABS) nanocomposites. Chem. Eng. J. 2015, 281, 730–738. [Google Scholar] [CrossRef] [Green Version]
- Kulich, D.M.; Gaggar, S.K.; Lowry, V.; Stepien, R. Acrylonitrile-Butadiene-Styrene Polymers. Encycl. Polym. Sci. Technol. 2001, 1. [Google Scholar] [CrossRef]
- Arostegui, A.; Sarrionandia, M.; Aurrekoetxea, J.; Urrutibeascoa, I. Effect of dissolution-based recycling on the degradation and the mechanical properties of acrylonitrile–butadiene–styrene copolymer. Polym. Degrad. Stab. 2006, 91, 2768–2774. [Google Scholar] [CrossRef]
- Li, Y.; Shimizu, H. Improvement in toughness of poly(l-lactide) (PLLA) through reactive blending with acrylonitrile–butadiene–styrene copolymer (ABS): Morphology and properties. Eur. Polym. J. 2009, 45, 738–746. [Google Scholar] [CrossRef]
- Xu, X.; Wang, R.; Tan, Z.; Yang, H.; Zhang, M.; Zhang, H. Effects of polybutadiene-g-SAN impact modifiers on the morphology and mechanical behaviors of ABS blends. Eur. Polym. J. 2005, 41, 1919–1926. [Google Scholar] [CrossRef]
- Tiganis, B.; Burn, L.; Davis, P.; Hill, A. Thermal degradation of acrylonitrile–butadiene–styrene (ABS) blends. Polym. Degrad. Stab. 2002, 76, 425–434. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Mohsin, H.; Chen, J.Q.; Ray, S.; Arif, K.M. Partial Polymer Blend for Fused Filament Fabrication with High Thermal Stability. Polymer 2021, 13, 3353. [Google Scholar] [CrossRef]
- Meincke, O.; Kaempfer, D.; Weickmann, H.; Friedrich, C.; Vathauer, M.; Warth, H. Mechanical properties and electrical conductivity of carbon-nanotube filled polyamide-6 and its blends with acrylonitrile/butadiene/styrene. Polymer 2004, 45, 739–748. [Google Scholar] [CrossRef]
- Canto, L.B.; Mantovani, G.L.; Covas, J.A.; Hage, E.; Pessan, L.A. Phase morphology development during processing of compatibilized and uncompatibilized PBT/ABS blends. J. Appl. Polym. Sci. 2007, 104, 102–110. [Google Scholar] [CrossRef]
- Torrado, A.R.; Shemelya, C.M.; English, J.D.; Lin, Y.; Wicker, R.B.; Roberson, D.A. Characterizing the effect of additives to ABS on the mechanical property anisotropy of specimens fabricated by material extrusion 3D printing. Addit. Manuf. 2015, 6, 16–29. [Google Scholar] [CrossRef]
- Rocha-Gutierrez, C.; Perez, A.R.T.; Roberson, D.A.; Shemelya, C.M.; MacDonald, E.; Wicker, R.B. Novel ABS-based binary and ternary polymer blends for material extrusion 3D printing. J. Mater. Res. 2014, 29, 1859–1866. [Google Scholar] [CrossRef]
- Chen, S.; Lu, J.; Feng, J. 3D-Printable ABS Blends with Improved Scratch Resistance and Balanced Mechanical Performance. Ind. Eng. Chem. Res. 2018, 57, 3923–3931. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Acrylonitrile Butadiene Styrene and Polypropylene Blend with Enhanced Thermal and Mechanical Properties for Fused Filament Fabrication. Materials 2019, 12, 4167. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Preparation and characterization of thermally stable ABS/HDPE blend for fused filament fabrication. Mater. Manuf. Process. 2020, 35, 230–240. [Google Scholar] [CrossRef]
- Rizvi, R.; Cochrane, B.; Naguib, H.; Lee, P.C. Fabrication and characterization of melt-blended polylactide-chitin composites and their foams. J. Cell. Plast. 2011, 47, 283–300. [Google Scholar] [CrossRef]
- Hoang, V.T.; Tao, Q.B.; Truong-Le, B.-T.; Tran, M.S.; Luu, D.B. Experimental study on mechanical behaviors of injection molded PC/PMMA blends. J. Mech. Sci. Technol. 2021, 35, 3959–3966. [Google Scholar] [CrossRef]
- Van Thanh, H.; Chen, C.C.A.; Kuo, C.H. Injection Molding of PC/PMMA Blend for Fabricate of the Secondary Optical Elements of LED Illumination. Adv. Mater. Res. 2012, 579, 134–141. [Google Scholar] [CrossRef]
- Whyman, S.; Arif, K.M.; Potgieter, J. Design and development of an extrusion system for 3D printing biopolymer pellets. Int. J. Adv. Manuf. Technol. 2018, 96, 3417–3428. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Polylactic acid and high-density polyethylene blend: Characterization and application in additive manufacturing. J. Appl. Polym. Sci. 2020, 137, 49602. [Google Scholar] [CrossRef]
- ASTM International. ASTM D638-14, Standard Test Method for Tensile Properties of Plastics. ASTM International. 2015. Available online: https://en.wikipedia.org/wiki/List_of_ASTM_International_standards (accessed on 21 November 2021).
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Effect of Material and Process Specific Factors on the Strength of Printed Parts in Fused Filament Fabrication: A Review of Recent Developments. Materials 2019, 12, 1664. [Google Scholar] [CrossRef] [Green Version]
- Hwang, K.-J.; Park, J.-W.; Kim, I.; Ha, C.-S.; Kim, G.-H. Effect of a compatibilizer on the microstructure and properties of partially biodegradable LDPE/aliphatic polyester/organoclay nanocomposites. Macromol. Res. 2006, 14, 179–186. [Google Scholar] [CrossRef]
- Yu, G.; Ji, J.; Zhu, H.; Shen, J. Poly (D, L-lactic acid)-block-(ligand-tethered poly (ethylene glycol)) copolymers as surface additives for promoting chondrocyte attachment and growth. J. Biomed. Mater. Res. Part B Appl. Biomater. Off. J. Soc. Biomater. Jpn. Soc. Biomater. Aust. Soc. Biomater. Korean Soc. Biomater. 2006, 76, 64–75. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Lv, S.; Sun, C.; Wan, L.; Tan, H.; Zhang, Y. Effect of MAH-g-PLA on the Properties of Wood Fiber/Polylactic Acid Composites. Polymer 2017, 9, 591. [Google Scholar] [CrossRef] [Green Version]
- Dong, M.; Zhang, S.; Gao, D.; Chou, B. The study on polypropylene applied in fused deposition modelling. AIP Conf. Proc. 2019, 2065, 030059. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modelling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Supri, A.G.; Ismail, H.; Shuhadah, S. Effect of Polyethylene-Grafted Maleic Anhydride (PE-g-MAH) on Properties of Low Density Polyethylene/Eggshell Powder (LDPE/ESP) Composites. Polym. Technol. Eng. 2010, 49, 347–353. [Google Scholar] [CrossRef]
- Da Silva, D.J.; Wiebeck, H. CARS-PLS regression and ATR-FTIR spectroscopy for eco-friendly and fast composition analyses of LDPE/HDPE blends. J. Polym. Res. 2018, 25, 112. [Google Scholar] [CrossRef]
- Birnin-Yauri, A.U.; Ibrahim, N.A.; Zainuddin, N.; Abdan, K.; Then, Y.Y.; Chieng, B.W. Effect of Maleic Anhydride-Modified Poly(lactic acid) on the Properties of Its Hybrid Fiber Biocomposites. Polymer 2017, 9, 165. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, J.; Chen, F.; Yang, L.; Jiang, L.; Dan, Y. FTIR analysis on aging characteristics of ABS/PC blend under UV-irradiation in air. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2017, 184, 361–367. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Polymers Weight Percentage | |||
|---|---|---|---|---|
| ABS | HDPE | PP | PE-g-MAH | |
| 1 | 48 | 48 | 4 | |
| 48 | 48 | 4 | ||
| 2 | 92 | 7.5 | 0.5 | |
| 92 | 7.5 | 0.5 | ||
| StdOrder | RunOrder | PtType | Blocks | Printing Temperature (°C) | Build Surface Temperature (°C) | Polymer |
|---|---|---|---|---|---|---|
| 3 | 1 | 1 | 1 | 180 | 50 | HDPE |
| 10 | 2 | 1 | 1 | 190 | 50 | PP |
| 2 | 3 | 1 | 1 | 180 | 30 | PP |
| 15 | 4 | 1 | 1 | 200 | 50 | HDPE |
| 6 | 5 | 1 | 1 | 180 | 70 | PP |
| 17 | 6 | 1 | 1 | 200 | 70 | HDPE |
| 9 | 7 | 1 | 1 | 190 | 50 | HDPE |
| 14 | 8 | 1 | 1 | 200 | 30 | PP |
| 5 | 9 | 1 | 1 | 180 | 70 | HDPE |
| 16 | 10 | 1 | 1 | 200 | 50 | PP |
| 12 | 11 | 1 | 1 | 190 | 70 | PP |
| 7 | 12 | 1 | 1 | 190 | 30 | HDPE |
| 1 | 13 | 1 | 1 | 180 | 30 | HDPE |
| 13 | 14 | 1 | 1 | 200 | 30 | HDPE |
| 4 | 15 | 1 | 1 | 180 | 50 | PP |
| 8 | 16 | 1 | 1 | 190 | 30 | PP |
| 11 | 17 | 1 | 1 | 190 | 70 | HDPE |
| 18 | 18 | 1 | 1 | 200 | 70 | PP |
| Parameters | Values |
|---|---|
| Layer thickness | 0.2 mm [12,24,26] |
| Raster width | 0.2 mm [12,24,26] |
| Raster angle | 45°/−45° [26] |
| Infill density | 100% [12,24] |
| Multiplier | 15 |
| Nozzle diameter | 0.4 mm [26] |
| StdOrder | RunOrder | PtType | Blocks | Printing Temperature (C°) | Surface Temperature (C°) | Polymer | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|---|
| 3 | 1 | 1 | 1 | 180 | 50 | HDPE | 25.533 |
| 10 | 2 | 1 | 1 | 190 | 50 | PP | 30.3 |
| 2 | 3 | 1 | 1 | 180 | 30 | PP | 28.5 |
| 15 | 4 | 1 | 1 | 200 | 50 | HDPE | 24.456 |
| 6 | 5 | 1 | 1 | 180 | 70 | PP | 28.3 |
| 17 | 6 | 1 | 1 | 200 | 70 | HDPE | 30.592 |
| 9 | 7 | 1 | 1 | 190 | 50 | HDPE | 23.395 |
| 14 | 8 | 1 | 1 | 200 | 30 | PP | 25.1 |
| 5 | 9 | 1 | 1 | 180 | 70 | HDPE | 27.714 |
| 16 | 10 | 1 | 1 | 200 | 50 | PP | 28.9 |
| 12 | 11 | 1 | 1 | 190 | 70 | PP | 30.5 |
| 7 | 12 | 1 | 1 | 190 | 30 | HDPE | 25.04 |
| 1 | 13 | 1 | 1 | 180 | 30 | HDPE | 24.72 |
| 13 | 14 | 1 | 1 | 200 | 30 | HDPE | 28.084 |
| 4 | 15 | 1 | 1 | 180 | 50 | PP | 23.1 |
| 8 | 16 | 1 | 1 | 190 | 30 | PP | 25.6 |
| 11 | 17 | 1 | 1 | 190 | 70 | HDPE | 30.895 |
| 18 | 18 | 1 | 1 | 200 | 70 | PP | 30.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harris, M.; Potgieter, J.; Mohsin, H.; Silva, K.D.; Guen, M.-J.L. Effects of In-Process Temperatures and Blending Polymers on Acrylonitrile Butadiene Styrene Blends. Inventions 2021, 6, 93. https://doi.org/10.3390/inventions6040093
Harris M, Potgieter J, Mohsin H, Silva KD, Guen M-JL. Effects of In-Process Temperatures and Blending Polymers on Acrylonitrile Butadiene Styrene Blends. Inventions. 2021; 6(4):93. https://doi.org/10.3390/inventions6040093
Chicago/Turabian StyleHarris, Muhammad, Johan Potgieter, Hammad Mohsin, Karnika De Silva, and Marie-Joo Le Guen. 2021. "Effects of In-Process Temperatures and Blending Polymers on Acrylonitrile Butadiene Styrene Blends" Inventions 6, no. 4: 93. https://doi.org/10.3390/inventions6040093
APA StyleHarris, M., Potgieter, J., Mohsin, H., Silva, K. D., & Guen, M. -J. L. (2021). Effects of In-Process Temperatures and Blending Polymers on Acrylonitrile Butadiene Styrene Blends. Inventions, 6(4), 93. https://doi.org/10.3390/inventions6040093