Author Contributions
Conceptualization, A.V., M.P., W.V., Y.W. and K.C.; methodology, A.V., M.P., W.V., Y.W. and K.C.; software, Y.W.; validation, A.V.; formal analysis, A.V.; investigation, A.V.; data curation, A.V.; writing—original draft preparation, A.V.; writing—review and editing, K.C.; funding acquisition, K.C. All authors have read and agreed to the published version of the manuscript.
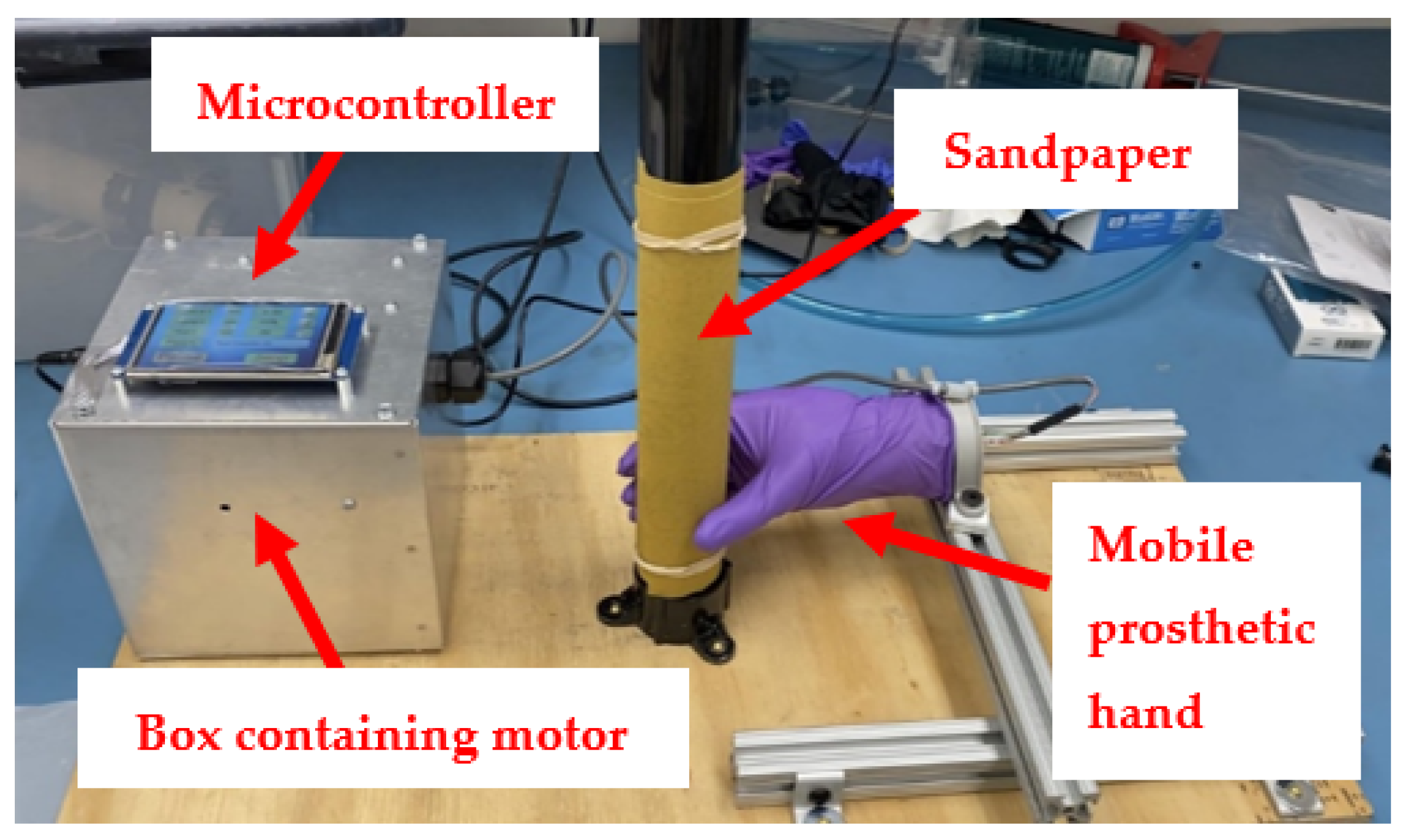
Figure 1.
Modified setup of the original glove testing device.
Figure 1.
Modified setup of the original glove testing device.
Figure 2.
Homepage of LED touchscreen.
Figure 2.
Homepage of LED touchscreen.
Figure 3.
Depressurization failure page.
Figure 3.
Depressurization failure page.
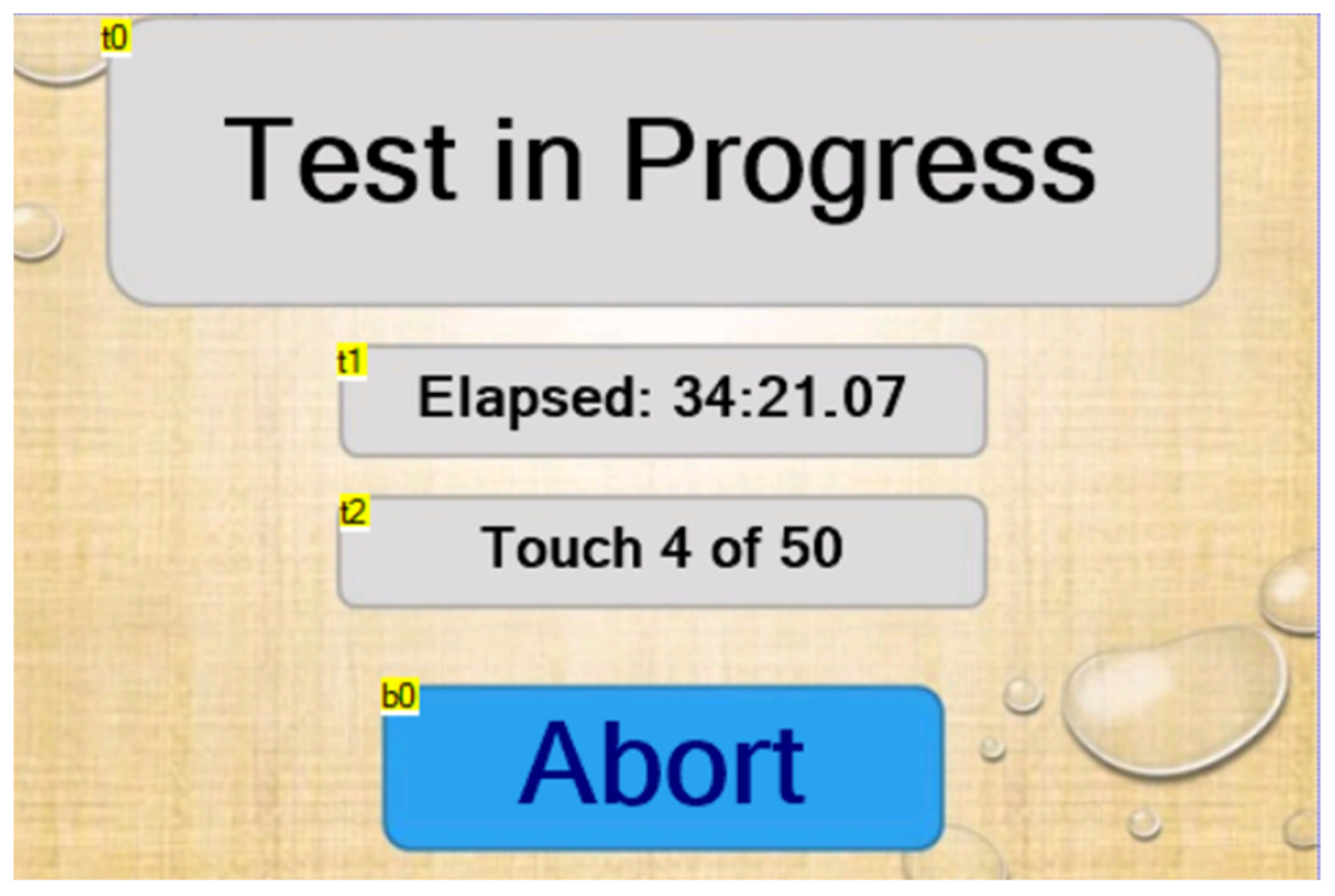
Figure 4.
Test page as it appears during a test.
Figure 4.
Test page as it appears during a test.
Figure 5.
Test abort page.
Figure 5.
Test abort page.
Figure 6.
Glove failure page with paused elapsed time and touch number.
Figure 6.
Glove failure page with paused elapsed time and touch number.
Figure 7.
“Test complete” page.
Figure 7.
“Test complete” page.
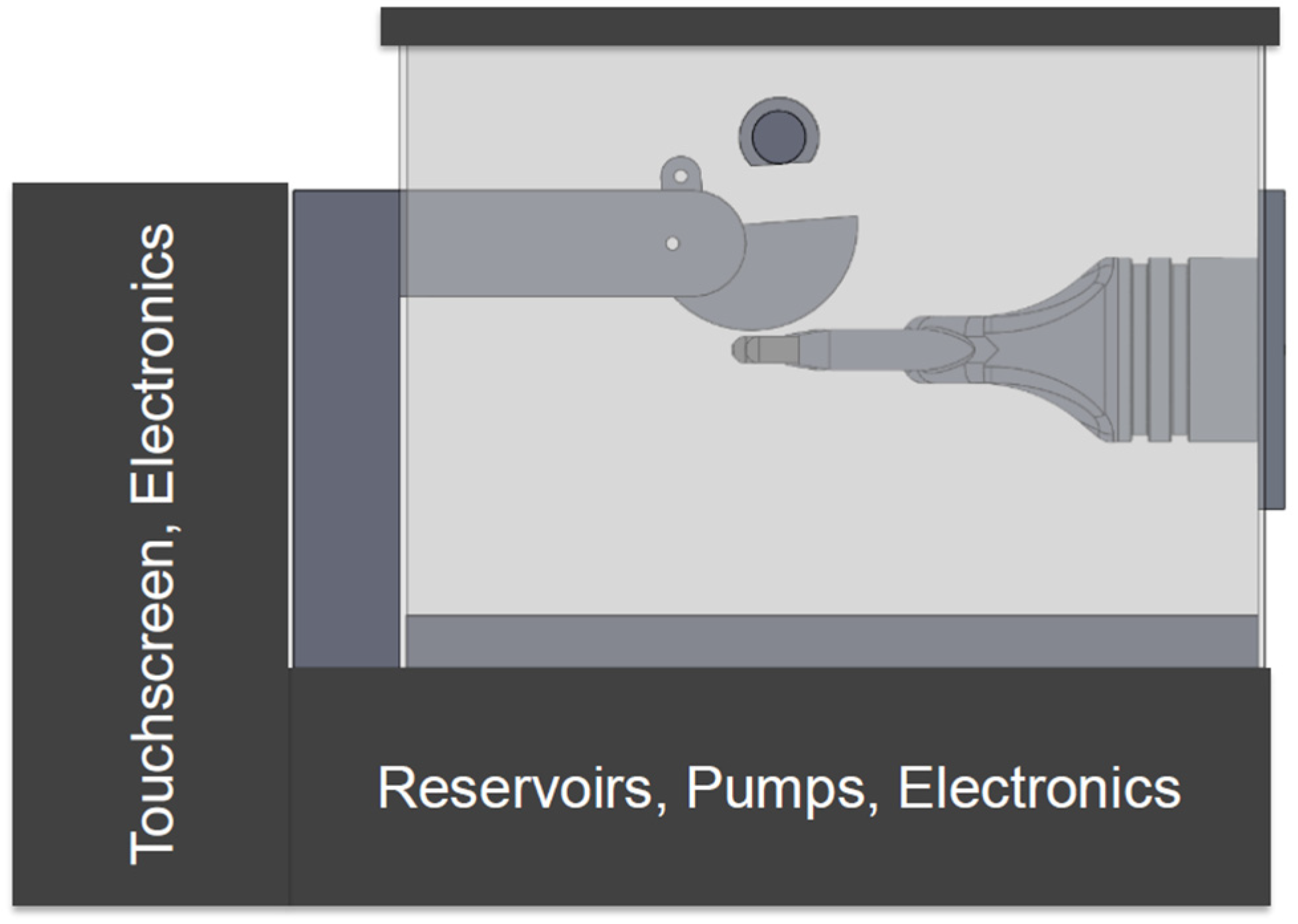
Figure 8.
Conceptual AutoCAD model of the new glove testing device.
Figure 8.
Conceptual AutoCAD model of the new glove testing device.
Figure 9.
(a) AutoCAD model of 3D printed prosthetic hand. (b) Silicone O-ring applied to the base of the prosthetic hand. (c) Diagram of the connections between the prosthetic hand, vacuum pump, pressure sensor, and control system.
Figure 9.
(a) AutoCAD model of 3D printed prosthetic hand. (b) Silicone O-ring applied to the base of the prosthetic hand. (c) Diagram of the connections between the prosthetic hand, vacuum pump, pressure sensor, and control system.
Figure 10.
(a) Side view of drum with sandpaper and clamps, and (b) top view of drum with sandpaper and clamps.
Figure 10.
(a) Side view of drum with sandpaper and clamps, and (b) top view of drum with sandpaper and clamps.
Figure 11.
Diagram of the connections between the drum, motor, and control system.
Figure 11.
Diagram of the connections between the drum, motor, and control system.
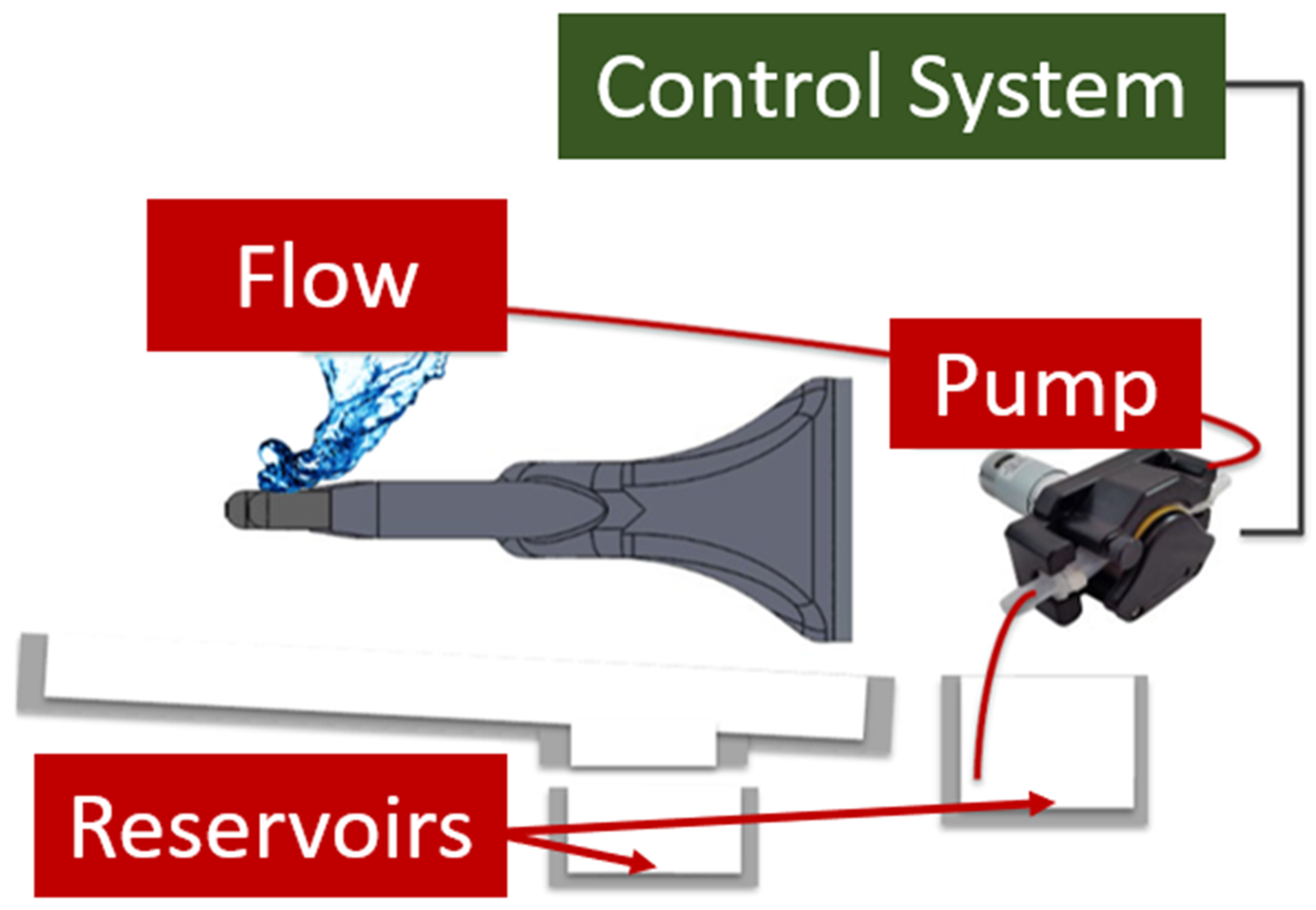
Figure 12.
Diagram of the connections between the hand, liquid pump, and control system.
Figure 12.
Diagram of the connections between the hand, liquid pump, and control system.
Figure 13.
Final assembly of the new glove testing device.
Figure 13.
Final assembly of the new glove testing device.
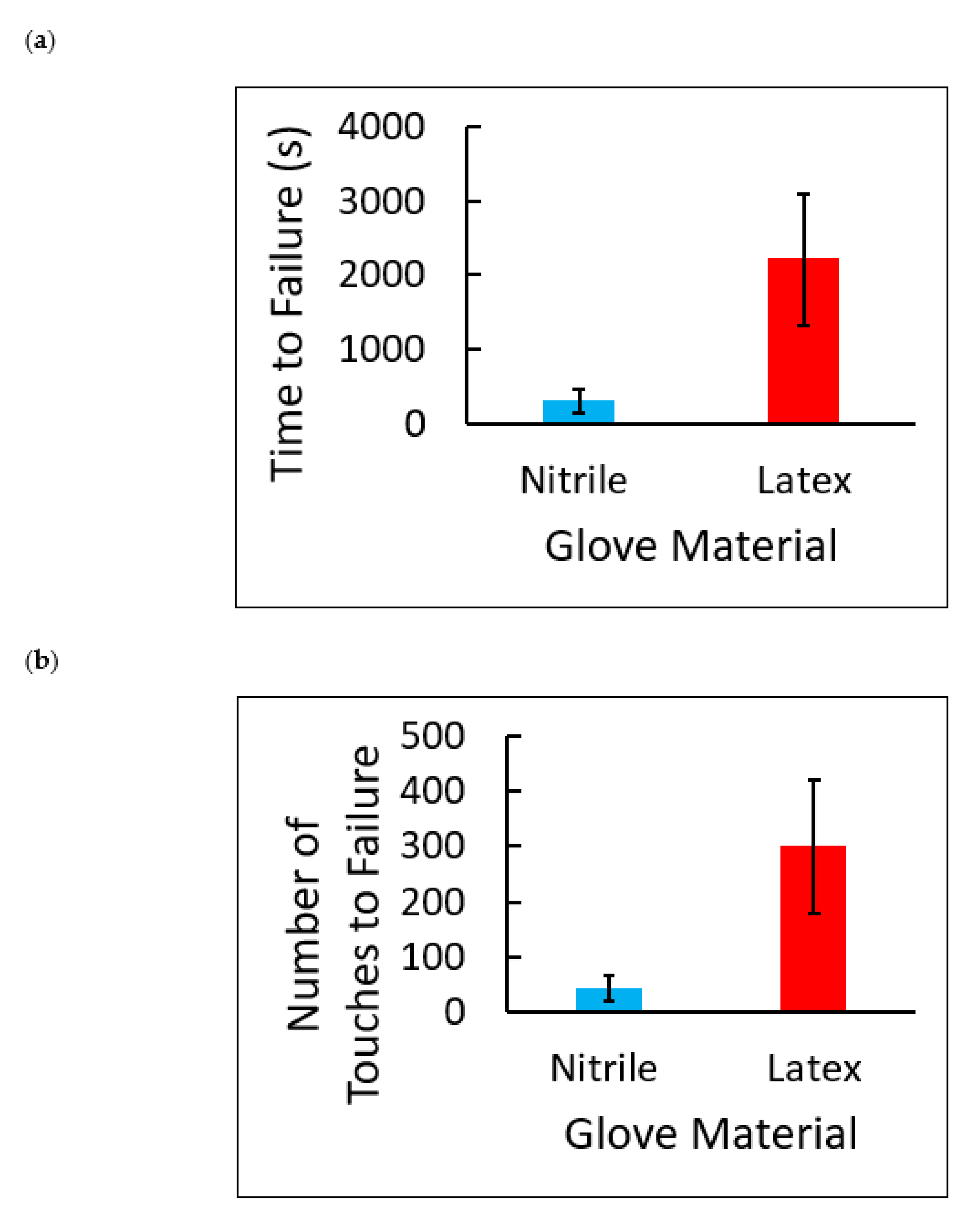
Figure 14.
(a) Failure times in seconds for nitrile and latex examination gloves. The average failure time for nitrile gloves was 300 ± 164 s, and the average failure time for latex gloves was 2206 ± 888 s. Each value is the mean of 5 ± SD. (b) Number of sandpaper touches to failure for nitrile and latex examination gloves. The average number of touches for nitrile glove failure was 42 ± 23 touches, and the average number of touches for latex gloves was 300 ± 121. Each value is the mean of 5 ± SD.
Figure 14.
(a) Failure times in seconds for nitrile and latex examination gloves. The average failure time for nitrile gloves was 300 ± 164 s, and the average failure time for latex gloves was 2206 ± 888 s. Each value is the mean of 5 ± SD. (b) Number of sandpaper touches to failure for nitrile and latex examination gloves. The average number of touches for nitrile glove failure was 42 ± 23 touches, and the average number of touches for latex gloves was 300 ± 121. Each value is the mean of 5 ± SD.
Table 1.
Description of each text field found on the homepage.
Table 1.
Description of each text field found on the homepage.
| ID | Description |
|---|
| t0 | Describes what t4 contains and b1 and b5 manipulate |
| t1 | Describes what t5 contains and b2 and b6 manipulate |
| t2 | Describes what t6 contains and b3 and b7 manipulate |
| t3 | Describes what t7 contains and b4 and b8 manipulate |
| t4 | The number of touches the test will execute |
| t5 | The speed the of drum during the test |
| t6 | The force the drum will apply to the glove during the test |
| t7 | The number of touches between each spray, or “OFF” if the spray functionality is disabled |
Table 2.
Description of each button found on the homepage.
Table 2.
Description of each button found on the homepage.
| ID | Description |
|---|
| b0 | Begins a test with the settings as shown on the page |
| b1 | Decrements the number of touches to perform by 1 touch, up to a minimum of 1 touch |
| b2 | Decrements the speed of the drum by 0.1 mm/s, up to a minimum of 0.5 mm/s |
| b3 | Decrements the force of the drum on the glove by 100 mN, up to a minimum of 1000 mN |
| b4 | Decrements the number of touches between each spray by 1 or disables the touch functionality if the current value of t7 is “0” |
| b5 | Increments the number of touches to perform by 1 touch, up to a maximum of 65,535 touches |
| b6 | Increments the speed at which the drum will move by 0.1 mm/s, up to a maximum of 10.0 mm/s |
| b7 | Increments the force of the drum on the glove by 100 mN, up to a maximum of 20,000 mN |
| b8 | Increments the number of touches between each spray by 1, up to a maximum of 65,535, or enables the touch functionality if the current value of t7 is “OFF” |
| b9 | Opens the manual control page |
Table 3.
Description of the text field found on the glove depressurization page.
Table 3.
Description of the text field found on the glove depressurization page.
| ID | Description |
|---|
| t0 | States that the glove depressurization has failed |
Table 4.
Description of the button found on the glove depressurization page.
Table 4.
Description of the button found on the glove depressurization page.
| ID | Description |
|---|
| b0 | Acknowledges the depressurization failure and returns to the home page |
Table 5.
Description of each text field found on the test page.
Table 5.
Description of each text field found on the test page.
| ID | Description |
|---|
| t0 | Title field |
| t1 | The current elapsed time of the test, not including depressurization time |
| t2 | The current touch the machine is executing and the total number of touches to execute |
Table 6.
Description of the button found on the test page.
Table 6.
Description of the button found on the test page.
| ID | Description |
|---|
| b0 | Aborts the test and switches to the abort page |
Table 7.
Description of the button found on the test page.
Table 7.
Description of the button found on the test page.
| ID | Description |
|---|
| t0 | States that the machine is currently aborting a test |
Table 8.
Description of each text field found on the glove failure page.
Table 8.
Description of each text field found on the glove failure page.
| ID | Description |
|---|
| t0 | Title field |
| t1 | The elapsed time of the test up until glove failure, not including depressurization time |
| t2 | The current touch the machine was executing when the glove failed, and the total number of touches that were going to be executed |
Table 9.
Description of the button found on the glove failure page.
Table 9.
Description of the button found on the glove failure page.
| ID | Description |
|---|
| b0 | Returns to the home page |
Table 10.
Description of each text field found on the “test complete” page.
Table 10.
Description of each text field found on the “test complete” page.
| ID | Description |
|---|
| t0 | Title field |
| t1 | The elapsed time of the test up until the test was completed, not including depressurization time |
| t2 | The current touch number and the total number of touches that were going to be executed, which are the same at the end of a test |
Table 11.
Description of the button found on the “test complete” page.
Table 11.
Description of the button found on the “test complete” page.
| ID | Description |
|---|
| b0 | Returns to the home page |
Table 12.
Touchscreen settings input for data collection. Note that these are the default settings.
Table 12.
Touchscreen settings input for data collection. Note that these are the default settings.
| Touch Number | Speed | Force | Spray |
|---|
| 50 | 3.5 mm/s | 15,000 mN | OFF |
Table 13.
One-way analysis of variance of glove material versus break time in seconds.
Table 13.
One-way analysis of variance of glove material versus break time in seconds.
| Source of Variation | Degrees of Freedom | Sum of Squares | Mean Squares | F Ratio | Prob > F |
|---|
| Between Groups | 1 | 9,076,582 | 9,076,582 | 17.7927 | 0.0029 |
| Error | 8 | 4,081,040 | 510,130 | | |
| Total | 9 | 13,157,622 | | | |
Table 14.
One-way analysis of variance of glove material versus number of sandpaper touches to failure.
Table 14.
One-way analysis of variance of glove material versus number of sandpaper touches to failure.
| Source of Variation | Degrees of Freedom | Sum of Squares | Mean Squares | F Ratio | Prob > F |
|---|
| Between Groups | 1 | 166,152 | 166,152 | 17.4255 | 0.0031 |
| Error | 8 | 76,280 | 9535 | | |
| Total | 9 | 242,432 | | | |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













