
VHCF of the 3D-Printed Aluminum Alloy AlSi10Mg

Abstract
:1. Introduction
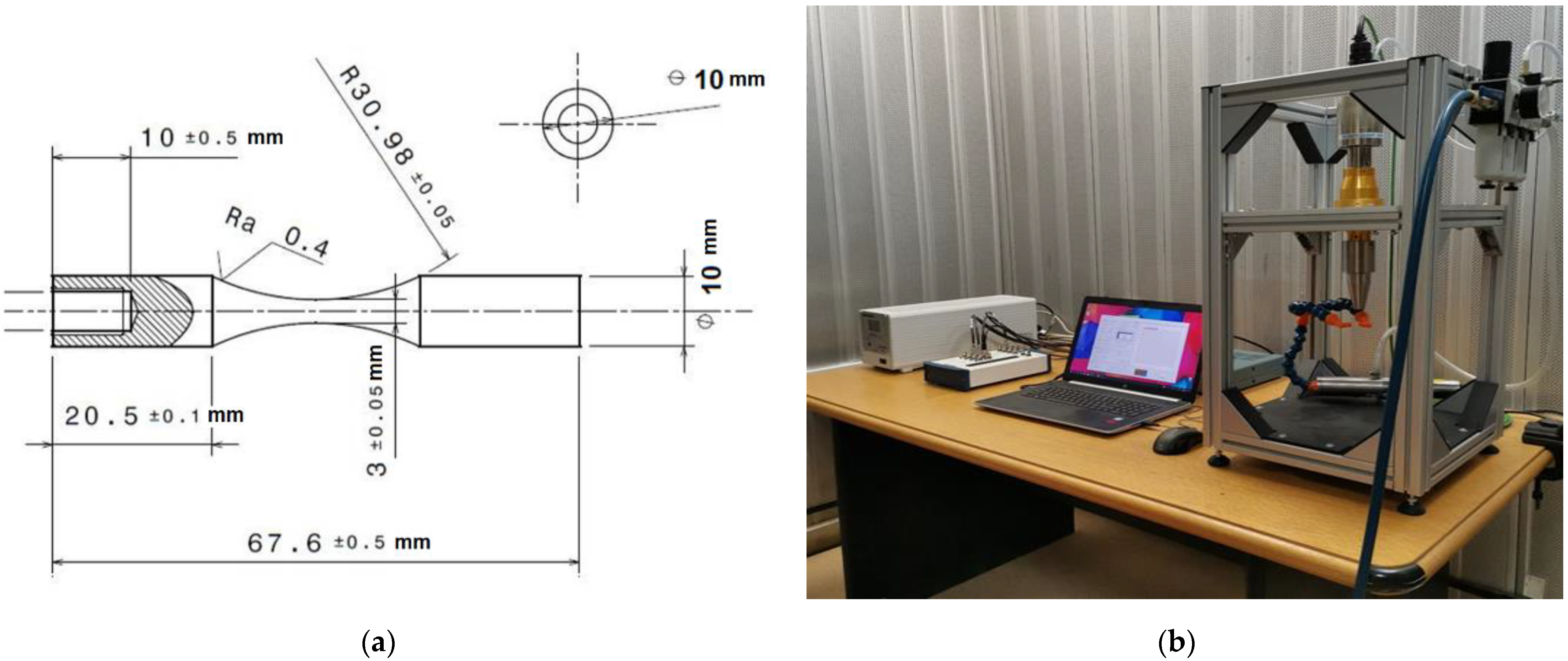
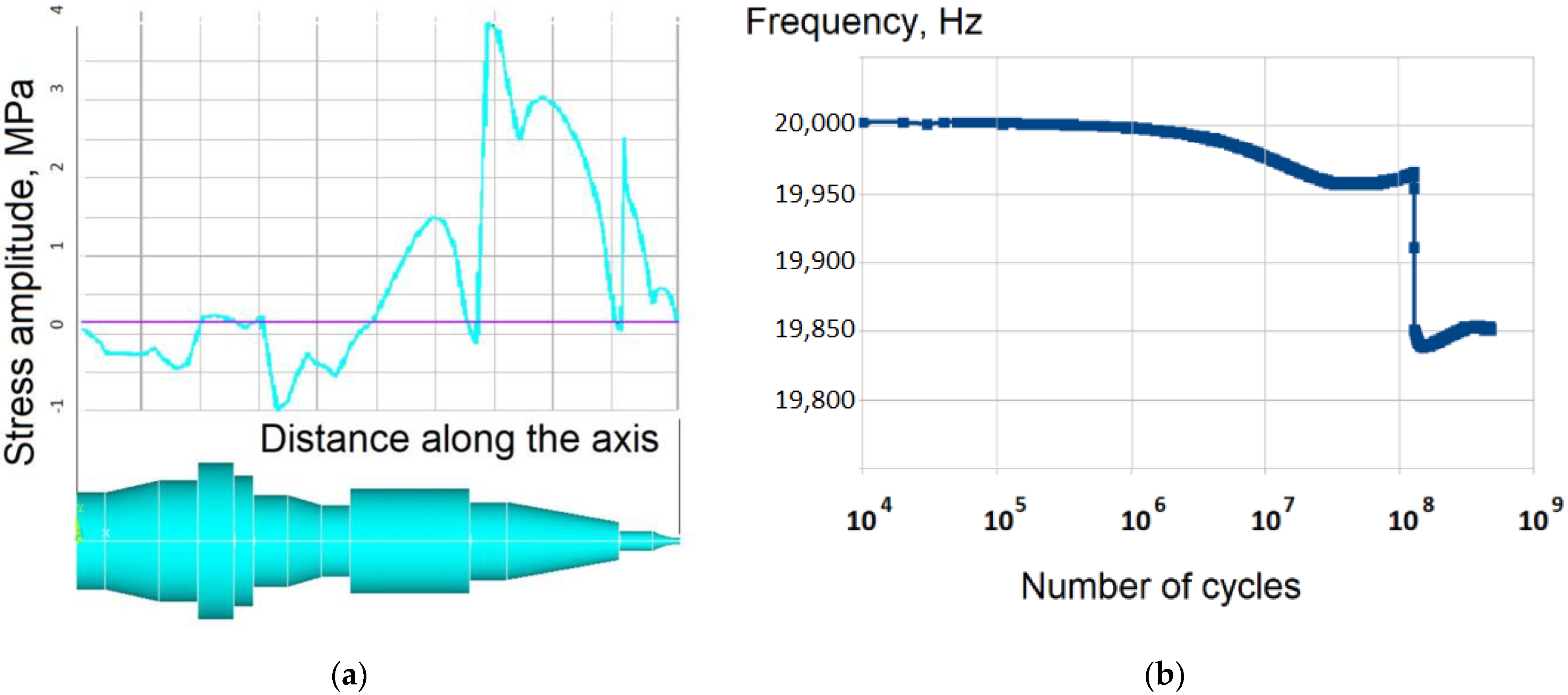
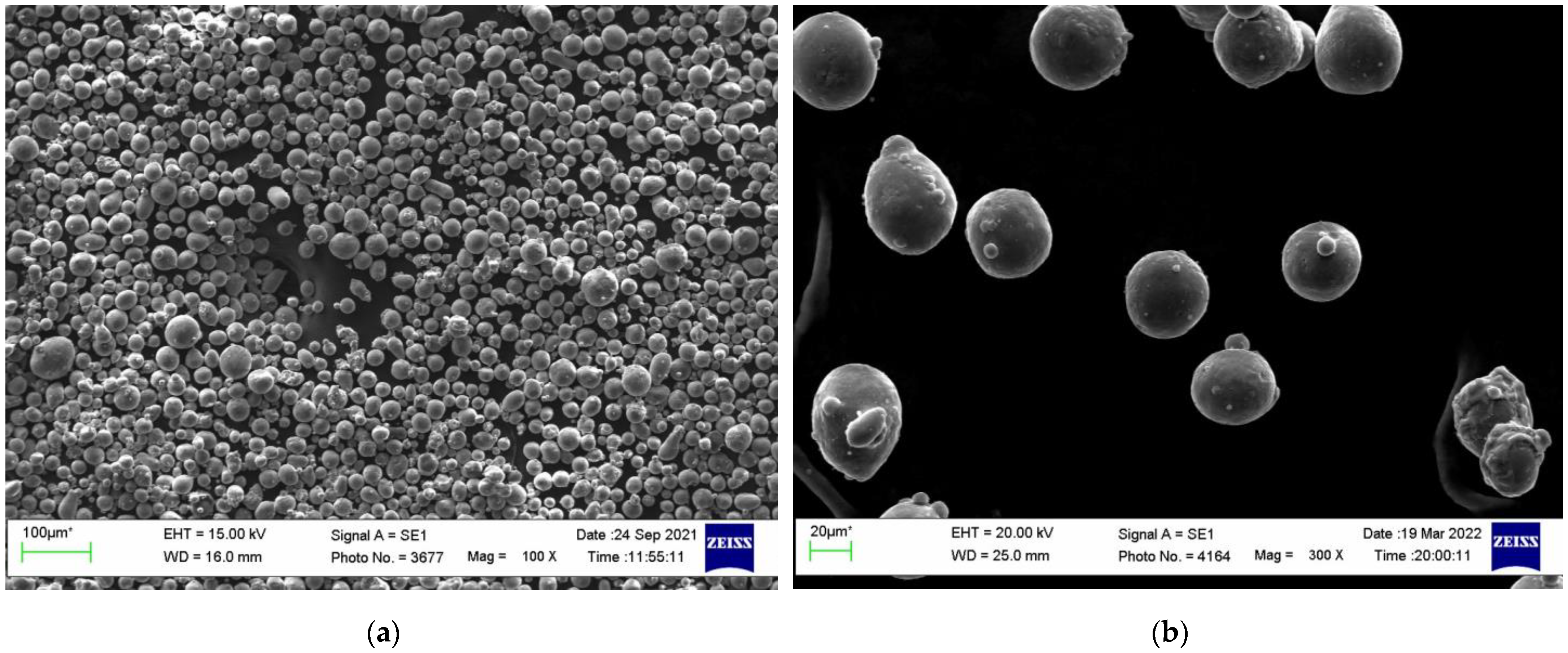
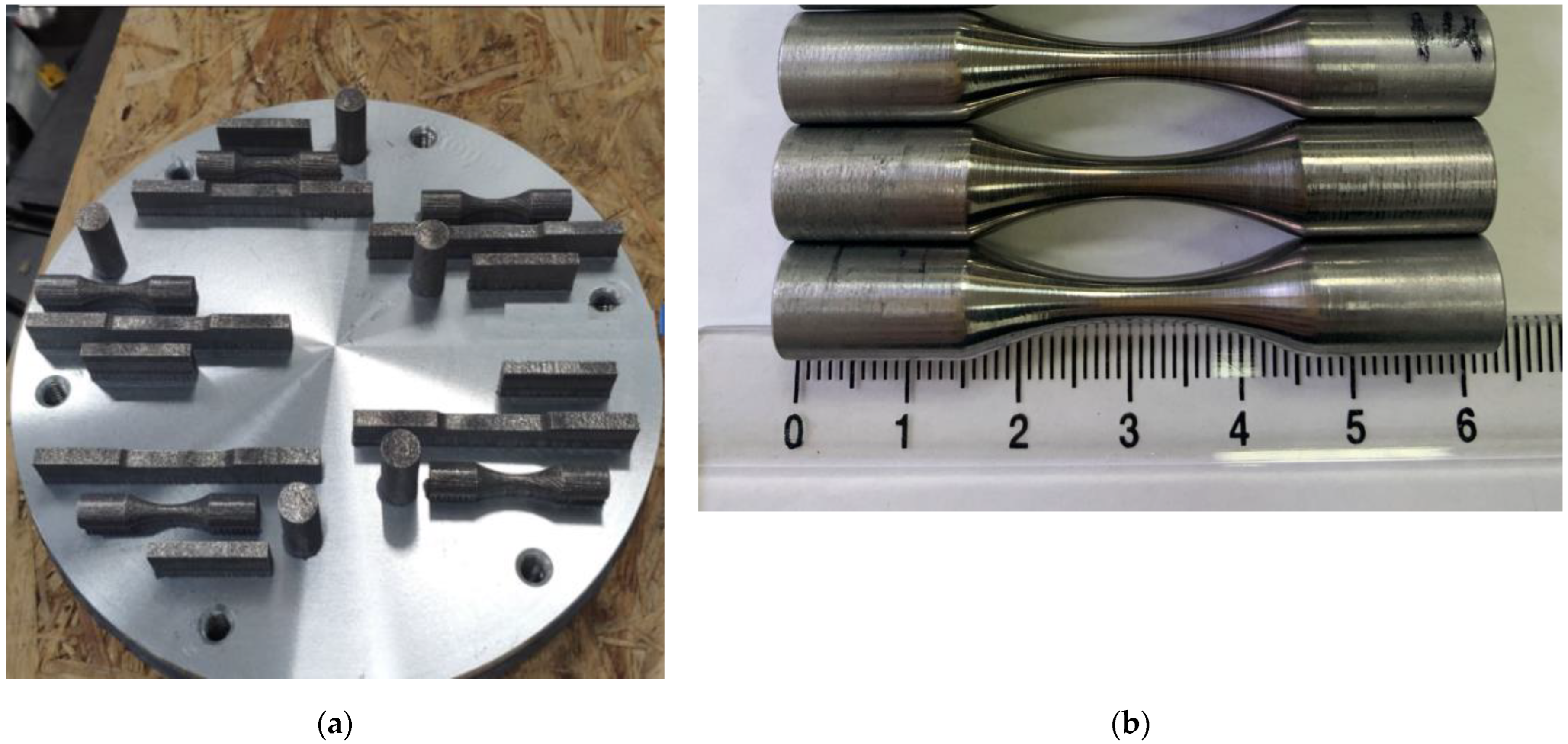
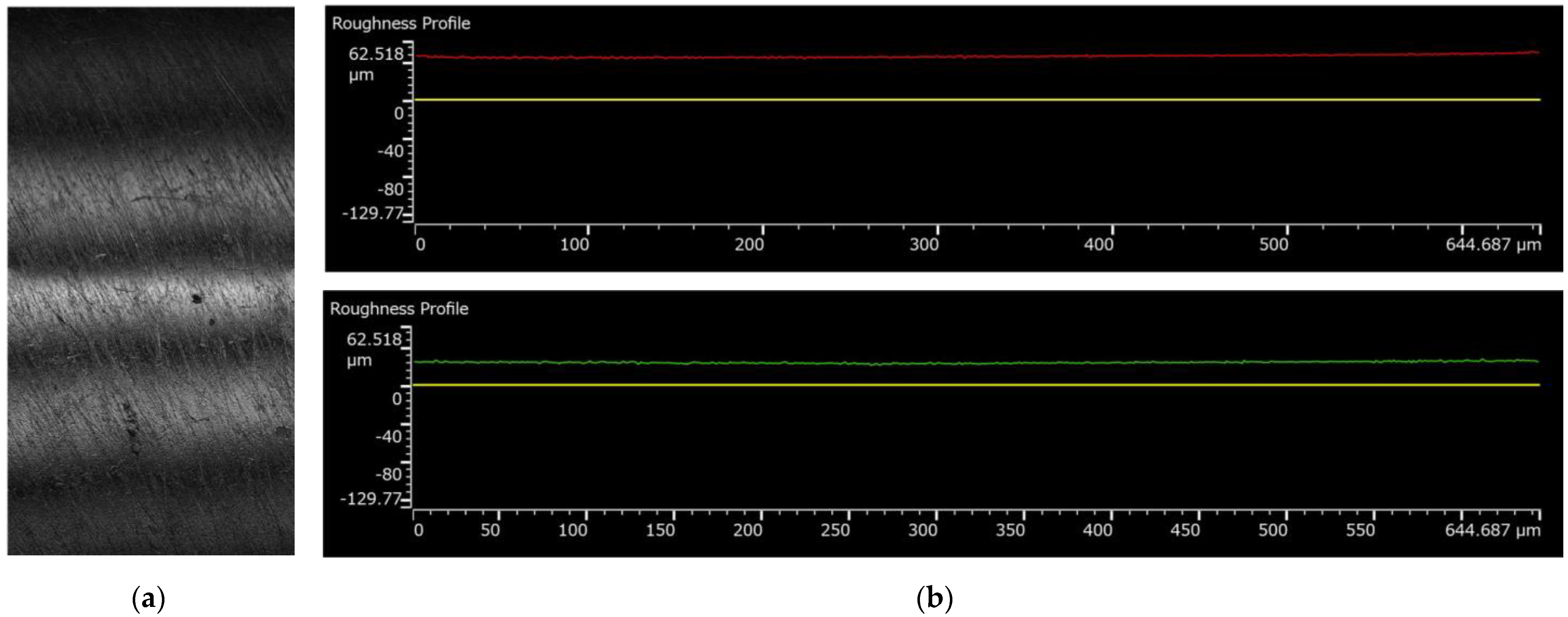
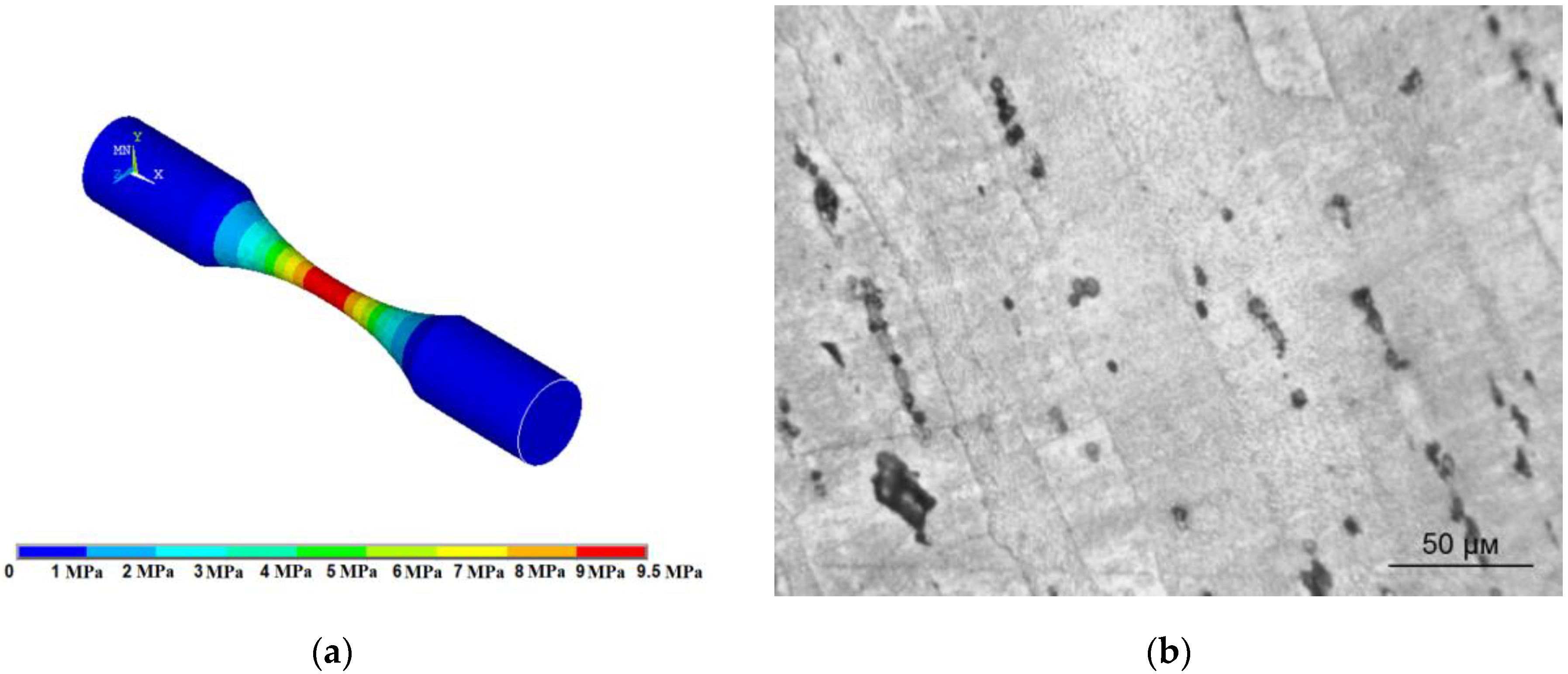
2. Materials and Methods
3. Results and Discussion
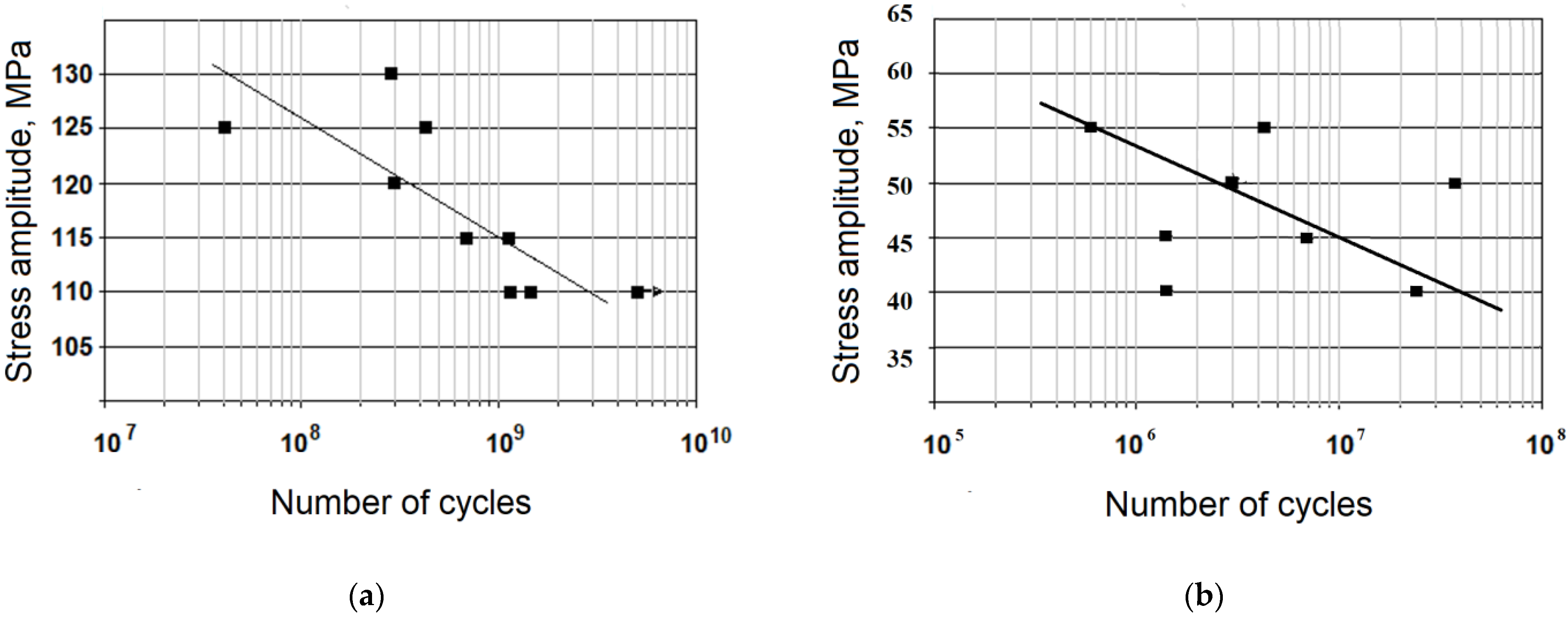
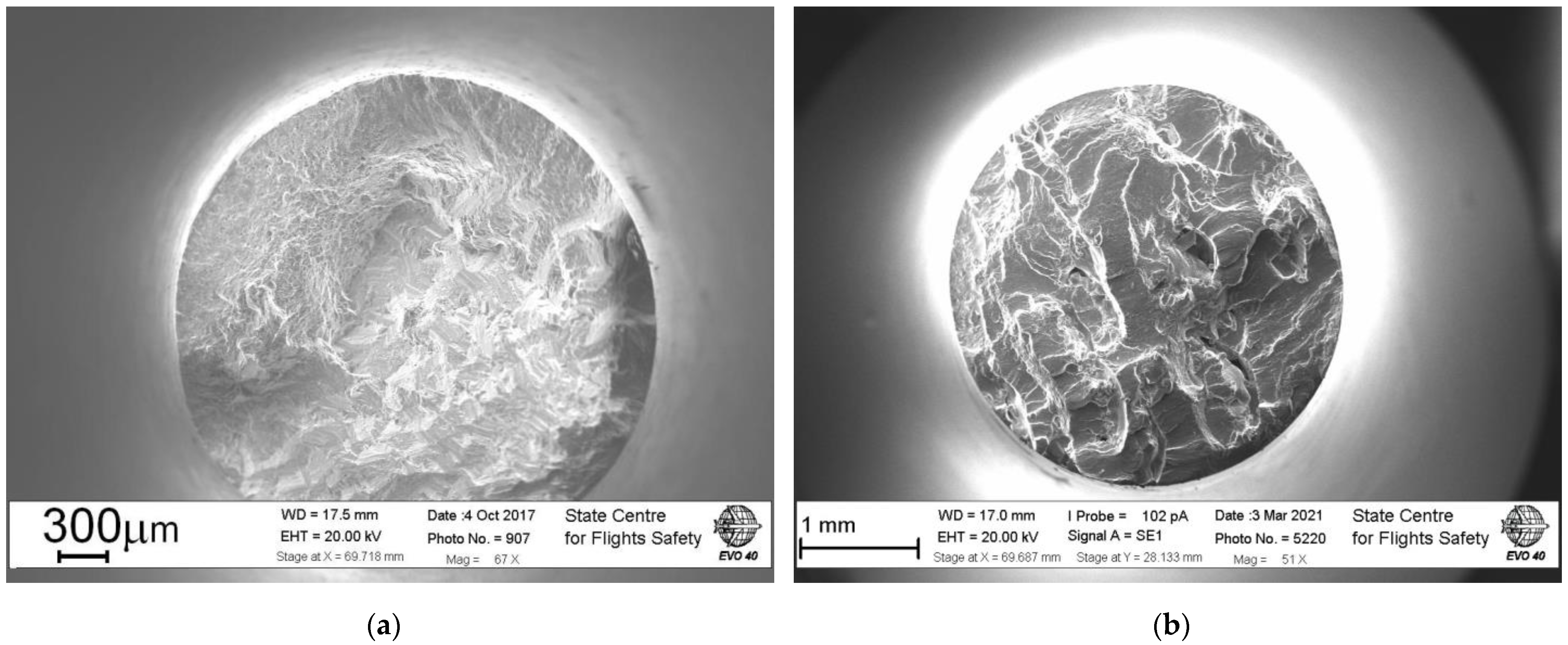
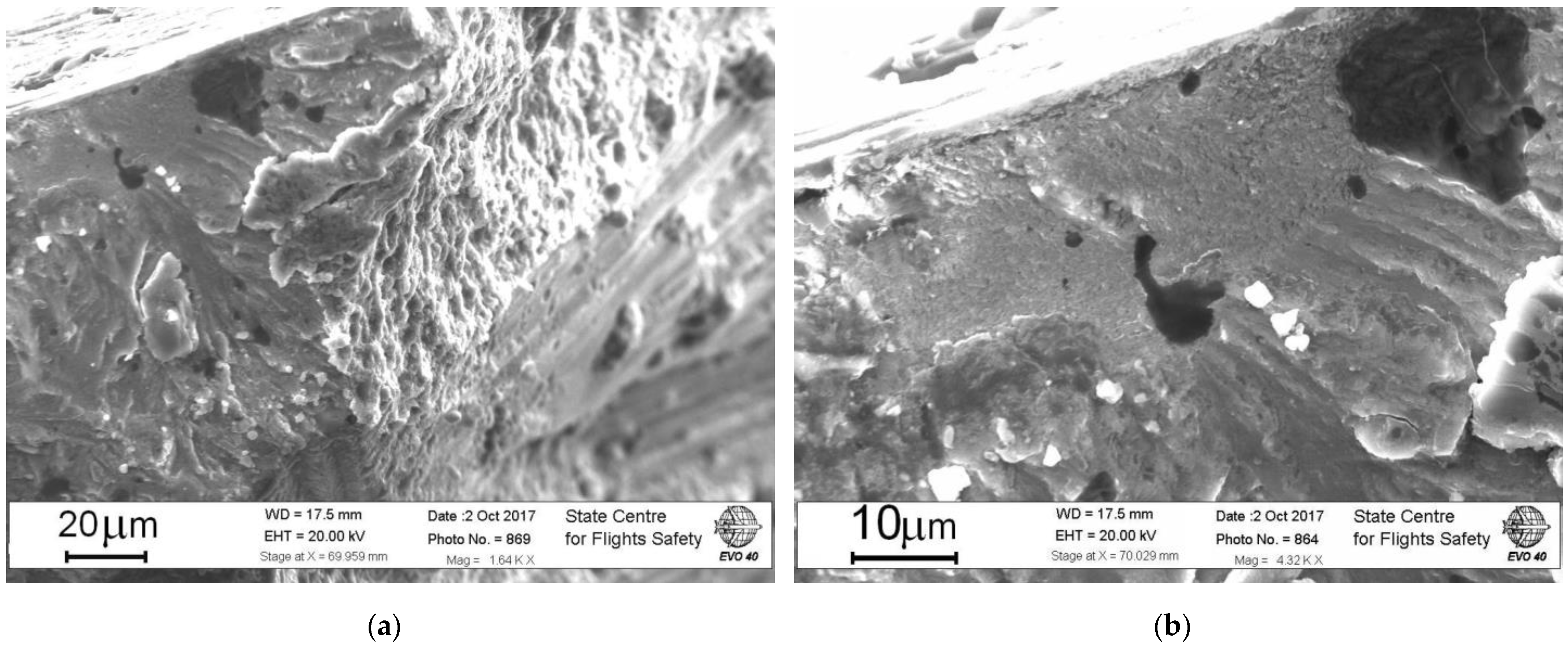
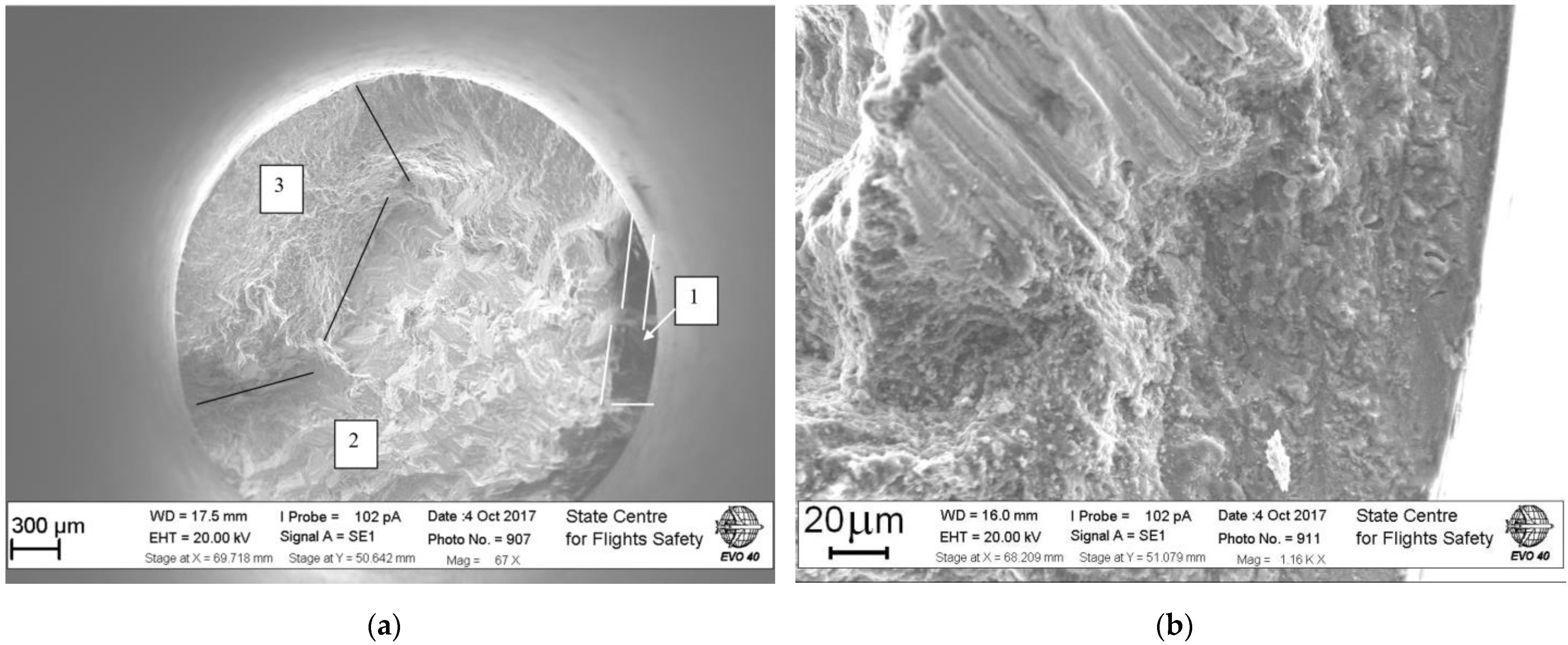
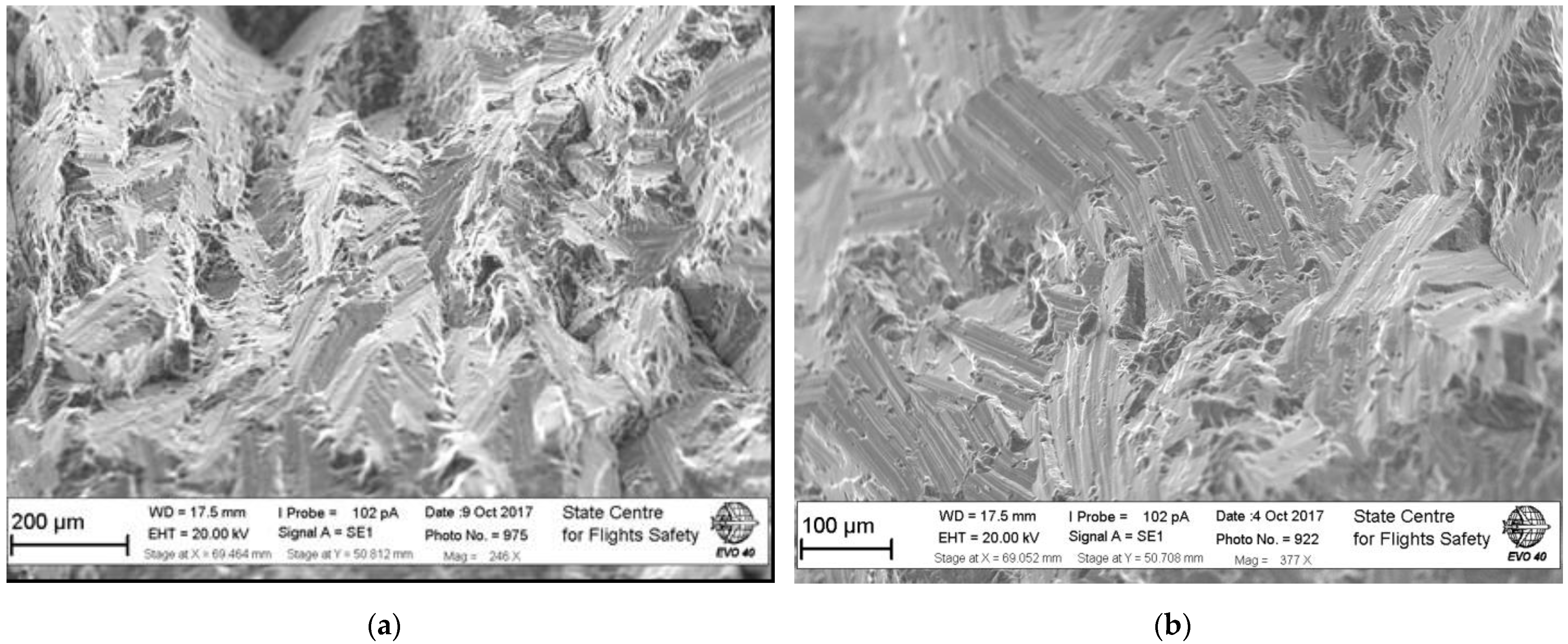
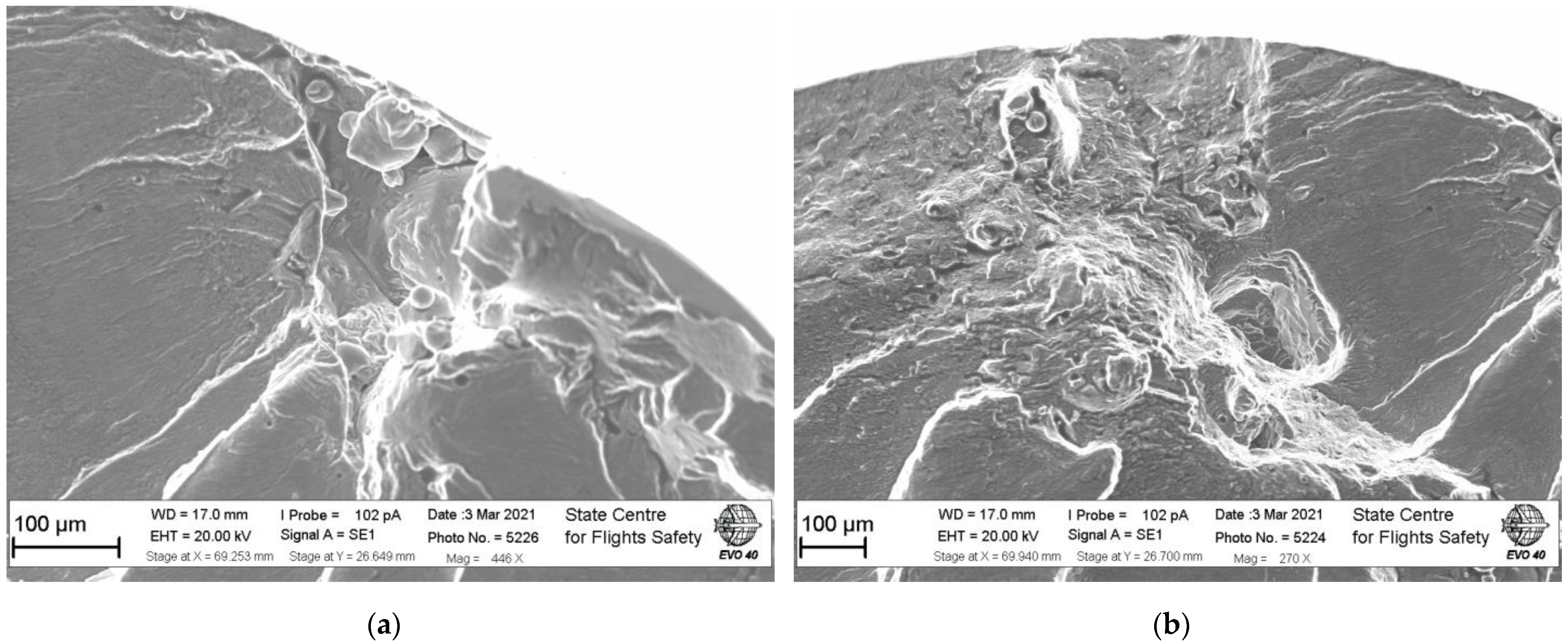
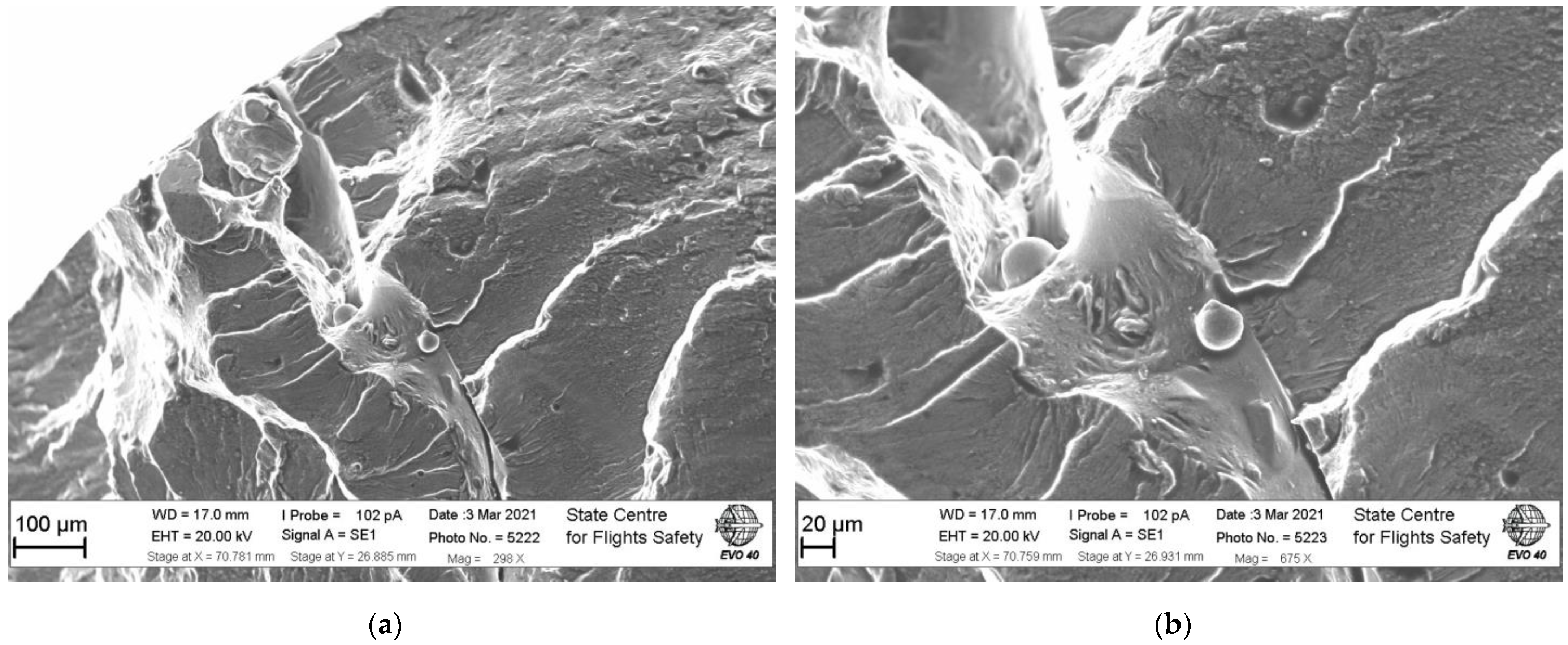
3.1. Crack Initiation and Growth in Hot-Rolled Aluminum Alloy
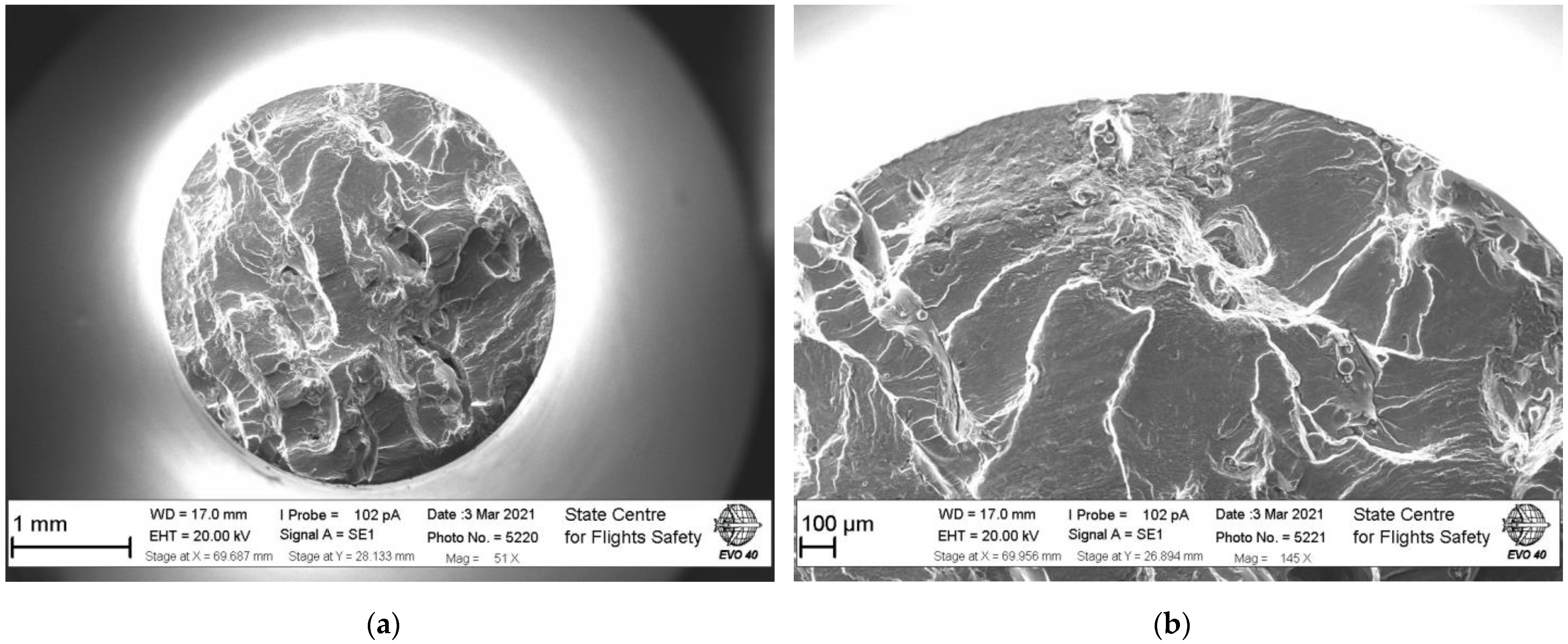
3.2. Crack Initiation and Growth in SLM Aluminum Alloy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Panin, V.E. Synergetic Principles of Physical Mesomechanics. Phys. Mesomech. 2000, 3, 5–34. [Google Scholar] [CrossRef]
- Ivanova, V.A. Synergetics. Strength and Fracture of Metal Materials; Nauka: Moscow, Russia, 1992. [Google Scholar]
- Shanyavsky, A.A. Scales of Metal Fatigue Cracking. Phys. Mesomech. 2015, 18, 163–173. [Google Scholar] [CrossRef]
- Bathias, C.; Paris, P.C. Gigacycle Fatigue in Mechanical Practice; Marcel Dekker: New York, NY, USA, 2005. [Google Scholar]
- Shanyavskiy, A.A.; Soldatenkov, A.P. Scales of Metal Fatigue Limit. Phys. Mesomech. 2020, 23, 120–127. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Non-Metallic Inclusions; Elsevier Science Ltd.: London, UK, 2002. [Google Scholar]
- Shanyavsky, A.A. Simulation of Fatigue Fracture of Metals; Synergetics in Aviation: Ufa, Russia, 2007. [Google Scholar]
- Shanyavskiy, A.A. Self-Organization of Nanostructures in Metals under Ultrahigh Cycle Fatigue. Phys. Mesomech. 2012, 15, 91–105. [Google Scholar]
- Shanyavskiy, A. Scale of Metal Fatigue Failures and Mechanisms for Origin of Subsurface Fracture Formation. Sol. State Phen. 2017, 258, 249–254. [Google Scholar] [CrossRef]
- Carboni, M.; Annoni, M.; Ferraris, M. Analyses of Premature Failure of Some Aluminum Alloy Sonotrodes for Ultrasonic Welding. Proc. VHCF 2011, 589–594. [Google Scholar]
- Shanyavskiy, A. Mechanisms of the 2024-T351 Al-Alloy Fatigue Cracking in Bifurcation Area after Laser Shocks Hardening Procedure. Key Eng. Mater. 2011, 465, 511–514. [Google Scholar] [CrossRef]
- Schwerdt, D.; Pyttel, B.; Berger, C. Microstructure Investigations with SEM, EBSD and TEM on Cyclic Stressed and Unstressed Specimens of Two Different Aluminium Wrought Alloys. Proc. VHCF 2011, 207–212. [Google Scholar]
- Banhart, J.; Chang, C.S.T.; Liang, Z.; Wanderka, N.; Lay, M.D.H.; Hill, A.J. Natural Aging in Al–Mg–Si Alloys—A Process of Unexpected Complexity. Adv. Eng. Mater. 2010, 12, 559–571. [Google Scholar] [CrossRef]
- Mayer, H.; Fitzka, M.; Schuller, R. Ultrasonic Fatigue Testing of 2024-T351 Aluminium Alloy at Different Load Ratios under Constant and Variable Amplitude. Proc. VHCF 2011, 355–360. [Google Scholar]
- Kawagoishi, N.; Kariya, K.; Wang, Q.Y.; Maeda, Y.; Goto, M. Effect of Loading Frequency on Fatigue Crack Growth of Age-Hardened Al Alloy. Proc. VHCF 2011, 269–274. [Google Scholar]
- Babaytsev, A.V.; Orekhov, A.A.; Rabinskiy, L.N. Properties and microstructure of AlSi10Mg samples obtained by selective laser melting. Nanosci. Techn. 2020, 11, 213–222. [Google Scholar] [CrossRef]
- Babaytsev, A.V.; Prokofiev, M.V.; Rabinskiy, L.N. Mechanical properties and microstructure of stainless steel manufactured by selective laser sintering. Int. J. Nanomech. Sci. Techn. 2017, 8, 359–366. [Google Scholar] [CrossRef]
- Shaniavski, A.A. Rotational Instability of Mesoscale Deformation and Fracture of Metals in Fatigue Crack Propagation I. Plastic Deformation at the Crack Tip. Phys. Mesomech. 2001, 4, 67–74. [Google Scholar]
- Orekhov, A.A.; Rabinskiy, L.N.; Fedotenkov, G.V.; Hein, T.Z. Heating of a half-space by a moving thermal laser pulse source. Lobachevskii J. Math. 2021, 42, 1912–1919. [Google Scholar] [CrossRef]
- Kuznetsova, E.L.; Rabinskiy, L.N. Heat transfer in nonlinear anisotropic growing bodies based on analytical solution. Asia Life Sci. 2019, 2, 837–846. [Google Scholar]
- Solyaev, Y.; Rabinskiy, L.; Tokmakov, D. Overmelting and closing of thin horizontal channels in AlSi10Mg samples obtained by selective laser melting. Addit. Manuf. 2019, 30, 100847. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density, kg/m3 | Young’s Module, GPa | UTS, MPa | Elongation, % |
|---|---|---|---|---|
| Hot-rolled D16T | 2790 | 74 | 390 | 9 |
| SLM AlSi10Mg | 2700 | 72 | 370 | 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babaytsev, A.; Nikitin, A.; Ripetskiy, A. VHCF of the 3D-Printed Aluminum Alloy AlSi10Mg. Inventions 2023, 8, 33. https://doi.org/10.3390/inventions8010033
Babaytsev A, Nikitin A, Ripetskiy A. VHCF of the 3D-Printed Aluminum Alloy AlSi10Mg. Inventions. 2023; 8(1):33. https://doi.org/10.3390/inventions8010033
Chicago/Turabian StyleBabaytsev, Arseny, Alexander Nikitin, and Andrey Ripetskiy. 2023. "VHCF of the 3D-Printed Aluminum Alloy AlSi10Mg" Inventions 8, no. 1: 33. https://doi.org/10.3390/inventions8010033
APA StyleBabaytsev, A., Nikitin, A., & Ripetskiy, A. (2023). VHCF of the 3D-Printed Aluminum Alloy AlSi10Mg. Inventions, 8(1), 33. https://doi.org/10.3390/inventions8010033