Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology



Abstract
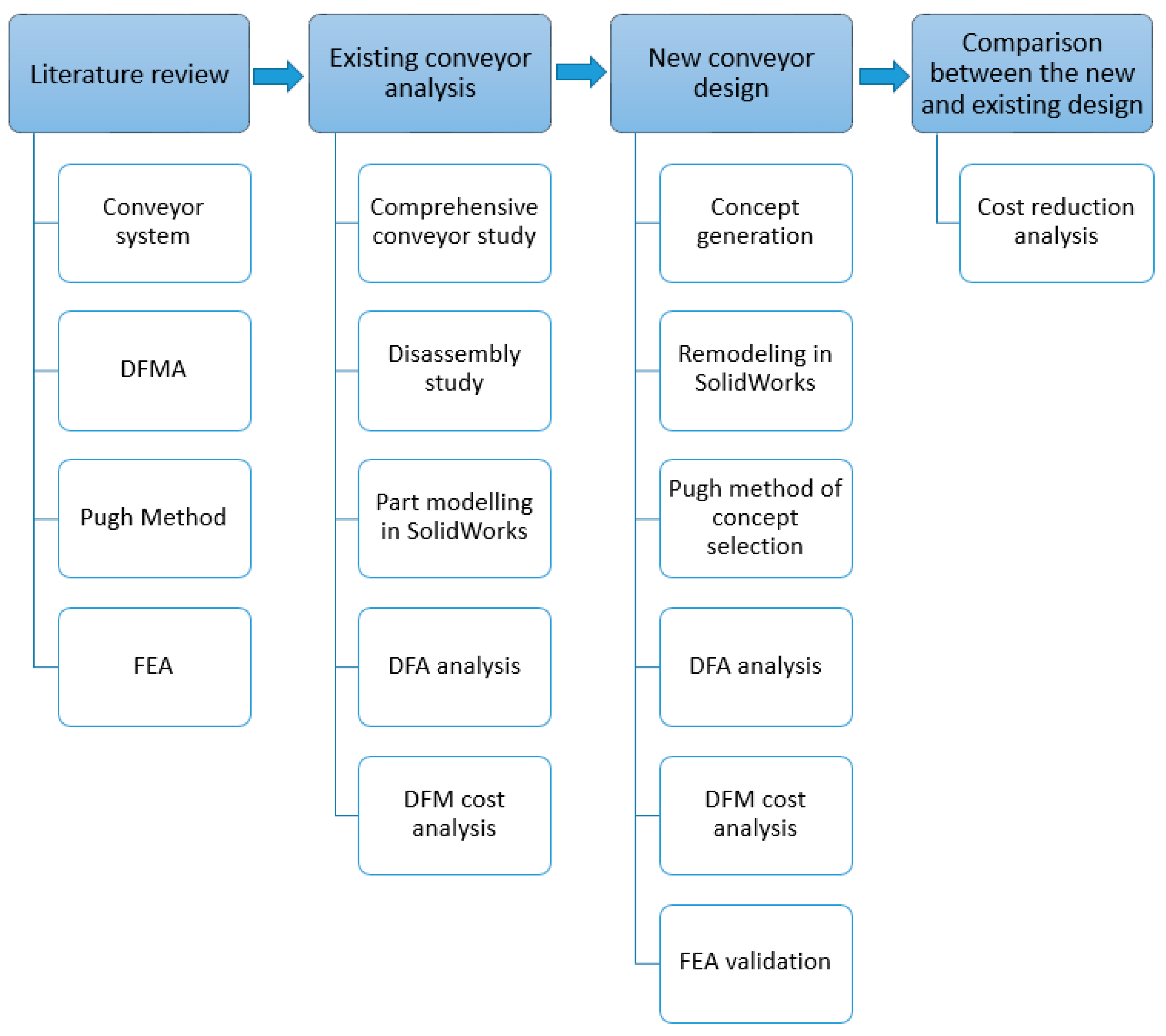
:1. Introduction
- = Design efficiency
- = Minimum number of parts
- = Basic assembly time for one part
- = Estimated time to complete assembly of the product
- = Total number of parts
- = [10 × (/196)] × 100
- = 58%.
- = [7 × (/103)] × 100
- = 78%
2. Case Study of TTC Conveyor System
2.1. Product Structure Chart for Reject Conveyor
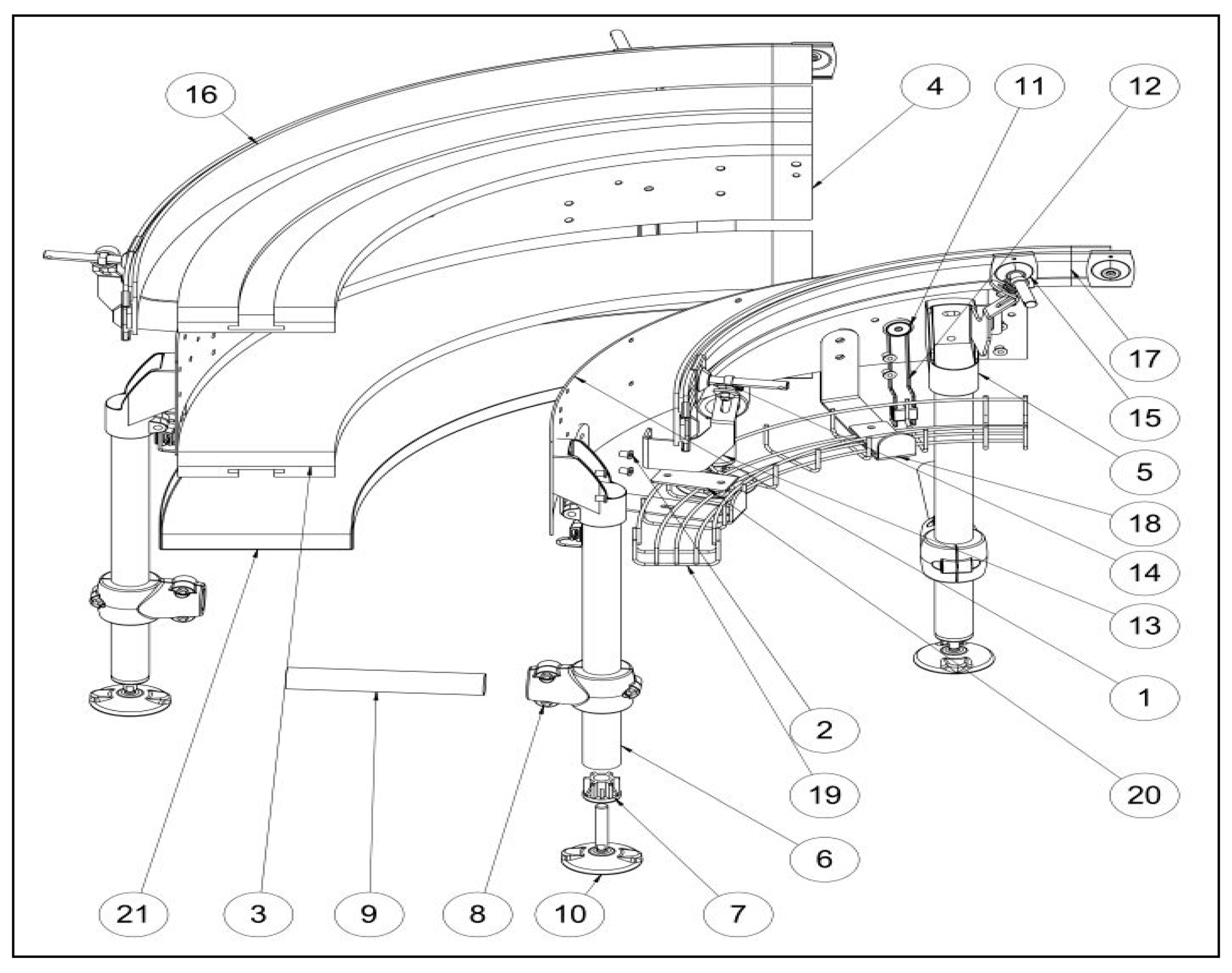
2.2. Sequential Disassembly of Reject Conveyor
2.3. Material Selection and Manufacturing Process for Reject Conveyor
- = Basic assembly time for one part,
- = Estimated time to complete assembly of the product.
3. Generation of New Concepts
3.1. Concept 1: Dual Lane Flex Type Conveyor System
3.2. Concept 2: Narrow Lane Conveyor System
3.3. Concept 3: Conveyor with an I-Beam Substructure
3.4. Controlled Convergence Method
- ▪
- + (plus) meaning better than, cost less than, less prone to, easier than, etc., relative to the datum.
- ▪
- − (minus) meaning worse than, more expensive than, more difficult to develop than, more complex than, more prone to, harder than, etc.
- ▪
- S (letter) meaning the same as the datum is used when doubt exists as to whether a concept is better or worse than the datum.
- ‘++’ = much better
- ‘—‘ = much worse
3.5. Development of the New Conveyor with the I-Beam Substructure
3.5.1. Product Structure Chart for New Conveyor
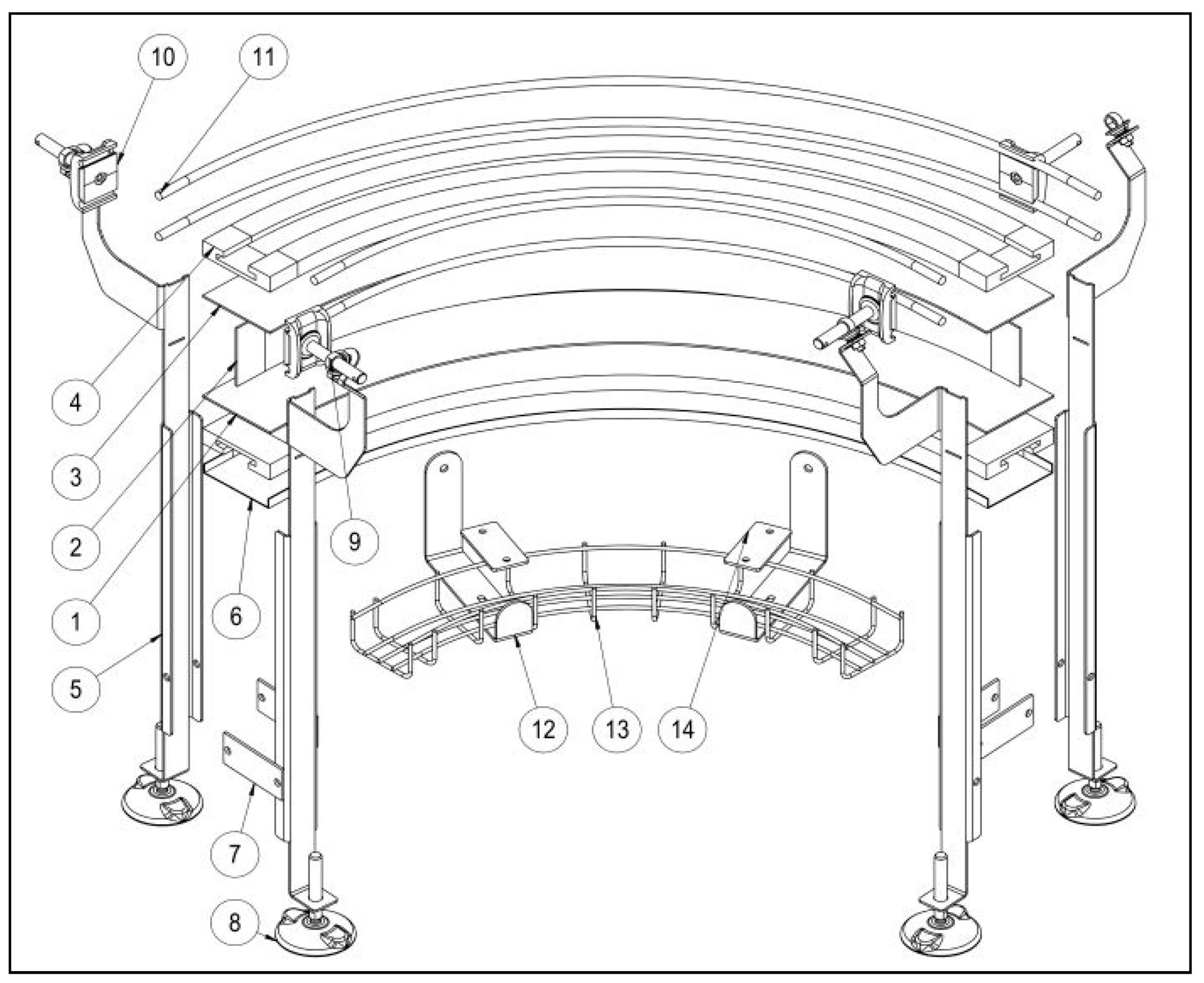
3.5.2. Sequential Disassembly of New Conveyor Design
3.5.3. DFMA Analysis for the New Conveyor Design
4. Design Improvements Resulting from DFMA Implementation
4.1. Results from DFMA Software
4.2. Results from Using PuCC for Concept Selection
5. Validation of New Concept Using FEA
5.1. Analytical Calculation of Deflection and Stress
| p | Load Intensity = | 2.80 N/mm |
| l | Length of the beam = | 3500 mm |
| E | Modulus of elasticity = | 190,000 MPa |
| I | Moment of Inertia = | 1,943,603.75 |
5.2. Stress Analysis and Deflection Using FEM
6. Conclusions
- (1)
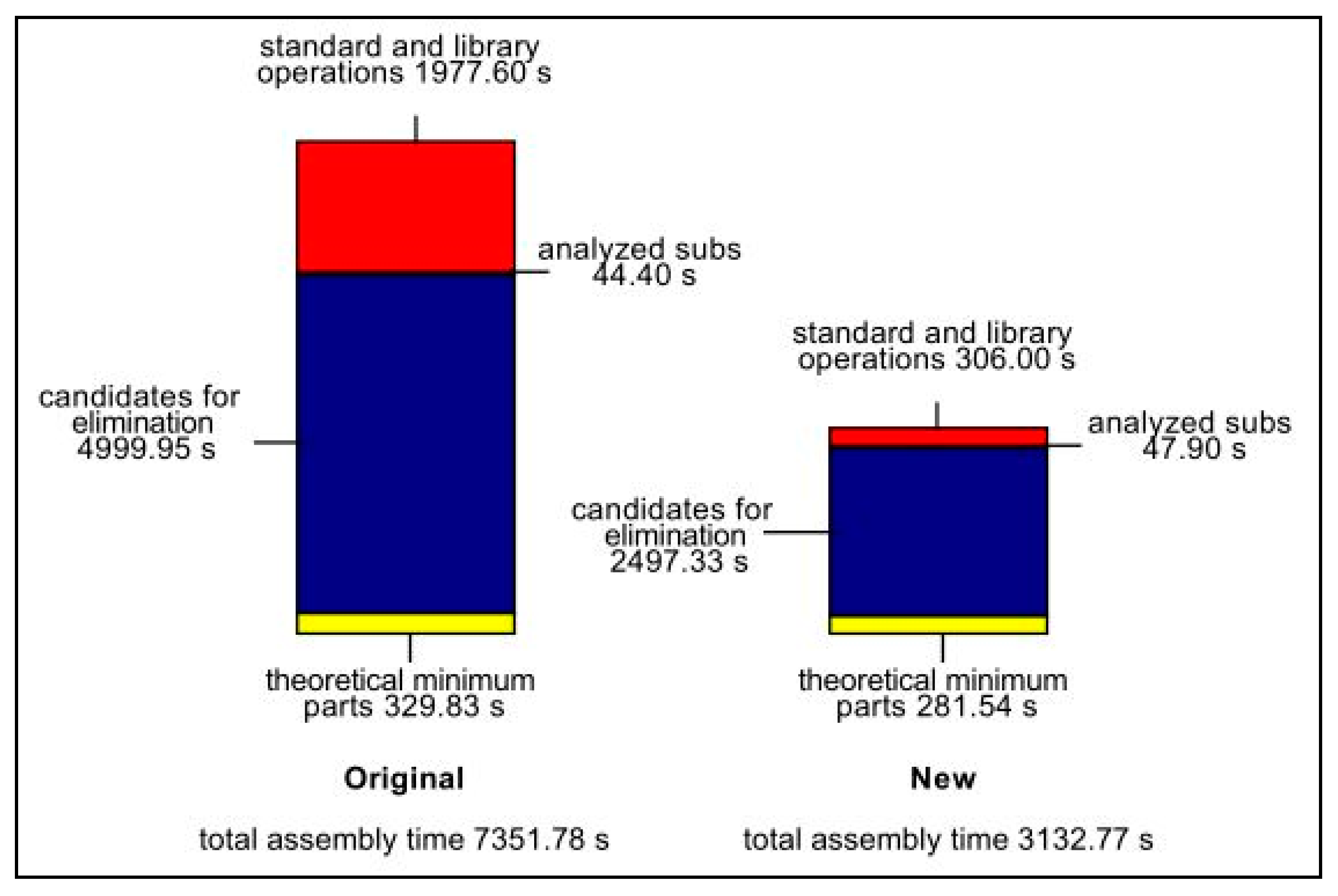
- The time and cost required to assemble the new conveyor system were reduced by 57%.
- (2)
- The weight of the conveyor was reduced by 25%, leading to ease of transport.
- (3)
- The overall manufacturing cost was reduced by 29% for the new conveyor system.
- (4)
- Originally 27% of total assembly time for old conveyor design was consumed by fixing mechanical fasteners and joining operations that included riveting and welding. For the new design, the standard operation only consumed 10% of the total assembly time, thus saving significant time.
- (5)
- The DFA index or the design efficiency improved from 1.7% to 5%, showing that it is easier to assemble the new conveyor system.
Author Contributions
Funding
Conflicts of Interest
Appendix A. Assembly Sequence for the Reject Conveyor


Appendix B. Manufacturing Process and Material Information for Existing Conveyor Design





Appendix C. Table Showing the Repeat Counts, Securing Method, Minimum Part Criteria, Handling, Insertion and Ergonomic Problems for Existing Design





Appendix D. Handling Time, Insertion Time, Labour Time, Labour Cost and Item Cost Associated with All Sections of the Existing Conveyor





Appendix E. Assembly Sequence for the New Conveyor

Appendix F. Material and Manufacturing Process Information for New Conveyor Design




Appendix G. Table Showing the Repeat Counts, Securing Method, Minimum Part Criteria, Handling, Insertion and Ergonomic Problems for New Design




Appendix H. Handling Time, Insertion Time, Labour Time, Labour Cost and Item Cost Associated with All Sections of the New Conveyor




References
- Boothroyd, G.; Dewhurst, P.; Knight, W.A. Product Design for Manufacture and Assembly, 3rd ed.; Taylor & Francis: Milton Park, UK, 2010. [Google Scholar]
- Sudin, M.N.; Chin, N.S.; Shamsudin, S.A.; Yusuff, M.A. Design Efficiency Analysis towards Product Improvement for Eco-Friendly Using DFMA Method. Open Mech. Eng. J. 2016, 10, 173–181. [Google Scholar] [CrossRef] [Green Version]
- Dittmar, H. DfM, DfA & DfMA–What’s the Difference? 2019. Available online: https://www.gmisolutions.com/blog/the-difference-between-dfm-dfa-and-dfma (accessed on 12 December 2019).
- Rima, S.; Hong-Seok, P.; Gyu-Bong, L. Design for assembly: an approach to increase design efficiency of electronics home appliance. Ann. Daaam Proc. 2015, 26. [Google Scholar] [CrossRef]
- Isanaka, S.P.; Sparks, T.E.; Liou, F.F.; Newkirk, J.W. Design strategy for reducing manufacturing and assembly complexity of air-breathing Proton Exchange Membrane Fuel Cells (PEMFC). J. Manuf. Syst. 2016, 38, 165–171. [Google Scholar] [CrossRef]
- Masood, S.H.; Abbas, B.; Shayan, E.; Kara, A. An investigation into design and manufacturing of mechanical conveyors systems for food processing. Int. J. Adv. Manuf. Technol. 2005, 25, 551–559. [Google Scholar] [CrossRef]
- Hambali, A.; Sapuan, S.M.; Rahim, A.S.; Ismail, N.; Nukman, Y. Concurrent decisions on design concept and material using analytical hierarchy process at the conceptual design stage. Concurr. Eng. 2011, 19, 111–121. [Google Scholar] [CrossRef]
- Pugh, S. Total Design: Integrated Methods for Successful Product Engineering; [e-book]. Addison-Wesley Publishing Company, 1991. Available online: https://books.google.co.uk/books?id=RKIQAQAAMAAJ (accessed on 12 December 2019).
- Frey, D.D.; Herder, P.M.; Wijnia, Y.; Subrahmanian, E.; Katsikopoulos, K.; Clausing, D.P. The Pugh controlled convergence method: model-based evaluation and implications for design theory. Res. Eng. Des. 2009, 20, 41–58. [Google Scholar] [CrossRef] [Green Version]
- Muller, G.; Klever, D.G.; Bjørnsen, H.H.; Pennotti, M. Researching the application of Pugh Matrix in the sub-sea equipment industry. In Proceedings of the CSER, Los Angeles, CA, USA, 15–16 April 2011. [Google Scholar]
- Thakker, A.; Jarvis, J.; Buggy, M.; Sahed, A. 3DCAD conceptual design of the next-generation impulse turbine using the Pugh decision-matrix. Mater. Des. 2009, 30, 2676–2684. [Google Scholar] [CrossRef]
- Medvecká-Beňová, S. Strength analysis of the frame of a trailer. Sci. J. Sil. Univ. Technol. Ser. Transp. 2017, 96, 105–113. [Google Scholar]
- Fayed, M.E.; Skocir, T. Mechanical Conveyors: Selection and Operation; CRC Press. Taylor & Francis, 1996. Available online: https://books.google.co.uk/books?id=ZLI4i_iSfG8C (accessed on 12 December 2019).
- McGuire, P.M. Conveyors: Application, Selection, and Integration; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Demoly, F.; Yan, X.T.; Eynard, B.; Rivest, L.; Gomes, S. An assembly oriented design framework for product structure engineering and assembly sequence planning. Robot. Comput. -Integr. Manuf. 2011, 27, 33–46. [Google Scholar] [CrossRef] [Green Version]
- Pfeifer, M. Materials Enabled Designs: The Materials Engineering Perspective to Product Design and Manufacturing; Butterworth-Heinemann: Oxford, UK, 2009. [Google Scholar]
- Eurostat. Hourly Labour Costs. 2019. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Hourly_labour_costs (accessed on 15 December 2019).
- Rush, C.; Roy, R. Analysis of cost estimating processes used within a concurrent engineering environment throughout a product life cycle. In Proceedings of the 7th ISPE International Conference on Concurrent Engineering, Lyon, France, 17–20 July 2000; Technomic Inc.: Lancaster, PA, USA, 2000; pp. 58–67. [Google Scholar]
- Renzi, C.; Leali, F.; Pellicciari, M.; Andrisano, A.O.; Berselli, G. Selecting alternatives in the conceptual design phase: an application of Fuzzy-AHP and Pugh’s Controlled Convergence. Int. J. Interact. Des. Manuf. 2015, 9, 1–17. [Google Scholar] [CrossRef]
- Brakefield, K. Why Are I Beams Used in Structural Steel Construction? 2017. Available online: https://blog.swantonweld.com/i-beams-in-structural-steel-construction (accessed on 16 December 2019).
- Subramanian, R. Strength of Materials; [e-book]. Oxford University Press, 2010. Available online: https://books.google.co.uk/books?id=Uuc8nwEACAAJ (accessed on 19 December 2019).
- Kurniawan, C.W.; Mahendran, M. Elastic lateral buckling of simply supported LiteSteel beams subject to transverse loading. Thin-Walled Struct. 2009, 47, 109–119. [Google Scholar] [CrossRef] [Green Version]
- Butt, J. A Novel Additive Manufacturing Process for the Production of Metal Parts. Ph.D. Thesis, Anglia Ruskin University, Cambridge, UK, 2016. [Google Scholar]
- Srivastava, D.; Mall, R.N. Structural analysis of L-Bracket using ANSYS. i-Manag. J. Mech. Eng. 2017, 7, 17. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| # | Icons | Description |
|---|---|---|
| 1 |  | Item is a sub-assembly. |
| 2 |  | Item is a part that is purchased from a vendor, and cost prices for these parts are obtained from the sales invoices and entered in the software. This includes components like motor, conveyor accessories like bearing, sprocket, etc. |
| 3 |  | Item is a standard hardware like a nut, bolt, washer, etc., and similarly, cost prices for these items are obtained from the sales invoices and entered in the software. |
| 4 |  | Item is a part but manufactured using in-house capabilities. The part has manufacturing data associated with it and estimates the cost price based on the part dimensions, material selection and manufacturing processes. This includes parts like conveyor frames that are made using CNC laser cutting and press brakes, drive and idler shafts from turning on a lathe machine and standard tubes that are cut from stock. |
| 5 |  | This indicates operations like welding, soldering, reorientation or adjustments, bending, cleaning and inspection. |
| Part No. | Part Description | Part No. | Part Description | Part No. | Part Description |
|---|---|---|---|---|---|
| 1 | Side frame 3 mm right | 13 | Bearing spacer | 25 | Drip tray support |
| 2 | Rivet nut | 14 | Square flange bearing | 26 | Drip pan |
| 3 | Aluminium connector | 15 | Motor support flange | 27 | Guide rail bracket |
| 4 | M10 hex head bolt | 16 | Teflon spacer | 28 | Eye bolt |
| 5 | Roller spacer | 17 | Motor unit | 29 | Guide rail clamp |
| 6 | Return roller | 18 | Side mounting top bracket | 30 | Product side guide |
| 7 | Return roller without flange | 19 | Pipe of diameter 48.3 mm | 31 | Flat bar 60 × 6 mm |
| 8 | Sprocket | 20 | Threaded bushing | 32 | Tray bracket |
| 9 | Driveshaft | 21 | Connecting joints | 33 | Cable tray 0.7 m |
| 10 | Split shaft collar | 22 | Pipe of diameter 42.3 mm | 34 | Tray tab |
| 11 | Side frame 3 mm left | 23 | Adjustable feet | 35 | Transfer roller unit |
| 12 | PE strip | 24 | Mounting plate | 36 | Connection plate |
| Part No. | Part Description | Part No. | Part Description | Part No. | Part Description |
|---|---|---|---|---|---|
| 1 | SS curve frame small | 8 | Connecting joints | 15 | Guide rail clamp |
| 2 | Rivet nut | 9 | Pipe of diameter 42.3 mm | 16 | Product side guide curve |
| 3 | Side flexing guide | 10 | Adjustable feet | 17 | Flat bar 60 × 6 mm |
| 4 | SS curve frame long | 11 | Mounting plate | 18 | Tray bracket |
| 5 | Side mounting top bracket | 12 | Drip tray support | 19 | Cable tray 0.7 m |
| 6 | Pipe of diameter 48.3 mm | 13 | Guide rail bracket | 20 | Tray tab |
| 7 | Threaded bushing | 14 | Eyebolt | 21 | Curve drip tray |
| Concepts | ||||
|---|---|---|---|---|
| Evaluation Criteria | Existing Concept | Concept 1 | Concept 2 | Concept 3 |
 |  |  |  | |
| Material cost | D A T U M | + | − | + |
| Manufacturing cost | + | − | + | |
| Repair cost | S | S | + | |
| Ease of fabrication | + | − | − | |
| Weight consideration | + | + | S | |
| Strength | − | − | + | |
| Reliability of design | − | S | + | |
| Simplicity of design | + | − | S | |
| Styling | − | + | S | |
| Recyclability of materials | S | − | S | |
| Ease of repair | + | − | − | |
| Ease of disassembly | − | − | + | |
| Ease of installation | + | + | + | |
| ∑+ | 7 | 3 | 7 | |
| ∑− | 4 | 8 | 2 | |
| ∑S | 2 | 2 | 4 | |
| Conclusion | Dismiss | Dismiss | Consider | |
| Part No. | Part Description | Part No. | Part Description | Part No. | Part Description |
|---|---|---|---|---|---|
| 1 | Frame flange part bottom | 10 | Teflon square spacer | 19 | Adjustable feet |
| 2 | Frame web part | 11 | Motor unit | 20 | M16 hex bolt |
| 3 | Frame flange part top | 12 | Sprocket | 21 | Eyebolt |
| 4 | Stiffener plate | 13 | Drive shaft | 22 | Guide rail clamp |
| 5 | Chain PE-UHMW guide | 14 | Split shaft collar | 23 | SS round bar 12 mm |
| 6 | Drive plate flange | 15 | Transfer roller unit | 24 | Tray bracket |
| 7 | Bearing spacer | 16 | Leg side guide bracket | 25 | Cable tray 0.7 mt |
| 8 | Square flange bearing | 17 | Drip pan | 26 | Tray tab |
| 9 | Motor support flange | 18 | Leg connector plate | 27 | Connection plate |
| Part No. | Part Description | Part No. | Part Description |
|---|---|---|---|
| 1 | Frame flange curve bottom | 8 | Adjustable feet |
| 2 | Frame web curve part | 9 | Eyebolt |
| 3 | Frame flange curve top | 10 | Guide rail clamp |
| 4 | Side flexing guide | 11 | SS round bar 12 mm |
| 5 | Leg side guide bracket | 12 | Tray bracket |
| 6 | Drip pan curve | 13 | Cable tray 0.7 mt |
| 7 | Leg connector plate | 14 | Tray tab |
| # | Old Design | New Design | Improvements |
|---|---|---|---|
| 1 | Refer to Figure 5 and Table 2 for part names. |  | The new design eliminates the need for having connectors for holding the frame together. The connectors are replaced by a single web plate, hence reducing interconnection as described by DFM guidelines. The new design does not require additional bending operation and is easy to fabricate. The total cost for manufacturing the conveyor frame for the old and new design is 429.53 GBP and 300.23 GBP respectively. Therefore, the new designed saved 129.3 GBP. Refer to Appendix B and F for prices. |
| 2 | Refer to Figure 5 and Table 2 for part names. |  | The new design eliminates parts 12, 6, 7 and 5 of the old conveyor system by integrating chain PE-UHMW guide on the top and bottom face of the conveyor frame. Parts 6, 7 and 5 are mounted on the aluminium connectors and act as supports for the return chain. Hence chain PE-UHMW guide acts as a multi-functional component. The cost of having parts 5, 6, 7, and 12 including connectors was 42.91 GBP and the cost of UHMW guide is estimated to be 62 GBP. However, the cost increased by 19.09 GBP but has saved considerable assembly time. The rivet nuts (2) as seen in the old system are replaced by a simple nut and bolt configuration. The riveting operation is time consuming and costly while standard nut and bolts are an easy and effective method of fastening. |
| 3 | Refer to Figure 5 and Table 2 for part names. |  | The new design eliminates parts 30 and 31 by using a 12 mm round bar. Parts 30 and 31 are expensive and cost 217.38 GBP in total for the old system while the cost of having a 12 mm round bar for the new design is only 78.24 GBP. A considerable saving of 139.14 GBP was made by this modification (Refer to prices in appendices). Use of a common part can have a significant impact on cost as described in DFA. |
| 4 | Refer to Figure 5 and Table 2 for part names. |  | The new design eliminates parts 18, 19, 20 and 21 by having a simple leg configuration, which is made from stainless steel sheet. The sheet is bent inwards to increase the stiffness and held together using a connector plate, hence minimizing the part count. The total cost of having parts 18, 19, 20, 21 and 22 for the old design is 360.76 GBP, while the legs for the new design can be made for only 312.80 GBP. Refer to Appendix B and F for cost. The cost savings are 47.96 GBP, but assembly time has been significantly reduced and this design will have a reasonable impact on savings in batch production. |
| 5 | Refer to Figure 5 and Table 2 for part names. | Part 27 does not meet the DFA criteria and therefore it is combined. | The new design combines the guide rail bracket (27) and leg assembly into one single sheet metal part. The new design is a multi-functional component since it is used as a leg and guide bracket. The guide rail bracket was a manufactured component utilising laser cutting and press brake operation and the cost of having it in the old design was 130.21 GBP. Hence the new design does not require it as it has become a part of the leg. This can be considered as a significant saving. |
| Old Conveyor | New Conveyor | |
|---|---|---|
| Per product data | ||
| Entries (including repeats) | 1186 | 418 |
| Number of different entries | 65 | 49 |
| Total assembly labour time, s | 7351.78 | 3132.77 |
| Weight, kg | 261.76 | 197.04 |
| Per product cost | ||
| Labour cost, GBP | 62.47 | 26.62 |
| Mfg. piece part cost, GBP | 2221.72 | 1574.40 |
| Total cost without tooling, GBP | 2284.18 | 1601.10 |
| Mfg. tooling cost, GBP | 0.00 | 15.27 |
| Total cost, GBP | 2284.18 | 1616.37 |
| Production data | ||
| Product life volume | 1000 | 1000 |
| Overall plant efficiency, % | 85.00 | 85.00 |
| Labour rate, GBP/hr | 26.00 | 26.00 |
| Production life costs | ||
| Labour cost, GBP | 62,466 | 26,618 |
| Mfg. piece part cost, GBP | 2,221,717 | 1,574,395 |
| Total cost without tooling, GBP | 2,284,183 | 1,601,098 |
| Mfg. tooling cost, GBP | 0 | 15,271 |
| Total cost, GBP | 2,284,183 | 1,616,370 |
| DFA Index | ||
| Theoretical minimum number of items | 42 | 50 |
| DFA Index | 1.7 | 5.0 |
| Solved Features | Analytical Results | CAE Results |
|---|---|---|
| Maximum stress acting on the middle of the span. | 111.40 MPa | 111.0 MPa |
| Maximum deflection at the centre of the span. | 14.81 mm | 15.04 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butt, J.; Jedi, S. Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology. Designs 2020, 4, 6. https://doi.org/10.3390/designs4010006
Butt J, Jedi S. Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology. Designs. 2020; 4(1):6. https://doi.org/10.3390/designs4010006
Chicago/Turabian StyleButt, Javaid, and Sunny Jedi. 2020. "Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology" Designs 4, no. 1: 6. https://doi.org/10.3390/designs4010006
APA StyleButt, J., & Jedi, S. (2020). Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology. Designs, 4(1), 6. https://doi.org/10.3390/designs4010006