

3D Printed Voronoi Structures Inspired by Paracentrotus lividus Shells

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
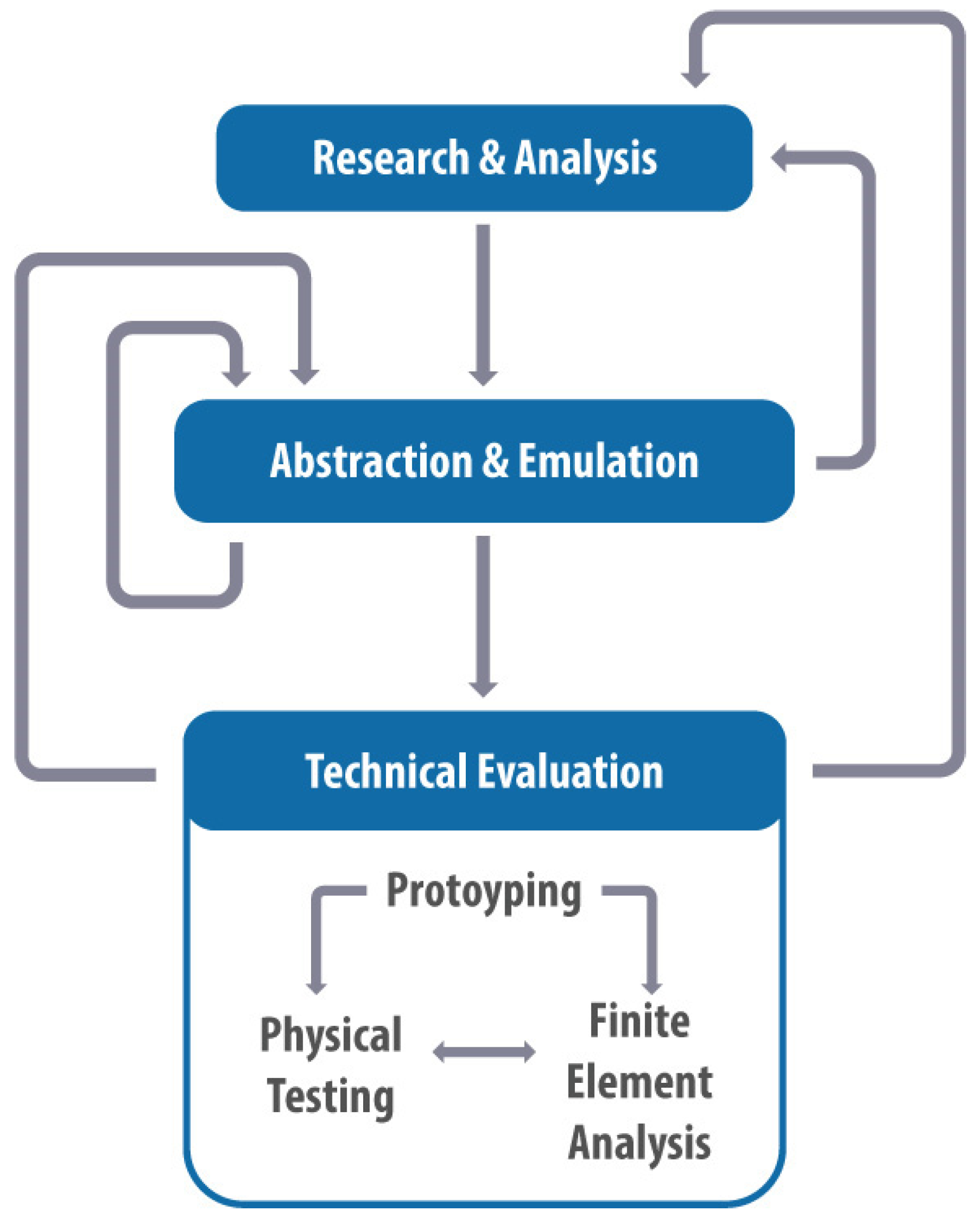
2.1. Biomimetic Design Strategy
2.2. Design Parameters and 3D Printing
2.3. Compression Testing Supported by FEA
3. Results and Discussion
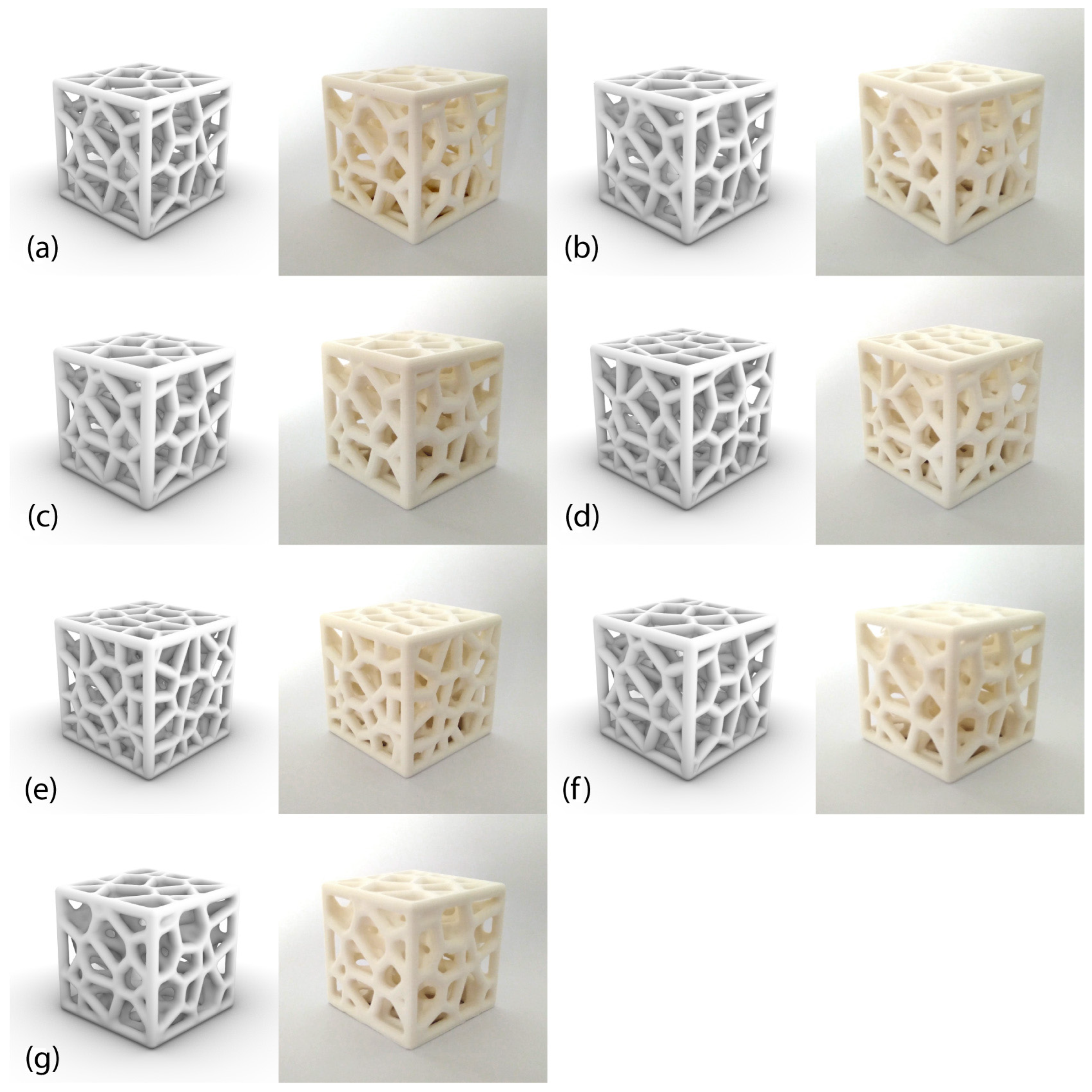
3.1. Characterization of the Biomimetic Voronoi Structure
3.2. Compression Results of the Biomimetic Voronoi Structures
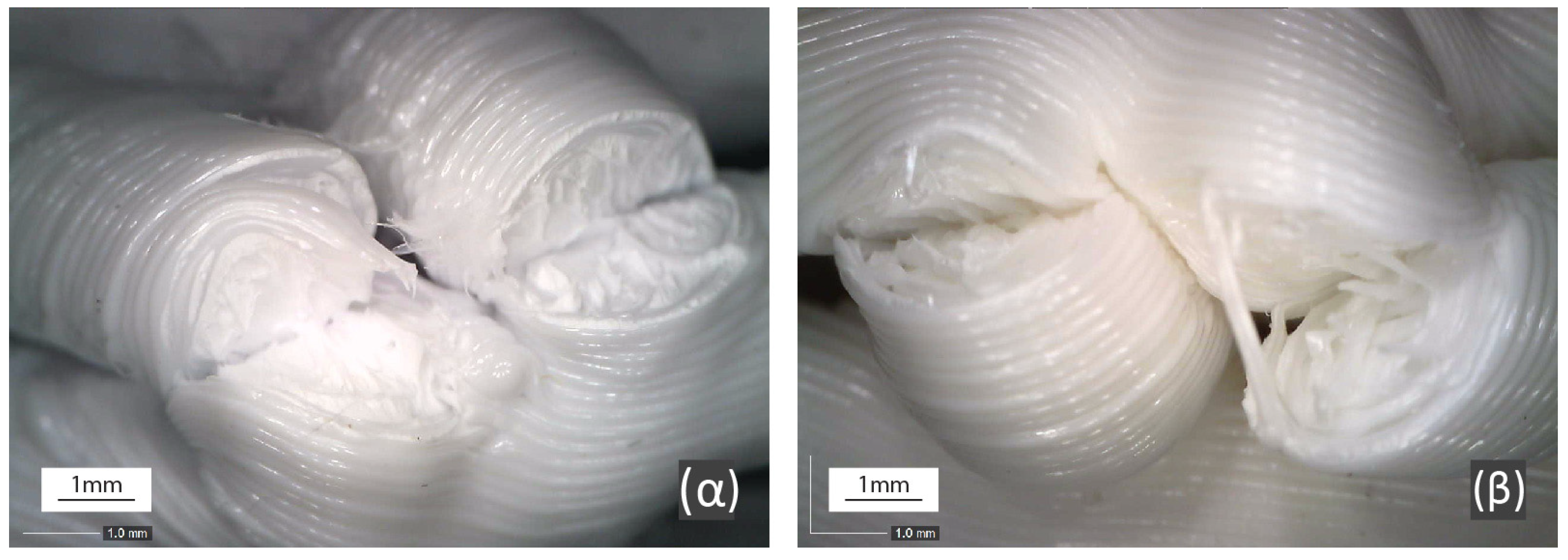
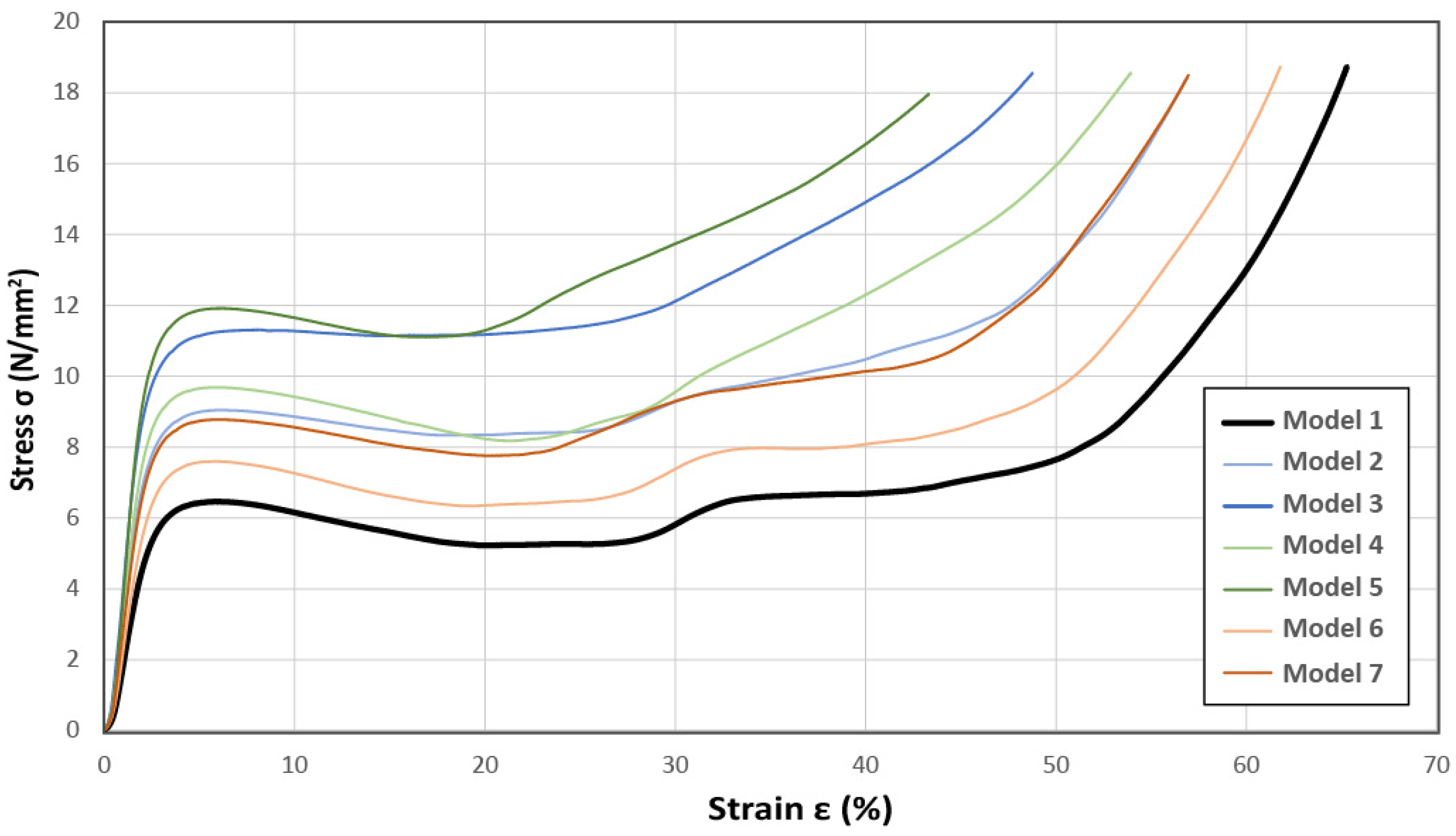
3.2.1. Compressive Behavior, Strength, and Modulus
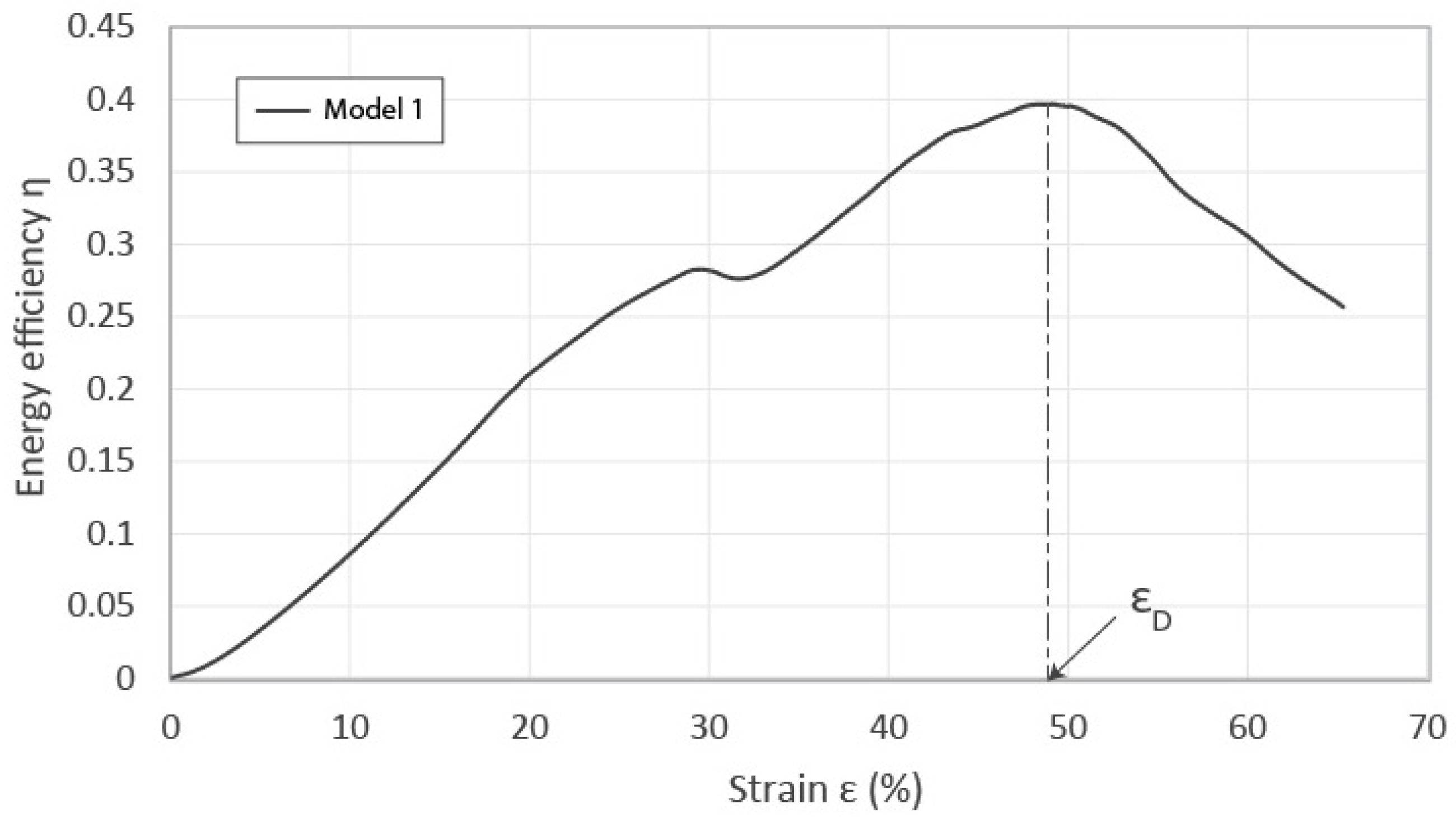
3.2.2. Densification Strain, Plateau Stress, and Energy Absorption
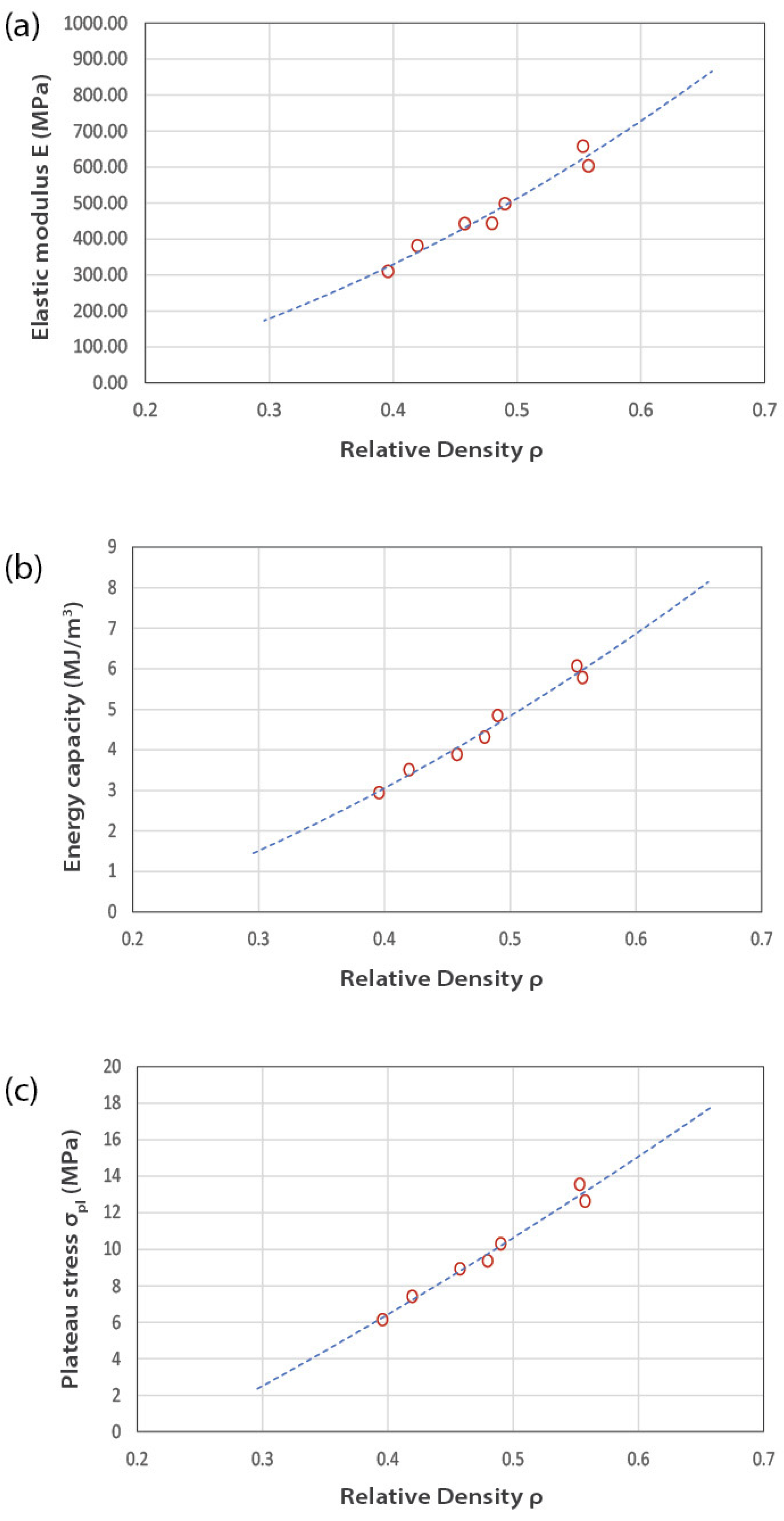
3.2.3. Correlation of Mechanical Properties to Relative Density
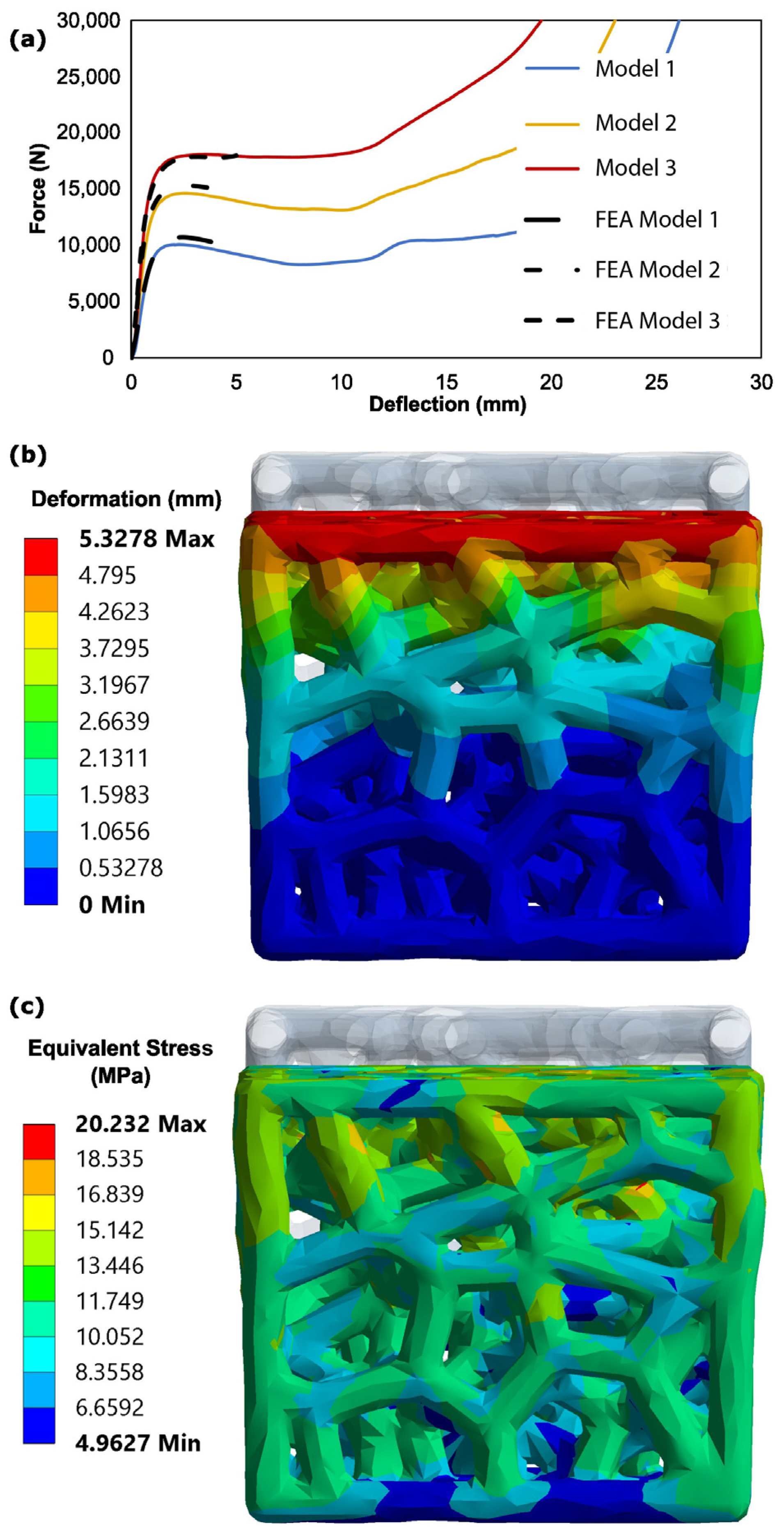
3.3. FEA Validation of Experimental Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fantini, M.; Curto, M.; De Crescenzio, F. A Method to Design Biomimetic Scaffolds for Bone Tissue Engineering Based on Voronoi Lattices. Virtual Phys. Prototyp. 2016, 11, 77–90. [Google Scholar] [CrossRef]
- Grun, T.B.; Nebelsick, J.H. Structural Design of the Echinoid’s Trabecular System. PLoS ONE 2018, 13, e0204432. [Google Scholar] [CrossRef] [PubMed]
- Department of Mathematics, Physics and Descriptive Geometry, Faculty of Civil Engineering, University of Belgrade; Čučaković, A.; Jović, B.; Komnenov, M.; Department of Landscape Architecture and Horticulture, Faculty of Forestry. Biomimetic Geometry Approach to Generative Design. Period. Polytech. Archit. 2016, 47, 70–74. [Google Scholar] [CrossRef]
- Silva, E.C.N.; Walters, M.C.; Paulino, G.H. Modeling Bamboo as a Functionally Graded Material: Lessons for the Analysis of Affordable Materials. J. Mater. Sci. 2006, 41, 6991–7004. [Google Scholar] [CrossRef]
- Efstathiadis, A.; Symeonidou, I.; Tsongas, K.; Tzimtzimis, E.K.; Tzetzis, D. Parametric Design and Mechanical Characterization of 3D-Printed PLA Composite Biomimetic Voronoi Lattices Inspired by the Stereom of Sea Urchins. J. Compos. Sci. 2022, 7, 3. [Google Scholar] [CrossRef]
- Vermeij, G.J. A Natural History of Shells; Princeton University Press: Princeton, NJ, USA, 1993; ISBN 978-0-691-08596-8. [Google Scholar]
- Grunenfelder, L.K.; Suksangpanya, N.; Salinas, C.; Milliron, G.; Yaraghi, N.; Herrera, S.; Evans-Lutterodt, K.; Nutt, S.R.; Zavattieri, P.; Kisailus, D. Bio-Inspired Impact-Resistant Composites. Acta Biomater. 2014, 10, 3997–4008. [Google Scholar] [CrossRef]
- Smith, A.B. Stereom Microstructure of the Echinoid Test. Spec. Pap. Palaeontol. 1980, 25, 1–81. [Google Scholar]
- Compton, B.G.; Lewis, J.A. 3D-Printing of Lightweight Cellular Composites. Adv. Mater. 2014, 26, 5930–5935. [Google Scholar] [CrossRef]
- Wang, S.; Zheng, Z.; Zhu, C.; Ding, Y.; Yu, J. Crushing and Densification of Rapid Prototyping Polylactide Foam: Meso-Structural Effect and a Statistical Constitutive Model. Mech. Mater. 2018, 127, 65–76. [Google Scholar] [CrossRef]
- Pelanconi, M.; Ortona, A. Nature-Inspired, Ultra-Lightweight Structures with Gyroid Cores Produced by Additive Manufacturing and Reinforced by Unidirectional Carbon Fiber Ribs. Materials 2019, 12, 4134. [Google Scholar] [CrossRef]
- Amin Yavari, S.; Ahmadi, S.M.; Wauthle, R.; Pouran, B.; Schrooten, J.; Weinans, H.; Zadpoor, A.A. Relationship between Unit Cell Type and Porosity and the Fatigue Behavior of Selective Laser Melted Meta-Biomaterials. J. Mech. Behav. Biomed. Mater. 2015, 43, 91–100. [Google Scholar] [CrossRef] [PubMed]
- Ling, C.; Cernicchi, A.; Gilchrist, M.D.; Cardiff, P. Mechanical Behaviour of Additively-Manufactured Polymeric Octet-Truss Lattice Structures under Quasi-Static and Dynamic Compressive Loading. Mater. Des. 2019, 162, 106–118. [Google Scholar] [CrossRef]
- Li, K.; Gao, X.-L.; Subhash, G. Effects of Cell Shape and Strut Cross-Sectional Area Variations on the Elastic Properties of Three-Dimensional Open-Cell Foams. J. Mech. Phys. Solids 2006, 54, 783–806. [Google Scholar] [CrossRef]
- Fantini, M.; Curto, M. Interactive Design and Manufacturing of a Voronoi-Based Biomimetic Bone Scaffold for Morphological Characterization. Int. J. Interact. Des. Manuf. IJIDeM 2018, 12, 585–596. [Google Scholar] [CrossRef]
- Banhart, J. Aluminium Foams for Lighter Vehicles. Int. J. Veh. Des. 2005, 37, 114. [Google Scholar] [CrossRef]
- Ben Ali, N.; Khlif, M.; Hammami, D.; Bradai, C. Mechanical and Morphological Characterization of Spherical Cell Porous Structures Manufactured Using FDM Process. Eng. Fract. Mech. 2019, 216, 106527. [Google Scholar] [CrossRef]
- Murakami, T.; Ohara, K.; Narushima, T.; Ouchi, C. Development of a New Method for Manufacturing Iron Foam Using Gases Generated by Reduction of Iron Oxide. Mater. Trans. 2007, 48, 2937–2944. [Google Scholar] [CrossRef]
- Wang, Y.; Shen, Y.; Wang, Z.; Yang, J.; Liu, N.; Huang, W. Development of Highly Porous Titanium Scaffolds by Selective Laser Melting. Mater. Lett. 2010, 64, 674–676. [Google Scholar] [CrossRef]
- Malewska, E.; Prociak, A. Porous Polyurethane-Polystyrene Composites Produced in a Co-Expansion Process. Arab. J. Chem. 2020, 13, 37–44. [Google Scholar] [CrossRef]
- Utsunomiya, T.; Yamaguchi, R.; Hangai, Y.; Kuwazuru, O.; Yoshikawa, N. Estimation of Plateau Stress of Porous Aluminum Based on Mean Stress on Maximum-Porosity Cross Section. Mater. Trans. 2013, 54, 1182–1186. [Google Scholar] [CrossRef]
- Jung, A.; Diebels, S.; Koblischka-Veneva, A.; Schmauch, J.; Barnoush, A.; Koblischka, M.R. Microstructural Analysis of Electrochemical Coated Open-Cell Metal Foams by EBSD and Nanoindentation: Microstructural Analysis of Electrochemical Coated Open-Cell Metal Foams. Adv. Eng. Mater. 2014, 16, 15–20. [Google Scholar] [CrossRef]
- Degischer, H.-P.; Kriszt, B. Handbook of Cellular Metals: Production, Processing, Applications, 1st ed.; Wiley: Hoboken, NJ, USA, 2002; ISBN 978-3-527-30339-7. [Google Scholar]
- Agrafiotis, C. Deposition of Nanophase Doped-Ceria Systems on Ceramic Honeycombs for Automotive Catalytic Applications. Solid State Ion. 2000, 136–137, 1301–1306. [Google Scholar] [CrossRef]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological Design and Additive Manufacturing of Porous Metals for Bone Scaffolds and Orthopaedic Implants: A Review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef] [PubMed]
- Bates, S.R.G.; Farrow, I.R.; Trask, R.S. 3D Printed Polyurethane Honeycombs for Repeated Tailored Energy Absorption. Mater. Des. 2016, 112, 172–183. [Google Scholar] [CrossRef]
- Yang, Y.; Song, X.; Li, X.; Chen, Z.; Zhou, C.; Zhou, Q.; Chen, Y. Recent Progress in Biomimetic Additive Manufacturing Technology: From Materials to Functional Structures. Adv. Mater. 2018, 30, 1706539. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Tetik, H.; Jirakittsonthon, T.; Parandoush, P.; Yang, G.; Lee, D.; Ryu, S.; Lei, S.; Weiss, M.L.; Lin, D. Biomimetic 3D Printing of Hierarchical and Interconnected Porous Hydroxyapatite Structures with High Mechanical Strength for Bone Cell Culture. Adv. Eng. Mater. 2019, 21, 1800678. [Google Scholar] [CrossRef]
- Gong, P.; Zhai, S.; Lee, R.; Zhao, C.; Buahom, P.; Li, G.; Park, C.B. Environmentally Friendly Polylactic Acid-Based Thermal Insulation Foams Blown with Supercritical CO2. Ind. Eng. Chem. Res. 2018, 57, 5464–5471. [Google Scholar] [CrossRef]
- Lehmhus, D.; Vesenjak, M.; Schampheleire, S.; Fiedler, T. From Stochastic Foam to Designed Structure: Balancing Cost and Performance of Cellular Metals. Materials 2017, 10, 922. [Google Scholar] [CrossRef]
- Maiti, A.; Small, W.; Lewicki, J.P.; Weisgraber, T.H.; Duoss, E.B.; Chinn, S.C.; Pearson, M.A.; Spadaccini, C.M.; Maxwell, R.S.; Wilson, T.S. 3D Printed Cellular Solid Outperforms Traditional Stochastic Foam in Long-Term Mechanical Response. Sci. Rep. 2016, 6, 24871. [Google Scholar] [CrossRef]
- Wang, S.; Ding, Y.; Yu, F.; Zheng, Z.; Wang, Y. Crushing Behavior and Deformation Mechanism of Additively Manufactured Voronoi-Based Random Open-Cell Polymer Foams. Mater. Today Commun. 2020, 25, 101406. [Google Scholar] [CrossRef]
- Tang, L.; Shi, X.; Zhang, L.; Liu, Z.; Jiang, Z.; Liu, Y. Effects of Statistics of Cell’s Size and Shape Irregularity on Mechanical Properties of 2D and 3D Voronoi Foams. Acta Mech. 2014, 225, 1361–1372. [Google Scholar] [CrossRef]
- Almonti, D.; Baiocco, G.; Tagliaferri, V.; Ucciardello, N. Design and Mechanical Characterization of Voronoi Structures Manufactured by Indirect Additive Manufacturing. Materials 2020, 13, 1085. [Google Scholar] [CrossRef] [PubMed]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997; ISBN 978-0-521-49911-8. [Google Scholar]
- Gaitanaros, S.; Kyriakides, S. On the Effect of Relative Density on the Crushing and Energy Absorption of Open-Cell Foams under Impact. Int. J. Impact Eng. 2015, 82, 3–13. [Google Scholar] [CrossRef]
- Siegkas, P. A Computational Geometry Generation Method for Creating 3D Printed Composites and Porous Structures. Materials 2021, 14, 2507. [Google Scholar] [CrossRef] [PubMed]
- Nordin, A.; Hopf, A.; Motte, D. Generative Design Systems for the Industrial Design of Functional Mass Producible Natural-Mathematical Forms. In Proceedings of the 5th International Congress of International Association of Societies of Design Research, IASDR, Tokyo, Japan, 26–30 August 2013; pp. 2931–2941. [Google Scholar]
- Aish, R.; Woodbury, R. Multi-Level Interaction in Parametric Design. In Smart Graphics; Butz, A., Fisher, B., Krüger, A., Olivier, P., Eds.; Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2005; Volume 3638, pp. 151–162. ISBN 978-3-540-28179-5. [Google Scholar]
- Bertacchini, F.; Bilotta, E.; Demarco, F.; Pantano, P.; Scuro, C. Multi-Objective Optimization and Rapid Prototyping for Jewelry Industry: Methodologies and Case Studies. Int. J. Adv. Manuf. Technol. 2021, 112, 2943–2959. [Google Scholar] [CrossRef]
- Bose, S.; Vahabzadeh, S.; Bandyopadhyay, A. Bone Tissue Engineering Using 3D Printing. Mater. Today 2013, 16, 496–504. [Google Scholar] [CrossRef]
- Sharma, P.; Pandey, P.M. Morphological and Mechanical Characterization of Topologically Ordered Open Cell Porous Iron Foam Fabricated Using 3D Printing and Pressureless Microwave Sintering. Mater. Des. 2018, 160, 442–454. [Google Scholar] [CrossRef]
- Zein, I.; Hutmacher, D.W.; Tan, K.C.; Teoh, S.H. Fused Deposition Modeling of Novel Scaffold Architectures for Tissue Engineering Applications. Biomaterials 2002, 23, 1169–1185. [Google Scholar] [CrossRef]
- Anitha, R.; Arunachalam, S.; Radhakrishnan, P. Critical Parameters Influencing the Quality of Prototypes in Fused Deposition Modelling. J. Mater. Process. Technol. 2001, 118, 385–388. [Google Scholar] [CrossRef]
- Tan, P.J.; Reid, S.R.; Harrigan, J.J.; Zou, Z.; Li, S. Dynamic Compressive Strength Properties of Aluminium Foams. Part I—Exp. Data Observations. J. Mech. Phys. Solids 2005, 53, 2174–2205. [Google Scholar] [CrossRef]
- Li, Q.M.; Magkiriadis, I.; Harrigan, J.J. Compressive Strain at the Onset of Densification of Cellular Solids. J. Cell. Plast. 2006, 42, 371–392. [Google Scholar] [CrossRef]
- Ren, H.; Shen, H.; Ning, J. Effect of Internal Microstructure Distribution on Quasi-Static Compression Behavior and Energy Absorption of Hollow Truss Structures. Materials 2020, 13, 5094. [Google Scholar] [CrossRef]
- Vicente, M.F.; Canyada, M.; Conejero, A. Identifying Limitations for Design for Manufacturing with Desktop FFF 3D Printers. Int. J. Rapid Manuf. 2015, 5, 116. [Google Scholar] [CrossRef]
- Pinto, V.C.; Ramos, T.; Alves, S.; Xavier, J.; Tavares, P.; Moreira, P.M.G.P.; Guedes, R.M. Comparative Failure Analysis of PLA, PLA/GNP and PLA/CNT-COOH Biodegradable Nanocomposites Thin Films. Procedia Eng. 2015, 114, 635–642. [Google Scholar] [CrossRef]
- Xing, J.; Qie, L. Fillet Design in Topology Optimization. In Proceedings of the 2020 7th International Conference on Information Science and Control Engineering (ICISCE), Changsha, China, 18–20 December 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 639–643. [Google Scholar]
- Singh, A.; Chauhan, P.S.; Pandit, P.P.; Narwariya, M. Effect of Notch Fillet Radius on Tensile Strength of 817M40 Notched Bar. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1136, 012070. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Kostavelis, I.; Tzovaras, D.; Tzetzis, D. Effective Mechanical Properties of Additive Manufactured Strut-Lattice Structures: Experimental and Finite Element Study. Adv. Eng. Mater. 2021, 24, 2100879. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Kostavelis, I.; Tzovaras, D.; Tzetzis, D. Effective mechanical properties of additive manufactured triply periodic minimal surfaces: Experimental and finite element study. Int. J. Adv. Manuf. Technol. 2022, 121, 7169–7189. [Google Scholar] [CrossRef]
- Zoumaki, M.; Mansour, M.T.; Tsongas, K.; Tzetzis, D.; Mansour, G. Mechanical Characterization and Finite Element Analysis of Hierarchical Sandwich Structures with PLA 3D-Printed Core and Composite Maize Starch Biodegradable Skins. J. Compos. Sci. 2022, 6, 118. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Tzetzis, D. Finite Element Analysis of Orthopedic Hip Implant with Functionally Graded Bioinspired Lattice Structures. Biomimetics 2020, 5, 44. [Google Scholar] [CrossRef]
- Giarmas, E.; Tsongas, K.; Tzimtzimis, E.K.; Korlos, A.; Tzetzis, D. Mechanical and FEA-Assisted Characterization of 3D Printed Continuous Glass Fiber Reinforced Nylon Cellular Structures. J. Compos. Sci. 2021, 5, 313. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Charalampous, P.; Boumpakis, A.; Kontodina, T.; Tsongas, K.; Tzetzis, D.; Kostavelis, I.; Givissis, P.; Tzovaras, D. Development of biodegradable customized tibial scaffold with advanced architected materials utilizing additive manufacturing. J. Mech. Behav. Biomed. Mater. 2023, 141, 105796. [Google Scholar] [CrossRef] [PubMed]
- Mansour, M.T.; Tsongas, K.; Tzetzis, D. Carbon-Fiber- and Nanodiamond-Reinforced PLA Hierarchical 3D-Printed Core Sandwich Structures. J. Compos. Sci. 2023, 7, 285. [Google Scholar] [CrossRef]
- Mansour, M.T.; Tsongas, K.; Tzetzis, D. 3D Printed Hierarchical Honeycombs with Carbon Fiber and Carbon Nanotube Reinforced Acrylonitrile Butadiene Styrene. J. Compos. Sci. 2021, 5, 62. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Karalekas, D.; Tzetzis, D. Architected Materials for Additive Manufacturing: A Comprehensive Review. Materials 2022, 15, 5919. [Google Scholar] [CrossRef] [PubMed]
- Fu, T.; Hu, X.; Yang, C. Impact Response Analysis of Stiffened Sandwich Functionally Graded Porous Materials Doubly-Curved Shell with Re-Entrant Honeycomb Auxetic Core. Appl. Math. Model. 2023, 124, 553–575. [Google Scholar] [CrossRef]
- Zhao, G.; Fu, T.; Li, J. Study on Concave Direction Impact Performance of Similar Concave Hexagon Honeycomb Structure. Materials 2023, 16, 3262. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Node Count | Rod Radius (mm) | Smoothness Scale |
|---|---|---|---|
| 1 | 60 | 1.8 | 1 |
| 2 | 60 | 2 | 1 |
| 3 | 60 | 2.2 | 1 |
| 4 | 80 | 1.8 | 1 |
| 5 | 100 | 1.8 | 1 |
| 6 | 60 | 1.8 | 4 |
| 7 | 60 | 1.8 | 7 |
| Printer Parameter | Value |
|---|---|
| Nozzle size | 0.4 mm |
| Materials | PLA |
| Layer Thickness | 0.2 mm |
| Wall Thickness | 0.8 mm |
| Infill Pattern | Lines |
| Infill Density | 100% |
| Outer Wall Speed | 15 mm/s |
| Inner Wall Speed | 30 mm/s |
| Infill Speed | 30 mm/s |
| Printing Temp. | 205 °C |
| Build Plate Temp. | 55 °C |
| Support | No |
| Print Time | 6–7 h |
| Model | Designed Relative Density | Calculated Relative Density | Discrepancy (%) |
|---|---|---|---|
| 1 | 0.44 | 0.40 ± 0.004 | 9.09 |
| 2 | 0.52 | 0.48 ± 0.005 | 7.69 |
| 3 | 0.61 | 0.56 ± 0.005 | 8.2 |
| 4 | 0.53 | 0.49 ± 0.03 | 7.55 |
| 5 | 0.6 | 0.55 ± 0.03 | 8.33 |
| 6 | 0.46 | 0.42 ± 0.08 | 8.7 |
| 7 | 0.5 | 0.46 ± 0.02 | 8 |
| Model | Porosity (%) | Yield Strength (MPa) | Compressive Modulus (MPa) | Densification Strain (%) | Plateau Stress (MPa) | Energy Capacity (MJ/m3) | Specific Energy Capacity (KJ/kg) |
|---|---|---|---|---|---|---|---|
| 1 | 60.43 ± 0.43 | 6.26 ± 0.12 | 310.29 ± 15.30 | 49.39 ± 1.28 | 6.15 ± 0.09 | 2.94 ± 0.11 | 6.01 ± 0.30 |
| 2 | 52.03 ± 0.47 | 8.80 ± 0.12 | 443.64 ± 1.10 | 47.61 ± 1.14 | 9.38 ± 0.14 | 4.32 ± 0.14 | 7.26 ± 0.31 |
| 3 | 44.25 ± 0.50 | 10.84 ± 0.10 | 603.66 ± 13.93 | 47.43 ± 0.47 | 12.64 ± 0.22 | 5.78 ± 0.09 | 8.38 ± 0.20 |
| 4 | 50.99 ± 0.28 | 9.47 ± 0.13 | 498.31 ± 8.83 | 48.68 ± 1.30 | 10.31 ± 0.02 | 4.85 ± 0.14 | 7.98 ± 0.19 |
| 5 | 44.69 ± 0.32 | 11.55 ± 0.40 | 658.07 ± 80.29 | 46.57 ± 0.42 | 13.55 ± 0.55 | 6.07 ± 0.19 | 8.85 ± 0.27 |
| 6 | 58.04 ± 0.85 | 7.40 ± 0.06 | 381.33 ± 11.40 | 48.88 ± 1.59 | 7.42 ± 0.08 | 3.51 ± 0.14 | 6.75 ± 0.37 |
| 7 | 54.23 ± 0.21 | 8.57 ± 0.45 | 443.01 ± 14.37 | 45.07 ± 0.83 | 8.94 ± 0.40 | 3.89 ± 0.19 | 6.85 ± 0.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Efstathiadis, A.; Symeonidou, I.; Tsongas, K.; Tzimtzimis, E.K.; Tzetzis, D. 3D Printed Voronoi Structures Inspired by Paracentrotus lividus Shells. Designs 2023, 7, 113. https://doi.org/10.3390/designs7050113
Efstathiadis A, Symeonidou I, Tsongas K, Tzimtzimis EK, Tzetzis D. 3D Printed Voronoi Structures Inspired by Paracentrotus lividus Shells. Designs. 2023; 7(5):113. https://doi.org/10.3390/designs7050113
Chicago/Turabian StyleEfstathiadis, Alexandros, Ioanna Symeonidou, Konstantinos Tsongas, Emmanouil K. Tzimtzimis, and Dimitrios Tzetzis. 2023. "3D Printed Voronoi Structures Inspired by Paracentrotus lividus Shells" Designs 7, no. 5: 113. https://doi.org/10.3390/designs7050113
APA StyleEfstathiadis, A., Symeonidou, I., Tsongas, K., Tzimtzimis, E. K., & Tzetzis, D. (2023). 3D Printed Voronoi Structures Inspired by Paracentrotus lividus Shells. Designs, 7(5), 113. https://doi.org/10.3390/designs7050113