
Blue Diode Laser Welding of Commercially Pure Titanium Foils


 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
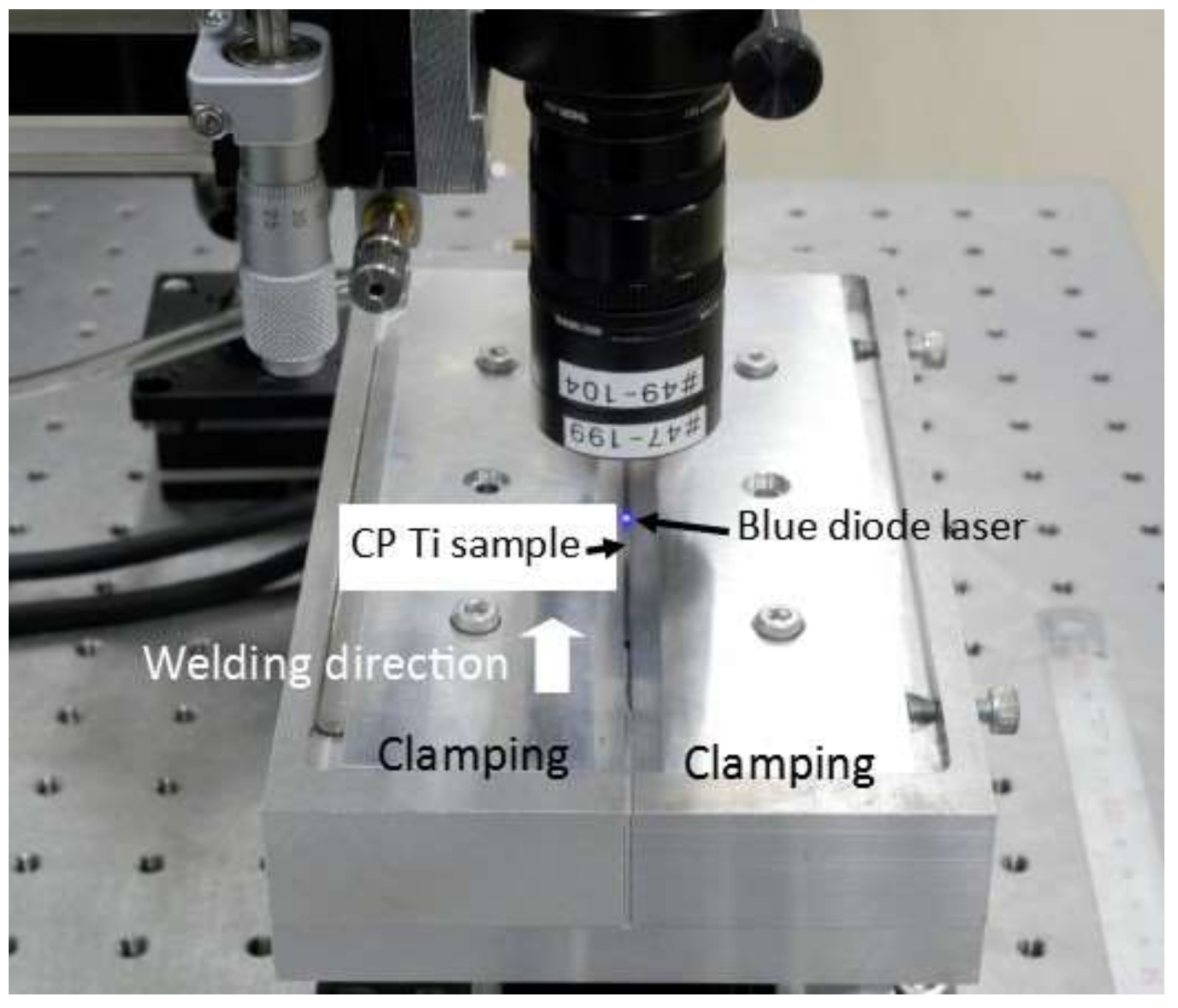
2.2. Welding Procedures
2.3. Metallography
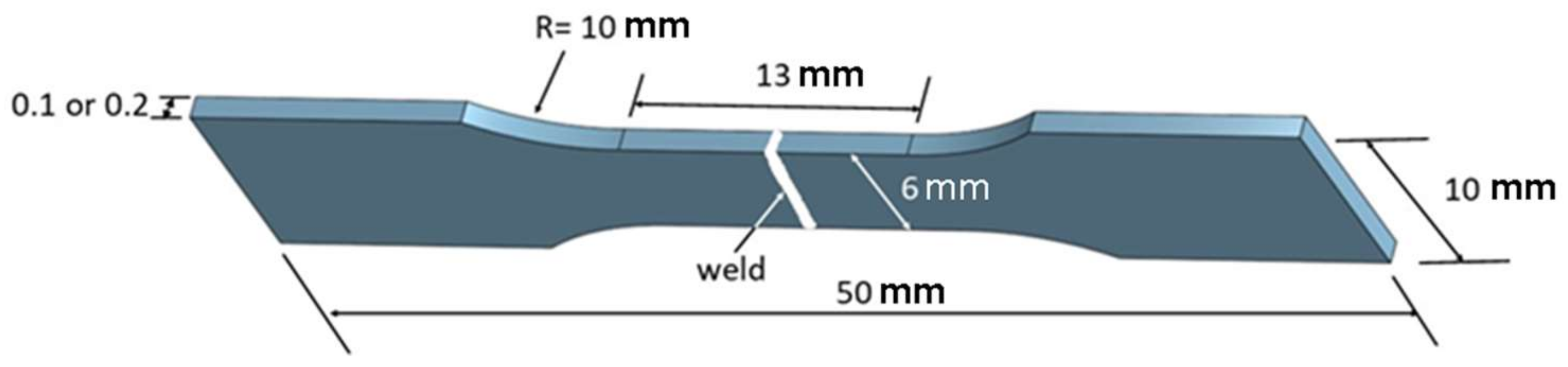
2.4. Mechanical Testing
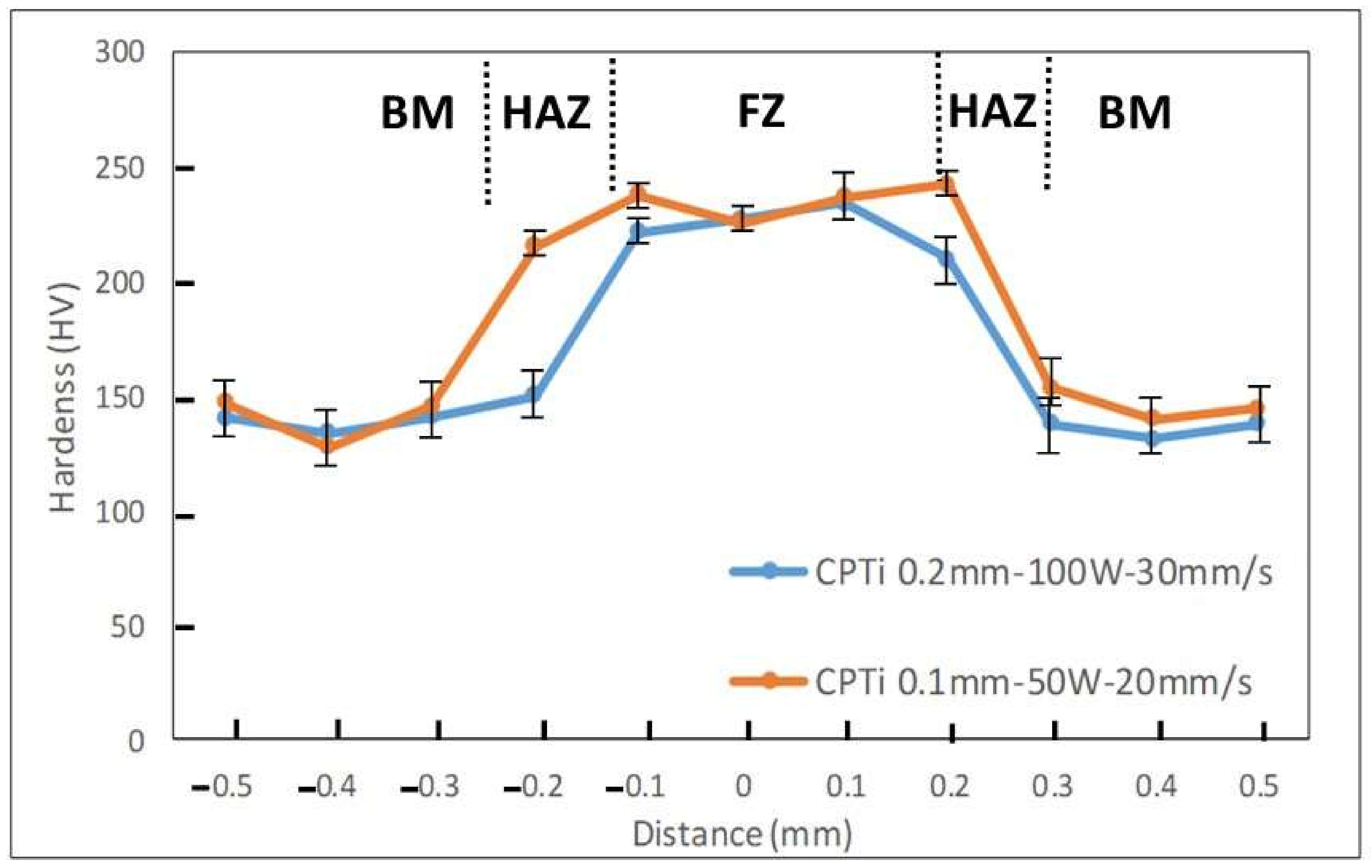
2.4.1. Microhardness
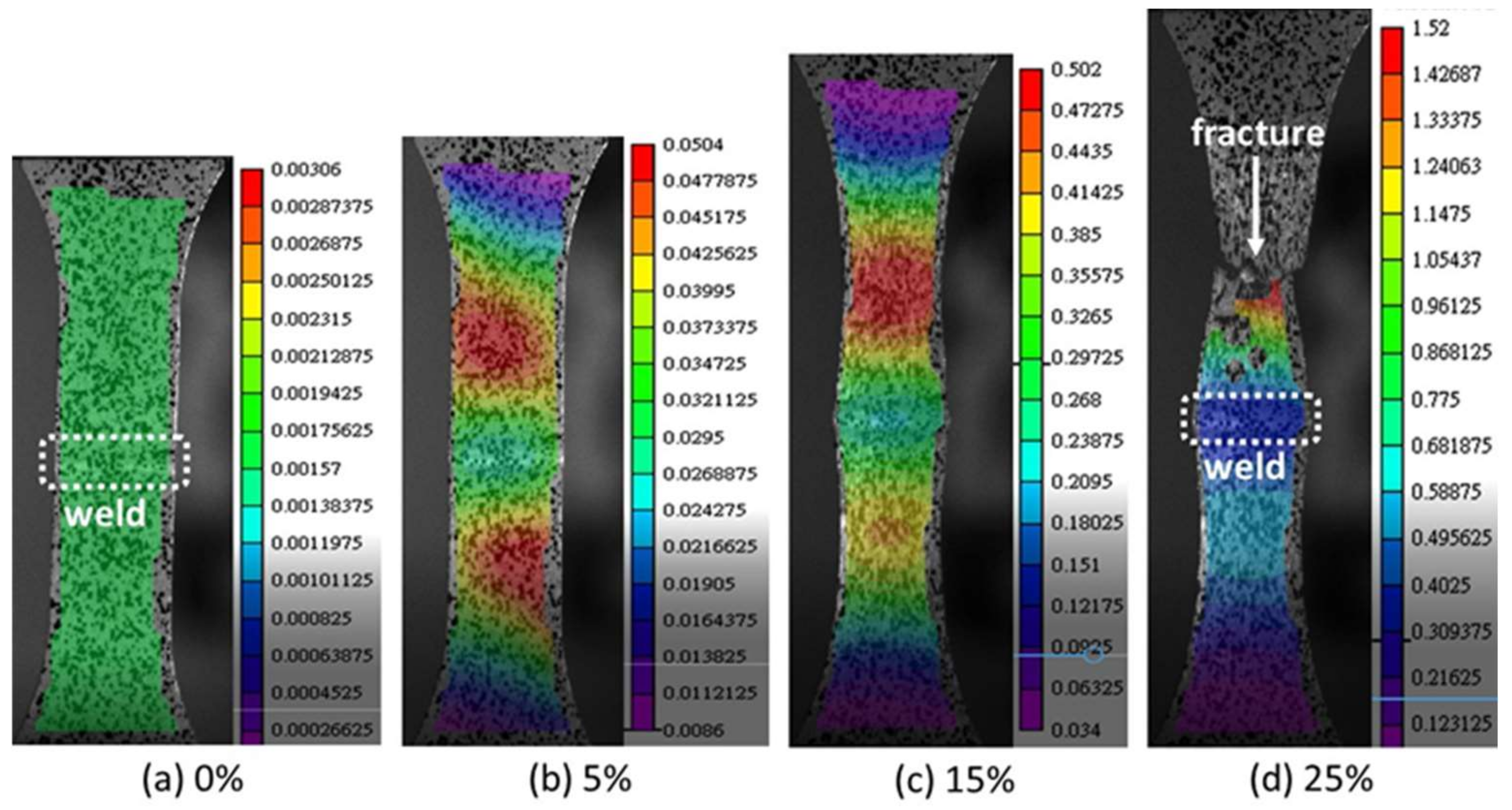
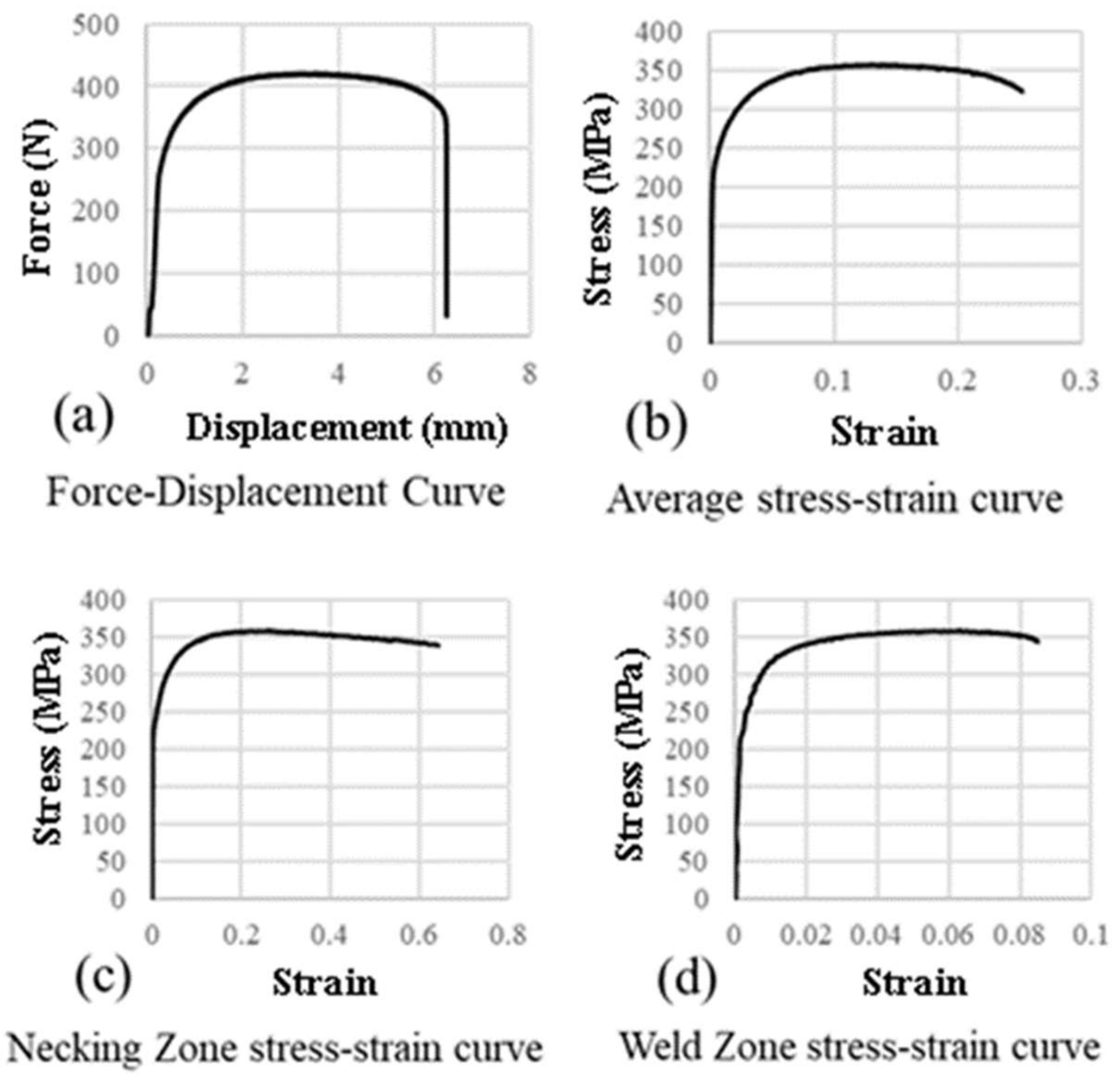
2.4.2. Tensile Testing
2.4.3. Fracture Surface Examination
3. Results and Discussions
4. Summary
- The blue diode laser (BDL) can be successfully used to perform welding on thin metallic foils such as CP Ti with thicknesses of 100 µm and 200 µm, and with a speed of up to 30 mm/s.
- Although the samples were fairly thin, there was no distortion observed on the welded samples associated with the BDL process.
- The weld zone (FZ and HAZ) displayed a high hardness (strengths) compared with the base metal (BM). This is due to the formation of α’ (martensite) within the HAZ and FZ.
- Based on the DIC results, the strains observed were concentrated within the BM where the fracture eventually took place. The samples fractured with a microvoid coalescence (ductile) mechanism where dimples can be observed throughout the fracture surfaces. This implies good weld quality and strong weld joints.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tojo, K.; Masuno, S.; Higashino, R.; Tsukamoto, M. Project Works towards Goal of Next-Generation Laser Processing System with High-Power Blue Diode Lasers. Available online: https://www.industrial-lasers.com/cutting/article/16485172/japan-develops-blue-laser-for-advanced-materials-processing (accessed on 1 September 2018).
- Nakamura, S.; Pearton, S.; Fasol, G. The Blue Laser Diode: The Complete Story, 2nd ed.; Springer Science and Business Media: New York, NY, USA, 2000. [Google Scholar]
- Das, A.; Fritz, R.; Finuf, M.; Masters, I. Blue laser welding of multi-layered AISI 316L stainless steel micro-foils. Opt. Laser Technol. 2020, 132, 106498. [Google Scholar] [CrossRef]
- Ventrella, V.A.; Berretta, J.R.; de Rossi, W. Pulsed Nd: YAG laser seam welding of AISI 316L stainless steel thin foils. J. Mater. Process. Technol. 2010, 210, 1838–1843. [Google Scholar] [CrossRef]
- Abe, N.; Funada, Y.; Imanaka, T.; Tsukamoto, M. Micro welding of thin stainless steel foil with a direct diode laser. Trans. JWRI 2005, 34, 19–23. [Google Scholar]
- Kim, J.; Kim, S.; Kim, K.; Jung, W.; Youn, D.; Lee, J.; Ki, H. Effect of beam size in laser welding of ultra-thin stainless steel foils. J. Mater. Process. Technol. 2016, 233, 125–134. [Google Scholar] [CrossRef]
- Pakmanesh, M.R.; Shamanian, M. Optimization of pulsed laser welding process parameters in order to attain minimum underfill and undercut defects in thin 316L stainless steel foils. Opt. Laser Technol. 2018, 99, 30–38. [Google Scholar] [CrossRef]
- Zediker, M.; Fritz, R.; Finuf, M.; Pelaprat, J. Laser welding components for electric vehicles with a high-power blue laser system. J. Laser Appl. 2020, 32, 022038. [Google Scholar] [CrossRef]
- Zediker, M.S.; Fritz, R.D.; Finuf, M.J.; Pelaprat, J.M. Stable keyhole welding of 1 mm thick copper with a 600 W blue laser system. J. Laser Appl. 2019, 31, 022404. [Google Scholar] [CrossRef]
- Wang, H.; Kawahito, Y.; Yoshida, R.; Nakashima, Y.; Shiokawa, K. Development of a high-power blue laser (445 nm) for material processing. Opt. Lett. 2017, 42, 2251–2254. [Google Scholar] [CrossRef] [PubMed]
- Suwa, M.; Wakabayashi, N.; Hiroki, T.; Tojo, K.; Masuno, S.-I.; Higashino, R.; Tsukamoto, M. Development of BLUE IMPACT, a 450nm-wavelength light source for laser processing. In Proceedings of the High-Power Diode Laser Technology XVII, Proc. SPIE 10900, San Francisco, CA, USA, 3–5 February 2019. [Google Scholar] [CrossRef]
- Könning, T.; Drovs, S.; Stoiber, M.; König, P.; Kissel, H.; Harth, F.; Köhler, B.; Biesenbach, J.; König, H.; Lell, A.; et al. High brightness fiber coupled diode lasers at 450 nm. In Proceedings of the High-Power Diode Laser Technology XVII, Proc. SPIE 10900, San Francisco, CA, USA, 3–5 February 2019. [Google Scholar] [CrossRef]
- Sato, Y.; Tsukamoto, M.; Shobu, T.; Funada, Y.; Yamashita, Y.; Hara, T.; Sengoku, M.; Sakon, Y.; Ohkubo, T.; Yoshida, M.; et al. In situ X-ray observations of pure-copper layer formation with blue direct diode lasers. Appl. Surf. Sci. 2019, 480, 861–867. [Google Scholar] [CrossRef]
- Asano, K.; Tsukamoto, M.; Sechi, Y.; Sato, Y.; Masuno, S.-I.; Higashino, R.; Hara, T.; Sengoku, M.; Yoshida, M. Laser metal deposition of pure copper on stainless steel with blue and IR diode lasers. Opt. Laser Technol. 2018, 107, 291–296. [Google Scholar] [CrossRef]
- Hummel, M.; Schöler, C.; Häusler, A.; Gillner, A.; Poprawe, R. New approaches on laser micro welding of copper by using a laser beam source with a wavelength of 450 nm. J. Adv. Join. Process. 2020, 1, 100012. [Google Scholar] [CrossRef]
- Xu, G.; Kutsuna, M.; Liu, Z.; Yamada, K. Comparison between diode laser and TIG cladding of Co-based alloys on the SUS403 stainless steel. Surf. Coat. Technol. 2006, 201, 1138–1144. [Google Scholar] [CrossRef]
- Boese, E.; Finuf, M.; Zediker, M.; Pelaprat, J.M. Blue Lasers Add Power and Brightness. Available online: https://www.industrial-lasers.com/welding/article/14173138/blue-lasers-add-power-and-brightness (accessed on 20 May 2020).
- Danielson, P.; Wilson, R.; Alman, D. Microstructure of Titanium Welds. Adv. Mater. Process. 2003, 161, 39–42. [Google Scholar]
- Karpagaraj, A.; Shanmugam, N.S.; Sankaranarayanasamy, K. Some studies on mechanical properties and microstructural characterization of automated TIG welding of thin commercially pure titanium sheets. Mater. Sci. Eng. A 2015, 640, 180–189. [Google Scholar] [CrossRef]
- Choi, B.H.; Choi, B.K. The effect of welding conditions according to mechanical properties of pure titanium. J. Mater. Process. Technol. 2008, 201, 526–530. [Google Scholar] [CrossRef]
- Li, C.; Muneharua, K.; Takao, S.; Kouji, H. Fiber laser-GMA hybrid welding of commercially pure titanium. Mater. Des. 2009, 30, 109–114. [Google Scholar] [CrossRef]
- Lathabai, S.; Jarvis, B.L.; Barton, K.J. Comparison of keyhole and conventional gas tungsten arc welds in commercially pure titanium. Mater. Sci. Eng. A 2001, 299, 81–93. [Google Scholar] [CrossRef]
- Liu, H.; Nakata, K.; Zhang, J.X.; Yamamoto, N.; Liao, J. Microstructural evolution of fusion zone in laser beam welds of pure titanium. Mater. Charact. 2012, 65, 1–7. [Google Scholar] [CrossRef]
- Pasang, T.; Tao, Y.; Azizi, M.; Kamiya, O.; Mizutani, M.; Misiolek, W.Z. Welding of Titanium alloys. MATEC Web Conf. 2017, 123, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2007. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ti | Fe | H | N | O | C |
|---|---|---|---|---|---|---|
| CP Ti | Balance | <0.3 | <0.015 | <0.03 | <0.25 | <0.1 |
| Material | Thickness (µm) | Power (Watt) | Welding Speed (mm/s) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Fracture Location |
|---|---|---|---|---|---|---|---|
| CP Ti (BOP) | 100 | 50 | 20 | 140 | 300 | 20 | BM |
| 145 | 306 | 20 | BM | ||||
| 148 | 305 | 22 | BM | ||||
| CP Ti (BOP) | 200 | 100 | 30 | 310 | 355 | 23 | BM |
| 300 | 350 | 25 | BM | ||||
| 301 | 350 | 25 | BM | ||||
| CP Ti unwelded | 100 | N/A | N/A | 170 | 325 | 24 | N/A |
| 200 | N/A | N/A | 320 | 390 | 28 | N/A |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pasang, T.; Lin, P.-C.; Misiolek, W.Z.; Wei, J.-Y.; Masuno, S.; Tsukamoto, M.; Hori, E.; Sato, Y.; Tao, Y.; Yudhistiro, D.; et al. Blue Diode Laser Welding of Commercially Pure Titanium Foils. Quantum Beam Sci. 2022, 6, 24. https://doi.org/10.3390/qubs6030024
Pasang T, Lin P-C, Misiolek WZ, Wei J-Y, Masuno S, Tsukamoto M, Hori E, Sato Y, Tao Y, Yudhistiro D, et al. Blue Diode Laser Welding of Commercially Pure Titanium Foils. Quantum Beam Science. 2022; 6(3):24. https://doi.org/10.3390/qubs6030024
Chicago/Turabian StylePasang, Tim, Pai-Chen Lin, Wojciech Z. Misiolek, Jia-Yuan Wei, Shinichiro Masuno, Masahiro Tsukamoto, Eiji Hori, Yuji Sato, Yuan Tao, Danang Yudhistiro, and et al. 2022. "Blue Diode Laser Welding of Commercially Pure Titanium Foils" Quantum Beam Science 6, no. 3: 24. https://doi.org/10.3390/qubs6030024
APA StylePasang, T., Lin, P. -C., Misiolek, W. Z., Wei, J. -Y., Masuno, S., Tsukamoto, M., Hori, E., Sato, Y., Tao, Y., Yudhistiro, D., & Yunus, S. (2022). Blue Diode Laser Welding of Commercially Pure Titanium Foils. Quantum Beam Science, 6(3), 24. https://doi.org/10.3390/qubs6030024