The Joint Properties of 5754 Aluminium Alloy by Friction Stir Spot Welding

Abstract
:1. Introduction
2. Experimental Procedure
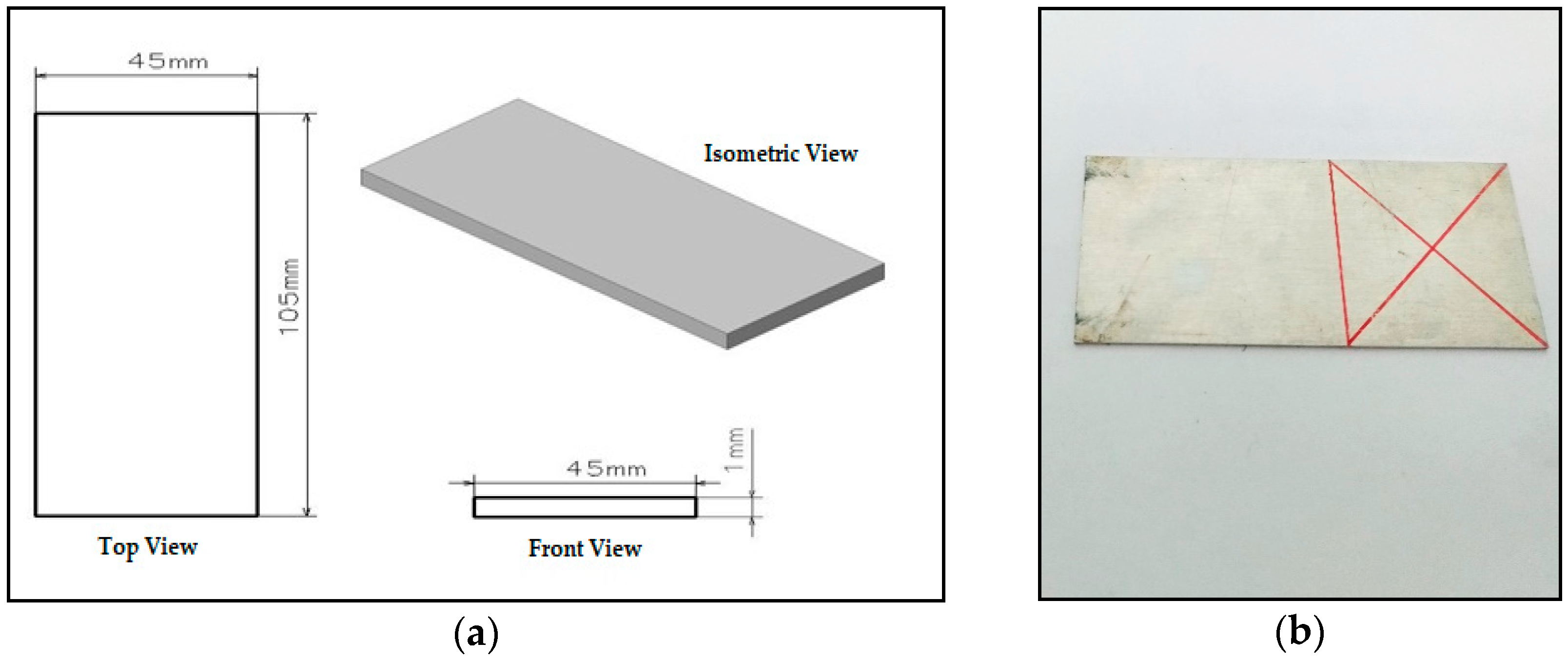
2.1. Material and Its Properties
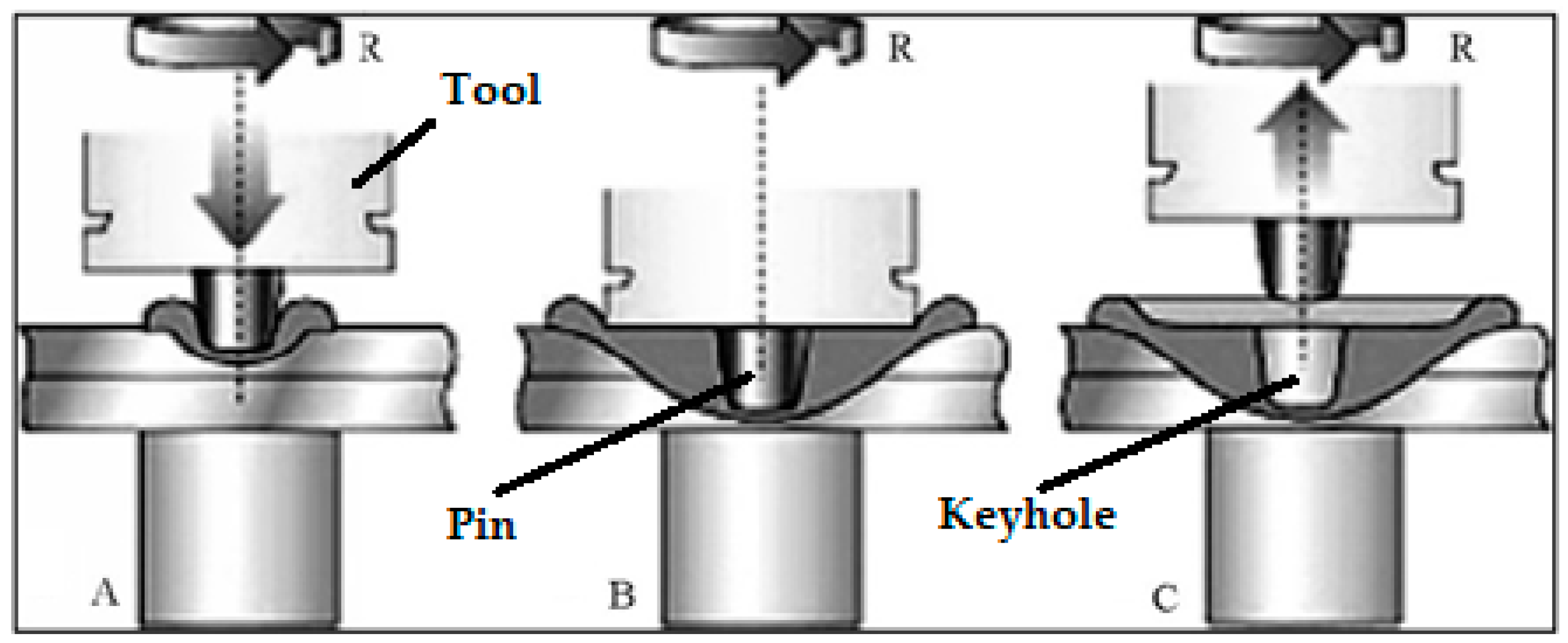
2.2. Friction Stir Spot Welding Application
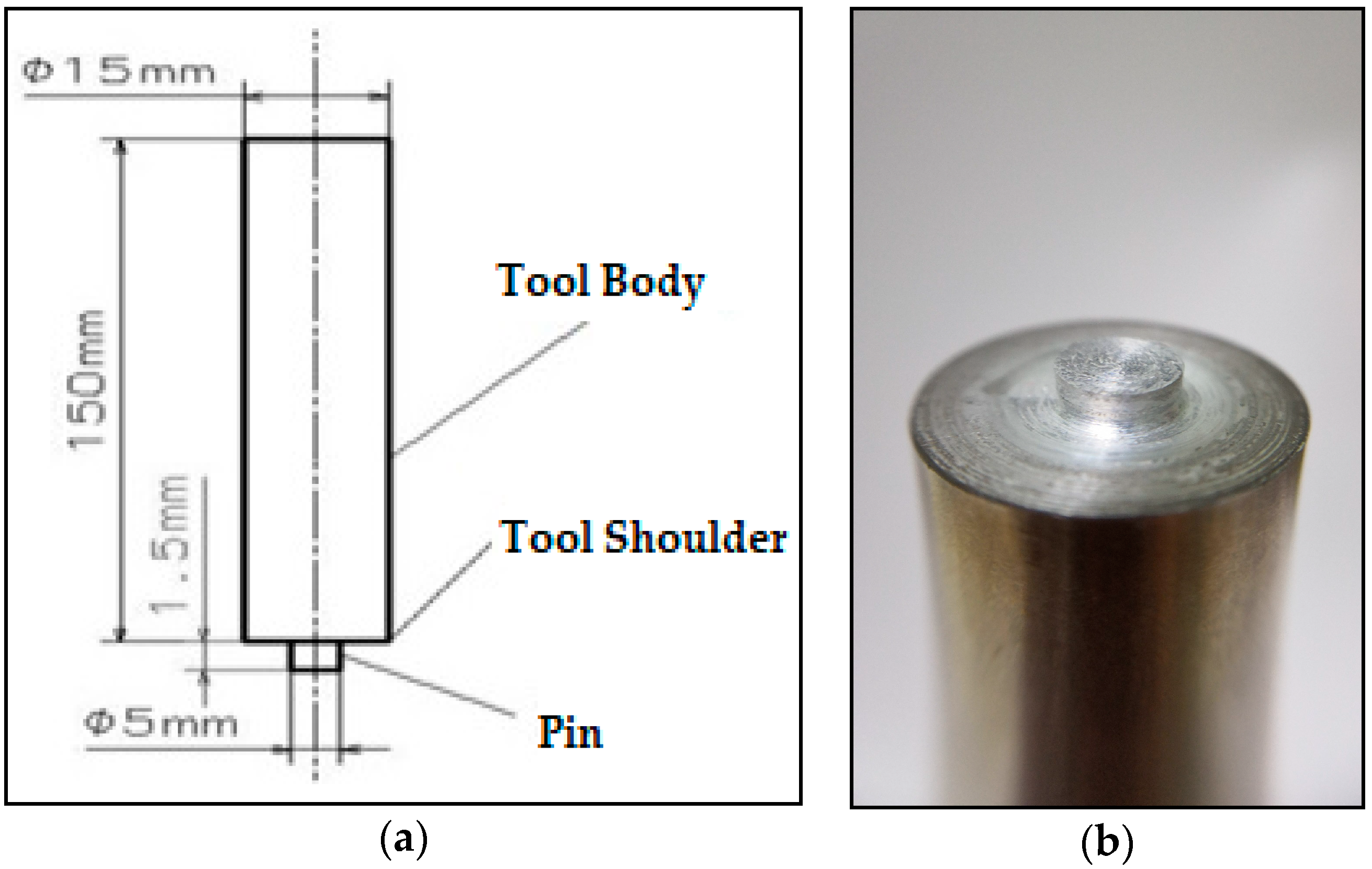
2.3. Friction Stir Spot Welding Tool
2.4. Friction Stir Spot Welding Experiment Limits
2.5. Microhardness Testing
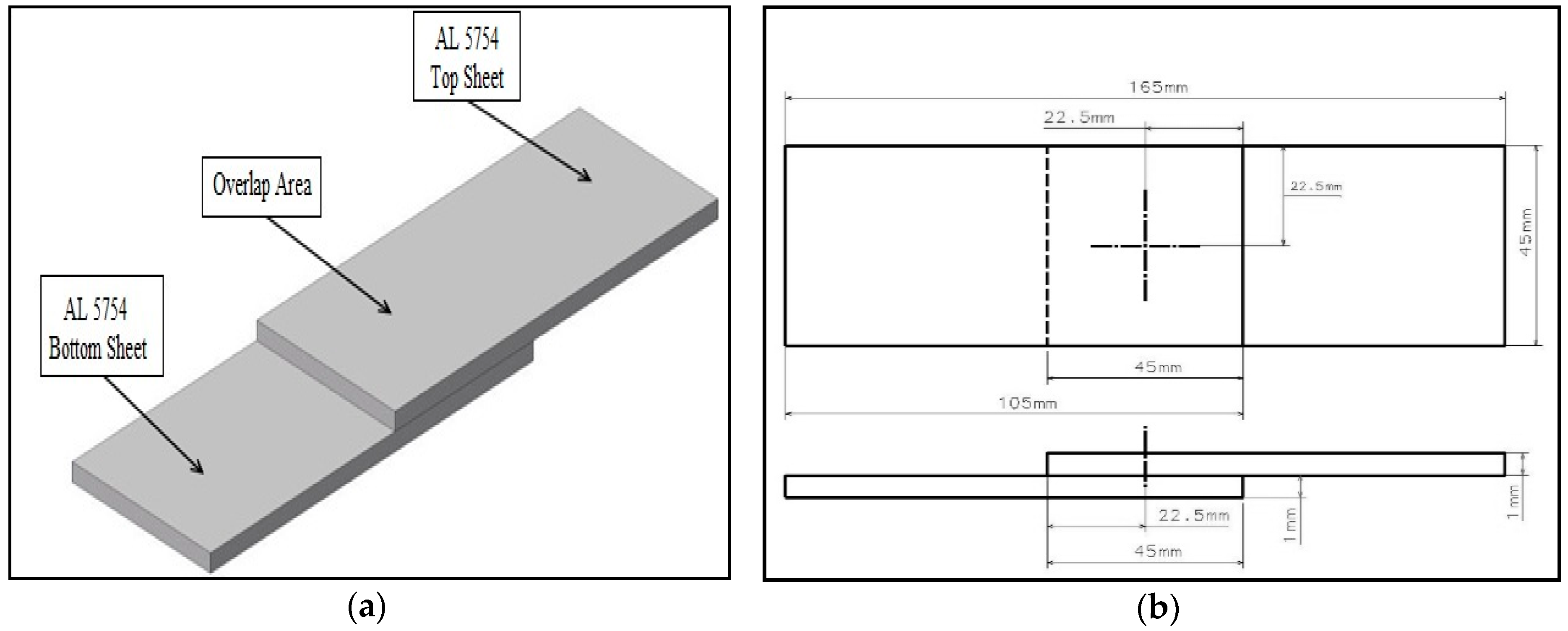
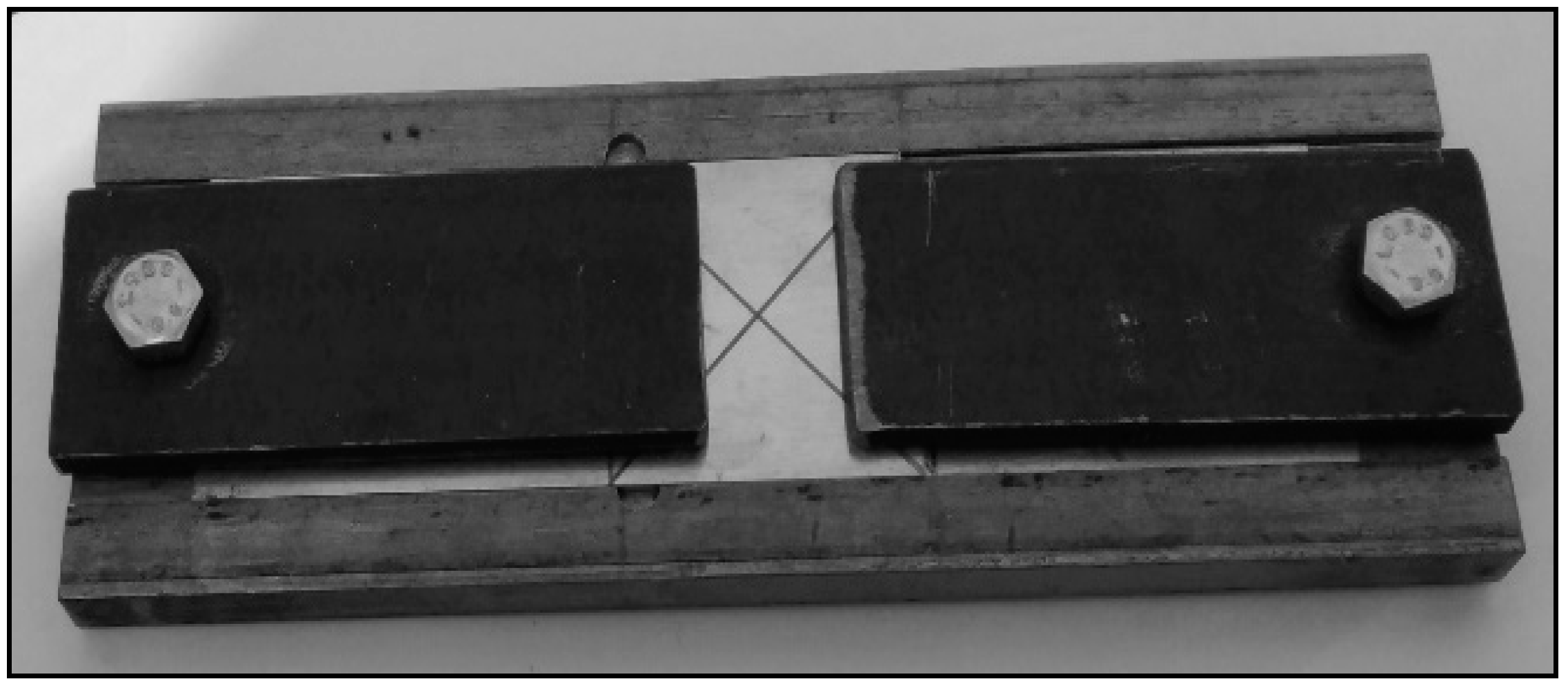
2.6. Tensile Shear Strength Test
2.7. Macrostructure Analysis
3. Experimental Results
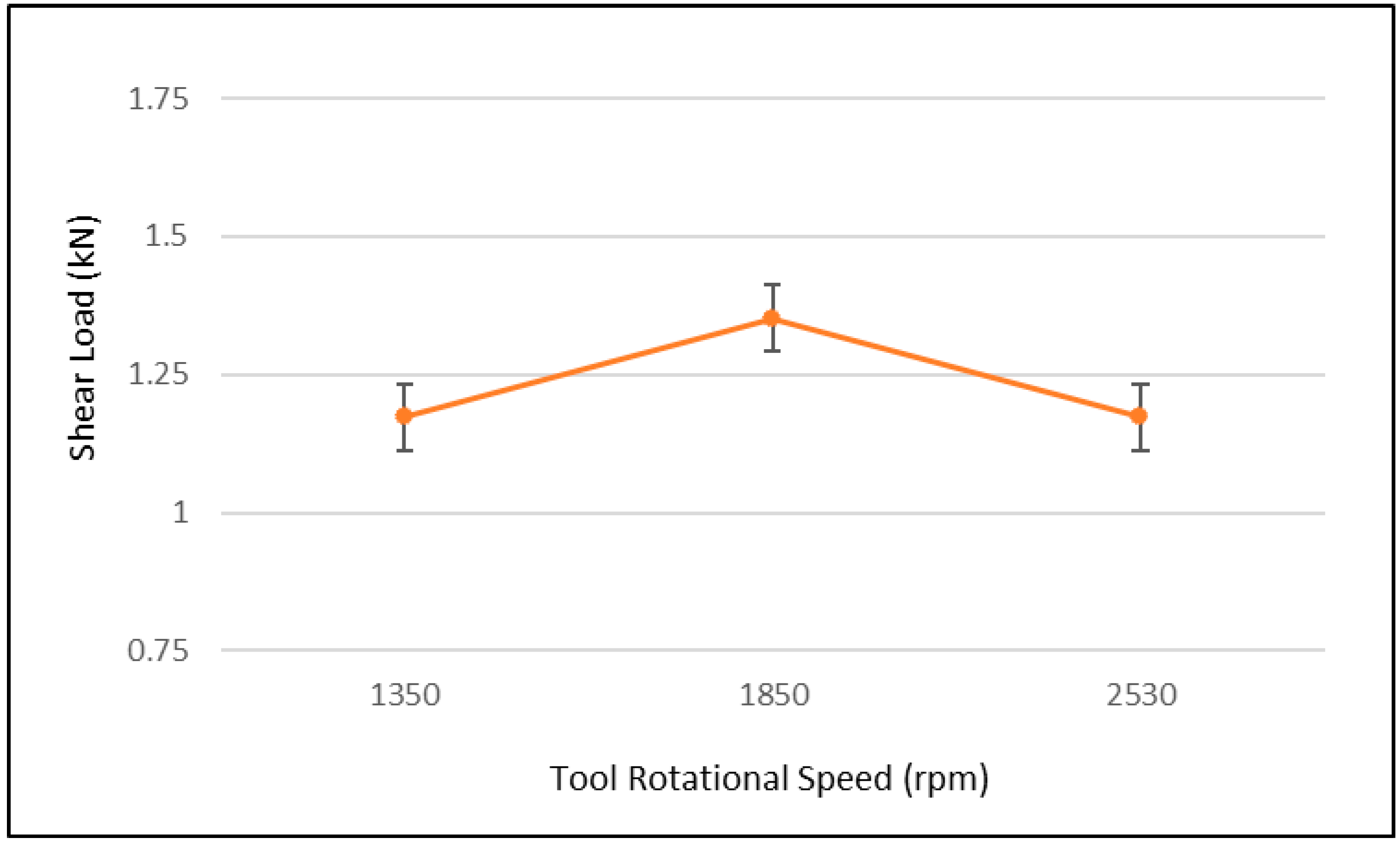
3.1. Tensile Properties of Joints
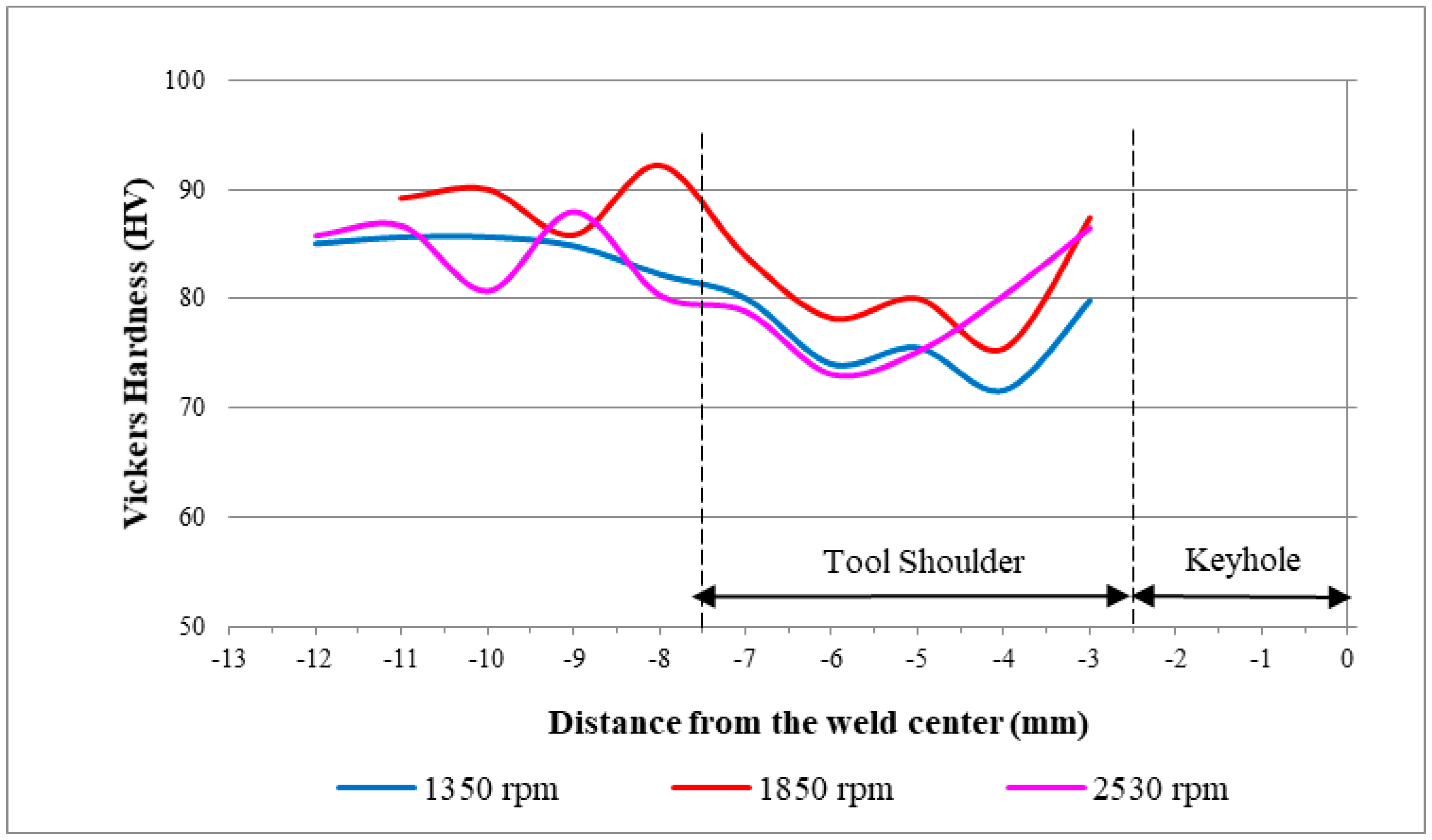
3.2. Hardness Values of Joints
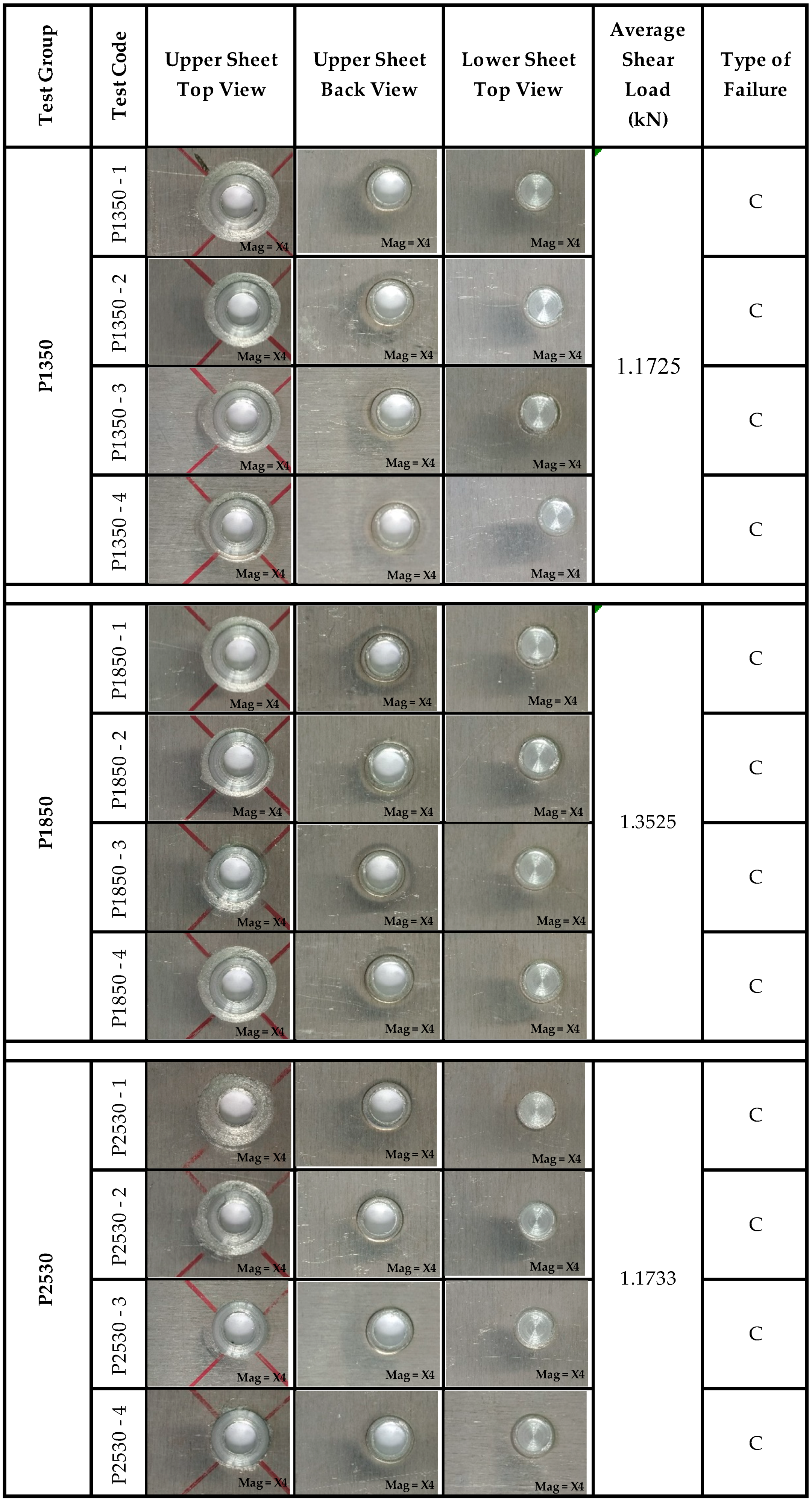
3.3. Macrostructure of Joints
4. Conclusions
- Increasing rotational tool speed from 1350 to 1850 rpm caused an increase in the tensile shear load and harness values but they are diminished when the tool speed is increased to 2350 rpm. It is concluded that the plastic deformation in the welding process causes strain hardening, which is the main reason for the hardness increase. During the welding process, fine grains that consisted with dynamic recrystallizations are the reason for this situation.
- It is found that experimental configurations with the maximum strength values have the maximum hardness values. The best value of tensile shear strength and hardness are taken place at the tool rotation speed of 1850 rpm.
- A single fracture pattern; failure mode 3 was observed for all experimental configurations and the increase in the tool speed from 1350 to 2530 rpm did not affect the failure pattern.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wei, Y. Friction Stir Spot Welding of Aluminum Alloys. Master’s Dissertation, Missouri University of Science and Technology, Rolla, MO, USA, 2008. [Google Scholar]
- Er, O. Elektrik Direnç ve Sürtünme Karıştırma Nokta Kaynaklı Alüminyum Alaşımı Bağlantıların Mekanik Özelliklerinin İncelenmesi. Master’s Dissertation, Mersin University—Institute of Science and Technology, Mersin, Turkey, 2010. [Google Scholar]
- Külekçi, M.K.; Er, O. Sürtünme Kariştirma Nokta Kaynakli EN AW—5005 (Al Mg1) Alüminyum Alaşımı İçin Optimum Kaynak Parametre Seviyelerinin Belirlenmesi. J. Fac. Eng. Arch. Gazi Univ. 2012, 27, 537–545. [Google Scholar]
- Kaçar, R.; Emre, H.E.; Demir, H.; Gündüz, S. Al-Cu-Al Malzeme Çiftinin Sürtünme Kariştirma Nokta Kaynak Kabiliyeti. J. Fac. Eng. Arch. Gazi Univ. 2011, 26, 349–357. [Google Scholar]
- Bilici, M.K.; Bakır, B.; Bozkurt, Y.; Çalış, İ. Sürtünme karıştırma nokta kaynak tekniği ile birleştirilen farklı alüminyum levhaların taguchi analizi. Pamukkale Univ. J. Eng. Sci. 2016, 22, 17–23. [Google Scholar] [CrossRef]
- Piccini, J.M.; Svoboda, H.G. Tool geometry optimization in friction stir spot welding of Al-steel joints. J. Manuf. Process. 2017, 26, 142–154. [Google Scholar] [CrossRef]
- Jeon, C.S.; Hong, S.T.; Kwon, Y.J.; Cho, H.H.; Han, H.N. Material properties of friction stir spot welded joints of dissimilar aluminum alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 605–613. [Google Scholar] [CrossRef]
- Panteli, A. Friction Joining of Aluminium-to-Magnesium for Lightweight Automotive Applications. Ph.D. Dissertation, University of Manchester—Faculty of Engineering and Physical Sciences, Manchester, UK, 2012. [Google Scholar]
- Kahraman, B. Otomotiv Endüstrisinde Kullanılan 5754 Alüminyum Alaşımı Sacların Direnç Nokta Kaynağı (RSW) ve Sürtünme Karıştırma Nokta Kaynağı (FSSW) Yöntemleri ile Birleştirilmesi. Master’s Dissertation, Kocaeli University—Institute of Science and Technology, Kocaeli, Turkey, 2009. [Google Scholar]
- Bozkurt, Y.; Bilici, M.K. Application of Taguchi approach to optimize of FSSW parameters on joint properties of dissimilar AA2024-T3 and AA5754-H22 aluminum alloys. Mater. Des. 2013, 51, 513–521. [Google Scholar] [CrossRef]
- Güler, H. Influence of the Tool Geometry and Process Parameters on the Static Strength and Hardness of Friction-Stir Spot-Welded Aluminium-Alloy Sheets. Mater. Technol. 2015, 49, 457–460. [Google Scholar] [CrossRef]
- Ojo, O.O. 2219 Alüminyum Alaşımının Sürtünme Karıştırma Nokta Kaynaklı Bağlantılarının Özellikleri ve Deneysel Tasarımla Optimizasyonu. Ph.D. Dissertation, Kocaeli University—Institute of Science and Technology, Kocaeli, Turkey, 2016. [Google Scholar]
- Güler, H. The Mechanical Behavior of Friction-Stir Spot Welded Aluminum Alloys. JOM 2014, 66, 2156–2160. [Google Scholar] [CrossRef]
- Piccini, J.M.; Svoboda, H.G. Effect of the Tool Penetration Depth in Friction Stir Spot Welding (FSSW) of Dissimilar Aluminum Alloys. Procedia Mater. Sci. 2015, 8, 868–877. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Yang, X.; Zhang, J.; Zhou, G.; Xu, X.; Zou, B. Effect of welding parameters on microstructure and mechanical properties of friction stir spot welded 5052 aluminum alloy. Mater. Des. 2011, 32, 4461–4470. [Google Scholar] [CrossRef]
- Wang, D.-A.; Lee, S.-C. Microstructures and failure mechanisms of friction stir spot welds of aluminum 6061-T6 sheets. J. Mater. Process. Technol. 2007, 186, 291–297. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Si | Fe | Cr | Mg | Ti | Mn | Zn | Other Elements | Al | |
|---|---|---|---|---|---|---|---|---|---|---|
| Chemical Composition (%) | 0.1 | 0.4 | 0.4 | 0.3 | 2.6–3.6 | 0.15 | 0.5 | 0.2 | 0.15 | 94.2–95.2 |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Hardness (HBV) |
|---|---|---|---|
| 80 | 190–240 | 14 | 52 |
| Mn | Si | V | Cr | C | Mo | |
|---|---|---|---|---|---|---|
| Chemical Composition (%) | 0.2–0.6 | 0.1–0.6 | 0.7–1.0 | 11–13 | 1.45–1.6 | 0.7–1 |
| Dimension | Value |
|---|---|
| Tool rotational speed | 1350, 1850, 2530 rpm |
| Plunge depth | 1.6 mm |
| Shoulder penetration | 0.1 mm |
| Tilt angle | 0° |
| Dwell time | 6 s |
| Test Case | Test Code | Tool Rotational Speed (rpm) |
|---|---|---|
| 1 | P1350 | 1350 |
| 2 | P1850 | 1850 |
| 3 | P2530 | 2530 |
| Case | Tool Rotational Speed | Min. Hardness (HV) | Max. Hardness (HV) |
|---|---|---|---|
| 1 | 1350 | 71.6 | 85.6 |
| 2 | 1850 | 75.4 | 92.2 |
| 3 | 2530 | 73.0 | 86.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dedeoğlu, O.; Güler Özgül, H. The Joint Properties of 5754 Aluminium Alloy by Friction Stir Spot Welding. J. Manuf. Mater. Process. 2019, 3, 8. https://doi.org/10.3390/jmmp3010008
Dedeoğlu O, Güler Özgül H. The Joint Properties of 5754 Aluminium Alloy by Friction Stir Spot Welding. Journal of Manufacturing and Materials Processing. 2019; 3(1):8. https://doi.org/10.3390/jmmp3010008
Chicago/Turabian StyleDedeoğlu, Orhan, and Hande Güler Özgül. 2019. "The Joint Properties of 5754 Aluminium Alloy by Friction Stir Spot Welding" Journal of Manufacturing and Materials Processing 3, no. 1: 8. https://doi.org/10.3390/jmmp3010008
APA StyleDedeoğlu, O., & Güler Özgül, H. (2019). The Joint Properties of 5754 Aluminium Alloy by Friction Stir Spot Welding. Journal of Manufacturing and Materials Processing, 3(1), 8. https://doi.org/10.3390/jmmp3010008