Performance Characterization of Laser Powder Bed Fusion Fabricated Inconel 718 Treated with Experimental Hot Isostatic Processing Cycles

Abstract
:1. Introduction
2. Materials and Methods
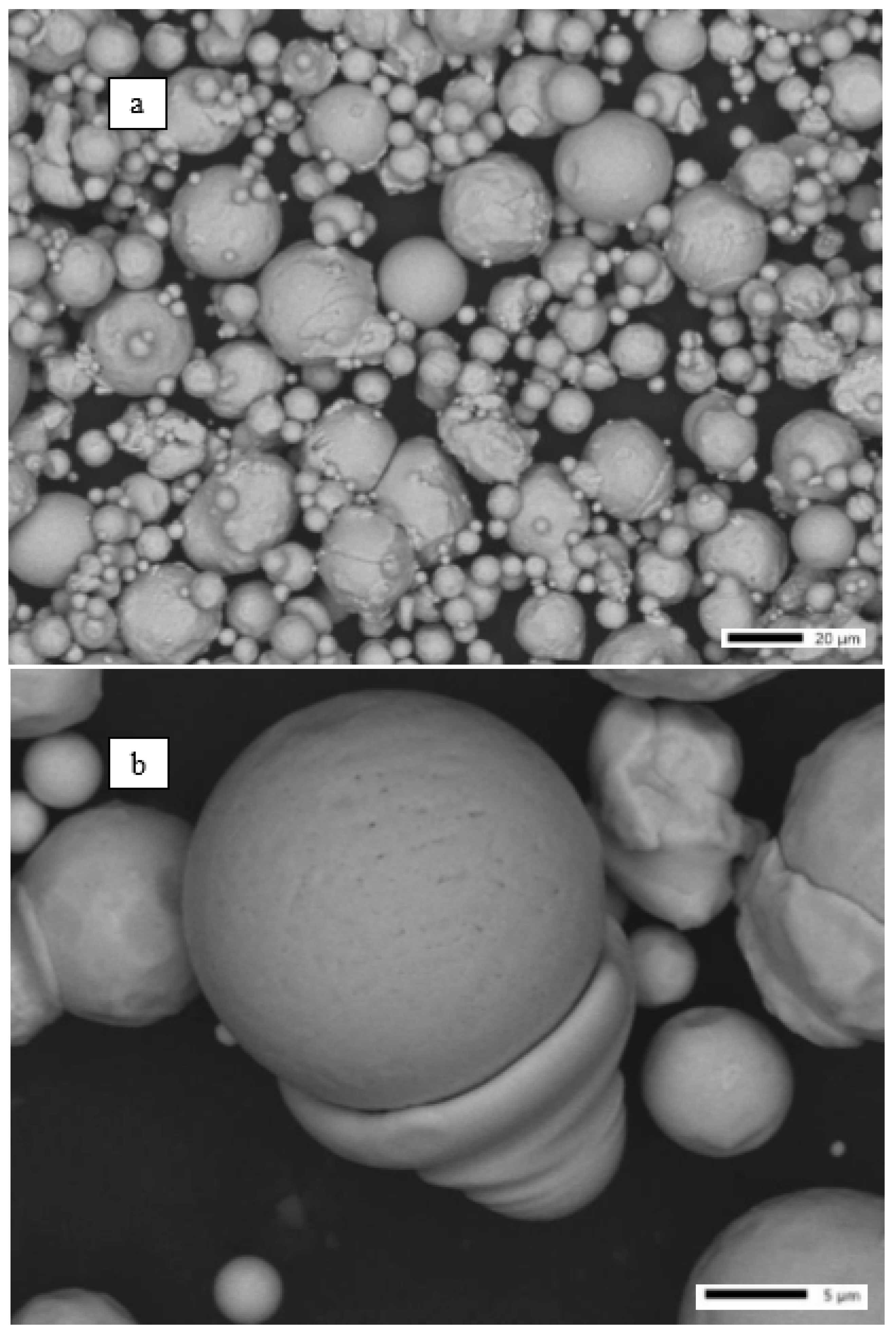
2.1. Powder Feedstocks
2.2. Laser Powder Bed Fusion Systems, Setup, and Fabrication
2.3. Process Parameters
2.4. Hot Isostatic Pressing Parameters for Post-Processing Heat Treatment
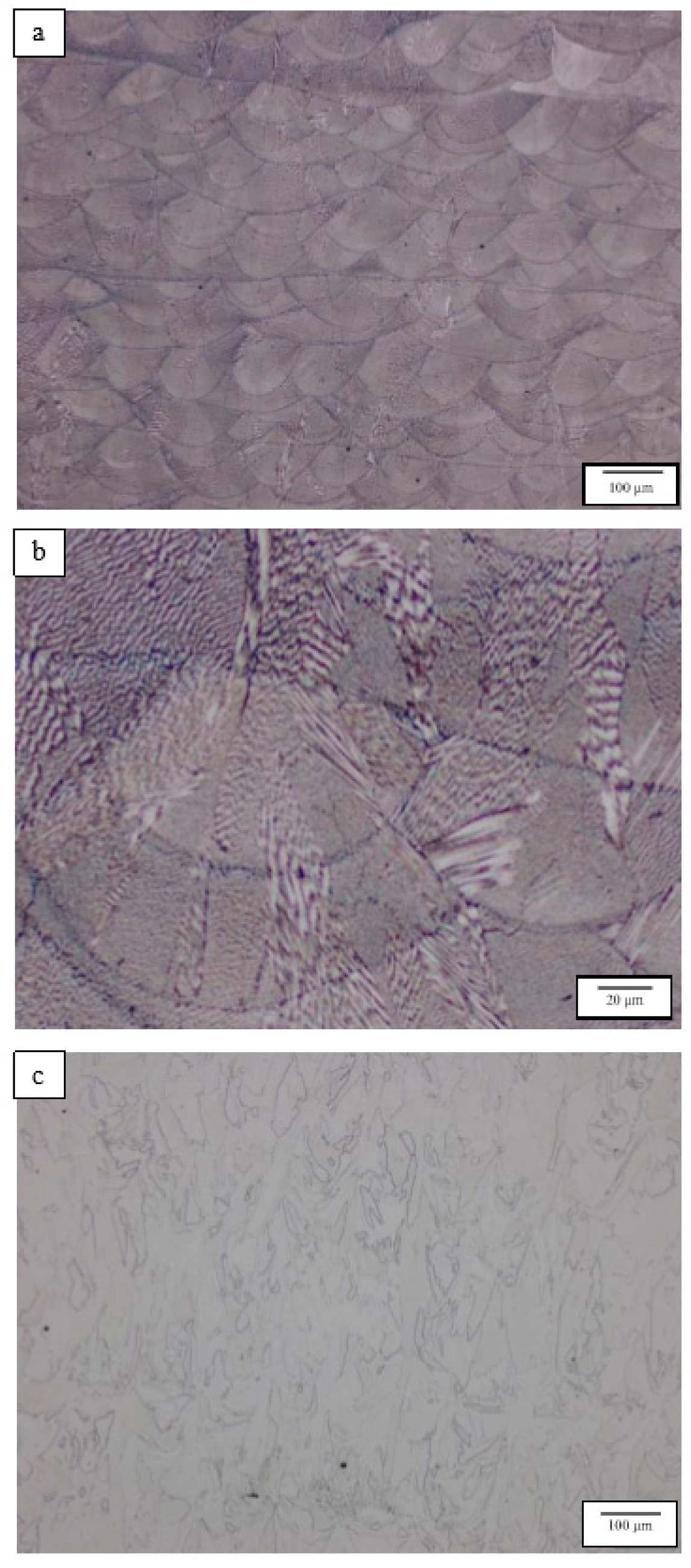
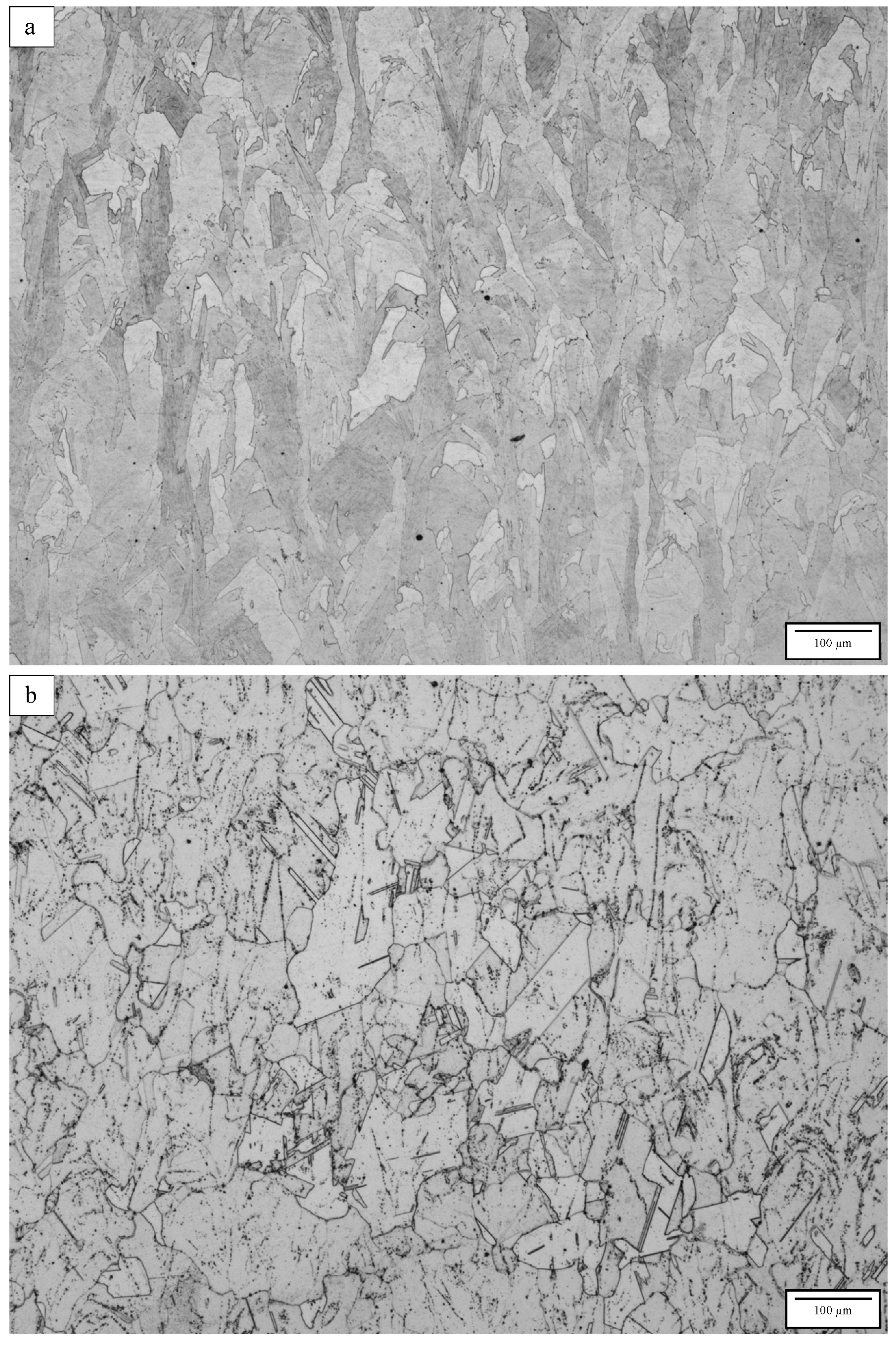
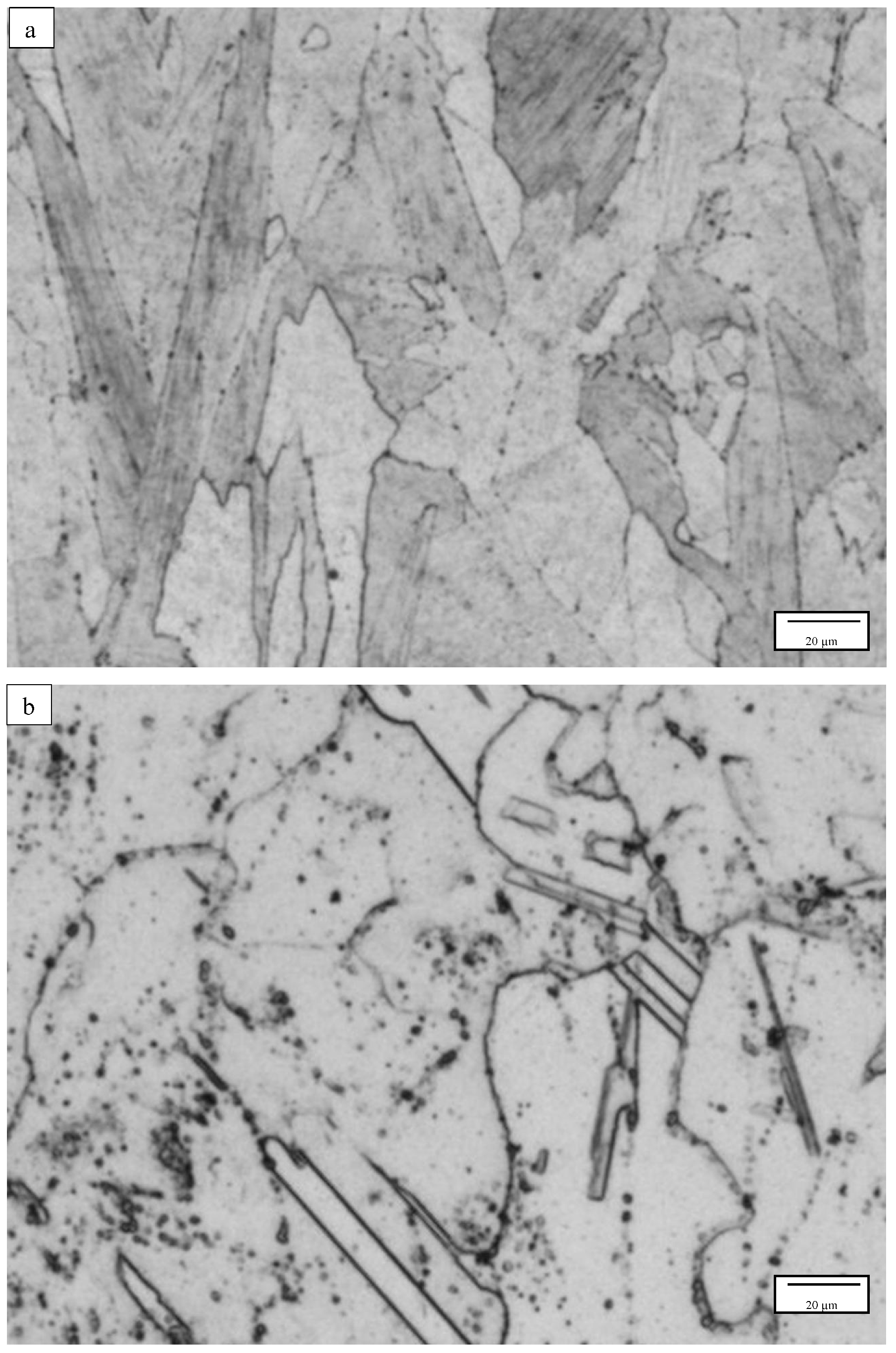
2.5. Microstructure Characterization
2.6. Density Measurements
2.7. Tensile Testing
2.8. Hardness Testing
2.9. Grain Size Measurements
3. Results and Discussion
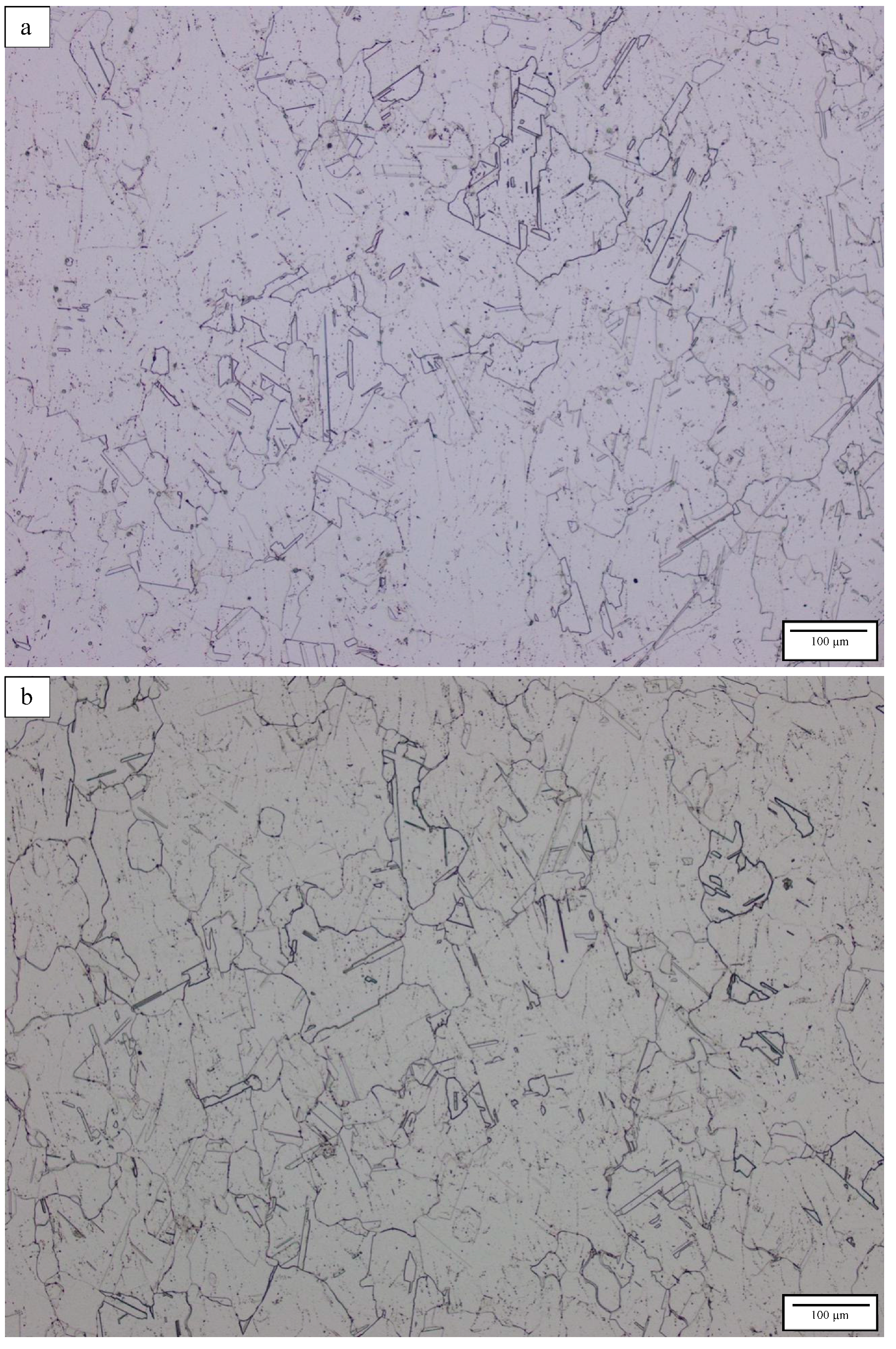
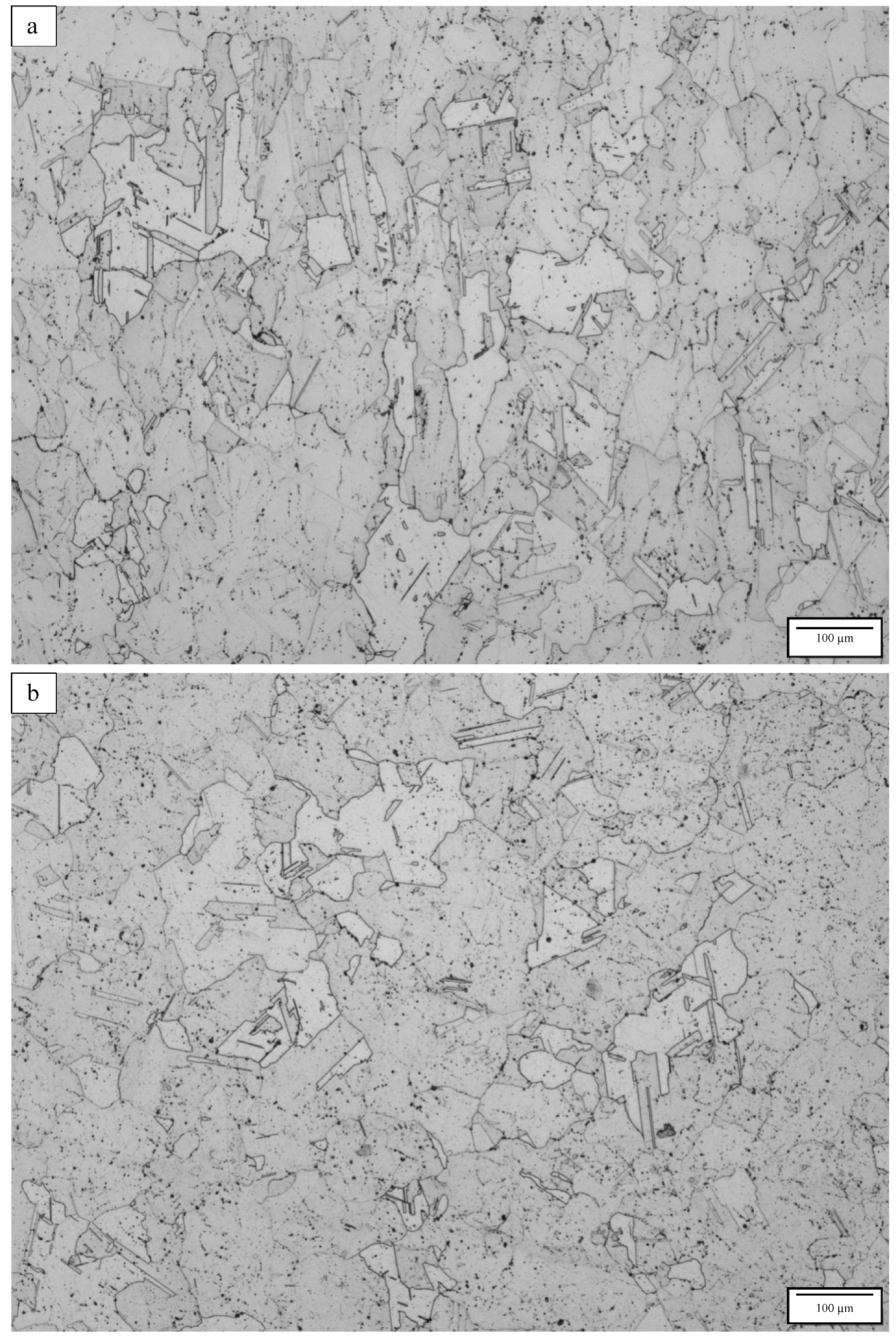
3.1. Microstructure Analysis and Discussion
3.2. Mechanical Property Analysis and Comparisons
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sims, C.T.; Hagel, W.C. The Superalloys; Wiley: New York, NY, USA, 1972. [Google Scholar]
- Keiser, D.D.; Brown, H.C. A Review of the Physical Metallurgy of Alloy 718; Aerojet Nuclear Co.: Rancho Cordova, CA, USA, 1976; ANCR-1292. [Google Scholar] [CrossRef] [Green Version]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge Univ. Press: Cambridge, UK, 2006. [Google Scholar]
- Ott, E.A.; Groh, J.R.; Banik, A.; Dempster, I.; Gabb, J.P.; Liu, X.; Mitchell, A.; Sjoberg, G.P.; Musatowska-Sarnok, A. (Eds.) Superalloy 718 and Derivatives; Wiley: New York, NY, USA, 2010. [Google Scholar]
- Huan, G. Review of Inconel 718 alloy: Its history, properties, processing and developing substitutes. J. Mater. Eng. 2012, 2, 92–100. [Google Scholar]
- Nandwana, P.; Kirka, M.; Okello, A.; Dehoff, R. Electron beam melting of Inconel 718: Effects of processing and post-processing. Mater. Sci. Technol. 2018, 34, 612–619. [Google Scholar] [CrossRef]
- Kuo, Y.-L.; Nagahari, T.; Kakehi, K. The effect of post-processes on the microstructure and creep properties of alloy 718 built up by selective laser melting. Materials (Basel) 2018, 11, 996. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Seede, R.; Mostafa, A.; Brailovski, V.; Jahazi, M.; Medraj, M. Microstructural and microhardness evolution from homogenization and hot isostatic pressing on selective laser melted Inconel 718: Structure, texture, and phases. J. Manuf. Mater. Process. 2018, 2, 30. [Google Scholar] [CrossRef] [Green Version]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Holland, S.; Wang, X.; Chen, J.; Cai, C.; Yan, F.; Li, L. Multiscale characterization of microstructures and mechanical properties of Inconel 718 fabricated by selective laser melting. J. Alloy. Comp. 2019, 784, 182–194. [Google Scholar] [CrossRef]
- Balachandramurthi, A.R.; Moverare, J.; Mahade, S.; Pederson, R. Additive manufacturing of alloy 718 via electron beam melting: Effect of post-treatment on the microstructure and mechanical properties. Materials (Basel) 2019, 12, 68. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sindhura, D.; Sravya, M.V.; Murthy, G.V.S. Comprehensive microstructural evolution of precipitation in Inconel 718. Met. Microstruct. Anal. 2019, 8, 233–240. [Google Scholar] [CrossRef]
- Wei, X.; Zheng, W.; Song, Z.; Lei, T.; Yang, Q.; Kie, C. Static recrystallization behavior of Inconel 718 alloy during thermal deformation. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2014, 29, 379–387. [Google Scholar] [CrossRef]
- Cao, Y.; Bai, P.; Liu, F.; Hou, X.; Guo, Y. Effect of solution temperature on precipitates and grain evolution of IN 718 fabricated by laser additive manufacturing. Materials (Basel) 2020, 13, 340. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Helmer, H.E.; Korner, C.; Singer, R.F. Additive manufacturing of nickel-based superalloy Inconel 718 by selective electron beam melting: Processing window and microstructureFocus Issue: The Materials Science of Additive Manufacturing. J. Mater. Res. 2014, 29, 1987–1996. [Google Scholar] [CrossRef]
- Kershavarzkermani, A.; Sadowski, M.; Ladani, L. Direct metal laser melting if Inconel 718: Process impact on grain formation and orientation. J. Alloy. Comp. 2018, 736, 297–305. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukerjee, T.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components; Process, structure, properties. Prog. Mater. Sci. 2018, 92, 113–224. [Google Scholar] [CrossRef]
- Radevich, J.F. The Physical Metallurgy of Cast and Wrought Alloy 718. In Superalloy 718-Metallurgy and Applications; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989. [Google Scholar] [CrossRef]
- Xu, S.; Dickson, J.I.; Koul, A.K. Grain growth and carbide precipitation in superalloy Udimet 520. Met. Mater. Trans. 1998, 29, 2687–2695. [Google Scholar] [CrossRef]
- Hassan, B.; Corney, J. Grain boundary precipitation in Inconel 718 and ATI 718 plus. Mater. Sci. Technol. 2017, 33, 1879–1889. [Google Scholar] [CrossRef] [Green Version]
- Trillo, A.E.; Murr, L.E. Effects of carbon content, deformation, and interfacial energetics on carbide precipitation and corrosion sensitization in 304 stainless steel. Acta Mater. 1999, 42, 235–245. [Google Scholar] [CrossRef]
- Segura, I.A.; Murr, L.E.; Terrazas, C.A.; Bermudez, D.; Mireles, J.; Injeti, V.S.V.; Li, K.; Yu, B.; Misra, R.D.K.; Wicker, R.B. Grain boundary and microstructure engineering of Inconel 690 cladding on Stainless steel 316L using electron beam powder bed fusion additive manufacturing. J. Mater. Sci. Technol. 2019, 35, 351–367. [Google Scholar] [CrossRef]
- Murr, L.E. Interfacial Phenomena in Metals and Alloys; Addison-Wesley Publishing Co.: Reading, MA, USA, 1975. [Google Scholar]
- Da Cruz Gallo, F.; De Azevedo, L.M.B.; Labra, C.; Araujo, L.S.; Dille, J.; De Almeida, L.H. Correlation between grain boundary character distribution and delta-phase precipitation in nickel-based superalloy 718. J. Mater. Res. Technol. 2020, 9, 1801–1808. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant | Process | Pressure (psi) | Temperature (°C) | Hold Time (min) | Cooling Rate (°C/min) |
|---|---|---|---|---|---|
| 1 | SR | None | |||
| HIP | |||||
| SA | |||||
| Age | |||||
| 2 | SR | none | 1065 | 90 | |
| HIP | None | ||||
| SA | |||||
| Age | |||||
| 3 | SR | none | 1065 | 90 | |
| HIP | none | ||||
| SA | none | 720 | 480 | ||
| Age | none | 620 | 480 | ||
| 4.1 | SR | none | 1065 | 90 | |
| HIP | none | 1120 | 240 | ||
| SA | none | 720 | 480 | ||
| Age | none | 620 | 480 | ||
| 4.2 | SR | none | 1065 | 90 | |
| HIP * | 15,000 | 1163 | 180 | ~150 | |
| SA | none | 720 | 480 | ||
| Age | none | 620 | 480 | ||
| 5 | SR * | 12,000 | 1066 | 60 | ~150 |
| HIP * | 15,000 | 1163 | 180 | ||
| SA | none | 720 | 480 | ||
| Age | none | 620 | 480 | ||
| 6 | SR | none | 1065 | 90 | |
| HIP * | 15,000 | 1163 | 180 | ~150 | |
| SA * | 12,000 | 1060 | 20 | ||
| Age | none | 620 | 480 | ||
| 7 | SR | none | 1065 | 90 | |
| HIP * | 15,000 | 1163 | 180 | ~1500 | |
| SA * | 14,200 | 1060 | 20 | ||
| Age | none | 620 | 480 | ||
| 8 | SR * | 10,000 | 1066 | 60 | ~150 |
| HIP * | 15,000 + 12,000 | 1163 + 1060 | 180 + 20 | ||
| SA * | 10,000 | 720 | 480 | ||
| Age * | 10,000 | 620 | 480 | ||
| 9.1 | SR | none | 1065 | 90 | |
| HIP * | 15,000 | 1105 | 180 | ~150 | |
| SA * | 15000 | 720 | 480 | ||
| Age | none | 620 | 480 | ||
| 9.2 | SR | none | 1065 | 90 | |
| HIP * | 15,000 | 1200 | 180 | ~150 | |
| SA * | 15,000 | 720 | 480 | ||
| Age | none | 620 | 480 | ||
| Inconel 718 Properties | ||||||
|---|---|---|---|---|---|---|
| Variant | Yield Stress | UTS | εmax | Density | Hardness | Grain Size |
| GPa | GPa | Elong. | (g/cm3) | (HRC) | μm | |
| 1 | 0.64 | 0.98 | 26.3% | 8.13 | 38 | 18 |
| 2 | 0.60 | 0.92 | 43.1% | 8.11 | 33 | 22 |
| 3 | 1.26 | 1.40 | 12.6% | 8.15 | 54 | 24 |
| 4.1 | 1.14 | 1.35 | 18.0% | 8.12 | 52 | 38 |
| 4.2 | 1.13 | 1.35 | 17.2% | 8.14 | 53 | 39 |
| 5 | 1.07 | 1.33 | 19.0% | 8.14 | 49 | 33 |
| 6 | 1.15 | 1.36 | 14.3% | 8.20 | 52 | 35 |
| 7 | 1.07 | 1.32 | 16.3% | 8.18 | 49 | 32 |
| 8 | 1.16 | 1.36 | 11.4% | 8.12 | 51 | 33 |
| 9.1 | 1.16 | 1.38 | 15.0% | 8.15 | 52 | 30 |
| 9.2 | 1.17 | 1.38 | 11.6% | 8.13 | 53 | 49 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Varela, J.; Merino, J.; Pickett, C.; Abu-Issa, A.; Arrieta, E.; Murr, L.E.; Wicker, R.B.; Ahlfors, M.; Godfrey, D.; Medina, F. Performance Characterization of Laser Powder Bed Fusion Fabricated Inconel 718 Treated with Experimental Hot Isostatic Processing Cycles. J. Manuf. Mater. Process. 2020, 4, 73. https://doi.org/10.3390/jmmp4030073
Varela J, Merino J, Pickett C, Abu-Issa A, Arrieta E, Murr LE, Wicker RB, Ahlfors M, Godfrey D, Medina F. Performance Characterization of Laser Powder Bed Fusion Fabricated Inconel 718 Treated with Experimental Hot Isostatic Processing Cycles. Journal of Manufacturing and Materials Processing. 2020; 4(3):73. https://doi.org/10.3390/jmmp4030073
Chicago/Turabian StyleVarela, Jaime, Jorge Merino, Christina Pickett, Ahmad Abu-Issa, Edel Arrieta, Lawrence E. Murr, Ryan B. Wicker, Magnus Ahlfors, Donald Godfrey, and Francisco Medina. 2020. "Performance Characterization of Laser Powder Bed Fusion Fabricated Inconel 718 Treated with Experimental Hot Isostatic Processing Cycles" Journal of Manufacturing and Materials Processing 4, no. 3: 73. https://doi.org/10.3390/jmmp4030073
APA StyleVarela, J., Merino, J., Pickett, C., Abu-Issa, A., Arrieta, E., Murr, L. E., Wicker, R. B., Ahlfors, M., Godfrey, D., & Medina, F. (2020). Performance Characterization of Laser Powder Bed Fusion Fabricated Inconel 718 Treated with Experimental Hot Isostatic Processing Cycles. Journal of Manufacturing and Materials Processing, 4(3), 73. https://doi.org/10.3390/jmmp4030073