Micro-Injection Molding of Diffractive Structured Surfaces

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
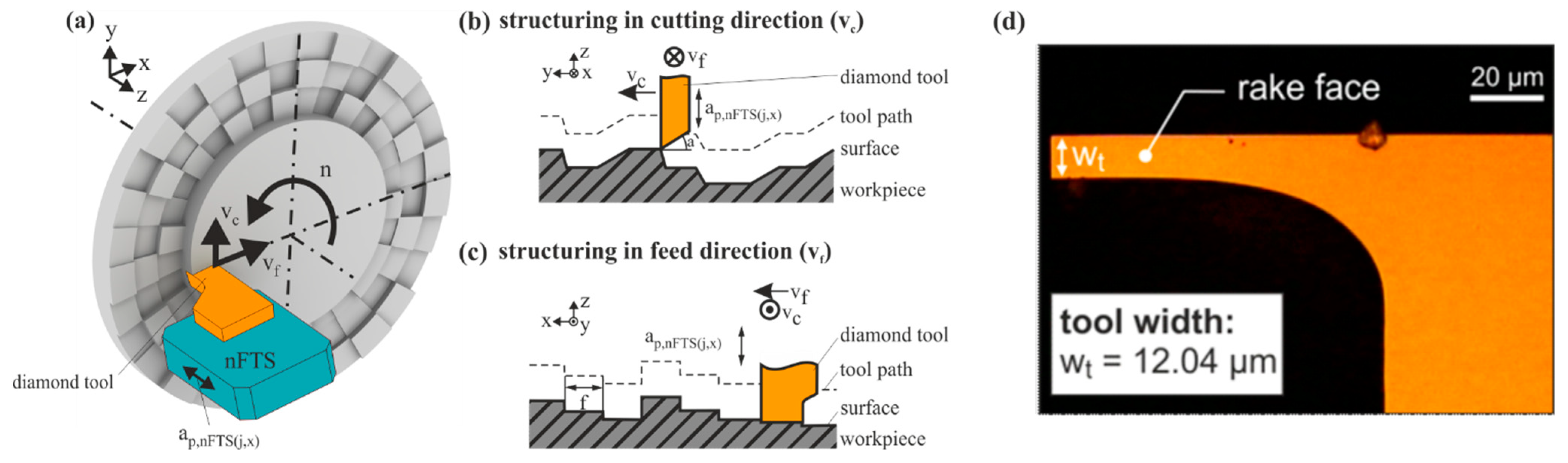
2.1. Diamond Turning of Diffractive Structured Surfaces
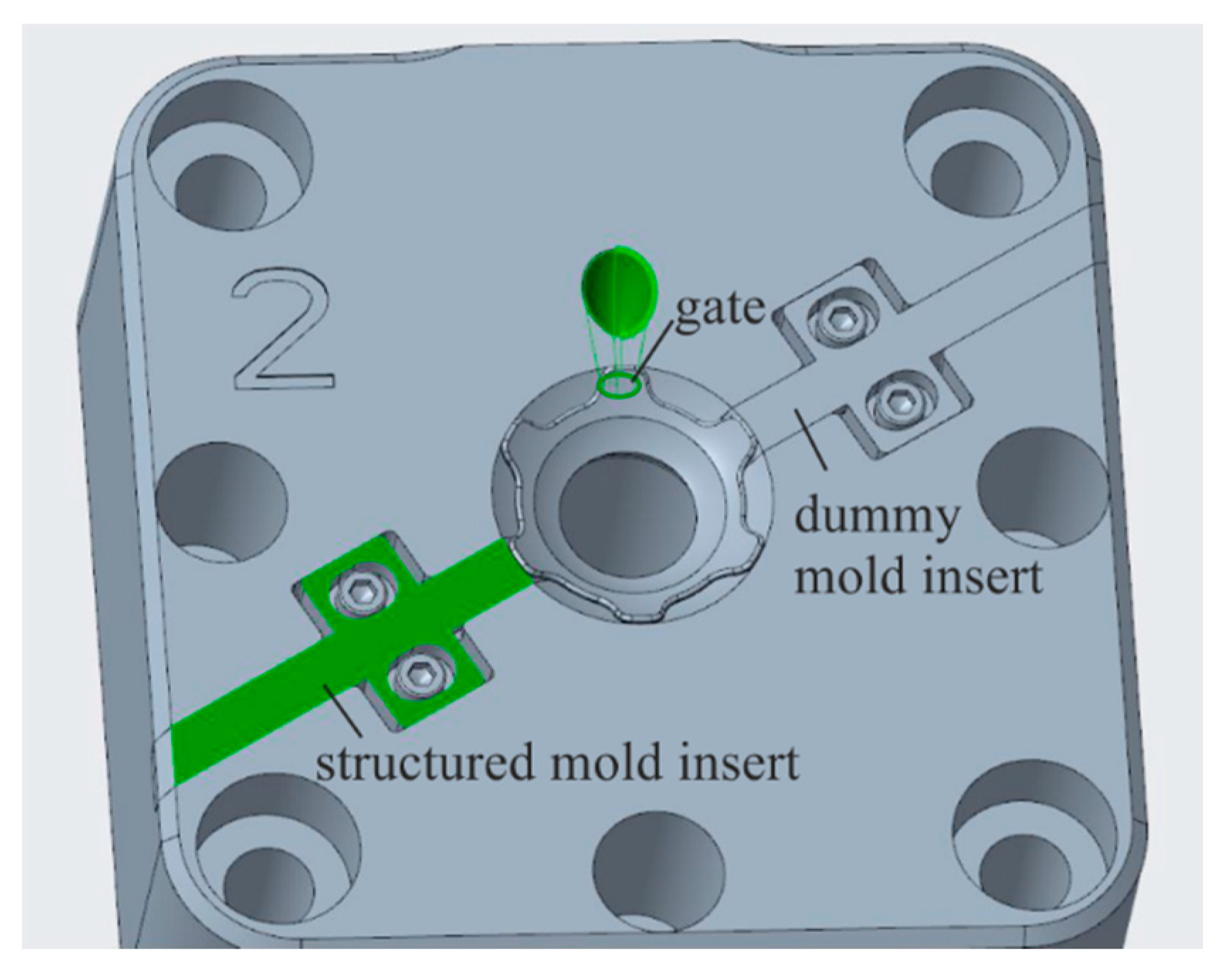
2.2. Injection Molding of Diffractive Structured Surfaces
3. Results
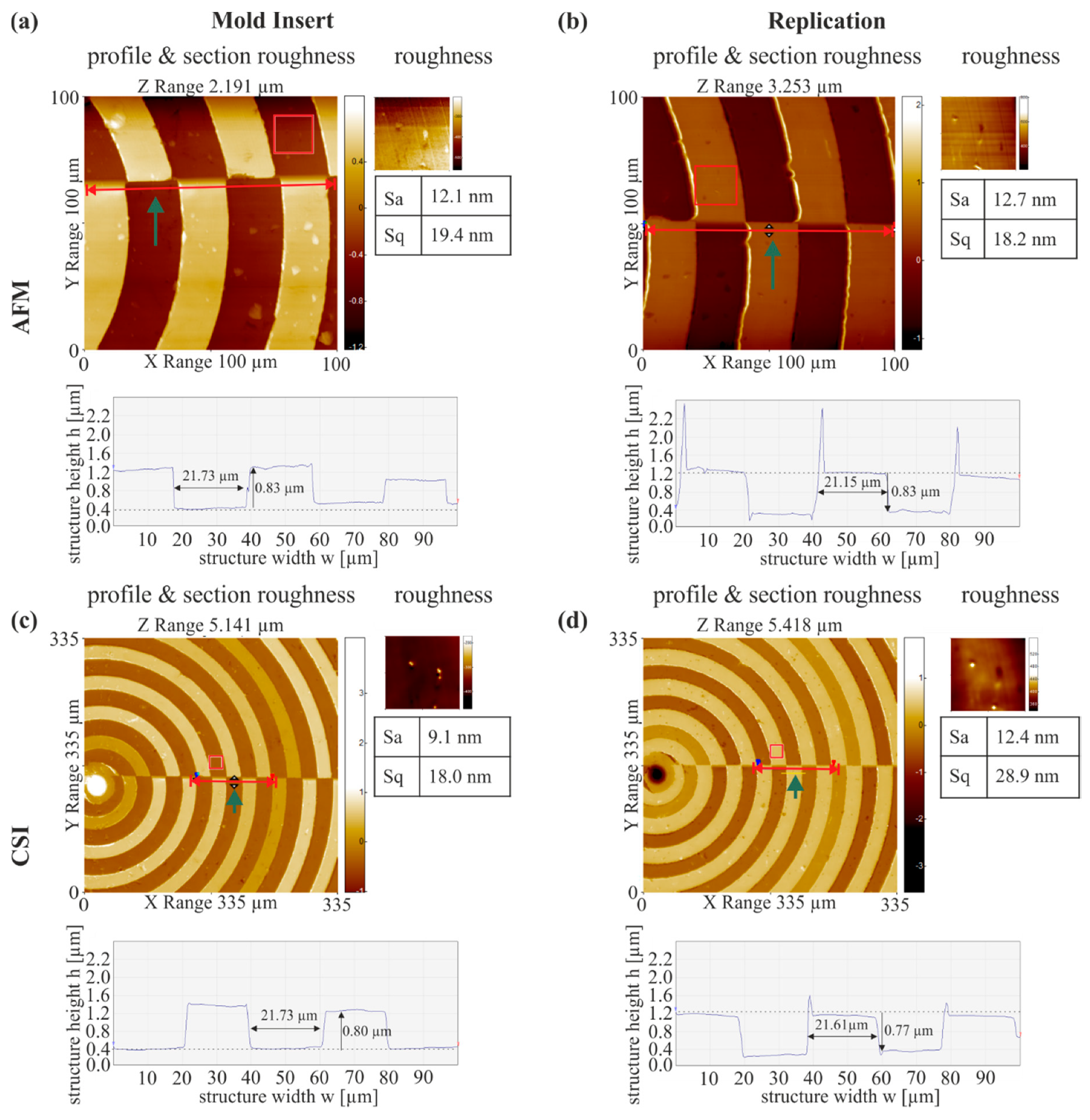
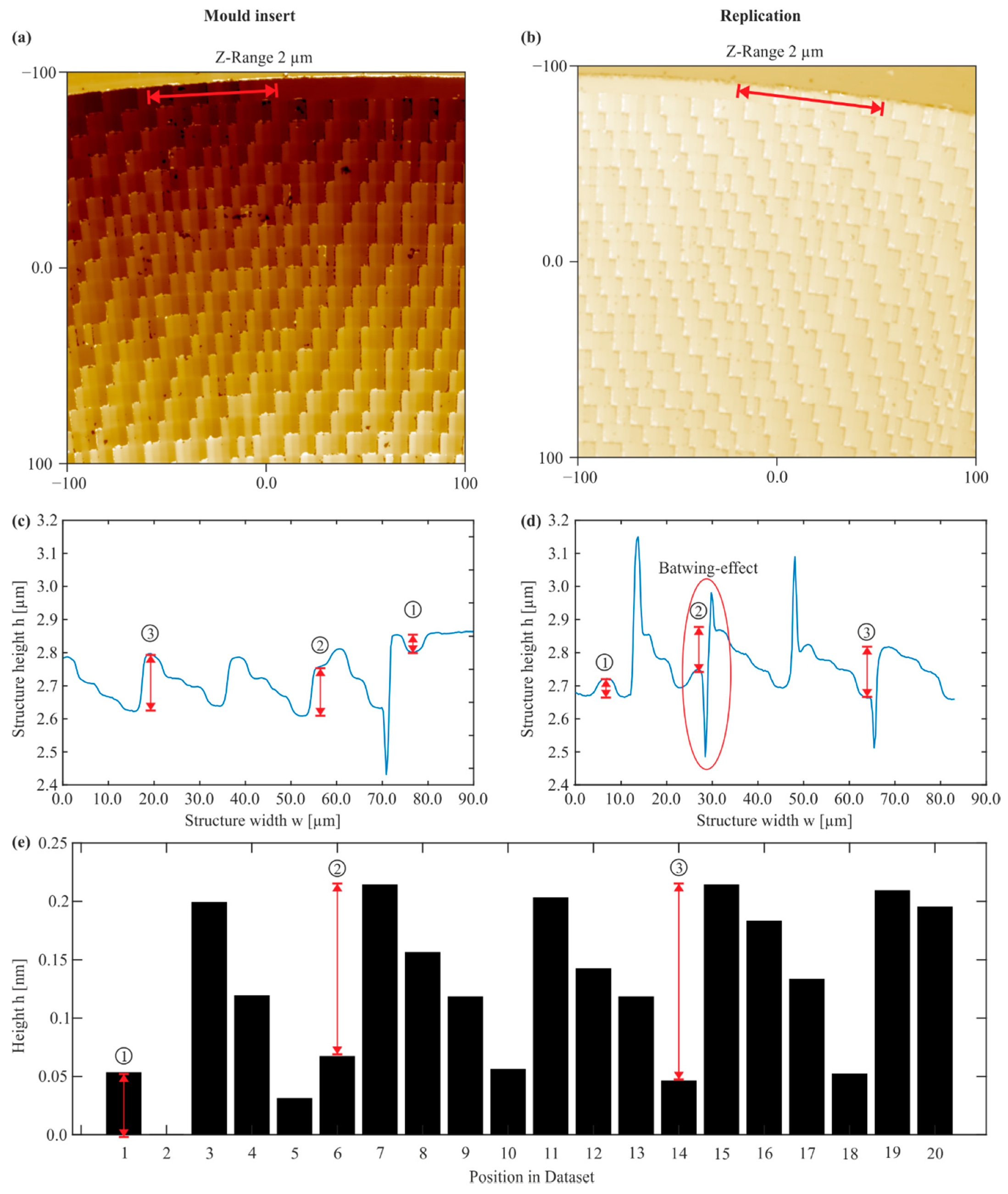
3.1. Experimental Results—Replication of Diffractive Structured Surfaces
3.2. Functional Testing
4. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, R.A. Micro technology for anti-counterfeiting. Microelectron. Eng. 2000, 53, 513–516. [Google Scholar] [CrossRef]
- Brunner, R. Transferring diffractive optics from research to commercial applications: Part I—Progress in the patent landscape. Adv. Opt. Technol. 2013, 2, 351–359. [Google Scholar] [CrossRef]
- Davies, M.A.; Evans, C.J.; Vohra, R.R.; Bergner, B.C.; Patterson, S.R. Application of Precision Diamond Machining to the Manufacture of Microphotonics Components. In Lithographic and Micromachining Techniques for Optical Component Fabrication II; SPIE: Bellingham, WA, USA, 2003; Volume 5183, pp. 94–108. [Google Scholar]
- Brecher, C.; Lange, S.; Merz, M.; Niehaus, F.; Wenzel, C.; Winterschladen, M. NURBS Based Ultra-Precision Free-Form Machining. CIRP Ann. 2006, 55, 547–550. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Gläbe, R.; Schönemann, L. Diamond Micro chiseling of large-scale retroreflective arrays. Precis. Eng. 2012, 36, 650–657. [Google Scholar] [CrossRef]
- Blough, C.G.; Rossi, M.; Mack, S.K.; Michaels, R.L. Single-point diamond turning and replication of visible and near-infrared diffractive optical elements. Appl. Opt. 1997, 36, 4648–4654. [Google Scholar] [CrossRef]
- Yu, D.P.; Hong, G.S.; Wong, Y.S. Profile error compensation in fast tool servo diamond turning of micro-structured surfaces. Int. J. Mach. Tools Manuf. 2012, 52, 13–23. [Google Scholar] [CrossRef]
- Zhu, Z.; To, S.; Zhang, S. Theoretical and experimental investigation on the novel end-fly-cut-ting-servo diamond machining of hierarchical micro-nanostructures. Int. J. Mach. Tools Manuf. 2015, 94, 15–25. [Google Scholar] [CrossRef]
- Meier, A.; Riemer, O.; Brinksmeier, E. Diamond machining of holograms using fine rectangular shaped cutting tools. Int. J. Autom. Technol. 2016, 10, 16–22. [Google Scholar] [CrossRef]
- Gale, M.T.; Gimkiewicz, C.; Obi, S.; Schnieper, M.; Söchtig, J.; Thiele, H.; Westenhöfer, S. Replication technology for optical microsystems. Opt. Lasers Eng. 2005, 43, 373–386. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection molding of thermoplastic polymers: A review. J. Micromech. Microeng. 2007, 17, R96–R109. [Google Scholar] [CrossRef]
- Yao, D. Injection Molding High Aspect Ratio Microfeatures. J. Inject. Molding Technol. 2002, 6, 11. [Google Scholar]
- Tosello, G. Precision Moulding of Polymer Micro Components: Optimization, Simulation, Tooling, Quality Control and Multi-Material Application. Ph.D. Thesis, Technical University of Denmark, Copenhagen, Denmark, 2008. [Google Scholar]
- Luca, A.; Riemer, O. Analysis of the Downscaling Effect and Definition of the Process Fingerprints in Micro Injection of Spiral Geometries. Micromachines 2019, 10, 335. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tosello, G.; Griffiths, C.A.; Hansen, H.N.; Dimov, S.S. The COTECH knowledge database: Assessment of critical factors in micro moulding. In Proceedings of the 9th International Conference on Multi-Material Micro Manufacture (4M 2012), Vienna, Austria, 9–11 October 2005; pp. 229–236. [Google Scholar]
- Holthusen, A.; Riemer, O.; Brinksmeier, E. Material aspects for diamond machining of submicron optical structures for UV-application. J. Manuf. Mater. Process. 2018, 2, 15. [Google Scholar] [CrossRef] [Green Version]
- Thiemicke, F.; Falldorf, C.; Klein, T.; Holthusen, A.; Riemer, O. Multiple plane holographic projection using diamond turned holograms. In Proceedings of the 17th Workshop on Information Optics, Québec City, QC, Canada, 16–19 July 2018; pp. 1–3. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Parameters | Diamond Tool | ||
|---|---|---|---|
| Mold material | Nickel Silver [CuNi7Zn39Pb3Mn2] | Tool material | Monocrystalline Diamond |
| Feed f | 11 µm | Tool width | 12.04 µm |
| Depth of cut ap | 2 µm | Geometry | Rectangular |
| Depth of cut nFTS ap,nFTS | 0 to 1000 nm | Clearance angle α | 20° |
| Spindle speed | 100 rpm | Rake angle γ | 0° |
| Working frequency nFTS | 5 kHz | ||
| Accuracy nFTS | 4 nm | ||
| Material Parameters of COC, Topas 5013-S04 | ||
|---|---|---|
| Property | Test Method | Value |
| Refractive index (580 nm, 25 °C) | ISO 489 | 1.533 |
| Density | ISO 1133 | 1020 kg/m3 |
| Melt flow rate (MFR) (260 °C, 2.16 kg) | ISO 1133 | 43 g/10 min |
| Molding Parameters | ||
| Molding machine | Krauss Maffei 50 | |
| Profile | 1 cm3/s | |
| Plasticizing volume | 3.3 cm3/cavity | |
| Residual mass cushion | 1.75 cm3/cavity | |
| Specific dynamic pressure | 100 bar | |
| Maximum injection pressure | 1463 bar | |
| Reprint | 900 bar (for 2 s); 800 bar (for 0.3 s) | |
| Injection time | 2.58 s | |
| Holding time | 2.3 s | |
| Residual cooling time | 29 s | |
| Demolding | 6.98 s | |
| Total cycle time | 46 s | |
| Position | Height-Difference | Relative Deviation | ||||
|---|---|---|---|---|---|---|
| Dataset | Mold Insert | Replication | Mold to Dataset | Replication to Dataset | Mold to Replication | |
| 1 | 53.0 nm | 52.1 nm | 53 nm | 98.3% | 100% | 101.7% |
| 2 | 147 nm | 148 nm | 120 nm | 100.7% | 81.6% | 81% |
| 3 | 168 nm | 172 nm | 154 nm | 102.4% | 91.7% | 90% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boinski, A.-K.; Adam, B.; Vogelsang, A.; Schönemann, L.; Riemer, O.; Karpuschewski, B. Micro-Injection Molding of Diffractive Structured Surfaces. J. Manuf. Mater. Process. 2021, 5, 12. https://doi.org/10.3390/jmmp5010012
Boinski A-K, Adam B, Vogelsang A, Schönemann L, Riemer O, Karpuschewski B. Micro-Injection Molding of Diffractive Structured Surfaces. Journal of Manufacturing and Materials Processing. 2021; 5(1):12. https://doi.org/10.3390/jmmp5010012
Chicago/Turabian StyleBoinski, Ann-Katrin, Barnabas Adam, Arne Vogelsang, Lars Schönemann, Oltmann Riemer, and Bernhard Karpuschewski. 2021. "Micro-Injection Molding of Diffractive Structured Surfaces" Journal of Manufacturing and Materials Processing 5, no. 1: 12. https://doi.org/10.3390/jmmp5010012
APA StyleBoinski, A. -K., Adam, B., Vogelsang, A., Schönemann, L., Riemer, O., & Karpuschewski, B. (2021). Micro-Injection Molding of Diffractive Structured Surfaces. Journal of Manufacturing and Materials Processing, 5(1), 12. https://doi.org/10.3390/jmmp5010012